数控车床编程实例
数控车床编程实例 100
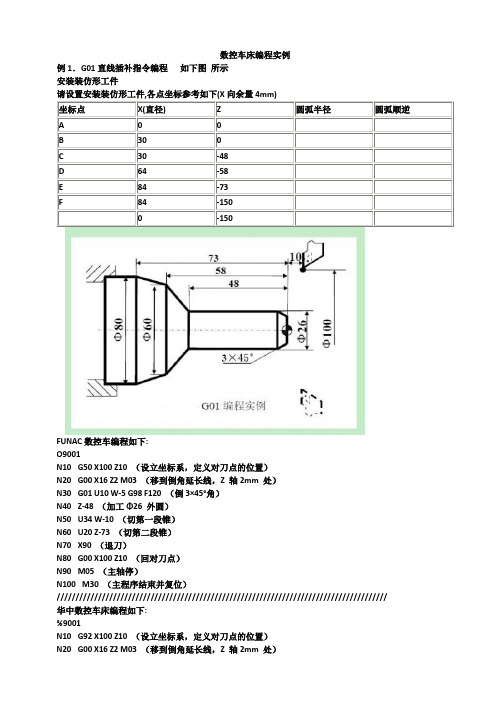
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 G98 F120 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 F300 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000(主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)====================================================================例3G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
简单数控车床编程100例

简单数控车床编程100例数控车床是一种高精度、高效率的机床,广泛应用于各个行业。
为了更好地发挥数控车床的作用,掌握一些简单的数控车床编程技巧是非常重要的。
下面将介绍100个简单的数控车床编程例子,帮助大家更好地理解和掌握数控车床编程。
1. G00 X100.0 Y50.0:快速定位到坐标(100.0,50.0)处。
2. G01 X150.0 Y100.0 F100.0:以速度100.0进行直线插补,从当前位置移动到坐标(150.0,100.0)处。
3. G02 X200.0 Y150.0 I50.0 J0.0:以速度100.0进行顺时针圆弧插补,半径为50.0,终点坐标为(200.0,150.0)。
4. G03 X250.0 Y200.0 I50.0 J0.0:以速度100.0进行逆时针圆弧插补,半径为50.0,终点坐标为(250.0,200.0)。
5. G04 P1000:停留1000毫秒。
6. G17:选择XY平面。
7. G18:选择XZ平面。
8. G19:选择YZ平面。
9. G20:以英寸为单位。
10. G21:以毫米为单位。
11. G28 X:将X轴回到参考点。
12. G28 Y:将Y轴回到参考点。
13. G28 Z:将Z轴回到参考点。
14. G40:取消半径补偿。
15. G41 D01:启用D01刀具半径补偿。
16. G42 D02:启用D02刀具半径补偿。
17. G43 H01:启用H01刀具长度补偿。
18. G44 H02:启用H02刀具长度补偿。
19. G49:取消刀具长度补偿。
20. G54:选择工件坐标系1。
21. G55:选择工件坐标系2。
22. G56:选择工件坐标系3。
23. G57:选择工件坐标系4。
24. G58:选择工件坐标系5。
25. G59:选择工件坐标系6。
26. G61:精确路径控制模式。
27. G64:常规路径控制模式。
28. G80:取消模态指令。
29. G81 X100.0 Y100.0 Z-10.0 R5.0 F100.0:以速度100.0进行钻孔循环,孔径为10.0,深度为5.0,坐标为(100.0,100.0)。
数控车床编程实例100
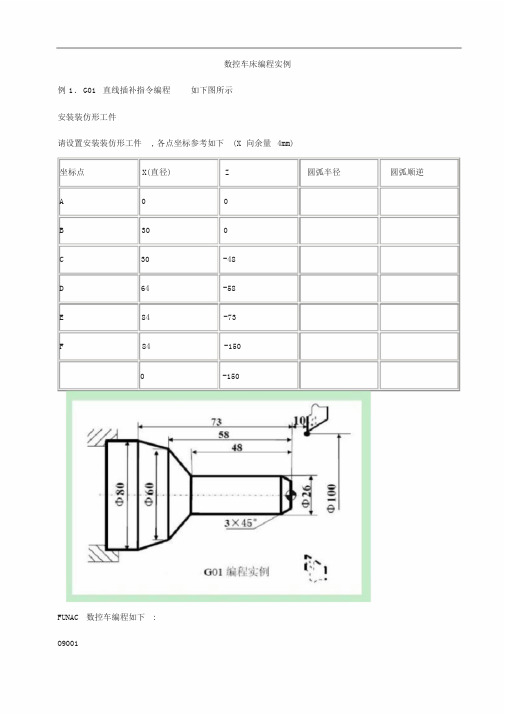
数控车床编程实例例1.G01 直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X 向余量4mm)坐标点X(直径) Z 圆弧半径圆弧顺逆A 0 0B 30 0C 30 -48D 64 -58E 84 -73F 84 -1500 -150FUNAC 数控车编程如下:O9001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴 2mm 处)N30 G01 U10 W-5 G98 F120 (倒 3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)//////////////////////////////////////////////////////////////////////////////////////// 华中数控车床编程如下:%9001N10 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴 2mm 处)N30 G01 U10 W-5 F300 (倒 3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)===============================================================例2.G02/G03 圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X 向余量3mm)坐标点X(直径) Z 圆弧半径圆弧顺逆A 0 0B 6 0C 30 -24 18 3D 32 -31 8 2E 32 -40F 45 -4045 -1000 -100FUNAC 数控车编程如下:O9002N10 G50 X40 Z5 (设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min 旋转)N25 G50 S1000 (主轴最大限速1000r/min 旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min )N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min 旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)====================================================================例3 G32 螺纹切削指令编程如下图格式:G32 X (U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用 G32 指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例-100
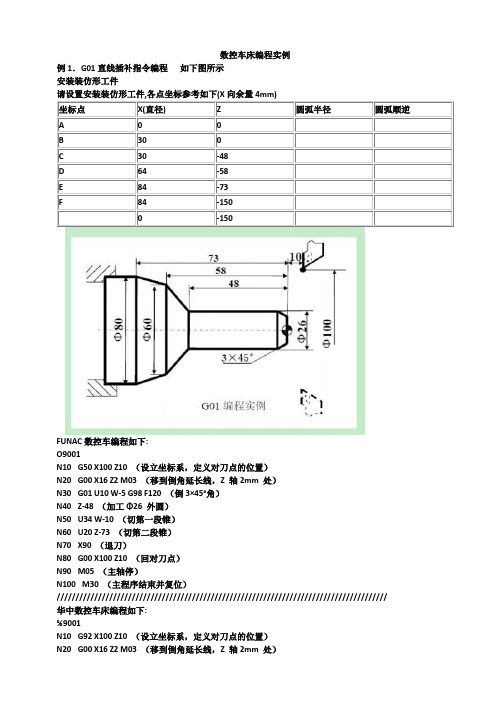
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 G98 F120 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 F300 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000 (主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)====================================================================例3 G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例详解(30个例子)

车床编程实例一半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6 次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8 园弧段)N3U3.215 W-39.877 R60 (加工R60 园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40 园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z 轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)1直线插补指令编程%3305车床编程实例二图3.3.5 G01 编程实例N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26 外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)圆弧插补指令编程车床编程实例三%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15 圆弧段)N6 G02 X26 Z-31 R5 (加工R5 圆弧段)N7 G01 Z-40 (加工Φ26 外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03 编程实例2倒角指令编程%3310车床编程实例四图3.3.10.1 倒角编程实例N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3 圆角)N50 U39 W-14 C3 (倒边长为3 等腰直角)N60 W-34 (加工Φ65 外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)倒角指令编程%3310车床编程实例五N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26 外圆)N60 G02 U30 W-15 R15 RL=3(加工R15 圆弧,并倒边长为4 的直角)N70 G01 Z-70 (加工Φ56 外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例3车床编程实例六圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min 旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X 轴方向快退)N6 Z101.5 (Z 轴方向快退到螺纹起点处)N7 X28.6 (X 轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X 轴方向快退)N10 Z101.5 (Z 轴方向快退到螺纹起点处)N11 X28.2 (X 轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X 轴方向快退)N14 Z101.5 (Z 轴方向快退到螺纹起点处)N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X 轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)4恒线速度功能编程%3314车床编程实例七图3.3.14 恒线速度编程实例N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15 圆弧段)N7 G02 X26 Z-31 R5 (加工R5 圆弧段)N8 G01 Z-40 (加工Φ26 外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min 旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80 切削循环编程实例5车床编程实例九G81 指令编程(点画线代表毛坯)图3.3.20 G81 切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82 指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82 切削循环编程实例6车床编程实例十一外径粗加工复合循环编制图3.3.27 所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
数控车床编程实例100
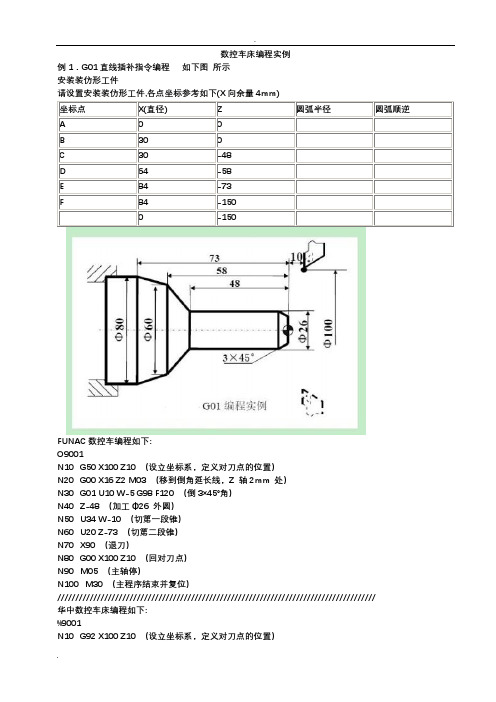
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 G98 F120 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 F300 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000(主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)================================================================= ===例3G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例大全

数控车床编程实例二:直线插补指令G01数控编程直线插补指令G01数控编程零件图样%3305N1 G92 X100 Z10 M03 S500 T010(设立加工工件坐标系,定义对刀点的位置)N2 G00 X16 Z2 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10(切第一段锥)N6 U20 Z—73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30(主程序结束并复位)数控车床编程实例三:圆弧插补G02/G03指令数控编程圆弧插补指令编程零件图样%3308N1 G92 X40 Z5(设立工件坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0(到达工件中心)N4 G01 Z0 F60(工进接触工件毛坯)N5 G03 U24 W—24 R15 (加工R15圆弧段)N6 G02 X26 Z—31 R5 (加工R5圆弧段)N7 G01 Z—40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30(主轴停、主程序结束并复位)数控车床编程实例四:倒角指令数控编程%3310N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)N20 G00 U—70 W-10(从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100(倒3×45°直角)N40 W-22 R3(倒R3圆角)N50 U39 W-14 C3(倒边长为3等腰直角)N60 W—34(加工Φ65外圆)N70 G00 U5 W80(回到编程规划起点)N80 M30(主轴停、主程序结束并复位)数控车床数控编程实例五:倒角指令数控编程二%3310N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)N20 G00 X0 Z4(到工件中心)N30 G01 W—4 F100(工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z—21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3 (加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10(退刀,离开工件)N90 X70 Z10(返回程序起点位置)M30(主轴停、主程序结束并复位)数控车床编程实例六:圆柱数控螺纹编程圆柱数控螺纹编程零件图样%3312N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)N2 M03 S300(主轴以300r/min旋转)N3 G00 X29。
数控车床编程实例详解(30个例子)

数控车床编程实例详解(30个例子)1. 基础G00轨迹移动G00指令可以用于快速移动机床上的工具,不做切削。
例如,要将铣刀从(0,0,0)点移动到(100,100,0)可以使用下面的编程:G00 X100 Y100 Z02. 简单的G01直线插补3. 向X正方向设定工件原点在某些情况下,需要在工件上设计的特定原点作为整个程序的起点。
在下面的例子中,我们将工件原点移到X轴上的10毫米位置:G92 X104. G02 G03 模拟圆弧G02和G03指令可以用于沿着一条圆弧轨迹移动工具。
例如,以下代码将插入一个逆时针圆弧:G03 X50 Y50 I25 J05. 床上对刀长度测量刀具长度对刀是数控车床操作的重要步骤。
在这个例子中,我们使用手动设定对刀。
首先,我们将铣刀移动到Z轴处的一个位置,然后将刀具轻轻放置在工件上以测量其长度。
最后,我们将刀具测量值输入机床,以便于适当地调整刀具长度。
6. 坐标旋转在某些情况下,需要在XY平面上绕特定角度旋转工件,以便于确保最佳切削角度。
在这个例子中,我们将工件绕着Z轴旋转45度:G68 X0 Y0 R457. 使用M code 启动或停止旋转工件M03用于启动旋转工作台的主轴,M05用于关闭它。
例如,以下代码段启动了工作台的主轴,并等待它旋转到合适速度,以便于切削。
8. 镜像轨迹在制造工具或零件时,可能需要将一个轮廓沿着特定轴镜像。
例如,以下代码镜像X 轴上的轮廓:G01 X50 Y0G01 X0 Y50G01 X-50 Y0G01 X0 Y-50MHE29. 使用G04指令延迟程序G04指令用于程序内部的延迟。
例如,以下代码让机床停顿1秒钟:G04 P100010. 利用G10指令改变工作坐标系G10指令可以用于更改工作坐标系。
例如,下面的代码段将当前坐标系设定为{X50 Y50 Z0}:11. 使用G17, G18和G19指令绘制园形、X-Y平面和Z-X平面G17G02 X50 Y50 I25 J0G02 X0 Y0 I-25 J0G02 X-50 Y50 I0 J25G02 X0 Y100 I25 J0G02 X50 Y50 I0 J-25G02 X0 Y0 I-25 J0MHE2M30指令可以用于彻底结束程序。
数控车床编程实例大全

N6U20Z-73 (切第二段锥)
N7 X90 (退刀)
N8 G00X100Z10 (回对刀点)
N9M05 (主轴停)
N10M30(主程序结束并复位)
数控车床编程实例三:圆弧插补G02/G03指令数控编程
圆弧插补指令编程零件图样
%3308
N1 G92X40 Z5(设立工件坐标系,定义对刀点得位置)
N9M30(主轴停、主程序结束并复位)
数控车床编程实例四:倒角指令数控编程
%3310
N10 G92 X70 Z10(设立坐标系,定义对刀点得位置)
N20G00 U-70W-10(从编程规划起点,移到工件前端面中心处)
N30G01 U26C3F100(倒3×45°直角)
N40W-22 R3(倒R3圆角)
N11M30(主轴停、主程序结束并复位)
数控车床编程实例八:G80指令数控编程
G80指令数控编程零件图样
%3317
M03S400(主轴以400r/min旋转)
G91G80X-10 Z-33I—5.5F100(加工第一次循环,吃刀深3mm)
X-13Z-33I-5、5(加工第二次循环,吃刀深3mm)
X—16Z—33I-5、5(加工第三次循环,吃刀深3mm)
N18X50Z120(回对刀点)
N19M05(主轴停)
N20M30(主程序结束并复位)
数控车床编程实例七:恒线速度功能数控编程
恒线速度功能编程零件图样
%3314
N1 G92X40 Z5(设立坐标系,定义对刀点得位置)
N2 M03 S400(主轴以400r/min旋转)
N3 G96S80 (恒线速度有效,线速度为80m/min)
数控车床编程实例 100

数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)O9001N10G50X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5G98F120(倒3×45°角)N40Z-48(加工Φ26外圆)N50U34W-10(切第一段锥)N60U20Z-73(切第二段锥)N70X90(退刀)N80G00X100Z10(回对刀点)N90M05(主轴停)N100M30(主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5F300(倒3×45°角)N40Z-48(加工Φ26外圆)N50U34W-10(切第一段锥)N60U20Z-73(切第二段锥)N70X90(退刀)N80G00X100Z10(回对刀点)N90M05(主轴停)N100M30(主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件FUNAC数控车编程如下:O9002N10G50X40Z5(设立坐标系,定义对刀点的位置)N20M03S400(主轴以400r/min旋转)N25G50S1000(主轴最大限速1000r/min旋转)N30G96S80(恒线速度有效,线速度为80m/min)N40G00X0(刀到中心,转速升高,直到主轴到最大限速)N50G01Z0G98F60(工进接触工件)N60G03U24W-24R15(加工R15圆弧段)N70G02X26Z-31R5(加工R5圆弧段)N80G01Z-40(加工Φ26外圆)N90X40Z5(回对刀点)N100G97S300(取消恒线速度功能,设定主轴按300r/min旋转)N110M30(主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////////////// //////////华中数控车床编程如下:%9002N10G92X40Z5(设立坐标系,定义对刀点的位置)N20M03S400(主轴以400r/min旋转)N40G00X0(刀到中心,转速升高,直到主轴到最大限速)N50G01Z0F60(工进接触工件)N60G03U24W-24R15(加工R15圆弧段)N70G02X26Z-31R5(加工R5圆弧段)N80G01Z-40(加工Φ26外圆)N90X40Z5(回对刀点)N100M30(主轴停、主程序结束并复位)====================================================================例3G32螺纹切削指令编程如下图格式:G32X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例大全

数控车床编程实例二:直线插补指令G01数控编程直线插补指令G01数控编程零件图样%3305N1 G92 X100 Z10 M03 S500 T010(设立加工工件坐标系,定义对刀点的位置)N2 G00 X16 Z2 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z—48 (加工Φ26外圆)N5 U34 W—10(切第一段锥)N6 U20 Z—73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30(主程序结束并复位)数控车床编程实例三:圆弧插补G02/G03指令数控编程圆弧插补指令编程零件图样%3308N1 G92 X40 Z5(设立工件坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0(到达工件中心)N4 G01 Z0 F60(工进接触工件毛坯)N5 G03 U24 W—24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z—40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30(主轴停、主程序结束并复位)数控车床编程实例四:倒角指令数控编程%3310N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)N20 G00 U—70 W-10(从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100(倒3×45°直角)N40 W-22 R3(倒R3圆角)N50 U39 W—14 C3(倒边长为3等腰直角)N60 W—34(加工Φ65外圆)N70 G00 U5 W80(回到编程规划起点)N80 M30(主轴停、主程序结束并复位)数控车床数控编程实例五:倒角指令数控编程二%3310N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)N20 G00 X0 Z4(到工件中心)N30 G01 W—4 F100(工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z—21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3 (加工R15圆弧,并倒边长为4的直角)N70 G01 Z—70 (加工Φ56外圆)N80 G00 U10(退刀,离开工件)N90 X70 Z10(返回程序起点位置)M30(主轴停、主程序结束并复位)数控车床编程实例六:圆柱数控螺纹编程圆柱数控螺纹编程零件图样%3312N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)N2 M03 S300(主轴以300r/min旋转)N3 G00 X29.2 Z101。
数控车床编程实例100

数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 G98 F120 (倒3×45°角)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)G76螺纹切削复合循环,如下图加工螺纹为ZM60×2,工件尺寸见图,其中括弧内尺寸根据标准得到。
FUNAC数控车编程如下:O9010N20 G54 G00 X100 Z100 (到程序起点或换刀点位置)N30 M03 S400 (主轴以400r/min 正转)N40 G00 X90 Z4 (到简单循环起点位置)N50 G90 Z-30 (加工锥螺纹外表面)N60 G00 X100 Z100 M05 (到程序起点或换刀点位置)N70 T0202 (换二号刀,确定其坐标系)N80 M03 S300 (主轴以300r/min 正转)N90 G00 X90 Z4 (到螺纹循环起点位置)N95 G76 P020000N100 G76 Z-24N110 G00 X100 Z100 (返回程序起点位置或换刀点位置)N120 M05 (主轴停)N130 M30 (主程序结束并复位)xx就是变量号,关于变量号是什么意思再不知道的的话我也就没治了,不过还是教一下吧,变量号就是把数值代入到一个固定的地址中,固定的地址就是变量,一般0 TD系统中有#0~~~#100~#149~~~#500~#531关闭电源时变量#100~#149被初始化成“空”,而变量#500~#531保持数据.我们如果说#100=30那么现在#100地址内的数据就是30了,就是这么简单.好现在我来说一下H代码,大家可以看到A类宏的标准格式中#xx和xx都数值与其他变量号内的数值之间要进行一个什么运算,可以说你了解了H代码A类宏程序你基本就可以应用了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FUNAC数控车编程如下:O9001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 G98 F120 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)华中数控车床编程如下:%9001N10 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 F300 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000 (主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)例3 G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、 Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)上图,螺纹导程为1.5mm,δ =1.5mm,δ′ =1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm、FUNAC数控车编程如下:O9003N10 G50 X50 Z120 (设立坐标系,定义对刀点的位置)N20 M03 S300 (主轴以300r/min旋转)N30 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)N40 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N50 G00 X40 (X轴方向快退)N60 Z101.5 (Z轴方向快退到螺纹起点处)N70 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N80 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N90 G00 X40 (X轴方向快退)N100 Z101.5 (Z轴方向快退到螺纹起点处)N110 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N120 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N130 G00 X40 (X轴方向快退)N140 Z101.5 (Z轴方向快退到螺纹起点处)N150 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N160 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N170 G00 X40 (X轴方向快退)N180 X50 Z120 (回对刀点)N190 M05 (主轴停)N200 M30 (主程序结束并复位)华中数控车床格式:G32 X(U)__Z(W)__R__E__P__F__说明:X、 Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;R、 E:螺纹切削的退尾量,R 表示Z 向退尾量;E 为X 向退尾量,R、E 在绝对或增量编程时都是以增量方式指定,其为正表示沿Z、X 正向回退,为负表示沿Z、X 负向回退。
使用R、E 可免去退刀槽。
R、E可以省略,表示不用回退功能;根据螺纹标准R 一般取0.75~1.75 倍的螺距,E 取螺纹的牙型高。
P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
螺纹导程为1.5mm,δ =1.5mm,δ′ =1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm、华中数控车床编程如下:%9003N10 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N20 M03 S300 (主轴以300r/min旋转)N30 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)N40 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N50 G00 X40 (X轴方向快退)N60 Z101.5 (Z轴方向快退到螺纹起点处)N70 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N80 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N90 G00 X40 (X轴方向快退)N100 Z101.5 (Z轴方向快退到螺纹起点处)N110 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N120 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N130 G00 X40 (X轴方向快退)N140 Z101.5 (Z轴方向快退到螺纹起点处)N150 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N160 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N170 G00 X40 (X轴方向快退)N180 X50 Z120 (回对刀点)N190 M05 (主轴停)N200 M30 (主程序结束并复位)点画线代表毛坯。
FUNAC数控车编程如下:O9004G50 X40 Z3 (设立坐标系,定义对刀点的位置)M03 S400 (主轴以400r/min 旋转)G90 X30 Z-30 I-5.5 G98 F100 (加工第一次循环,吃刀深3mm)X27 (加工第二次循环,吃刀深3mm)X24 (加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)华中数控车床编程如下:%9004G92 X40 Z3 (设立坐标系,定义对刀点的位置)M03 S400 (主轴以400r/min 旋转)G91 G80 X-10 Z-33 I-5.5 F100 (加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5 (加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5 (加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)点画线代表毛坯。
FUNAC数控车编程如下:O9005N1 G54 G90 G00 X60 Z45 M03(选定坐标系,主轴正转,到循环起点)N2 G94 X25 Z31.5 K-3.5 G98 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位)华中数控车床编程如下:%9005N1 G54 G90 G00 X60 Z45 M03(选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位)例6.G92螺纹切削循环指令编程,如下图 (毛坯外形已加工完成)FUNAC数控车编程如下:O9006N1 G54 G00 X35 Z104 (选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G92 X29.2 Z18.5 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 (第二次循环切螺纹,切深0.4mm)N5 X28.2(第三次循环切螺纹,切深0.4mm)N6 X28.04 (第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)华中数控车床编程如下:%9006N1 G54 G00 X35 Z104 (选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3 (第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3 (第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3 (第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)例7.G71(内)外圆复合循环指令编程,如下图要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。