奥钢联福克斯的新ULTIMATE电弧炉
AOD精炼炉和中频炉的区别
AOD精炼炉和中频炉的区别一般人对目前民营不锈钢厂的冶炼可能没太在意,认为能控制元素含量就够了,确实,随着不锈钢的发展,以前滥充材质用201代替304,或者不足8个镍的当304的事情越来越少了,但做过不锈钢压延料的可能对不锈钢的冶炼深有体会,里面的门道也是很多的,笔者仅对自己知道的一些情况拿来跟大家一起分享,希望能起到抛砖引玉的效果。
目前,民营钢厂所使用的冶炼炉一般有AOD精炼炉和中频炉:AOD精炼法是氩氧脱碳法(argon oxygen decarburization)的简称。
在精炼不锈钢时,它是在标准大气压力下向钢水吹氧的同时,吹入惰性气体(Ar,N2),通过降低CO分压,达到假真空的效果,从而使碳含量降到很低的水平,并且抑制钢中铬的氧化。
适合生产低碳和超低碳不锈钢,易于将特殊钢中S含量控制在0.005%以下,AOD精炼炉可以进行二次炼钢,以达到精炼目的一般可以灵活添加或者减少相关元素;在冶炼过程中一般采用废铁和铁砂进行炼钢。
产品质量相对较高,延展性能较好,做深冲的制品一般都采用精炼炉冶炼。
中频炉是利用交流电流产生交变磁场,处在交变磁场中的金属内部则产生交变的感应电势与感应电流,而感应电流的方向与炉子感应线圈中的电流方向相反。
在感应电动势作用下,被加热的金属产生感应电流,电流通过时,为克服金属的电阻作功产生热量。
中频炉利用此热量使金属加热熔化,从而达到熔化的目的。
中频炉只能进行一次炼钢,特别是在原材料方面不能灵活控制。
所以冶炼时候一般采用不锈钢废钢和铁砂等进行冶炼。
这种冶炼法不能控制某种元素的含量,因此产品质量相对也略逊一筹,一般不会用做深加工等制品行业。
所以,用中频炉炼钢对原料要求高,而且成分不易控制,首先体现在含碳量的控制上,因为不能形成AOD似的真空状况,即便原料能控制到极致,中频炉的含碳量也很难控制在0.03%以下,另外,没有脱硫除磷的工艺,一般也不能将原料中的硫磷等有害元素清除。
所以,当选择304L、316L时,中频炉是排除在外的,特别是在做出口产品时,中频炉出来的扁钢、圆钢都会存在一些P、S超标的问题,只是有的地方明显,有的地方不那么明显。
WZ003527西门子一奥钢联公司研制成功新型100t量子电弧炉——《MPTInternational》,2012,No.2,p50-53(英)
[ 2 ]李连福,姜茂 发. 底 吹电弧炉熔池混合特性的模拟研究 [ J ] .
钢铁研究 ,1 9 9 6 ,3 ( 9 0 ) :3 - 6 .
[ 3 】李宝宽,赫冀成 . 底 吹电弧炉熔池混合过程的模拟研究 [ J ] .
金属学报 ,1 9 9 6 ,5 ( 3 2 ) :4 9 5 - 5 0 0 .
故障报警和显示功能 。图 1 。 [ 花 皑 摘]
采用底侧吹工 艺技术后,公 司主要 技术经济指标处 于 国 内同类企业 先进水平 。电耗 、电极 消耗双为零 、铁
水比 8 8 . 6 %、吨钢 氧耗 4 7 . 4 6 m 、冶炼 时间 5 5 . 4 2 ai r n 、 钢铁料 收得率 9 0 . 9 8 %,以上 指标在国 内同类 1 0家企业 中排位分 别为第 一 、 第一、 第二 、 第四、 第 四和第 六位o
WZ 0 0 3 5 2 7 西 门子 一奥钢联 公司研 制成功 新型 1 O 0 t 量子电弧
炉— — ( ( MP T I n t e na r t i o n a 1 ) ) ,2 0 1 2 ,N o . 2 ,p 5 0 - 5 3( 英)
西门子 一奥钢联金属技术 公司最近为墨西哥 T y a s a钢铁公
到5 5 . 4 2 mi n ,减少了 4 . 0 4 ai r n 。
4 . 5 对 大沸 腾 的影 响
底侧 吹应用前实行保 碳操作,氧化末 期对 炉壁集束 氧枪 使用少,延 长了冶炼时间,对炉 内上下温差搅拌能 力 减弱 ,9天共发生沸腾次数为 2 1 次,其 中有 2次 “ 大 沸腾 ’ ,另有 4次沸腾 中明显带有钢水流 出。底侧 吹系统
WZ 0 0 3 5 2 6 新型感应淬火和回火设备—— ( ( I n d u s t r i a l H e a t i n g ) ) ,
台湾沃尔辛-利华钢铁公司改造电弧炉——《MPT International》

加 热 设 备
2 . 立式炉 ( S和 F S .2 4 OA C )控制策 略 镀锌机组 改造 为镀 锌与连退两用生产机组增加 了完
工业加 热 第 3 9卷2 1 00年第 3 期
在功能设计上从方便 操作和易于维护角度 出发,将立式
炉功能 以顺控方式设计 ,每 一步执行条件及故障原 因直
西门于 一奥钢联技术公司最近收到了中国新余钢铁公司的订 单,要求提供一套新型连续退火生产线设备。这条退火生产线主
要 为 汽车 :业 冷轧 退 火 高 级 薄钢 板 , 其厚 度为 02~ 2 m、 【 . ,l 0n
宽度为 7 0~ 1 0 1m。年处理能力为 7 0 0T 5 i 0、停炉吹扫结束 、关 闭混合站。各 2 步执行 是根 据 自身满足的条件 自动或手动触发 ,而不 满 足条件在 H 画面可直接查找原 因,对于炉况异常情 况 MI 直接 自动进入 吹扫,以确保 炉子的安全 。
W Z 037 台湾 沃 尔辛 ~利 华钢 铁 公 司 改造 电弧 炉— — (lT 0 38  ̄P V lt t n1 20 ,V 3,No 6 l ( ) n mao a) 09 2 e i ) ., 3 英
[ 花 皑 摘】
3 应用效果
攀钢 冷轧厂 1 镀锌 机组经过 2 0 0 7年 4月和 2 0 0 9年
控制系统的改造,即提供 u套全新的 自动化系统硬件和软件包。 一
降低AOD新炉冶炼不锈钢成本工艺及推广

降低AOD新炉冶炼不锈钢成本工艺及推广摘要:AOD冶炼不锈钢工艺与转炉炼钢工艺有较大区别,因无溅渣护炉操作导致炉衬侵蚀较大,平均炉龄85炉,炉龄寿命偏短炉壳更换频繁,使得新炉因炉容小导致化钢末期及氧化末期喷溅严重导致钢铁料耗偏高,合金元素收得率低,据统计炉龄在前15炉的吨钢成本较15炉后吨钢成本高450元左右。
因此,通过对AOD新炉壳冶炼成本高问题进行分析和工艺优化,实现了前期炉龄的金属料耗较试验前降低44kg /t,铬、锰元素收得率分别提高2.40%、4.46%,吨钢生产成本降低约400元。
关键词:AOD、不锈钢、吨钢成本、金属料耗、工艺优化Technology for Reducing the Cost of Stainless Steel Smelting in AOD New Furnace and Its PopularizationWang Taiping Du Guoli Luo Dongyun Wang Jigang(1:Guangxi Liuzhou Steel Zhongjin Stainless Steel Company Limited,Yulin, Guangxi, 537624)Abstract AOD stainless steel smelting process is quite differentfrom converter steelmaking process. Due to no slag splashing furnace protection operation, the furnace lining erosion is large. The average furnace life is 85 heats, and the furnace life is short. The furnace shell is frequently replaced. As a result, the new furnace capacity is small, resulting in serious splashing at the end of steel melting and oxidation, which leads to high steel consumption and low alloy element yield. According to statistics, the cost per ton of steel in the first15 heats is about 450 yuan higher than that after 15 heats. Therefore, through the analysis and process optimization of the high smelting cost of the new AOD furnace shell, the metal material consumption of the early furnace life is reduced by 44kg/t compared with that before the test, the chromium and manganese recovery rates are increased by 2.40% and 4.46% respectively, and the production cost per ton of steel is reduced by about 400 yuan.Key Words AOD, stainless steel, cost per ton of steel, metal consumption, process optimization1 前言AOD炉是氩氧精炼法的精炼设备[1] ,是不锈钢冶炼的重要设备之一,因其设备简单、操作方便、建造成本低及经济效益显著被广泛使用。
用户手册-Fluke154手操器-福禄克

加热炉的过程控制系统的设计
学校代码:10904学士学位论文加热炉的过程控制系统的设计姓名:江鹏学号:200806130160指导教师:付玲学 士 学 位 论 文加热炉的过程控制系统的设计院系(部所): 机电工程学院 专 业:过程装备与控制工程 完成日期:2012年04月20日姓名:江鹏学号:200806130160 指导教师:付玲院系(部所):机电工程学院专业:过程装备与控制工程完成日期:2012年04月20日摘要加热炉作为钢铁工业轧钢生产线的关键设备和能耗设备,其过程控制水平直接影响到能耗、烧损率、废钢率、产量、质量等指标。
随着现代化技术的迅猛发展,如何采用先进的过程控制技术与设备,提高基础过程控制效果与水平,确保钢坯的加热质量、实现高效节能、减少污染是本文研究的意义所在。
本文对国内外加热炉控制技术的发展和现状进行了综述。
介绍了串级控制系统的构成,实现了加热炉炉温控制、流量控制、炉压控制、煤气总管和空气总管的压力控制等。
实践证明,本系统运行可靠稳定,操作方便,正确调整有关参数就能达到较好的控制效果,具有推广价值。
关键词:加热炉;过程控制;节能AbstractHeating furnace of steel rolling production line in iron and steel industry as the key equipment and energy consumption of equipment, the process control level directly affects the energy consumption, burning rate, scrap rate, yield, quality index. With the development of modern technology, how the use of advanced process control technology and equipment, improve the basic process control effect and level, to ensure that the billet heating quality, achieve high efficiency and energy saving, pollution reduction is the significance of this study.The heating furnace control technology development and the present situation are reviewed. Introduced the cascade control system, realizes the heating furnace temperature control, flow control, furnace pressure control, gas duct and air manifold pressure control.Proved by practice, this system is stable and reliable operation, convenient operation, correctly adjust relevant parameters can achieve better control effect, have promotion value.Key words: heating furnace; process control; energy saving.目录第1章绪论 (1)1.1加热炉的发展和现状 (1)1.2加热炉控制技术发展和应用现状 (2)1.3 课题的意义和本文的主要工作 (4)1.3.1 课题的意义 (4)1.3.2 本文的主要工作 (5)第2章加热炉控制系统的设计 (6)2.1 串级控制系统 (6)2.1.1串级控制简介 (6)2.1.2炉温一燃料量串级控制 (7)2.2流量控制 (9)2.2.1燃料量—空气流量双闭环控制系统 (11)2.2.2燃料量—空气流量双交叉限幅控制 (12)2.3炉压控制 (14)2.3.1加热一段和加热二段炉压自动控制 (14)2.3.2均热段炉压自动控制 (15)2.4煤气总管和空气总管的压力控制以及汽包液位控制 (16)本章小结 (17)第3章总结和展望 (18)参考文献 (19)致谢 (21)第1章绪论加热炉的耗能量在轧钢等生产中占据了很大的比例,大约占所有耗能总值的70%左右,是冶金行业中主要的耗能设备。
炼钢电弧炉加热工艺的革新
t r a n s f e r f r o m t h e l i q u i d h e e l t o t h e p eh r e a t e d s c r a p i s i mp r o v e d b y t h e o p e r a t i o n o f a b o t t o m s t i r r i n g s y s t e m wi t h a r g o n.F i n a l l y ,h e a t i n g r e s u l t s o f d i f f e r e n t h e a t i n g mo d e a r e g i v e n . Ke y wo r d s :EAF;s c r a p p eh r e a t i n g; c o n t i n u o u s c h a r g i n g ;p u r e f l a t b a t h o p e r a t i o n
炼钢 电弧炉加热工 艺的革新
马 亚 刚 , 史 建 宏 , 刘 征 ,屈 光 亚
( 西安桃园冶金设备 工程有 限公司 ,陕西 西安 7 1 0 0 7 7 )
摘要 :介绍 了炼钢 电弧炉炉料预 热的重要性和 加大 留钢量 的优越性 。在大 留钢量 的钢水 中熔化废钢炉料会 形成 纯平熔池 操作,这 种操 作方 式能降低电压 闪变 和提 高热效率 。固体废钢 炉料和钢水 之间的热交换 是靠 炉底 吹氩 搅拌来改善的。最后,给出了不同加
国内首台镍熔炼奥斯麦特炉试生产成功

及生产方面积累了富的经验 , 为今 后超导材料的生产奠定
了坚实的基础 。西北铝公司) (
的要求 , 也完全不符合我国现阶段 宏观经济形势发展 可持 续
性 产业的要 求。 中邦公 司引进麦格诺拉 公司的技术 、 核心设 备、 工程技术人员 , 中国建立 年产 2万t 在 0 以上的金属镁及镁
湖南有色收购加拿大水獭溪锑矿
近 日, 南有 色 金属股 份有 限公司 全资子 公司湖 南有 湖 色加拿大锑矿有 限公司 已完成收购加拿大水獭 溪锑 矿有 限
日
A vne a r lId sr da cdM t isn ut e a y
空 白。
的 所有 工 艺 全部 打 通 。
该奥斯 麦特炉由底部格栅梁、 炉壳本体 , 上部 喷枪提升小 车及附属结 构组成 , 不含耐火材料重达 20 。 0余t施工过程 中,
中国十五冶适时调整制定先进合理的炉体制作工艺和安装方
案, 并在实施过程 中严把质量关, 确保炉体制作安装质量顺 利
分布要均匀连续 , 不能 出现断裂现象 , 技术含量很高 。 西北铝
拥有 当今世 界最先进 的4 MN 动反 向挤 压机 , 5 双 在铌一钛棒 材的研制上拥有明显的优势 , 在对铌一钛棒材进行 多次试制 后, 掌握了产 品的各项组织和性 能情况 , 了合理的生产工 确定 艺, 为这次批量生产提供了技术保障。 通过这 次铌—钛超导材 料的批量生产 , 优化了各项生产] 艺参数, : 在超导材料的开发
会一楼大厅 , 口中邦镁业有限责任公司与EDS 营 公司正式签 约 , 加拿大麦格诺拉原镁冶炼厂成功地 实行 了并购。 对 麦格诺 拉厂设 备先进 , 并且拥有世界著名厂商生产的原镁冶炼所需 的新设备 。 对麦格诺拉厂的并购, 无疑使没有生产原镁工业基
aod炉低碳锰铁生产技术

aod炉低碳锰铁生产技术1.概述低碳锰铁是一种重要的铁合金产品,广泛应用于钢铁冶金、化工、电力等行业。
而aod炉低碳锰铁生产技术是一种高效、环保的生产工艺,能够有效降低生产成本,提高产品质量。
本文将对aod炉低碳锰铁生产技术进行深入研究,并探讨其在实际应用中的优势和发展前景。
2. AOD炉低碳锰铁生产技术是一种在高炉中生产低碳锰铁的先进方法。
该技术以环保、节能、高效为特点,广泛应用于钢铁行业。
其生产流程主要包括原料配料、预处理、冶炼和精炼等关键环节。
2.1原料配料:根据产品的要求,对原料进行精确配比。
这一环节对后续生产过程有着重要的影响,因此需要严格控制各项指标,确保原料配比的准确性。
2.2预处理:预处理是保证AOD炉低碳锰铁产品质量的关键环节。
主要包括除尘、除氧等工艺。
除尘是为了消除原料中的粉尘污染,提高空气质量;除氧则是为了防止氧气对冶炼过程的影响,保证冶炼的稳定性。
2.3冶炼:将预处理后的原料投入到AOD炉中进行冶炼。
在这一过程中,需要严格控制温度、气氛和搅拌等参数,以实现合金成分的调整和杂质的去除。
冶炼过程是AOD炉低碳锰铁生产技术的核心,各项参数的控制直接影响到产品的质量。
2.4精炼:在冶炼的基础上,对合金进行进一步的精炼。
通过调整气氛、温度等条件,去除合金中的杂质,提高产品的纯度。
精炼过程对于实现低碳锰铁的高质量生产具有重要意义。
AOD炉低碳锰铁生产技术流程中的各个环节相互关联,任何一个环节的失误都可能影响到最终产品的质量。
因此,要在生产过程中不断优化工艺参数,提高操作水平,以确保低碳锰铁产品的优质生产。
在我国钢铁行业转型升级的背景下,AOD炉低碳锰铁生产技术的发展和优化将成为提高钢铁产品质量、降低生产成本的重要途径。
3. aod炉低碳锰铁技术优势3.1 高效节能:aod炉作为一种先进的冶金设备,具有高效节能的特点。
它采用了氧气作为氧化剂,可以提高冶炼温度,加快反应速度,同时减少了燃料的消耗,有效降低了能耗。
AOD炼钢转炉的最新设计
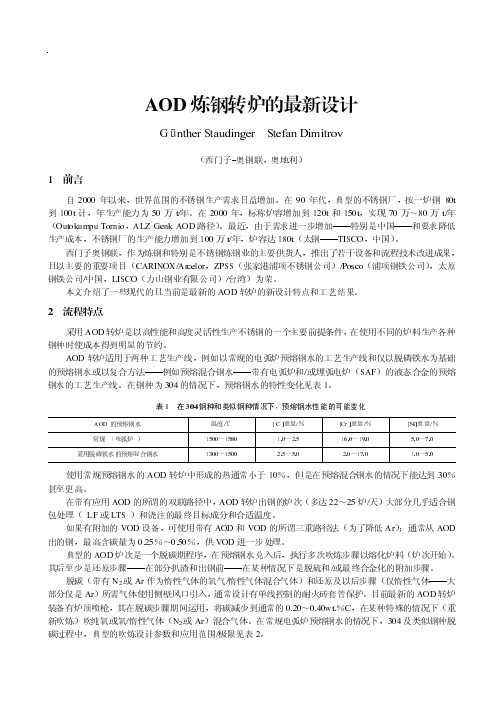
通过浸入式风口,吹氧脱碳流程可概要说明如下: 浸入式风口前反应区的金属相(预熔 钢)中 的主要氧化作用: ⇒ () () 在风口和金属熔池表面之间的过渡反应区中,借助于一次形成的 (按照式( ) )局部还原,在 金属相(预熔 钢)中 的氧化为: ( )⇒ () 借助于风口净综合脱碳反应则式( ) 式( ) 式( )可表述如下: ⇒ 例如 ⇒ () 在顶吹氧的情况下,除了反应( )和( )之外,根据反应( )在某种程度上通过在金属表面附近(热 点区域)喷氧会发生碳的直接氧化,这是由于得到该区域至少 ℃高温的支持。根据反应方程式,最后 通过应用炉顶氧枪,渣层内和渣层之上发生 被部分二次燃烧掉: {CO}+1/2{O }⇒{CO } (5) 在 AOD 中平均二次燃烧程度通常限制到 7%以下。 关于脱碳过程和 AOD 的效率最相关的反应步骤是反应(3) ,其在现有条件、极限和限制条件内借助于 较高流程温度和较低 局部压力可以得到改进。 实际 局部压力不仅取决于实际吹氧 惰性气体比率,而且也取决于金属熔池内气泡的总的实际压力, 其包括气泡之上的 AOD 转炉(最后约为 1bar)的钢层,渣层和自由空间的压力各项。 因此,在 O /惰性气体相同工艺流程气体比率下,AOD 转炉中的 CRE 的附加改进可通过降低气泡上的 总压力实现,具体如下: ( )为了提高动力能,改善了熔池混合; ( )降低了熔池之上自由空间压力,例如:真空(用于 或 设备)AOD 转炉,其已经应用于 小型专用 60t AOD; (3)通过运用优化的炉形设计减小熔池高度,来降低钢水静压力,其可用于所有规格的 AOD 转炉(自 2003 以来的西门子-奥钢联法) 。
2
图1
AOD 转炉的经典设计
主要设计参数(原 AOD 形状) D 2 ε= 比率 (1) H 式中 D ——渣 金属表面处的熔池直径; H ——渣 金属表面处的熔池高度(深度) 。 上下锥体和炉身(圆筒部分)高度相同。 α θ = 约 30° β = 约 22.5° 下一个目标是在考虑到侧风口的更高耐磨率(0.3~0.5mm/炉钢)时增加炉役期限,并且炉役结束时实 现大致均一的耐火材料磨损率。 为了实现此条件,通过引用“ ”或“ ” 增加风口区的炉衬厚度,这是通过仅在风口区 扩大炉外半径而组合进炉壳中。AOD 转炉的一个典型例子见图 2。
ORVARSUPREME模具钢牌号

奥氏体化温度
铝镁合金
44~52
1040~1050℃
钢铁
40~50
奥氏体化及回火温度
注塑模,压缩/传递模
回火温度250℃
⑸、其它应用应用
HRC
奥氏体化 1020~1030℃
50~52
奥氏体化1020~1030℃
回火575~600℃
45~50020~1030℃
Si
Cr
0.39
0.40
1.40
标准对照
出厂状态
ORVAR SUPREME的应用实例
⑴、压铸模具部件
铝镁合金HRC
46~50
镶块,型心
44~48
48~52
喷嘴
42~48
46~50
柱塞,套筒(通常进行氮化)
42~48
1020~1030℃
镁合金HRC
不锈钢HRC
44~50
44~50
杆,承块
40~48
奥氏体化温度
瑞典乌德霍姆工模具钢uddeholm高寿命热作模具钢orvarsupremeorvarsupreme的特性orvarsupreme的化学成分
ORVARSUPREME模具钢牌号
瑞典乌德霍姆工模具钢Uddeholm高寿命热作模具钢ORVAR SUPREME ORVAR SUPREME的特性
ORVAR SUPREME的化学成分
芯部50~52
<span style="mso-spacerun:" yes";font-family:宋体;font-size:12.0000pt;mso-font-kerning:0.0000pt;>表面~1000HV1
一分钟了解电弧炉炼钢的兴起与发展

一分钟了解电弧炉炼钢的兴起与发展1900年Paul Heroult发明了电弧炉是近代炼钢电炉的起源,电弧炉炼钢使用过炭质电极、天然石墨电极,后来主要用人造石墨电极(简称石墨电极)为导电材料,也是现代电炉炼钢工业不可缺少的耐高温导电材料。
石墨电极生产与电炉炼钢有着密切的联系,电弧炼钢炉的不断革新对石墨电极品种的增加、理化性能的提高起到促进作用。
1960年下半年美国W.E.Schwabe博士主张电炉配备大容量变压器,和通常的电弧炉比较,由于投入了高密度的电能,生产率上升,电炉炼钢正式走向大型化。
1971年日本大同特殊钢公司开发了炉外精炼法,将电弧炉炼制的功能分在两台电炉中进行,即熔化炉和精炼炉。
随后,由于钢包精炼的普及,在钢包内可以加热,将还原期移到了LF(气体搅拌)、ASEA-SKF(感应搅拌)等钢包精炼炉上,这样的结果是电弧炉仅仅用来进行熔化和氧化精炼。
因此,目前国内外许多转炉炼钢厂也添置了钢包精炼设备,搞起了炉外精炼,进行化学成分及温度的精确稠整。
钢包精炼炉也需要使用高功率或超高功率石墨电极,由于每炉精炼操作时间较短,一般也不吹氧,因此多数精炼炉消耗电极较少,每吨钢只消耗石墨电极1kg左右。
同样功率的电弧炉,使用的石墨电极直径有所不同,电极单耗也有差别。
1980年国外钢铁工业把炼钢电弧炉按每吨炉容的变压器容量分为3类:普通功率电炉(RP炉)、高功率电炉(HP炉)和超高功率电炉(UHP炉)。
1980年以后建成的大型电弧炉,其变压器容量都在550 kVA/t以上。
一部分新建的炼钢电炉的单位炉容的变压器容量达到800 kVA以上,个别电炉达到1000-1200 kVA。
电炉炼钢扩大每吨炉容的变压器容量,使用HP、UHP操作技术后,输入电功率高,缩短了冶炼时间。
但因初期是大电流短弧操作,石墨电极的消耗量上升和冷点残存冷钢,所以经济效果受到一定限制。
交流电弧炉大功率化通常会发生电网冲击故障,制约了其进一步大型化。
感应炉和电弧炉的特点及应用分析

感应炉和电弧炉的特点及应用分析中频感应炉是将工频交流电转变为中频的电源装置。
其实质是把三相工频交流电整流后变为直流,再把直流通过逆变装置变为可调节的中频电,供给由电容和感应线圈组成的谐振回路。
由于在感应圈中产生很强的磁场,使在感应线圈里盛放的金属材料产生很大的涡流。
金属本身的电阻通过很大的电流时会产生很大的热量,这样就会使金属材质很快发热。
例如,把一根金属圆柱体放进通过中频电流的感应线圈里,圆柱体表面被加热甚至熔化,而且这种加热和熔化的速度只要调节电源频率大小和电流的强弱就能实现。
如果圆柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也不会产生有害气体、表面氧化也很小。
我公司生产的中频、工频感应电炉广泛用于有色金属的熔炼〔主要用在熔炼钢、合金钢、特种钢、铸铁等黑色金属材料以及不锈钢、铜、铝、锌等有色金属材料的熔炼,并能和高炉进行双联运行〕,广泛用于锻造加热及热处理调质生产线。
中频炉系列熔炼炉特点:(1)熔化效率高节电效果好,结构紧凑、过载能力强(2)炉子周围温度低、烟尘少、作业环境好。
(3)操作工艺简单、熔炼运行可靠。
(4)金属成分均匀。
(5)熔化升温快、炉温容易控制、生产效率高。
(6)炉子利用率高、更换品种方便。
中频炉系列透热炉特点:(1)加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本。
(2)工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能。
(3)加热均匀,芯表温差极小,温控精度高。
电弧炉是利用电极电弧产生的高温熔炼矿石和金属的电炉。
对于熔炼金属,电弧炉比其他炼钢炉工艺灵活性大,能有效地除去硫、磷等杂质,炉温容易控制,设备占地面积小,适于优质合金钢的熔炼。
电弧炼钢炉的炉体由炉盖、炉门、出钢槽和炉身组成,炉底和炉壁用碱性耐火材料或酸性耐火材料砌筑。
电弧炼钢炉按每吨炉容量所配变压器容量的多少分为普通功率电弧炉、高功率电弧炉和超高功率电弧炉。
电弧炉炼钢是通过石墨电极产生的电弧向炼钢炉内输入能量,电极放电形成电弧时能量很集中,弧区温度在3000℃以上,如此高的温度能使炉内的炉料快速熔化。
PRIMETALS TECHNOLOGIES 全球冶金行业新品牌

三菱-日立冶金设备制造有限公司
1984
1990
2000
2002
9 2004
第一套配备成对交叉轧机机 架的热带钢轧机在日本新日 铁广田厂投产
向韩国浦项公司光阳厂提供 三套热带钢轧机(项目一期)
合资企业三菱重工-日立冶 金设备制造有限公司成立
公司更名为三菱-日立冶金 设备制造有限公司
三菱-日立冶金设备制造美 国有限公司成立
• 直接还原厂 • 转炉炼钢厂 • 电炉炼钢厂 • 不锈钢炼钢厂 • 二次冶金设备 • 连铸设备 • 阿维迪ESP厂(连续带钢生产) • 薄带连铸设备 • 中厚板和炉卷轧机 • 热带钢轧机
• 酸洗设备 • 冷轧厂 • 有色金属轧机 • 棒材、线材、型材、钢轨和管材轧机 • 带钢处理和精整线 • 环保设备 • 电气和自动化 • 冶金、咨询和金融服务 • 在线/离线支持 • 改造方案包
2009
2011
2012
2013
首条阿维迪ESP(连续带钢 Vatron(机电技术中心)在奥 收购美国FCE公司 生产)线在意大利Cremona 地利林茨完成整合 投产
收购美国Service Guide 公司
普锐特冶金技术有限公司继承了合资双方 西门子和三菱重工(MHI)160多年的技术传 统。涉及冶金价值链各个环节众多企业收购 带来的专业诀窍,更使如此深厚的技术底蕴 不断得到加强。比如,奥钢联工程技术公司 (VAI) LD (BOF)转炉炼钢和连铸技术的进一 步开发;煤基Corex®和Finex®炼铁工艺(分别 与Korf工程公司和浦项公司合作)的联合实 施;福克斯电弧炉技术诀窍的消化吸收;克 瓦纳金属(包括戴维麦基和克莱西姆)和波米 尼高炉和轧制技术的接收;以及通过收购摩 根而增强的长材轧制实力。
短流程炼钢技术发展概论

短流程炼钢技术开展概论电炉的呈现是为了经济地回收操纵废钢并出产布局钢。
从60年代起,对电炉炼钢需求增加,导致了超高功率电炉的开发,促进了各种新技术的呈现,如泡沫渣和长弧操作、水冷炉壁和水冷炉盖部件、喷嘴燃烧和无渣出钢等。
总体而言,电炉炼钢的开展标的目的如下:(1) 进一步提高现有电炉和新建电炉的出产效率;(2) 通过废钢预热,降低消耗,从而减小出产成本的压力;(3) 灵活使用不同装炉原料的需求;(4) 电能的替代和一次能源的使用。
电炉短流程亦称紧凑式电炉流程,国外通称为“Mimnill'电炉短流程将是21世纪以废钢为主原料的钢铁出产新流程。
其主要特点是:(1) 采用持续化出产,形成“电炉一精炼炉一连铸一连轧〞四位一体的出产模式,(2) 出产流程短,工艺安插紧凑,出产周期(从废钢至成品)一般只需3〜4h;(3) 出产物种比较单一,适宜专业化出产;(4) 出产效率高,全员劳动出产率达到2700t/人• a以上。
2电炉短流程的设备配置电炉短流程的设备配置一般应遵循以下原那么:(1) 单机匹配:即一台超高功率电炉配一套精炼设施、一台连铸机和一套主力轧机;(2) 广泛采用近终形连铸技术和连轧技术;(3) 采用连铸坯热送和直轧技术;(4) 以轧定产,即按照轧钢机的出产能力合理配备各工序设备a电炉短流程的设备配置情况和代表性工艺见表1-1。
表1-1电炉短流程的设备配置和此后的开展趋势表1-1中计算按电炉作业率为75%,电炉出产效率为I. lt/t • h,电炉操纵系数为I. 6t/MV . A • h,钢水成材率为93%计算。
按电炉短流程工艺运行的工厂设计力案,工艺安插紧凑,占地面积小,基建投资低,并充实考虑了出产节能(平均节能20%),提高出产效率等。
自从90年代初美国Nucor的电炉-薄板坯连铸为代表的电炉短流程投产以来,引起了世界钢铁界的重视。
电炉短流程的开展是第二次世界大战以后钢铁技木的第三个重大变化。
美企签署金属燃料制造试验设施合同
美企签署金属燃料制造试验设施合同
张焰;伍浩松
【期刊名称】《国外核新闻》
【年(卷),期】2024()1
【摘要】【美国森图斯能源公司网站2023年12月7日报道】2023年12月7日,美国光桥公司(Lightbridge)和森图斯能源公司(Centrus Energy)宣布签署合同,将为在俄亥俄州皮克顿的美国离心厂建设一座光桥燃料制造试验设施(LPFFF)开展前端工程和设计研究,预计将于2024年完成。
光桥金属燃料采用铀锆合金制造,可用于模块化小堆和现有轻水堆。
【总页数】1页(P15-15)
【作者】张焰;伍浩松
【作者单位】中核战略规划研究总院
【正文语种】中文
【中图分类】F42
【相关文献】
1.阿海珐集团与德企签署多份核燃料供应合同
2.美国能源部签署MOX燃料制造设施的建设合同
3.美企合作建设中试规模的金属燃料制造厂
4.俄企签署在美国压水堆中辐照TVS-K型燃料的首份合同
5.俄企签署布什尔1号机组3000万美元储备燃料供应合同
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第15卷第4期2005年4月 中国冶金 China Metallurgy Vol.15,No.4 April 2005联系人:孙运涌(19672),男,博士,高级工程师; E 2m ail :sun.yunyong @ ; 修订日期:2005201214奥钢联福克斯的新U LTIMATE 电弧炉T.Narholz ,B.Villemin(奥钢联福克斯公司)摘 要:先进的电炉炼钢技术和设计能力相结合,使奥钢联福克斯具备实力提供年产180万t 钢水的电弧炉。
称之为UL TIMA TE 的电弧炉出钢质量为120t ,出钢到出钢时间仅30min 。
描述UL TIMA TE 炉的相关情况,如设计特点、应用的技术等。
关键词:电弧炉;UL TIMA TE ;组合式精炼烧嘴中图分类号:TF741.5 文献标识码:A 文章编号:100629356(2005)0420021204The N ew VAI FUCH S U LTIMATE EAFT.Narholz ,B.Villemin(VA I FUCHS )Abstract :Through the combination of advanced electric steelmaking technologies and design features VA I FUCHS is now in a position to offer an electric arc f urnace capable of producing approximately 118million tons of liquid steel per annum.This f urnace referred to as the UL TIMA TE EA F ,features a ta pping weight of 120tons and an average tap 2to 2tap time of only 30minutes.How such a f urnace could look ,the res pective design figures and which technologies are employed are the topic of this paper.K ey w ords :EA F ;UL TIMA TE ;RCB 在过去20年间,电炉炼钢已成为钢铁工业增长的主要推动力。
现代化电弧炉炼钢厂主要优点是:与高炉—转炉联合生产路线相比投资成本相对较低;可使用多种原料,如废钢、DRI 、HB I 、铁水等;能够实现广泛的生产目标和生产品种,满足特殊的市场需求;运行成本和生产成本低,投资回收期较短。
奥钢联福克斯在电炉炼钢领域不断推出新技术,如水冷设备、导电电极横臂、炉盖单点提升、竖炉电弧炉、双炉壳电弧炉、组合式精炼烧嘴等。
现在,包括废钢预热竖炉电弧炉和双炉壳电弧炉在内,奥钢联福克斯已提供了100多台交流和直流电弧炉。
在持续研究开发的基础上,通过将先进的技术和设计能力相结合,奥钢联福克斯得以推出新一代电弧炉。
作为UL TIMA TE 系列,1台出钢量120t 的单炉壳电弧炉现在平均出钢到出钢时间可达到30min 左右,年产钢180万t 。
UL TIMA TE 电弧炉的总体情况见图1。
1 设备设计1.1 概况 新的UL TIMA TE 电弧炉除了在基本设计方面的改进之外,还大量应用机械设备、供电系统、水冷部件、机器人装置、检测手段、碳/氧喷吹技术、过程控制、环保系统等多方面的改进,而且也对全面物流管理进行了优化,从而消除工艺瓶颈、协调所有相关设备和系统的能力、确保以最佳生产路线达到设计生产目标。
根据详细的计算,结合众多生产厂的实际结果,将这种新炉型的主要设计特点归纳于表1中。
表1 120t U LTIMATE 电弧炉的主要参数项目参数出钢量/t120留钢量/t 40出钢温度/℃1620每炉废钢加入量/t 130(篮)金属收得率/%90废钢密度/(t ・m -3)0.8出钢口设计能量优化的偏心炉底出钢炉壳直径/m 7.2水冷块总高度/m 3.4炉盖高度/m1.5(碳/氧喷吹)组合式精炼烧嘴4×2500m 3/h ×3.6MW烧嘴/MW 2×3.6二次燃烧喷枪/(m 3・h -1)3×400喷碳枪/(kg ・min -1)3×70图1 奥钢联福克斯U LTIMATE电弧炉1.2 设备和系统 UL TIMA TE电弧炉包括以下主要设备和系统,其可靠性已在世界各地众多电弧炉上得到证实:①废钢料篮自动预定位;②炉门清理机器人;③非接触式钢水测温;④组合式精炼烧嘴超高功率碳/氧喷吹技术;⑤借助摄像机从主控室进行自动出钢控制;⑥IRIS电弧炉出钢下渣红外检测系统;⑦出钢口清理机器人;⑧天车带2个辅助吊钩用于电极快速更换;⑨带喷水冷却的电极支架。
截至2004年9月,奥钢联福克斯已向世界各地的用户提供了35套组合式碳/氧喷吹精炼烧嘴,它强化了化学能输入,有效促进了二次燃烧。
图2示意了碳/氧喷吹工具的布置。
系统具有独特的“凸出板”式设计(图3),使碳/氧喷吹射流能够进入到熔池深处,确保了碳/氧反应的高效率。
炉门清理机器人用于保持炉门区域在加料时不堆积废钢。
因此,不再需要炉门烧嘴或炉门氧枪。
IRIS红外下渣检测系统准确判定理想的出钢时间,使炉渣带出量减少到最低程度(图4)。
出钢口清理机器人不仅显著缩短了出钢口的清理时间而提高了设备作业率,且大大降低了操作人员的风险(图5)。
1.3 机械设计 UL TIMA TE电弧炉的机械部件,是基于最新的操作经验和工艺要求而专门设计的。
其优点和可靠性已在奥钢联福克斯所提供的众多现有电弧炉上得到充分证实。
关键机械部件的设计特点包括:①结构坚固、简单而可靠(重载设计);②高炉壳设计允许每炉只加一篮料;③台架系统采用炉盖单点提升设计;④电极立柱采用棱柱形导轮导向系统以减轻振动;⑤炉壳采用分体式设计,上炉壳分成不同的水冷块(图6):上部为钢制水冷块;下部和渣线区域为铜制水冷块,包括特殊固定的用于组合式精炼烧嘴碳/氧喷吹的高速区水冷块;⑥水冷块间的严密密封及其在炉壳框架上的固定方式避免了水冷块位置发生变化(图7);⑦改进的倾动平台结构坚固。
另外,UL TIMA TE炉的操作人员数量也可以减少到每班3人:1个主控室人员、1个平台操作人员、1个天车司机。
1.4 消耗指标 应用先进的计算程序,计算出UL TIMA TE电弧炉的性能指标见表2。
该炉型缩短了不通电时间,改善了生产稳定性,降低了消耗指标和生产成本。
22 中国冶金 第15卷图2 碳/氧喷吹工具的布置图3 具有50°喷射角“凸出板”式设计图4 IRIS下渣检测系统画面实例32第4期 T.Narholz等:奥钢联福克斯的新UL TIMA TE电弧炉 图5 出钢口清理机器人图6 高炉壳设计的水冷块布置 图7 水冷块的密封和固定 (下转第42页)氛较高所致,主要是首钢煤气热值波动大,空气与煤气配比失调。
从该厂应用情况看,尽管蓄热式技术对空气系数要求不很高,但是超出合适范围也会引发问题。
针对此问题,可以调整生产节奏,同时稳定煤气热值,监测和严格控制炉内氧浓度等。
2.2 采取的主要措施与应用效果 根据以上原因分析,总结两厂检修实际,制定主要措施如下。
(1)选择优质蓄热小球,制定小球定期更换和清洗方案。
摸索蜂窝体长寿命技术配方,试用高性能蜂窝体,在不影响生产的情况下更换蜂窝体。
(2)保证煤气快切阀和空气换向阀工作条件,定期做好维护和维修工作,并试用性能改进的快切阀和换向阀,以防煤气阀关闭不严而造成泄漏燃烧,防止三通阀失灵。
(3)煤气管道增加排水装置,定期放水,以减少煤气含水量。
(4)利用安装的残氧分析仪,监测加热炉尾部烟道烟气氧浓度,及时调整空煤比设置。
(5)强化煤气管理,稳定煤气热值,以保持合适的空煤比,保证煤气完全燃烧,保证加热炉正常生产。
(6)调节烟道闸板开度调节炉压,降至微正压,缓解加热炉炉头冒火问题。
(7)调整和改进加热炉蓄热式改造时存在的不合理的结构。
(8)摸索并健全蓄热式加热炉热工操作,建立与轧机轧制速度相匹配的操作制度,尽可能发挥其性能。
以上措施自2003年在两厂加热炉上实施以来,取得良好效果。
截止2004年底,型材厂加热炉基本没有安排检修,蓄热小球板结问题得到缓解,加热能力得到恢复,并保持高产高效状态;中厚板厂加热炉蜂窝体整体寿命延长到半年以上,检修次数大为减少,降低了维护费用,确保了生产任务完成。
3 结论 (1)首钢型材厂和中厚板厂两座蓄热式加热炉使用蓄热式燃烧技术日趋成熟,它可以较好利用首钢的低热值煤气来提高加热炉生产能力,实现其节能降耗目标。
(2)应用合理的技术措施和手段,逐步解决蓄热式加热炉暴露和尚存的技术问题,不断提高其整体水平和延长其使用寿命,为进一步推广应用创造条件。
(3)首钢公司决定将在中厚板厂的另1座加热炉和高速线材厂等加热炉上进一步推广应用蓄热式技术。
参考文献:[1] 蔡九菊,饶荣水.陶瓷球蓄热室传热特性的研究[J].冶金能源,1998,17(5):39244.[2] 须藤淳,多田健.蜂窝型蓄热式燃烧系统的开发[J].工业炉,1999,21(2):50253.[3] 吴道洪,谢善清.蓄热式高温空气燃烧技术的应用[J].工业加热,2000,(3):123.[4] 侯长连,穆 放.高效蓄热式工业炉的发展及其应用[J].工业加热,2001,(4):17220.[5] 祁海鹰,李宇红.高温空气燃烧技术的国际发展动态[J].工业加热,2003,32(1):127.[6] 高家锐,高仲龙.关于工业加热炉发展方向的再探求[J].工业炉,1996,18(3):326.[7] 邢桂菊,胡升腾.蜂窝体中碳黑沉积规律的实验研究[J],热能动力工程,2003,18(2):1322135.[8] 张先棹,张建国.蓄热室新型蓄热体的选用[J].工业炉,1998,20(3):9212.[9] 王秉铨.工业炉设计手册[M].北京:机械工业出版社,1996.(上接第24页)表2 单位消耗指标(计算值)项目参数电耗/(kW・h・t-1)340电极消耗/(kg・t-1) 1.2氧气/(m3・t-1)35煤气/(m3・t-1)5煤加入量/(kg・t-1)10煤粉量(造泡沫渣)/(kg・t-1)73石灰/(kg・t-1)402 结论 奥钢联福克斯推出的新一代UL TIMA TE电弧炉,生产能力可达180万t/a,对于新建钢厂和希望扩大生产的老企业来说都极具吸引力;所用设备和部件都已在实际生产中验证了其可靠性,投资者的风险降到最低程度。