Feeder认识及上料步骤汇编
SMTHOME_404534_SiplaceX系列Feeder基本操作指导
Siplace X系列Feeder 基本操作指导2*8 Feeder 基本界面表示功能按钮表示功能按钮,,可选择调整feeder 步距和取料位置步距和取料位置。
表示卷带按钮表示卷带按钮。
表示选择按钮表示选择按钮,,步进和后退时使用后退时使用。
表示左右料槽切换使用表示左右料槽切换使用。
左右料槽实时显示灯左右料槽实时显示灯,,那个灯亮表示可对此料槽进行设置槽进行设置。
表示步距和取料位显示窗口表示步距和取料位显示窗口。
2*8 Feeder 步进和后退调整1.首先通过键选择到所要调整的料槽,2.直接按键,feeder会按照当前步距前进一次,例如:当前步距为2mm,按一次会向前步进2mm 。
步进调整1.首先通过键选择到所要调整的料槽,2.松开料带后,直接按键一次,feeder 会按照当前步距后退一次。
注:后退必须先松料带,不然不会后退。
后退调整2*8 Feeder 步距和取料位置调整• 1.首先通过键选择到所要调整的料槽,•2长按,同时按键或键调整步距,1248分别对应的四个灯,那个灯亮表示当前步距为几,•3调到所需步距后同时松开所有按钮。
例如:2灯亮,表示当前步距为2mm 。
•4具体可参照右图。
一、步距调整2*8 Feeder 步距和取料位置调整二、取料位置调整1.首先通过键选择到所要调整的料槽整的料槽。
2.长按键,同时按键1-2秒,此时1.2.8位置会有一个位置的灯闪烁的灯闪烁,(,(1表示第一个取料位,2表示第二个取料位表示第二个取料位,,8表示第三个取料位示第三个取料位))3.然后只松开键,按键或键调整到所需取料位置,最后松开所有按键最后松开所有按键。
注:键始终长按键始终长按,,可参照右图。
2*8 Feeder取料位置一般选取原则取料位置描述:1. 2*8 Feeder中1表示第一个取料位,2表示第二个取料位,8表示第三个取料位。
如右图所示。
选取原则:一般0402&0201选取第一个取料位置。
064-SMT上料操作培训教材

事
前
N
准
G
備
N G
換料準備
O K
L,C,R量測
O K 填寫換料管制表
O K 新舊料盤核對
O K 新料盤簽工號,時間
察看料軌上20分鐘內快用完零件,准備事先上Feeder.
依上料表L,C,R上下限确認是否在規格內 實測值填寫在料盤(REEL)上
軌道號,料號,規格
校對料軌,料號,規格是否一致 兩料盤要靠在一起,不得分開,貼近目視校對
規格(mm) 8W*2P
8W*4P P 8W*4P E 12W*4P 12W*8P 16W*8P 16W*12P
12*4 12*8 16*8 16*12 24*12 24*16 24*20 32*16 44*16 44*32 56*40 56*44
蓋帽顏色 黑色 白色 綠色 紅色 黃色 灰色 藍色 紅色 黃色 灰色 藍色 棕色 紅色 白色 黃色 黃色 綠色 黃色 紫色
目
錄
------通用SMT零件來料包裝方式
------貼片機FEEDER識別及選用
------ SMT上料流程
------上料注意事項
一.通用SMT零件來料包裝方式
SMT零件來料通常有三種包裝方式:
------卷帶式包裝 ------管狀包裝 ------TRAY包裝
卷帶式來料包裝 (紙帶)
紙帶料
卷帶物料
紙帶包裝方式:
一般零件厚度小於 1.0MM.
零件厚度不超出紙料帶 厚度.
料盤直徑有兩种:
Φ=178mm
Φ=382mm
一般CHIP零件用該种包 裝方式(如電阻,電容,電感 等)
卷帶式來料包裝(膠帶)
膠帶料
膠帶包裝方式:
FEEDER基本知识
第二節
FEEDER結構
一:FEEDER的結構
下面用0802P的feeder來介紹
12 4 6 5 9 8 1 1 5 4
8
3
11
2
1 10
2
11
3
二:重點了解以下幾個部位.
1:帶蓋, (有的也叫 SHUTTER). 在零件吸取的位置,將帶蓋內之上帶和承載帶分離. 當上帶剝離后,零件會移動到固定蓋打開的吸取位置. 2:調整栓----是feeder不可缺少的核心組成部分,它會直接 影響feeder 的吸著率. 3:偏心梢----固定在機臺上的定位梢(此定位梢是一個feeder 重要的組成之一,它影響到feeder的吸著是否在中心位置. 4:固 定 杆----將供料器固定在機器上用的連杆 . 5:上供料桿----SS-H系列的供料桿. 10:下供料桿-----SS-U系列的供料桿.
無生銹是否靈活&剝 離口有無毛刺殘留物. 如圖:1
帶 蓋 剝 離 口
固定蓋
1
連桿
七:檢查feeder連桿有無
更改過變形&調整栓是 否鬆動. 如圖:2 2
轉盤齒
八:檢查捲盤爪有無磨損&
轉盤齒有無損壞與 斷裂. 如圖:3
3
捲盤爪
送帶距離的調整是決定零件吸著精度的關鍵.
三:動作原理說明
1:供料器送料規格如下表所示.
寬度 8mm 12mm 齒輪 2mm 4mm 4mm 8mm 12mm 8mm 12mm 8mm 12mm 16mm 20mm 12mm 16mm 20mm 24mm 28mm 12mm 16mm 24mm 32mm 36mm 12mm 齒輪送帶距離 1齒距 1齒距 1齒距 2齒距 3齒距 2齒距 3齒距 2齒距 3齒距 2齒距 5齒距 3齒距 2齒距 5齒距 3齒距 7齒距 3齒距 2齒距 3齒距 2齒距 3齒距 3齒距 送料次數 1 1 1 1 1 1 1 1 1 2 2 1 2 2 2 2 1 2 2 4 3 1 送帶齒輪 半齒距
松下feeder操作教育培训

型号:12mm.16mm.24mm.32mm Feeder进位区分与调试
12-16mm前压盖
前压盖上安装进位调试贴片,上面有进位数字标示 标示的数字代表进位的尺度 数字 1 代表 前进 1 个pitch =4MM 数字 2 代表前进2个pitch=8 MM 依次类推根本物料pitch 来进行调节 合适的尺度 例如:物料 是 24宽度 进距为16 我们应该把进位刻度调节到 16/4= 4 调到4的位置
SMT OP基础操作认识培训
作成:陈昭君 日期:2015.08.06
SMT OP基础操作认识培训
Feeder的认识
1.公司现在使用的Feeder 共有 五种型号 8MM 12MM 16MM 24MM 32MM 首先我们要认识它们所标识的意思 : 8MM 标示为 此feeder 可以放 8 毫米宽的料带, 一次类推 12MM 代表可以放 12毫米宽的料带
导料皮操作 料皮盒 导料帶位置 首先把料皮盒盖打开 在將料皮在盒内导出 导完後用剪刀將 料皮剪短
导料皮操作
导完料皮后把料带盒扣好
4.型号:12mm和16mm 共用一种Feeder
型号:24mm和32mm 共用一种Feeder
以下是12mm与16mm的型号区分位置
16mm
12mm
以下是24mm与32mm的型号区分位置
2.贴上不良lable注明不良内容
3.找到放置不良feeder的table车
线体table生产过程中不使用feeder管理
闲着FEEDER需要移除
OK操作放置
Table车feeder全部在使用 根据管理规定 为正确
NG操作放置
Table车feeder有空闲没使用
规定不允许放置需要移走
FEEDER的使用与保养

電氣式
8W*4P,12W*4P,12W*8P 6*8P,16W*12P,
24W*12P…72W*48P 振動式 可調寬度
高低速紙帶Feeder的區別
(四)FEEDER使用注意事項
上料時,膠帶一定要平 拉,不可翻卷 上料時, 帶孔一定要卡 到齒輪的齒上
(四)FEEDER使用注意事項
PIN孔無贓物堵塞,頂PIN上下順暢
表面干淨無贓物或散件
(四)FEEDER使用注意事項
上料前,确認SHUTTLE前端 有無浮起或變形翹起
(五)FEEDER維護保養注意事項
(四)FEEDER使用注意事項
FEEDER上料前,必頇先确認FEEDER盤与本体的 連接螺絲是否松動或缺少,如有松動,應擰緊才能上 線,如缺螺絲,聯絡生技補上,否則不能上線;
螺絲松動 缺螺絲
(四)FEEDER使用注意事項
上料時,SHUTTE(壓塊)下不可有散零件或 其它异物
(四)FEEDER使用注意事項
Foxconn
Technology
Group
SMT Technology Center SMT 技術中心
SMT Technology Development Committee
目 錄
SMT零件來料包裝方式
松下FEEDER種類及識別
松下FEEDER的選用 FEEDER使用注意事項
FEEDR維護保養注意事項
高速feeder粉 紅色特殊標識
有頂針
紙帶Feeder 進料區無凹 槽
機械式FEEDER標識与識別
FEEDER管理指引

(深圳)有限公司 FEEDER管理指引 FEEDER 管理指引
一、目的: 目的:
文件编号 版本 页次 发布日期 修改日期
#N/A A.0 共1页 2011.06.28 /
确保FEEDER正常使用和不良FEEDER的区分,以提高SMT作业速度和品质 二、范围: 范围: 正凯达SMT车间所有FEEDER 三、定义:略 定义: 四、职责: 职责: SMT工程师,技术员对FEEDER的管理及维修保养 五、操作步骤: 操作步骤: 5.1 管理方案 5.1.1 所有FEEDER必须按类别、型号、排列整齐,并对可使用、不可使用或维修后待上线 FEEDER用圆形贴纸进行表示,并放入指定生产线FEEDER存放处,可使用FEEDER用 不良用 色,维修后待上线FEEDER用 色
的圆形贴纸来表示FEEDER状态,颜色贴纸统
一贴在飞达规划处。 5.1.2 任何部门及其他人未经工程部允许,不得私自拿走FEEDER,如需要则与工程部联系, 并做好记录 5.1.3 任何部门及其他人员不得随意的玩弄FEEDER,以免碰坏,损坏FEEDER 5.1.4 在生产线上出现坏的FEEDER,员工必须标明故障现象,将FEEDER放置在FEEDER维修处 并通知技术员或助理工程师 5.2 FEEDER保养 5.2.1 定期(每两月一次)检查FEEDER上所有的零件是否松动及损坏现象,检查和清洁 FEEDER表面灰尘和杂物,对FEEDER导向、送料齿轮及其他部件添加润滑油、以确保它 的使用性能《FEEDER档案表》 5.3 FEEDER维修 5.3.1 根据操作员可表明故障现象修理FEEDER 5.3.2 反复调试,准确的判定故障问题点,并维修与维护,维修0K后记录在《SMT飞达维修记 录表》内,并做好标识放在指定区域内 5.3.3 无法修复时,可交工程师鉴定,并申请报废 5.3.4 确定FEEDER无法修复,将提出申请报废退仓 六、相关表格 《FEEDER档案表》 《SMT飞达维修记录表》 批准: 审核: 制作:
Feeder维护保养制度

Feeder维护保养制度
为了规范SMT车间Feeder的使用维护保养工作,特制定以下制度。
1.操作员做到轻拿轻放,不要随便乱丢Feeder,避免堆叠现象。
2.操作员在换线,上料,换料过程中,一次性只能拿少许Feeder,不准多拿,避免掉在地下,发生碰撞,卸Feeder时不要一只手取。
3.Feeder一定要区分摆放,并有标识,不良与良品要有标签标识。
4.贴片机内一定不要放其它不用的Feeder,备好料的放置在备料车内,并有标识。
5.操作员在剪料带时,要注意Stick Feeder 连接线,避免把线剪断了。
6.操作员根据物料在选用Feeder类型时,一定要查看它的步进是否正确(针对8mm以上的),防止吸不到料,或者浪费材料,打一个抛一个。
7.操作员发现有不良的Feeder时,请及时交给技术员修理,并由技术员填写设备维修记录表。
8.技术员定期对Feeder进行点检,对于易损耗部件进行特别维护(弹簧/螺丝)。
对于缺少的部件,依照Part List填写物品申购单。
9.技术员对车间所有的Feeder进行确认是否为良品,对于不良品进行统计,修理。
10.feeder属于高价易损耗配件,大家在使用过程中一定要加以爱护和保养。
技术员对Feeder进修点检修理内容如下:
1)确认Feeder螺丝有无松动现象,用螺丝刀拧紧,并用固定胶加以固定。
2)检查弹簧有无缺少,弹力是否足够,不行的进行更换。
3)检查齿轮(Sprocket)的磨损情况,对于变形的齿轮进行更换。
4)对于齿轮部件定期加注黄油,转动部件也经常加润滑油防止齿轮生锈。
Feeder 使用规范

Feeder架
OK NG
OK PCU
Project name / Myriad Pro light (8pt)
NG Feeder托架勿与其他物品相撞
备料作业
1. 準備料卷安裝臺 ( 或供料器檢查治具 ) 將電源設在ON的狀態.
ON狀態
2. 請確認基準定位點孔上是否有異物或灰塵等, 如果有請通過吹氣等方法清除.
Project name / Myriad Pro light (8pt)
备料作业
2. 按下前進按鈕, 使元件料帶前進. 3. 目視最初的元件, 到達接近吸取點時放開按鈕, 停止元件料帶的前進. 元件料帶送過頭時, 請按下后退按鈕使其返回.
4. 然后按下原點調整按鈕, 使元件料帶前進. 目視最初的元件, 在滿足 下面條件的位置停止元件料帶.
备料作业
5. 元件料帶送過頭時, 按下后退按鈕使第一個元件后退, 之后, 請按下原點調整 按鈕, 在滿足4. 項的條件的位置上停止后退.
備注 ) 第一個元件的吸取位置調整必須通過按下調整按鈕來進行.
6. 將第一個元件移動到吸取位置后, 從安裝臺取下供料器, 安裝到機器上.
Project name / Myriad Pro light (8pt)
PWR燈
夾塊
Project name / Myriad Pro light (8pt)
备料作业
(2) 從料卷安裝臺上拆下供料器時, 必須先提起夾桿,然后拉出供料器 .
5. 將料卷孔穿過料卷托架的銷, 使之掛在料卷托架上 .
銷
Project name / Myriad Pro light (8pt)
原因分析: 零件拆备料件时,零件从进料齿轮口掉落进FEEDE内部,卡在各传动齿 轮咬合处,造成Feeder 齿轮卡死. 改善对策
FEEDER垫片安装及物料更换可视化.ppt^^
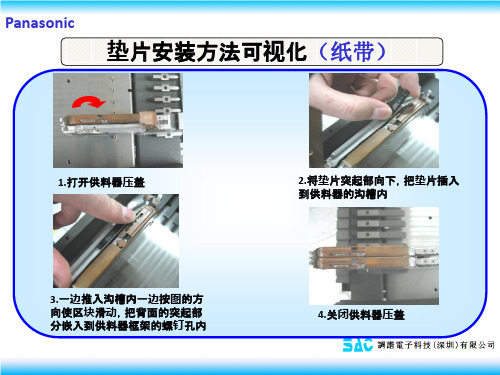
垫片安装方法可视化(纸带)
1.打开供料器压盖
2.将垫片突起部向下,把垫片插入 到供料器的沟槽内
3.一边推入沟槽内一边按图的方 向使区块滑动,把背面的突起部 分嵌入到供料器框架的螺钉孔内
4.关闭供料器压盖
Panasonic
侧面的垫片
真空吸笔 防静电手环 防静电 手套 填写IC换料记录报表,并由 对料员确认OK后,IC换料 流程完成
2.打开供料器的压盖,把垫片 插到供料器的沟槽内
3.用精密十字螺丝刀, 拧紧螺钉安装垫片
使用工具:精密十字螺丝刀
4.关闭供料器压盖
Panasonic
CM-301盘装IC更换方法可视化一
多功能贴片机
托盘装置
部品更换指示灯亮,提示 需要换料
机器显示屏显示需更换第几盘
将空托盘从供给位置轻轻 的取出
在IC放置工作台上,将盘装 IC装到空托盘上
固定IC盘的装置必须锁紧, 防止托盘松动
Panasonic
CM-301盘装IC更换方法可视化二
参照规定的IC放置方向对 IC的极性进行检查
将确认OK的托盘装IC轻轻 的放入供给位置里面 换料使用工具
将部品更换指示灯按下,指示 灯熄灭,提示换料更换完成 真空吸笔:吸取IC用 防静电手环 :防止静电破坏IC 功能 防静电手套:防止静电破坏IC的性 能
Feeder认识及上料步骤

CQ SMT课
CM402贴片机 FEEDER 的分类
CM402&DT401 FEEDER分类:
8MM 16/12MM 32/24MM 44/56MM 72MM 88MM
注:CM402 FEEDER的分类只依Feeder宽度区分Feeder的规格
8MM
16/12MM 32/24MM
CM402 FEEDER 认识
1.CM402 8MM FEEDER, 此FEEDER可 上两盘宽度为8MM的材料,于FEEDER左 右各一盘
2.CM402 16/12MM FEEDER, 通过调 节 FEEDER宽度,可上料带宽度为 12MM与16MM的材料,其零件的不同 PITH可在设备中调适
3.CM402 32/24MM FEEDER, 通过调 节 FEEDER宽度,可上料带宽度为 24MM与32MM的材料,其零件的不同 PITH可在设备中调适
CM402 Feeder的上料
料带从尾巴插入
注意
通过导料槽
胶带通Sutter 盖
轮内
拉出胶带
上料完成后注意点
Ps: 不管是接料还是上料, 完成后均须确认材料中心点与 feeder中心点对齐
旧高中速机FEEDER型号
型号
8x2 8x4 12 x 4
MSR 黑色 白色 红色
FEEDER吸料点跑掉甚至损坏feeder之现象发生> • 4.材料上好后需完全确认材料中心点是否正确,否则易造成材料吸料不良或抛
料过多。
• 各类Feeder在拿取时均须轻拿轻放,且不可堆叠摆放 • Feeder 摆放需定位, 以免人员走路碰触 • 不良feeder贴上不良标签写明不良原因,并及时送修 • Feeder在机台上不可直接拿取或插拔,须按下E stop/Cycle stop • CM402 Feeder在若接纸料带时,必须使用黑色垫片,可两面同时贴附膠帶 • CM402 Feeder在接塑料料带时,接口处须使用黄色铜片,接料料带只可在正面料
feeder培训报告
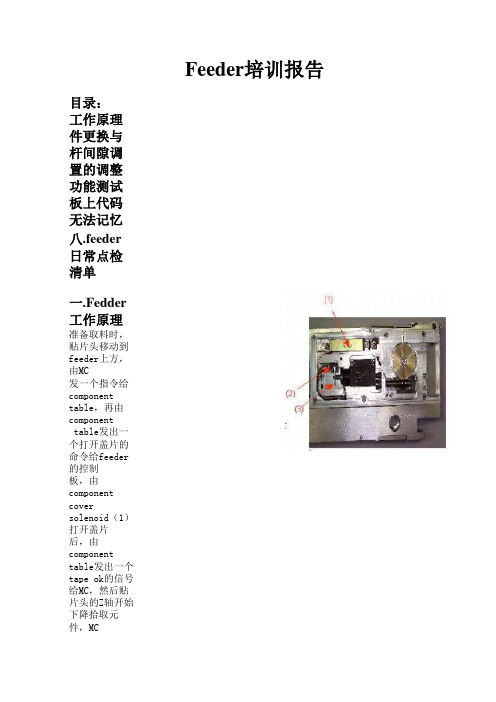
目录:一.Fedder工作原理二.常用部件更换与检修三.涡轮蜗杆间隙调整方法四.取料位置的调整五.Feeder功能测试六.操作面板上代码的含义七.FEEDER 无法记忆Pitch的解决方式八.feeder 日常点检清单一.Fedder 工作原理准备取料时, 贴片头移动到feeder上方,由MC 发一个指令给component table,再由component table发出一个打开盖片的命令给feeder的控制板,由component cover solenoid(1)打开盖片后,由component table发出一个tape ok的信号给MC,然后贴片头的Z轴开始下降拾取元件,MC 发出一个指令让Z轴上升,feeder的控制板得到一个进料(transport)指令,feeder的进料马达前进了一个设定的步距(凸轮的旋转圈数是通过light barrier(2)检测的),同时component cover solenoid释放元件盖片。
二.常用部件更换与检修1.缓冲海绵的更换(适用于2Χ8mmfeeder ,3Χ8mmfeeder ,12/16mmfeeder )Feeder培训报告damper为缓冲海绵,更换damper可以用A胶粘稳,注意A胶用量适中,不可太多。
ponent cover检查与更换适用范围:2Χ8mmfeeder,3Χ8mmfeeder,12/16mmfeeder2.1component cover盖片的检查:使用一字螺丝刀拧下取料窗,检查其功能是否良好。
如已变形,则丢弃(不可修复)。
如只是工作时滑动缓慢,可以使用0.5mm塞片清洁取料窗。
要求:a.将取料窗垂直,然后将滑动部件往上提,如其能自由落体,则可以继续使用。
b.用手晃动component cover,盖片能灵活运动。
2.2component cover安装检查:装component cover后,将component cover向上抬起大概60度角后要求能自由下落。
Feeder认识及上料步骤汇编
通过导料槽
胶带通Sutter 盖
卡料带
注意
调中心点
自动卷入胶带
胶带插入齿轮内
拉出胶带
上料完成后注意点
Ps: 不管是接料还是上料, 完成后均须确认材料中心点与 feeder中心点对齐
旧高中速机FEEDER型号
型号 设备
MSR
黑色
MV2VB
黑色
MMC
白色
5
6
7
8
将牵引带按箭头所指方 向绕好(下上下上) PS:方向不可以绕错
将牵引带绕在固定盖内 并紧锁
轻压连杆机构, 压出材 料
PS: 材料中心点须对 准Feeder中心点
MMC Feeder认识
MMC Feeder上料
将料盘固定在尾巴上
将料带沿图中箭头方 向延升
按住卡勾打开Shutter 盖
将料带上的塑料薄膜 卡在shutter盖的导槽。
• FEEDER作业时,无特殊情况一定要带上卷带盖.
• 料带在拆除时,不可用手直接拉取,需将料带从旁边卸掉 • 插拔FEEDER不能用力过猛. • 不可直接插拔Feeder, 切记插拔前按下E stop或Cycle stop健 • 前端顶针不可有突出或缺少现象, • 料带在卷轴盖上不可堆积太多,须定时清理 • 使用过程中不得在卷轴盖乱贴胶粘带和标签纸. • 轻拿轻放, 不可堆叠 • 摆放须完整定位, 以免人员碰撞 • 不良feeder需贴不良标签,写明不良原因并及时送修
状态四:料带未固定
标准接料状态
利用锯齿壮标准剪刀剪材
接料处完美五接缝
GSM FEEDER的结构图
头部 卷轮处
尾部
控制卡的位置
卷带轮
卷带轮 辅助卷轴
feeder管理流程

贴片操作员持需更换(退回) 的FEEDER至备件库提出 更换(退回)申请
是 贴片操作员说明更换(退回) 原因,备件库技术员判断 FEEDER是否需维修 备件库技术员对FEEDER 作好故障记录放入维修区
将该FEEDER放入待用区 并发给贴片操作员 所需FEEDER
贴片操作员在《FEEDER 更换记录表》上作 相应记录 FEEDER更换记录表
6.3 SMT部FEEDER维修流程
备件库技术员对维修区 内的FEEDER进行维修
是否可维修
否
放入报废区并在《备件库 管理程序》中作相应记录
是
维修完成后放入待用区并在 《备件库管理程序》中作 相应记录
6.1 SMT部新产品FEEDER领用流程
贴片操作员持《FEEDER LIST》到 备件库提出领用FEEDER 申请
是
是
备件库技术员清点FEEDER 判断是否有足够数量的FEEDER
否
询问技术人员是否可 更改程序
是 将FEEDER发放给申请人 并在《备件库管理程序》 中作相应记录
向其他公司借用或 申请购买
FEEDER管理流程
1. 目的 为了使终端生产SMT部FEEDER状态及库存量始终处于受控状态。 2. 范围 适用于终端生产SMT部FEEDER的管理。 3. 职责 SMT部总监负责组织实施本制度; SMT部工程主管对本制度的实施要求负责; SMT部备件工程师及备件技术员对本制度的操作具体负责。 4. 参考文件 5. 定义 6. 流程 6.1 SMT部新产品FEEDER领用流程 6.2 SMT部FEEDER更换(退回)流程 6.3 SMT部FEEDER维修流程 7. 附件 7.1 《FEEDER更换记录表》
SMT上下料工作指南

第 9 页
SMT上料操作指南 四: 装垫片
专业电子制造服务 Professional EMS
1.垫片必须正确垫在 吸拾位置
2.只有PITCH是2的纸 带材料需要用垫片.
3*8料枪 垫片
2*8料枪 垫片
第 10 页
SMT上料操作指南 五: 拆粘纸
专业电子制造服务 Professional EMS
拆料带时要注意里 面的元件不能散落 出来
3.全部材料汇总后,叫全技员确认数量,并把多余PCB光板 和屏蔽罩等全部一起退物料组存放做帐.
4.机台操作员清理设备内和地面及VI处的散件,汇总后做好
线别/产品等标识一起退物料组.
第 32 页
专业电子制造服务 Professional EMS
第 33 页
在摆放料枪前要检查TABLE的工作台,是否平整, 没有小元件在工作面上,放好后确认料枪无摇动.
第 8 页
SMT上料操作指南 三: 穿料带
专业电子制造服务 Professional EMS
按照FEEDERLST的位置 要求把料带插到正确的 料带孔.(红色点向上插 到电源接口外)。
需要把把料带膜包住料 头伸入正确的位置
第 20 页
SMT上料操作指南 十一: 对吸拾位置
专业电子制造服务 Professional EMS
元件的 吸拾位置
第1取料位
1、元件<3mm时元件中 心对标第1取料位。 2、 3mm >元件< 7mm 时元件中心对标 第2取料位。 3、元件> 7mm时元件 中心对准第3取料 位转置。 第2取料位 第3取料位
第 25 页
注意点: 写料号说明
专业电子制造服务 Professional EMS
写上的料号要 字迹工整,清楚, 并签字确认
供料给料机工操作规程模板

内部管理系列编号:FS-ZD-04020供料给料机工操作规程
Feeder and feeder machine operating procedures
为规范化、制度化和统一化作业行为,使员工的管理工作有章可循,提高工作效率和员工责任感、归属感,特此制定。
1供料人员发现料里有砖、石、金属、草、木等杂物,应随时捡出,不准进入设备,防止损伤设备。
2装倒土过程中,防止人和机具掉进设备中。
3给料机运转时,注意调整好尾辊位置,张紧胶带,同时调整好上下托辊,使皮带接触良好,辊筒滚动灵活。
4给料机运转时注意防止胶带跑偏,胶带跑偏时调整尾部游动辊调谐螺杆。
5给料时应根据挤出泥料量的大小控制槽内闸板。
6注意机内有砖、石、草、金属杂物随时安全捡出,必要时停机处理。
请输入您的公司名字
Fonshion Design Co., Ltd
第1页/ 共1页。
Feeder管理指引

这是东莞新劲电子有限公司之管制文件,只有得到品质规划部经理特别授权,此份档才可以非管制档形式复印或交予第三者或用于其它目的修订履历修订号修订内容摘要发行日期0 首次发行26/Mar/20061 更改保养周期24/May/20062 增加翻新内容1/Jun/20063 更改送修流程 7/Mar/20074 修改职责和工作程序7/Jul/2008起草者陈国强日期: 7/Jul/2008审核者周晓卫日期: 7/Jul/2008批准者陈嘉辉日期: 7/Jul/2008东莞新劲电子有限公司文件名称文号SDP-IN-B0123 管制印章版本 4Feeder管理指引1.目的:保证Feeder能够得到有序的管理,正确的使用和及时的保养与维修。
为生产提供有力的保障。
2.适用范围:新劲电子有限公司的所有Feeder。
3.职责:3.1 生产线操作员:严格按照《上料操作指引》使用Feeder。
及时将过期与不良的Feeder隔离开来,交与跟拉PE确认后挂上Feeder送修单,放到备料房的Feeder回收区待Feeder修理员回收保养。
3.2 备料房上料员:严格按照《上料操作指引》使用Feeder。
及时将过期与不良的Feeder隔离开来放置在回收区并在FDS3.0系统中开保养申请单。
严格按照《FDS操作指引》使用备料房中的Feeder管理系统,对每个Feeder的使用次数以及保养周期进行严密的监控。
3.3 PE:跟拉PE指导与监督拉上操作员对Feeder的正确使用,确认不良Feeder的不良原因,跟踪不良Feeder的维修后状态。
3.4 Feeder修理员:3.4.1 对新购的Feeder进行编号申请,条形码打印及条形码的粘贴。
3.4.2 按照保养计划及时对过期的Feeder进行保养维护,对不良Feeder进行维修。
完成保养及维修的相关记录。
3.4.3 控制维修房中Feeder的流动数量,并完成相关的记录文件。
配合Feeder盘点工作。
Feeder 的使用及选择

Kunsan Yuansong Electronics Technology Co.,Ltd.
振動Feeder 的使用及選擇
2013/7/19
1
昆山元崧電子科技有限公司
Kunsan Yuansong Electronics Technology Co.,Ltd.
在Siemens機器介面中將振動Feeder振動 打開﹐用一字鐘表起調試馬達控制鈕﹐順 時針扭振動增大﹐逆時針扭振動減小﹐以 順時針扭1圈為振動標准頻率﹐ (如下圖)。
4
昆山元崧電子科技有限公司
Kunsan Yuansong Electronics Technology Co.,Ltd.
注意事項﹕ 振動調試旋鈕順時針扭1圈為振動標准 頻率﹐不允許變動。 依元件尺寸在程式中設置振動的延遲時 間﹐衡量出元件的振動的距離。
2013/7/19
5
以下標准數據供參考﹕
振動(feeder)元件尺寸(長度) 6mm 10mm 15mm 20mm 25mm以上 振動延遲時間(毫秒) 200” 400” 600” 700” 800”
備注﹕常用feeder﹕3*8mm﹐2*8mm﹐12*16mm﹐24*32mm進料延 遲時間均為軟件默值45毫秒。
2013/7/19
2013/7/19
2
昆山元崧電子科技有限公司
Kunsan Yuansong Electronics Tec延遲時 間
2013/7/19
3
昆山元崧電子科技有限公司
Kunsan Yuansong Electronics Technology Co.,Ltd.
FEEDER使用管理办法

料架編號
A=Assembleon料架 J=JUKI料架 U=Universal料架 P=Panasonic料架S-Siemens西門子料架
6-1-2.根據編號,每一個FEEDER建立檔案《料架維修維護記錄卡》.
6-1-3.FEEDER標示
A.JUKI料架標示方法
料架型號
標示方法
8*2mm
2
增加6-3-1;9-2;9-3.修訂:2.範圍;6-4-1;
2007/3/29
A05
3
2-3
修訂:6-1.FEEDER編號與標示相關內容;刪除:6-3-5
正 本
文件管制中心留存
擬案單位
擬案者
審 核
覆 核
核 准
文件發行
收文部門
實裝部
王秀萍
C0CP04001-002A
文件編號:A6P-W-04005
版本:A05
修訂後項次及內容
6-1.FEEDER編號.
6-1-1.不同機型FEEDER分別編號.
6-1-2.根據編號,每一個FEEDER建立檔案《料架維修維護記錄卡》.
6-1.FEEDER編號與標示.
6-1-1.不同機型FEEDER分別編號
祥見內容
6-1-2.根據編號,每一個FEEDER建立檔案《料架維修維護記錄卡》.
6-2-1.只有授權人員才能使用相關之FEEDER.
6-2-2.所有不同類型之FEEDER都需製作其選擇原則作業指導書,以防誤用.
6-2-3.操機員在使用FEEDER過程中,發現有不良之FEEDER,應及時填寫FEEDER修理卡,貼上紅色不良松下料架/西門子料架)標簽,並把不良之FEEDER放於專用料架車上,送到FEEDER不良維修區.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FEEDER 挡板的调节
因CM402宽度为16/12, 24/32的feeder的共享,故在使用时必须先确认其FEEDER的宽 度是否调整铁片已经调试到正确位置。 图中所示为一把 CM402 32MM 的FEEDER
一把已经打开Shutter盖的32MM feeder 用来调节feeder宽度的挡片,使用工具为1mm十字螺丝 刀
8x2
8x4
白色
白色(纸料带) 绿色(塑料带)
黑色
12 x 4
红色
红色
MSR FEEDER
用于大型料架
用于小型料架
MSR Feeder上料
1 2 3 4
将料盘固定在FEEDER 尾巴上
按住前方卡钩打开 Shutter盖
料带孔眼对准feeder齿轮 料带薄膜卡入shutter导 槽
合上shutter盖 PS: 不可使用蛮力
Feeder上料注意事项
Cable线良品不良品的区分
良品cable线
NG Cable线
Cable线在机台上的摆放位置
顶针良品与不良品的区分
ok的顶针
已损坏的顶针
CM402纸料带接料不良现象
状态一:剪料PITCH不良,且剪 料处不平整
状态二:材料已遗失
CM402纸料带接料不良现象
状态三:接料位置剪裁不一且零件 已遗失
CM402 FEEDER 认识
1.CM402 8MM FEEDER, 此FEEDER可 上两盘宽度为8MM的材料,于FEEDER左 右各一盘
2.CM402 16/12MM FEEDER, 通过调 节 FEEDER宽度,可上料带宽度为 12MM与16MM的材料,其零件的不同 PITH可在设备中调适 3.CM402 32/24MM FEEDER, 通过调 节 FEEDER宽度,可上料带宽度为 24MM与32MM的材料,其零件的不同 PITH可在设备中调适
CM402上料注意事项
纸料带在接料上料时须使 用黑色垫片
Feeder前端黑色的垫 片
• 1.Feeder上至机台后,须确认Feeder无晃动之现象,以确认Feeder已经完全上好. • 2.上料动作结束后,须确认FEEDER前端Shutter盖完全盖好,以免造成设备损坏 • 3.材料上好后,不可手斯料带,必须使用剪刀,约1.5cm <否则容易造成 FEEDER吸料点跑掉甚至损坏feeder之现象发生> • 4.材料上好后需完全确认材料中心点是否正确,否则易造成材料吸料不良或抛 料过多。 • 各类Feeder在拿取时均须轻拿轻放,且不可堆叠摆放 • Feeder 摆放需定位, 以免人员走路碰触 • 不良feeder贴上不良标签写明不良原因,并及时送修 • Feeder在机台上不可直接拿取或插拔,须按下E stop/Cycle stop • CM402 Feeder在若接纸料带时,必须使用黑色垫片,可两面同时贴附膠帶 • CM402 Feeder在接塑料料带时,接口处须使用黄色铜片,接料料带只可在正面料 帶薄膜贴附 • CM402 Feeder在上至Table时,须小心轻放,避免feeder头部与机台内顶针相碰幢 • MMC Feeder左边的料盘须对应L边的卷轴盖,右边的料盘须对应R边的卷轴盖 • CM402 Feeder在接料时, 料带左边进左边出, 右边进右边出
取接料器,在定位孔内放入铜 片(纸料带接料时可不用铜片, 故可省略此步骤,但塑料带一 定要用)
把补料带一端放入接料器定 位孔,再把原料带放入定位孔 .(并用夹子夹住).使两段料带 接合,接合位置为铜片的中间 位置.用力加紧至手柄自动弹 开 .( 限于塑料料带 , 纸料料带 可省略滑无凹 凸现象
Feeder的使用与操作规范
CQ SMT课
CM402贴片机 FEEDER 的分类
CM402&DT401 FEEDER分类: 8MM 16/12MM 32/24MM 44/56MM 72MM 88MM 注:CM402 FEEDER的分类只依Feeder宽度区分Feeder的规格
8MM
16/12MM
32/24MM
5
6
7
8
将牵引带按箭头所指方 向绕好(下上下上) PS:方向不可以绕错
将牵引带绕在固定盖内 并紧锁
轻压连杆机构, 压出材 料
PS: 材料中心点须对 准Feeder中心点
MMC Feeder认识
MMC Feeder上料
将料盘固定在尾巴上
将料带沿图中箭头方 向延升
按住卡勾打开Shutter 盖
将料带上的塑料薄膜 卡在shutter盖的导槽。
CM402 Feeder的上料
料带从尾巴插入
通过导料槽
胶带通Sutter 盖
卡料带
注意
调中心点
自动卷入胶带
胶带插入齿轮内
拉出胶带
上料完成后注意点
Ps: 不管是接料还是上料, 完成后均须确认材料中心点与 feeder中心点对齐
旧高中速机FEEDER型号
型号 设备
MSR
黑色
MV2VB
黑色
MMC
白色
箭头方向代表挡片放置 的方向
FEEDER 挡板的调节
图中是调节零件PITH的挡板,主要用于大料 带小零件的包装袋上,其作用是只需要有一 颗零件露在外面以供设备吸料,即是将第二 颗零件用挡板挡在下面
调节PITH其方法是同样是首先要将螺丝松掉
当螺丝完全放松以后,在挪动挡板调至你想 要得PITH,调整好以后在用螺丝将其固定好
将料带孔眼放入齿轮 对齐
将料带沿feeder上的 绕向绕好
轻压机构连杆, 将第一颗料压出
轻压机构连杆,将第 一颗料压出
CM402 FEEDER 的接料
CM402的接料操作(纸包装的材料在接料时可不用铜片接料,但在塑 料料带上接料时必须使用铜片,否则易造成接料不良)
将剪刀定位PIN对准要换的料带孔, 剪掉料带没有料的一截(纸料带必 须要使用专用剪刀剪断料带)
取一片胶带 , 剥去胶布背面白纸层 2 )将胶布的 硬塑料片沿料带子弹孔边对齐(粘贴时应使两段 料带粘着长度均等);3)沿折痕将胶布对折, 使 其黏着于料带背部.(塑料料带背部无须黏贴);4 )用手指来回抚平胶布,以使其平整且牢固地 粘贴料带,剥去表面透明层。 注:塑料料带必须按以上步骤执行,纸料带可在第 一步骤后直接将料带用胶带接起)
状态四:料带未固定
标准接料状态
利用锯齿壮标准剪刀剪材
接料处完美五接缝