AL733-01A 设计FMEA表格
FMEA表格

间 一次,每 水解酸化池排 COD值超标
8
次3分钟
泥
系统设计时没考 虑排泥时间
1
无
水解酸化
池排泥时 1、每天 1、没有进行
间 一次,每 水解酸化池排 COD值超标
8
操作人员误操作 3
无
次3分钟
泥
16. 你错过一次晋升机会。你认为自己应为改善这种状况承担多少责任:17 .你正在参加的会议完全是浪费时间。你自认为应为改善这种状况承担多少责任:18. 你组织的活动没能达成目标。你自认为应为改善这种状况承担多少责任:19. 对你试图讨论的某个重要问题,你尊重的人并不理睬,你自认为应为改善这种状况承担多少责任: 20 .如果对你很重要的网站连续关闭一周或很长时间无法登录,对你的影响是:
按作业指导 书操做
压力正确
压力太大 压力太小
影响色差,色泽不 均匀
7
影响色差
7
距离合适
太远 太近
易出现漏喷、露底 现象
7
易出现橘皮、流漆 现象
7
图样搭接 1/2
搭接不均匀
造成光泽不均匀\ 漆膜厚度不均匀
7
流平时间 正确
时间太长 时间太短
生产效率低,成本 高
7
易出现流漆现象 7
压力表读数不准 确\读数错误
尺寸变异大, 不稳定
不平均
1、按月
盘点
2、资产
资产管理 变动后在
员的责任 几天内完 1、盘点月份 资产台账准确性降
心 成上报 大于一个月
低
8
3、结果
要求(准
确率达到
100%)
不熟悉制度规定 的盘点要求
16. 你错过一次晋升机会。你认为自己应为改善这种状况承担多少责任:17 .你正在参加的会议完全是浪费时间。你自认为应为改善这种状况承担多少责任:18. 你组织的活动没能达成目标。你自认为应为改善这种状况承担多少责任:19. 对你试图讨论的某个重要问题,你尊重的人并不理睬,你自认为应为改善这种状况承担多少责任: 20 .如果对你很重要的网站连续关闭一周或很长时间无法登录,对你的影响是:
{品质管理FMEA}设计FMEA表格的应用

{品质管理FMEA}设计FMEA表格的应用设计潜在FMEA中的“顾客”不仅仅指“最终使用者”,还包括负责整车设计或更高一层总成设计的工程师/设计组以及负责制造、装配和服务的过程工程师/设计组。
DFMEA不是靠过程控制来克服设计中的潜在缺陷,但是必须从顾客的角度出发,考虑制造/装配过程中技术的/体力的限制。
例如:●必要的拔模(斜度)●表面处理的限制●装配空间/工具的可接近性●钢材淬硬性的限制●公差/过程能力/性能DFMEA还应该考虑产品维护(服务)及回收的技术/体力的限制,例如:●工具的可接近性●诊断能力●材料分类符号(用于回收)4.1.1设计FMEA的开发DFMEA工作应从列出设计期望做什么和不期望做什么的清单,即设计意图开始。
顾客的希望和需求应该包括在内,它们可以通过质量功能展开(QFD)、车辆要求文件、已知的产品要求和/或制造/装配/服务/回收要求等来确定。
期望特性的定义越明确,就越容易识别潜在的失效模式,进而采取预防/纠正措施。
DFMEA应该从所要分析的系统、子系统或零件的框图开始。
其目的是为了明确该框图所表征系统、子系统或零件的输入、功能及其输出、各个项目之间的主要关系。
框图中说明了分析中包括的各个项目之间的主要关系,并建立了分析的逻辑顺序。
用于DFMEA准备工作中的所有这种框图的复制件应伴随FMEA的全过程。
4.2过程FMEAPFMEA的价值体现在如下五个方面,并且正是由于这五个方面的原因减少了过程失效的风险:●确定过程功能和要求;●确定与产品和过程相关的潜在失效模式;●评价潜在失效对顾客的产生的影响;●确定制造或装配过程潜在失效的起因,确定减少失效发生或找出失效条件的过程控制变量;●编制潜在失效模式分级表,建立考虑纠正措施的优选体系;●记录制造或装配过程的结果4.2.1过程FMEA质量目标过程FMEA质量目标:1、过程改进FMEA推动过程改进作为主要目标,重点在防错方法。
2、高风险失效模式FMEA对小组识别的所有高风险失效模式都引起重视。
FMEA第五版表格(草稿)
2018.07. 15
已论
采用纯
PPS材料 2018.6.2
加强材料
5
7
23
老化检查
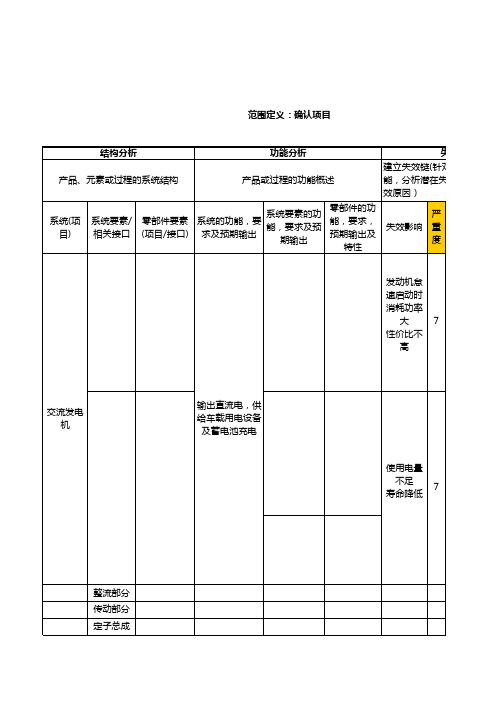
严 失效影响 重
度
发动机怠
速启动时
消耗功率
大
7
性价比不
高
交流发电 机
输出直流电,供 给车载用电设备
及蓄电池充电
使用电量
不足 寿命降低
7
整流部分 传动部分 定子总成
骨架
转子总成
漆包线 转子铁芯 爪机 爪机 轴承
提供旋转磁
场
不发电 8
DFMEA
启动准备工作:项目计划,分析边界,经验教训,结构基础 ,分析步骤
4
M
道不畅 漆流评审
浸漆验证
振动试验
磁场引出 漆材料不 材料论证
线断
合理
急变速试 验
3
骨架材料 不合理高
4
M
温下断
◆ 修改骨架 结构
◆
P
础 ,分析步骤
改进措施
确认减少风险的必要措施
责任人
计划完成 时间
状态: 开放状态 完成状态 取消状态
改进措施 描述
实际完成 时间
严 发探 重 生测 度 度度
AP
段XX
失效分析 失效链(针对每一个产品或过程功 分析潜在失效后果,失效模式,失 因)
风险评估 识别针对失效原因和失效模式的控制方法
失效模式
失效原因
现行预防 控制
发 生 度
现行探测 控制
探 测 度
AP(行 动优先
级)
筛选符 号
预防措施
探测措施
热态低速
输出电流 超过设计 的额定要 求5%,
FMEA培训-FMEA表格范例
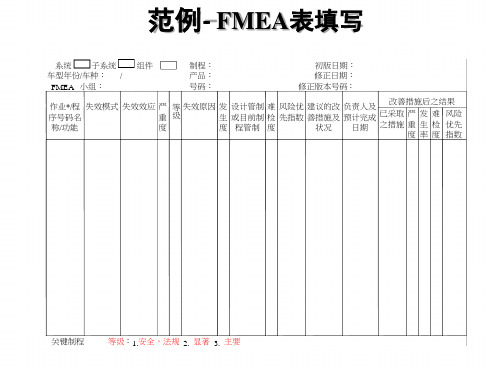
系统 子系统
车型年份/车种: / FMEA 小组:
组件
制程: 产品: 号码:
初版日期: 修正日期: 修正版本号码:
作业*/程 序号码名
失效模式 失效效应 严 重
等 失效原因 发 设计管制 难 风险优 建议的改 负责人及 改善措施后之结果
级
生 或目前制 检 先指数 善措施及 预计完成 已采取 严 发 难 风险
称/功能
度
度 程管制 度
状况
日期 之措施 重 生 检 优先
度 率 度 指数
关键制程
等级:1.安全,法规 2. 显著 3. 主要
质量系统推荐
? 太友科技质量控制系统产品系列
MiniData-RT
MiniData
Mini集
自动在线监控
数据分析
简单易学,实用
控制/反馈
集成/分析
帮助快速实施 SPC,代 替EXCEL 的理想工具
功能 :生产,品质 ,来料,投 诉,图表 ,查询,数据导 出…,全面控制
? 设备/仪器实时监控分析程序(MiniData – RT实时监控程序)
本方案适合测量设备/仪器,连接单台电脑,只要系统中已存在*.txt格式的数据文件,只 需要几分钟就能马上实现数据的即时监控和分析。
数据即时采集,分析,导出,打印,和自动存储。
? MiniData数据分析工具(提供免费普及版下载)
? MiniSPC助你方便快捷地完成SPC的推行
FMEA标准表

设计FMEA的标准表__________ 系统潜在失效模式及后果FMEA编号子系统(设计FMEA )共页,第页部件设计责任部门编制人车型年/车辆类型________________________ 关键日期___________________________________________ FEMA日期(编制)__________________ (修订)核心小组过程FMEA的标准表潜在失效模式及后果FMEA编号(过程FMEA )共_____ 页,第_____ 页项目名称________________________________ 过程责任部门 _________________________________________________ 编制人车型年/车辆类型_________________________ 关键日期 ______________________________________________ FEMA日期(编制)__________________ (修订)核心小组潜在失效模式及后果分析(设计FMEA )___________ 系统 X ________ 子系统 ____________ 部件01.03/车密封 ② 车型年/车辆类型199X/狮牌4门/旅行车 ⑤ 关键日期 核心设计责任部门 车身工程部 ③ 9X 03 01 ⑹ FMEA 编号1234 ① 共_1_页,第 ______ L 页 编制人 泰特-X6412-车身工程师 ④ FMEA 日期(编制)8X 03 22修订 8X 07 14⑦ ⑧潜在失效模式及后果分析(过程FMEA )项目名称: 左前门/H8HX-A ② 过程责任部门 车身工程部/装配部③ 车型年/车辆类型 199X/狮牌 4门/旅行车 ⑤ 关键日期 9X 03 01 9X 0826 工序#1 ⑹ FMEA 编号1450 ① 共—L 页,第—L 页编制人J.Ford -------- X 6512-----装配部门 ④ FMEA 日期(编制)9X 05 17修订 9X 11 06⑦ ⑧潜在失效模式及后果分析(设计FMEA )欢迎下载 潜在失效模式和后杲分析 (过程FMEA ) FMEA 骗号 _____________ A _______ 竝再 ____________________________________丸健13期 匕 _________________________ 楼心小-'i _____________ G ____________________________________________________________________________________________________________________________________________________ 项口 _________________ B _______________ 骼制: _______________ H _______。
FMEA控制表单

第 4 页,共 4 页
责任及目标 完成日期
措施结果
采取的措 施
严重度 数
(S)
频度数 (o)
不可探 测度数 (D)
风险顺序 度RPN
产品名称: 产品编号: 核心小组:
过程功能 要求
单辅驱控制器
潜在的 失效模式
ML101
收料
物料数量错误
QC101
来料检验
不良品入库
潜在过程失效模式及后果分析 (过程 FMEA)
过程责任部门: 关键日期:
编制/日期: 批准/日期:
潜在的 失效后果
帐物不符
生产中断
严重度 数 级别
(s)
潜在的失效 原因/机理
影响外观,不一致 4
接插件和壳体制作 防呆标示
3
作业文件进行规范
4
48
接插件内部接线错误 测试不启动/无输出 4
员工不明白线束颜 色代表含义
3
作业文件进行标注, 并进行培训后再作业
4
48
ASS108 正铜排接线 引线接错位置
测试不通过
4
员工不明白线束标 识代表含义
3
文件中注明线束的标 识及安装位置
4
3
上位机软件设定老化时 间,倒计时
4
60
老化环境温度过低
3
员工确认温度达到后开 启老化计时
4
60
得不到有效老化效果 不良品无法检出
5
TE103 老化测试★
老化冷却液温度过低
3
老化架冷却液温度自动 监控
4
60
产品输出功率不足
3
员工每小时记录老化电 流值
4
60
产品损伤
设计FMEA探测度评价准则对照表模板
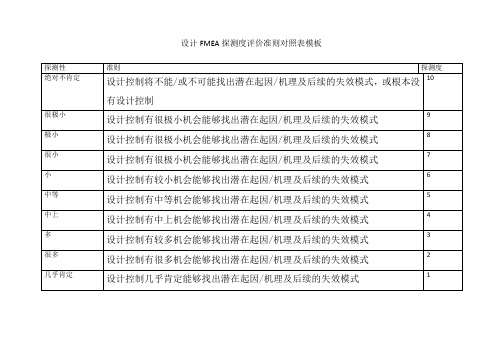
探测性
准则
探测度
绝对不肯定
设计控制将不能/或不可能找出潜在起因/机理及后续的失效模式,或根本没有设计控制
10
很极小
设计控制有很极小机会能够找出潜在起因/机理及后续的失效模式
9
极小
设计控制有很极小机会能够找出潜在起因/机理及后续的失效模式
8
很小
设计控制有很极小机会能够找出潜在起因/机理及后续的能够找出潜在起因/机理及后续的失效模式
1
7
小
设计控制有较小机会能够找出潜在起因/机理及后续的失效模式
6
中等
设计控制有中等机会能够找出潜在起因/机理及后续的失效模式
5
中上
设计控制有中上机会能够找出潜在起因/机理及后续的失效模式
4
多
设计控制有较多机会能够找出潜在起因/机理及后续的失效模式
3
很多
设计控制有很多机会能够找出潜在起因/机理及后续的失效模式
新版FMEA表单

优化(步骤6) 指 向 采 取 据 措 施 的 证
责 任 人 姓 名
目 标 完 成 日 期
状态
完 成 日 期
严重度(S)
探测度(D)
频度(O)
DFMEA AP
备注
失效分析(步骤4) 2 效 . 模 聚 式 (焦 元 F 素 M )的 失 3 特、 (性下 的 F 一 失 C 级 )效元 原 素 因 或
严 重 度 ( S )
设计失效模式与后果分析(设计FMEA)
项 目: DFMEA开始日期: DFMEA修订日期: 跨 功 能 团 队:
DFMEA风险分析(步骤5) 失 的 效 (现原 行 P 因 控 C )制 F 预 C 防 的失 发效 生原 频因 度( F O C ) ( )
定义范围(步骤1) 项目; 置:
工
程
位
客 户 名 称: 型 号 年 / 平 台:
结构分析(步骤2) 1 . 上 一 级 元 素 3 . 下 一 级 元 素 1 . 能上 / 一 要级 求元 素 功
功能分析(步骤3)
2 . 聚 焦 元 素
设计失效模式与
功能分析(步骤3) 2 . 聚 / 焦 要 元 求 素 功 能 3 能 . / 下 要 一 求 级 / 元 特 素 性 功 辆级 1 影最别 . 响终元对 (用素上 F 户和一 E 的 / 级 )失或更 效车高
( 失 制 F 效 探 或 M 原 测)失 因 ( 效 的 D 模 现 F C 式 行 C ) 控
( 失 F 效 或 M 原 ( )失因 D 效 )的模 探 F 式 测 C 度
筛选代码(可选)
D 预 F 防 M 措 E 施 A
制程FMEA分析表
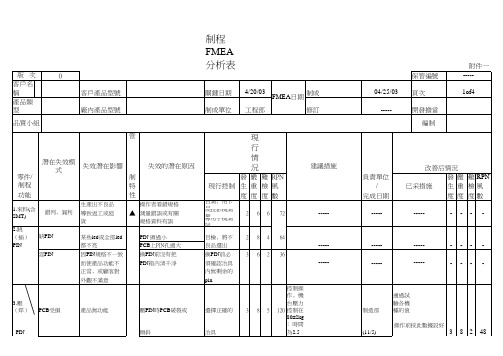
(1/6)
FM-0201-01
版次 客戶名 稱 產品類 型
0 客戶產品型號 廠內產品型號
制程 FMEA 分析表
關鍵日期 制成單位
4/20/03 FMEA日期 制成
工程部
修訂
管
零件/ 制程 功能
潛在失效模 式
失效潛在影響
制
特
性
失效的潛在原因
12.外觀 反射蓋污染 由于表面缺陷使
節內雜物
節內缺膠 正面脫墨 表面刮傷
工程部
修訂
管
零件/ 制程 功能
潛在失效模 式
失效潛在影響
制
特
性
失效的潛在原因
5.焊線 焊線松脫
晶粒與焊線接觸
(bonding )
不良
★ 拉力不足
第二焊球脫落 死節 球形過扁
超音波不穩定 PCB未清洗干淨
現行控制
加大綁線的 壓力值
OPR自檢 QC抽檢
現 行 情 況 發 嚴 難 RPN 生重 檢風 度度 度系
顧客對外觀不滿 意
因壓膠和灌膠時沒 仔細檢查﹐使污物 粘在膠片上或滲入 膠內
灌膠時有氣泡混入
刷墨未干時用手去 碰反射蓋或反射蓋
現行控制
加強控制
現
行
情
況
建議措施
發 嚴 難 RPN
生重 檢風
度度 度系
3 63
保持操 作台面 的清潔 54 ﹐壓
膠和灌 膠時仔 細檢查 是否
有雜物粘在其上
灌膠后進行 外觀檢查 控制操作 刷墨后的反
版次 客戶名 稱 產品類 型
0 客戶產品型號 廠內產品型號
品質小組
管
零件/ 制程 功能
潛在失效模 式
FMEA表格讲解【范本模板】
潜在的失效模式及后果分析(FMEA)概论1。
1 什么是FMEA?潜在的失效模式及后果分析(英文:Potential Failure Mode and Effects Analysis。
简称FMEA).是在产品/过程/服务等的策划设计阶段,对构成产品的各子系统,零部件,对构成过程,服务的各个程序逐一进行分析,找出潜在的失效模式,分析其可能的后果,评估其风险,从而预先采取措施,减少失效模式的严重程度,降低其可能发生的概率,以有效地提高质量与可靠性,确保顾客满意的系统化活动。
FMEA是一种系统化的工作技术和模式化的思考形式。
FMEA就是及早地指出根据经验判断出的弱点和可能产生的缺陷,及其造成的后果和风险,并在决策过程中采取措施加以消除.FMEA是一个使问题系统地得到合理化解决的工具,实际上也是目前全世界行之有效的预防手段,实施FMEA就是根据经验和抽象思维来确定缺陷,在研究过程中系统地剔除这些缺陷的工作方法,它可划分为三个方面:SFMEA-系统FMEADFMEA-设计FMEAPFMEA-过程FMEA1。
2 FMEA的历史世界上首次采用FMEA这种概念与方法的是在本世纪60年代中期美国的航天工业。
进入70年代,美国的海军和国防部相继应用推广这项技术,并制订了有关的标准.70年代后期,FMEA被美国汽车工业界所引用,作为设计评审的一种工具.1993年2月美国三大公司联合编写了FMEA手册,并正式出版作为QS9000质量体系要求文件的参考手册之一,该手册于1995年2月出版了第2版.1994年,美国汽车工程师学会SAE发布了SAE J1739-潜在失效模式及后果分析标准。
FMEA还被广泛应用于其他行业,如粮食、卫生、运输、燃气等部门。
1.3 为什么要进行FMEA?工程中大量的事实证明,由于策划设计阶段疏忽,分析不足,措施不够,以至造成产品/过程/服务等投入运行时严重程度不同的失效,给顾客带来损失,甚至产生诸如“挑战者”号航天飞机爆炸的惨痛事故。
FMEA表格模版

FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工machiningFMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工。
FMEA应用表格 - 模板
成日期
证据的措 期
施
严频探措特
重度测施殊
度 O 度优特
S
D 先性
级
备注
修改履历: 修改日期 修改内容摘要
跨职能团队
功能分析(步骤三)
失效分析(步骤四)
1. 过程项的 2. 过程步骤 3. 过程工作 1. 失效影 功能(系统 的功能及产 要素的功能 响(FE) 、子系统、 品特性(量 及过程特性 零件要素或 值为可选 过程的功 项) 能)
失效 2. 过程步 影响 骤的失效 严重 模式(FM) 度(S)
3. 工作要 素的失效 起因(FC)
设 计
规划和准备(步骤一)
公司名称: 工程地点: 顾客名称: 年型/平台:
持续改善
# 历史/变 问 更授权 题 (适用时)
结构分析(步骤二)
1. 过程项 (系统、子 系统、零 件要素或 过程名称)
2要素 (4M) 名称)
项目名称:
开始日期:
修跨改职日能期团: 队:
ID编号: 设计职责: 保密级别:
风险分析(步骤五)
当前对失效 失效 当前对失效 失效
起因的预防 起因/ 起因/失效 起因/
措施(PC) 失效 模式的探测 失效
模式 措施(DC) 模式
的频
的探
度(O)
测度
优化(步骤六)
措 特 筛 预防措施 探测措施 施殊选 优特器 先性代 级码
负责人 目标完 状态 采取基于 完成日
PFMEA表格

频 度 O
现行过程控制预防
现行过程控制探测
探 测 度 D
R P N
建议措施
责任及目标完成日期
措施结果Biblioteka 采取的措施S0D
R
P
N
铸板
(生板车间)
厚度超差
涂填不均匀
极板变形
极板化成不彻底
影响装配
进而导致电池性能受损,致使客户不满。
5
板栅模具四周边框不一致
2
人工喷膜不均匀
9
作业指导书的规定标准
10
450
1、指定明确有效的喷膜作业指导书
Andy
andrew3天内
1、指定明确有效的喷膜作业指导书
5
2
10
100
2、培养专业、专职的喷膜工
7天内
2、培养专业、专职的喷膜工
模具变形
3
压缩空气压力不稳定或达不到标准压力
4
观测压力表压力值
1
20
导杆磨损拉力不一致
3
定模紧固松弛
2
核心小组:________________________________________________________________________________________________________________________
过程
功能
要求
潜在失效模式
潜在失效后果
严重度S
级别
潜在失效
潜在失效模式及后果分析
(过程FMEA)
FMEA编号:__________
共______页,第______页
__________零部件_______________过程责任:__________________编制人:______________________________
新版标准FMEA表格(D+P)

备注
621L
电刷盒在弹簧和电机 壳体之间传输力,为 碳刷弹簧系统提供x、 y、z方向的支撑(支
撑交换接触点)
设计FMEA项目的名称(系统、子系统、和/或组件)
开始的日期 最新修订日期 所需的团队成员名称
DFMEA ID编号: 设计职责: 保密级别:
失效分析(步骤四)
1.对于上一较高级别要素和/或最终用 户的失效影响(FE)
2.关注要素的失效 模式(FM)
失效影响的严重度(S)
车窗升降电机的扭矩和转动速度过低
换向系统的角度偏差导
6
致间歇性错误连接线圈 (L1、L3和L2,而不是
L1、L2和L3)
由公司确定 DFMEA所有者的姓名 商业使用、专有、保密
)
DFMEA风险分析(步骤五)
对失效起
3.下一较低级要素或特性的 因的当前
地理置
顾客名称或产品名称 顾客应用或公司型号/风
格
项目: DFMEA 开始日期: DFMEA 修订日期:
跨职能团队:
功能分析(步骤三)
1.对上一较高级别功能 及要求
2.关注要素功 3.下一较低级别功
能及要求
能及要求或特性
根据参数设置将电能转换 为电机械能
换向系统在电磁 转换系统的线圈 对之间传输电流
失效起因(FC)
预防控制
(PC)
对失效起 因或失效 模式的当 前探测控 制(DC)
失效起因的频度(O) 失效起因或失效模式的探测
度(D) DFMEA措施优先级 筛选器代码(可选) DFMEA 预防措施 DFEMA 探测措施
抽样测
电刷盒的碳刷接触部位弯曲
fmea第三版标准表格
(过程FMEA)项目过程责任车型年/车辆类型关键日期核心小组FM-11(过程FMEA)项目左前门/H8HX-000-A②过程责任车身工程部③车型年/车辆类型199X/狮牌4门/旅行车⑤关键日期9X年03 01 9X0826 首选重点工作⑥核心小组 A. 泰特-车身工程部、J.史密斯-操作控制、R.詹姆斯-生产部、J.琼斯-维修部⑧FM-12潜在失效模式及后果分析(设计FMEA)01.03 / 车身密封②设计责任车身工程部③车型年/车辆类型199X/狮牌4门/旅行车⑤关键日期9X年03 01 ⑥核心小组T. 芬德-轿车产品开发部、切利得斯-制造部、J.福特-总装厂(Dalton,Fraser,Henley总装厂) ⑧FM-13《简爱》是一本具有多年历史的文学着作。
至今已152年的历史了。
它的成功在于它详细的内容,精彩的片段。
在译序中,它还详细地介绍了《简爱》的作者一些背景故事。
从中我了解到了作者夏洛蒂.勃郎特的许多事。
她出生在一个年经济困顿、多灾多难的家庭;居住在一个远离尘器的穷乡僻壤;生活在革命势头正健,国家由农民向工业国过渡,新兴资产阶级日益壮大的时代,这些都给她的小说创作上打上了可见的烙印。
可惜,上帝似乎毫不吝啬的塑造了这个天才们。
有似乎急不可耐伸出了毁灭之手。
这些才华横溢的儿女,都无一例外的先于父亲再人生的黄金时间离开了人间。
惜乎,勃郎特姐妹!《简爱》这本小说,主要通过简。
爱与罗切斯特之间一波三折的爱情故事,塑造了一个出生低微、生活道路曲折,却始终坚持维护独立人格、追求个性自由、主张人生平等、不向人生低头的坚强女性。
简。
爱生存在一个父母双亡,寄人篱下的环境。
从小就承受着与同龄人不一样的待遇:姨妈的嫌弃,表姐的蔑视,表哥的侮辱和毒打。
然而,她并没有绝望,她并没有自我摧毁,并没有在侮辱中沉沦。
所带来的种种不幸的一切,相反,换回的却是简。
爱的无限信心,却是简。
爱的坚强不屈的精神,一种可战胜的内在人格力量。
1 设计FMEA检查表-推荐下载

1 设计FMEA检查表问题是否不适用所要求的意见/措施负责人完成日期1是否已使用了戴姆勒克莱斯勒、福特和通用汽车公司潜在失效模式及后果分析(FMEA)参考手册和适用的顾客特殊要求来制定DFMEA?2是否对过去已发生事件和保修数据进行了评审?3是否已考虑了类似零件的DFMEA的习得经验和成功实践?4DFMEA是否已识别了特殊特性?5对于采购处的FMEA对准和适当的控制措施,“passthrough”特性(术语表)是否被和供方一起识别?6被顾客和组织指定的特殊特性是被受影响的供方一起识别?7是否已确认了影响高风险最先失效模式的设计特性?8对高风险顺序数的项目是否已分别采取了适当的纠正措施?9对高严重度数的项目是否已分别采取了适当的纠正措施?10当纠正措施实施完成并经验证后,风险顺序数是否已得到修正?修订日期制定人:2 设计信息检查表顾客或内部零件号:修订水平:问题是否不适用所要求的意见/措施负责人完成日期A.一般情况1设计是否需要:a﹒新材料?b﹒特殊工装?c﹒新技术或过程?2是否已考虑了装配变差的分析?3是否已考虑试验设计?4是否有样件制造计划?5是否已完成DFMEA?6是否已完成DFMA(可制造性和装配性设计)?7是否已考虑了服务和维修的问题?8是否已完成设计验证计划?9如果是,是由跨部门小组完成的吗?10是否已对所有规定的试验、方法、设备和接受标准有一个清楚的定义和了解?11是否已选择特殊特性?12是否完成了材料清单?13特殊特性是否已正确文件化?D.工程图纸14为减少全尺寸检验时间,是否已确认了参考尺寸?15为设计功能性量具,是否已确认了足够的控制点和基准平面?2 设计信息检查表(续)顾客或内部零件号:修订水平:问题是否不适用所要求的意见/措施负责人完成日期16公差是否和被接受的制造标准相一致?17存在的和可用的检测技术是否能够测量所有的技术要求?18顾客指定的工程更改管理过程是否被用于管理工程更改?C.工程性能规范19是否已确认所有的特殊特性?20测试参数是否足够阐明要求的使用条件,如生产确认和最终使用21是否已按要求对在最小和最大规范下生产的零件进行试验?22所有的产品试验是否都将在厂内进行?23如不是,是否由批准的分包方进行?24规定的过程表现试验抽样数量和/或抽样频率是否与制造数量一致?25如要求,对试验设备是否已获得顾客批准,如测试和文件?D.材料规范26是否已确认了材料的特殊特性?27在已被确认的环境中,组织赋予了规定的材料、热处理和表面处理是否和耐久性要求相一致?2 设计信息检查表(续)顾客或内部零件号:修订水平:问题是否不适用所要求的意见/措施负责人完成日期28如要求,材料供方是否在顾客批准清单中?29组织是否已制定和实施一个过程来控制进料质量?30是否已确认材料特性所要求的检验?如果是,则:a﹒特性将在厂内进行检验吗?b ﹒如果在公司内部检验,具备试验设备吗?c ﹒如果在公司内部检验,是否具备有能力的人员以保证准备测试?31将使用外部试验室吗?a ﹒组织是否有一个过程以保证实验室的能力,如认可?注:能力需要得到保证,无论组织实验室的关系如何。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
1 12
风机不转或常转
空调系统不能正常 8 控制风机
程序跑飞
1
寿命试验
3
24
潜在失效模式及后果分析
控制器 系统 子系统 控制器 车型年/车辆类型 核心小组 严 频 重 级 潜在失效起因 现行设计 度 度 别 /机理 控制预防 O S 驱动器件被反 1 向电压击穿 所选器件驱动 电流过小而烧 2 坏 使用时电流过 大导致三极管 6 击穿 设计反压 和过压保 护电路 换用驱动 电流大的 器件 部件 N2000(卡车) 设计责任 关键日期 FMEA编号 6391-2005/AO 页 第 11 页
AL733-01/A 共 13
(设计FMEA)
产品工程部 2005.11.7
编制人
张剑振
FMEA日期(编制) 05.11.3(修订)08.9.25
项目
功能
潜在失效பைடு நூலகம்式
潜在失效后果
措施结果 探 责任及目 现行设计 测 R P N 建议措施 标完成日 采取的措 控制探测 度 S O D 期 施 D 电源反接 实验
R P N
6 控制器 1、电磁兼容性 能 2、驱动转向器 3、耐盐雾 4、开启压缩机 5、风机调速 6、耐异常电压 7、开启冷凝风 扇
1
6
无
6 压缩机不能开启 空调系统不能制冷
寿命试验
3
36
无 增加限流 设计加限 电阻限 流保护电 08.10.30 流,最终 6 路 电路得以 保护 无
6
寿命试验
3
108