正火正火轧制焊接用细晶粒结构钢化学成分
EN10025-3-2004中文版
欧洲标准委员会 管理中心:rue de Stassart, 36 B-1050 布鲁塞尔
© 2004 CEN CEN 成员版权所有
索引号:EN10025-3:2004: E
2
EN10025-3:20ห้องสมุดไป่ตู้4: E
目录
页号
前言 -------------------------------------------------------------------------------------------4 1 范围 ----------------------------------------------------------------------------------------5 2 参考标准-----------------------------------------------------------------------------------5 2.1 通用标准----------------------------------------------------------------------------------5 2.2 尺寸及公差标准(见 7.7.1 条)-----------------------------------------------------6
欧洲标准
UNI EN 10025-2 2005 年 4 月
热轧结构钢制品
第三部分:正火/正火轧制可焊接细晶粒结构钢的交货技术条件
欧洲标准
ICS 77.140.10;77.140.45;77.140.50
EN 10025-3
2004 年 11 月
取代 EN10025:1990
P460NH正火欧标钢板P460NH成分和性能

一、P460NH钢板介绍
P460NH是欧标正火型容器钢板,可焊接细晶粒钢板,细晶粒钢。
P460NH执行标准:EN10028-3,国内舞阳钢厂可订轧【152+0375+0895】
一、P460NH化学成分
C≤0.2Si≤0.6 Mn1.1~1.7
P≤0.025S≤0.015
Ni≤0.8Cr≤0.3Mo≤0.1 Cu≤0.7
Nb≤0.05V≤0.2Ti≤0.03Alt≥0.02N≤0.025
成分备注:Nb+Ti+V≤0.22。
Ceq = C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
二、P460NH力学性能
P460NH ≤16屈服460 抗拉570~720 冲击≥17
P460NH ≥16屈服430 抗拉570~720冲击A(%)≥
三、P460NH交货状态
P460NH 钢板通常以正火状态交货。
根据供需双方协商可以用正火轧制代替正火,在这种情况下,试样应按照协商的试验频率进行模拟正火,以验证性能符合要求。
四、P460NH特点和应用:P460NH为合金特殊钢,承压设备用钢,具有良好的塑性、韧性、冷弯性能和焊接性能。
五、舞钢坤达库存
P460NH 25 2550 8800 4.404
P460NH 30 2550 8300 4.154
P460NH 35 2648 8965 4.659
P460NH 40 2648 8965 4.659
P460NH 45 2648 8700 4.521
P460NH 50 1600 4350 1.366
P460NH 60 1600 4350 1.366。
EN 10025-2-2004(中文)
结构钢热轧产品第2部分:非合金结构钢交货技术条件EN 10025-2:2004代替EN 10025:1990该标准取代EN 10025:1990 + A1:1993 非合金结构钢热轧产品–交货技术条件。
该欧洲标准其它部分的标题是:第1部分:总交货技术条件第3部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第5部分:改进型耐大气腐蚀结构钢交货技术条件第6部分:调质高屈服强度结构钢扁平材产品交货技术条件1 范围该标准第2部分,第1部分除外,规定了扁平材和长材产品及半成品的交货技术条件,是按表2~表6(化学成份)和表7~表9(机械性能)中给出的钢种和品种按6.3中给出的交货条件进一步处理热轧的非合金钢的扁平和长材产品。
在该标准中也规定了3种设计的钢种(见表3和5)(化学成份)和表8(机械特性)。
该标准不适用于空心结构钢和钢管(见EN 10210-1和EN 10219-1)。
对于钢种为S450J0的长材产品,交货技术条件适用于3mm~ 150mm的厚度。
对于所有其它钢种和品种的扁平材和长材产品,交货技术条件适用于≤ 250mm的厚度。
除了J2和K2品种的扁平材产品外,交货技术条件适用于≤ 400mm的厚度。
由S185、E295、E335和E360钢种制造的产品不能标上CE标记。
在本部分中规定的钢不能进行加热处理,在交货条件+N中交货的产品除外。
允许应力释放退火(参见EN 10025-1:2004中7.3.1.1中的注)。
在+N条件中交货的产品可在交货后热成形和/或正火(见条款3)。
注1:按本标准将半成品轧制成成品的产品将在询价和订货时达成特殊协议。
也可在订货时对化学成份达成协议,然而值应在表2和3中规定的范围内。
注2:对于某些钢种和产品形式,在询价和订货时可规定特殊用途的适用性(见7.4.2、7.4.3和表10)。
2 标准参考标准下列参考标准是该标准用途所必须的。
gb t 1591 成分对比表

附表1 本标准化学成分与国内外标准对比表
附表1续1 本标准化学成分与国内外标准对比表
附表1续2 本标准化学成分与国内外标准对比表
附表1续3 本标准化学成分与国内外标准对比表
附表1续4 本标准化学成分与国内外标准对比表
附表1续5 本标准化学成分与国内外标准对比表
附表1续6 本标准化学成分与国内外标准对比表
附表1续7 本标准化学成分与国内外标准对比表
附表1续8 本标准化学成分与国内外标准对比表
附表1续9 本标准成品化学成分允许偏差与国内外标准对比表
附表1续10 本标准成品化学成分允许偏差与国内外标准对比表
附表1续11 本标准成品化学成分允许偏差与国内外标准对比表。
化学成分(括号内成品成分)

化学成分(括号内成品成分), 不大于,%下列标距和厚度(mm)的伸长率,不小于,%纵向冲击功,J下列厚度(mm)的C碳当量 不大于,%下列厚度的R eH ,不小于,MPa下列厚度的Rm,MPaL 0=80标准号标准名称牌号材料号脱氧方法钢的类别≤16>16~≤>40MnSiPSN厚度≤40>40~≤150≤16>16~≤40>40~≤63<3≥3~≤100试样取向≤1>1~1.5>1.5~2>2~2.5>2.5~33~40>40~63>63~100温度℃不小于(厚度>10~150mm)S235J2G41.0035自定BS----------185175-310~540290~510纵横10 811 912 1013 1114 1218 16------S235JR1.0037自定BS0.17 (0.21)0.20 (0.25)0.009(0.011)20S235JRG11.0036FUBS0.17(0.21)0.20(0.25)-0.007(0.009)-20S235JRG21.0038FNBS0.17 (0.19)0.17(0.19)0.20(0.23)1.40-0.045(0.055)0.045(0.055)20S235J01.0114FNQS0.045(0.055)0.045(0.055)0.009(0.011)S235J2G31.0116FFQS-20S235J2G41.0117FFQS0.17(0.19)0.17(0.19)0.17(0.19)(1.50)-0.035(0.045)0.035(0.045)-0.350.38235225215360~510340470纵横17151816191720182119262425232422-2027S275JR1.0044FNBS0.21(0.24)0.21 (0.24)0.22 (0.25)0.045 (0.055)0.045(0.055)10S275J01.0143FNQS0.040(0.050)0.040(0.050)0.009(0.011)S275J2G31.0144FFQS-20EN10025(1993)非 合金 结构 钢热 轧产 品供货 技术 条件S275J2G41.0145FFQS0.18(0.21)0.18(0.21)0.18(0.21)1.50(1.60)-0.035 (0.045)0.035(0.045)-0.400.42275265255430~580410~560纵横14121513161417151816222021192018-2027S355JR1.0045FNBS0.240.240.240.045(0.055)0.045(0.055)20S355J01.0553FNQS0.040(0.050)0.040(0.050)0.009(0.011)S355J2G31.0570FFQS-20S355J2G4 1.0577 FF QS -2027S355K2G3 1.0595 FF QS-20S355K2G41.0596FFQS0.20 (0.23)0.20 (0.23)0.22 (0.24)1.60(1.70)0.55(0.60)0.035 (0.045)0.035(0.045)-0.450.47355345335510~680490~630纵横14121513161417151816222021192018-2040E2951.0050FNBS-----0.045(0.055)0.045 (0.055)0.009(0.011)--295285275490~660470~610纵横12 1013 1114 1215 1316 1420 1819171816--E3351.0060FNBS-----0.045(0.055)0.045 (0.055)0.009(0.011)--335325215590~770590~710纵横8 69 710 811 912 1016 1415131412--E3601.0070FNBS-----0.045(0.055)0.045 (0.055)0.009(0.011)--360355345690~900670~830纵横 4 35 46 57 68 711 1010998--备注:1.表中脱氧方法符号含义为:FU=沸腾钢;FN=不允许用沸腾钢;FF=完全镇静钢,它含有足以将游离氮全部固定的固氮元素(例如含0.020%Al)。
Q460NE正火、正火轧制钢板
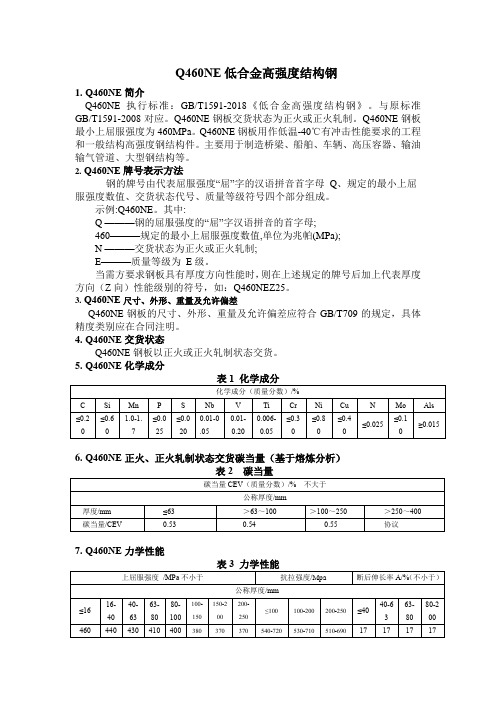
Q460NE低合金高强度结构钢
1.Q460NE简介
Q460NE执行标准:GB/T1591-2018《低合金高强度结构钢》。
与原标准GB/T1591-2008对应。
Q460NE钢板交货状态为正火或正火轧制。
Q460NE钢板最小上屈服强度为460MPa。
Q460NE钢板用作低温-40℃有冲击性能要求的工程和一般结构高强度钢结构件。
主要用于制造桥梁、船舶、车辆、高压容器、输油输气管道、大型钢结构等。
2.Q460NE牌号表示方法
钢的牌号由代表屈服强度“屈”字的汉语拼音首字母Q、规定的最小上屈服强度数值、交货状态代号、质量等级符号四个部分组成。
示例:Q460NE。
其中:
Q ———钢的屈服强度的“屈”字汉语拼音的首字母;
460———规定的最小上屈服强度数值,单位为兆帕(MPa);
N ———交货状态为正火或正火轧制;
E———质量等级为E级。
当需方要求钢板具有厚度方向性能时,则在上述规定的牌号后加上代表厚度方向(Z向)性能级别的符号,如:Q460NEZ25。
3.Q460NE尺寸、外形、重量及允许偏差
Q460NE钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定,具体精度类别应在合同注明。
4.Q460NE交货状态
Q460NE钢板以正火或正火轧制状态交货。
5.Q460NE化学成分
6.Q460NE正火、正火轧制状态交货碳当量(基于熔炼分析)
7.Q460NE力学性能
件。
主要用于制造桥梁、船舶、车辆、高压容器、输油输气管道、大型钢结构等。
10.国内外标准牌号对照。
EN10028.3-2009承压用扁钢 第3部分_焊接用细晶粒正火钢.pdf (416KB)中文

EN 10028-3
2009 年 6 月
代替 EN 10028-3:2003
英文版(翻译)
承压扁钢 第 3 部分:焊接用细晶粒正火钢
本标准于 2009 年 5 月 14 日被 CEN 批准。
CEN 成员应根据根据 CEN/CENELEC 内部规程,在不经任何修改的情况下给本标准与国家标准相同的地位。 相关国家标准的最新的清单和参考文献可以通过向 CEN 管理中心活任意 CEN 成员获取。
EN 100028.3-2009:E
承压用扁钢 第 3 部分 焊接用细晶粒正火钢
1 范围 本欧洲标准规定了表1所列的承压设备用细晶粒可焊接正火扁钢。 细晶粒钢应当被理解为当按照EN ISO653规定进行试验时,铁素体晶粒尺寸。 EN 10028-1:2007 + A1:2009 的要求和定义也适用于本标准。
a) 室温(P ... N), b) 高温(P...NH), c) 低温(P...NL1) 以及 d) 特殊低温 (P...NL2)。 6.1.2 牌号 P275NH, P275NL1, P355N, P355NH 和 P355NL1 是非合金钢,牌号 P275NL2 和 P355NL2 是 非合金专用钢,牌号 P460NH, P460NL1 和 P460NL2 是合金专用钢。 6.2 代号 Designation 见EN 10028-1:2007 + A1:2009。 7 订购方提供的信息
8 要求
8.1 炼钢工艺 Steelmaking process 见EN 10028-1:2007 + A1:2009。
8.2 交货状态 Delivery condition 8.2.1 除非在询单和订货时另有协议(见 8.2.3),本标准包括的产品通常采用的正火状态交货。
EN_10025-6-2004(中文)
结构钢热轧产品 第6部分:调质高屈服强度结构钢扁平材交货技术条件BS EN 10025-6:2004BS EN 10025-6:2004与BS EN 10025-1:2004取代BS EN 10137-1:1996,BS EN 10137-2:1996本标准其它部分为:第1部分:总交货技术条件第2部分:焊接用热轧细晶粒结构钢–第2部分:正火/正火轧制钢材交货条件第3部分:正火/正火轧制可焊接的细晶结构钢的技术交货条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第5部分:改进型耐大气腐蚀结构钢交货技术条件1 范围该标准第6部分,第1部分除外,规定了高屈服度特种钢扁平材的技术要求。
钢种和质量及品质在表2~表4中给出(化学成分)和表5~表7(机械特性)和6.3中给出的调质条件的供给。
本标准中指定的钢可用于钢种S460、S500、S550、S620和S690的最小公称厚度为3mm,最大公称厚度≤150mm的热轧板生产,淬火和回火后的钢指定的最小屈服强度是460MPa1)到960 MPa1)2 标准参考标准下列参考标准是该标准用途所必须的。
关于过时的参考标准,只用于版本引用的用途。
关于更新的参考标准,采用最新的参考标准版本(包括任何修订)。
2.1 基础标准EN 1011-2 焊接– 金属材料焊接的建议– 第2部分:铁素体钢电弧焊接的建议EN 10020:2000 钢种的定义和分类EN 10025-1:2004 结构钢热轧产品– 第1部分:总交货技术条件EN 10027-1 钢的命名体系–第1部分:钢名称、符号EN 10027-2 钢的命名体系–第2部分:钢号EN 10163-1 热轧钢板、宽扁平材和型钢表面条件的交货要求– 第1部分:总要求。
EN 10163-2 热轧钢板、宽扁平材和型钢表面条件的交货要求– 第2部分:板材和宽扁平材EN 10164 厚度方向性能钢产品–交货技术条件CR 10260 钢产品名称体系–增加的符号2.2 尺寸和公差标准(见7.7.1)EN 10029 3mm或以上厚度热轧钢板–尺寸和形状及质量公差EN 10048 热轧窄带钢– 尺寸和形状公差EN 10051 非合金钢和合金钢的连续热轧无镀层钢板、薄板和带钢– 尺寸和形状公差EN 10162冷轧型钢–交货技术条件– 尺寸和断面公差。
EN10025-1
1 部分:概述(ISO 17642-1:2004) EN ISO 17642-2 金属材料焊缝的破坏性试验 – 焊缝的冷裂试验 – 电弧焊接工艺 – 第
2 部分:自限制试验(ISO 17642-2:2004) EN ISO 17642-3 金属材料焊缝的破坏性试验 – 焊缝的冷裂试验 – 电弧焊接工艺 – 第
结构钢热轧产品
EN 10025:2004
第 3 部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件。 第 4 部分:热机械轧制焊接用细晶粒结构钢交货技术条件。 第 5 部分:改进型耐大气腐蚀结构钢交货技术条件。 第 6 部分:调质高屈服强度结构钢扁平材产品交货技术条件。 关于与 EU 建筑产品目录(89/106/EEC)的关系,见资料附件 ZA 的内容,这是本标准的 组成部分。 1 范围 1.1 本标准规定了除结构空心型材和管线外的热轧结构钢扁平材和长材(见条款 3)的要求。 本标准第 1 部分规定了总的交货条件。 在下列部分中给出了结构钢的特殊要求: 第 2 部分:非合金结构钢交货技术条件。 第 3 部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件。 第 4 部分:热机械轧制焊接用细晶粒结构钢交货技术条件。 第 5 部分:改进型耐大气腐蚀结构钢交货技术条件。 第 6 部分:调质高屈服强度结构钢扁平材产品交货技术条件。 本标准中规定的钢可被用于焊接、螺栓和铆接结构。 1.2 本标准不适用于文献中列出的标准和标准草案的涂层产品或一般结构用途的钢产品。 2 标准参考标准 下列参考标准是本标准所必须的。关于过时的参考标准,只用于版本引用的用途。关于更 新的参考标准,采用最新的参考标准版本(包括任何修订)。 2.1 基础标准 EN 10020:2000 钢种的定义和分类 EN 10021:1993 钢铁产品总的交货技术要求 EN 10025-2:2004 结构钢热轧产品–第 2 部分:非合金结构钢交货技术条件 EN 10025-3:2004 结构钢热轧产品–第 3 部分:正火/正火轧制焊接用细晶粒结构钢交货技 术条件 EN 10025-4:2004 结构钢热轧产品–第 4 部分:热机械轧制焊接用细晶粒结构钢交货技术 条件 EN 10025-5:2004 结构钢热轧产品–第 5 部分:改进型耐大气腐蚀结构钢交货技术条件 EN EN 10025-6:2004 结构钢热轧产品–第 6 部分:调质高屈服强度结构钢扁平材产品交货技 术条件 EN 10027-1 钢的命名体系–第 1 部分:钢名称、符号 EN 10027-2 钢的命名体系–第 2 部分:钢号 EN 10052:1993 钢铁产品热处理术语 EN 10079:1992 钢产品定义
EN 10025-3-2004(中文)
结构钢热轧产品第3部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件EN 10025-3:2004BS EN 10025-3:2004与BS EN 10025-1:2004及BS EN 10025-4:2004一起取BS EN 10113-1:1993;BS EN 10025-3:2004与BS EN 10025-1:2004一起取代BS EN 10113-2:1993。
该标准其它部分的标题是:第1部分:总交货技术条件第2部分:焊接用热轧细晶粒结构钢–第2部分:正火/正火轧制钢材交货条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第5部分:改进型耐大气腐蚀结构钢交货技术条件第6部分:调质高屈服强度结构钢扁平材产品交货技术条件1 范围该标准第3部分、第1部分除外,规定了正火/正火轧制可焊接的细晶粒结构钢扁平材和长材产品及半成品的交货技术要求,是按表2~表4(化学成份)和表5~表7(机械特性)钢种和质量中厚度≤250mm的钢种S275、S355和S420及厚度≤200mm的钢种S460 。
除EN10025-1:2004钢之外本标准特别指定的钢计划用在如,桥梁、水闸、贮存罐、供水箱等周围使用和低温度的焊接结构的承重部位。
2 标准参考标准下列参考标准是该标准用途所必须的。
关于过时的参考标准,只用于版本引用的用途。
关于更新的参考标准,采用最新的参考标准版本(包括任何修订)。
2.1 基础标准EN 1011-2 焊接–金属材料焊接的建议–第2部分:铁素体钢电弧焊接的建议EN 10020:2000 钢种的定义和分类EN 10025-1:2004 结构钢热轧产品–第1部分:总交货技术条件EN 10027-1 钢的命名体系–第1部分:钢名称、符号EN 10027-2 钢的命名体系–第2部分:钢号EN 10163-1 热轧钢板、宽扁平材和型钢表面条件的交货要求–第1部分:总要求EN 10163-2 热轧钢板、宽扁平材和型钢表面条件的交货要求–第2部分:板材和宽扁平材EN 10163-3 热轧钢板、宽扁平材和型钢表面条件的交货要求–第3部分:型钢EN 10164 厚度方向性能钢产品–交货技术条件EN 10221 热轧棒材和圆钢表面质量分类–交货技术条件CR 10260 钢产品名称体系–增加的符号2.2 尺寸和偏差标准(见7.7.1)EN 10017 拉拔和/或冷轧的棒材–尺寸和偏差EN 10024 热轧锥形凸缘I型钢–形状和尺寸偏差EN 10029 3mm或以上厚度热轧钢板–尺寸和形状及质量偏差EN 10034 I和H型结构钢–形状和尺寸偏差EN 10048 热轧窄带钢–尺寸和形状偏差EN 10051 非合金钢和合金钢的连续热轧无镀层钢板、薄板和带钢–尺寸和形状偏差EN 10055 带圆弧根和底的热轧等凸缘丁字钢–尺寸和形状及尺寸偏差EN 10056-1 结构用等边和不等边角–第1部分:尺寸EN 10056-2 结构用等边和不等边角–第2部分:形状和尺寸偏差EN 10058一般用热轧扁平钢棒材–尺寸和形状及尺寸偏差EN 10059一般用热轧方形钢棒材–尺寸和形状及尺寸偏差EN 10060一般用热轧圆钢棒材–尺寸和形状及尺寸偏差EN 10061一般用热轧六角形钢棒材–尺寸和形状及尺寸偏差EN 10067热轧球扁钢–尺寸、形状及质量偏差。
EN10025-2
结构钢热轧产品第2部分:非合金结构钢交货技术条件EN 10025-2:2004代替EN 10025:1990该标准取代EN 10025:1990 + A1:1993 非合金结构钢热轧产品–交货技术条件。
该欧洲标准其它部分的标题是:第1部分:总交货技术条件第3部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第5部分:改进型耐大气腐蚀结构钢交货技术条件第6部分:调质高屈服强度结构钢扁平材产品交货技术条件1 范围该标准第2部分,第1部分除外,规定了扁平材和长材产品及半成品的交货技术条件,是按表2~表6(化学成份)和表7~表9(机械性能)中给出的钢种和品种按6.3中给出的交货条件进一步处理热轧的非合金钢的扁平和长材产品。
在该标准中也规定了3种设计的钢种(见表3和5)(化学成份)和表8(机械特性)。
该标准不适用于空心结构钢和钢管(见EN 10210-1和EN 10219-1)。
对于钢种为S450J0的长材产品,交货技术条件适用于3mm~ 150mm的厚度。
对于所有其它钢种和品种的扁平材和长材产品,交货技术条件适用于≤ 250mm的厚度。
除了J2和K2品种的扁平材产品外,交货技术条件适用于≤ 400mm的厚度。
由S185、E295、E335和E360钢种制造的产品不能标上CE标记。
在本部分中规定的钢不能进行加热处理,在交货条件+N中交货的产品除外。
允许应力释放退火(参见EN 10025-1:2004中7.3.1.1中的注)。
在+N条件中交货的产品可在交货后热成形和/或正火(见条款3)。
注1:按本标准将半成品轧制成成品的产品将在询价和订货时达成特殊协议。
也可在订货时对化学成份达成协议,然而值应在表2和3中规定的范围内。
注2:对于某些钢种和产品形式,在询价和订货时可规定特殊用途的适用性(见7.4.2、7.4.3和表10)。
2 标准参考标准下列参考标准是该标准用途所必须的。
EN_10025-5-2004(中文)
EN 10164 厚度方向性能钢产品–交货技术条件 EN 10221 热轧棒材和圆钢表面质量分类 –交货技术条件 CR 10260 钢产品名称体系–增加的符号 2.2 尺寸和公差标准(见 7.7.1) EN 10017 拉拔和/或冷轧的棒材–尺寸和公差 EN 10024 热轧锥形凸缘 I 型钢–形状和尺寸公差 EN 10029 3mm 或以上厚度热轧钢板–尺寸和形状及质量公差 EN 10034 I 和 H 型结构钢–形状和尺寸公差 EN 10048 热轧窄带钢 – 尺寸和形状公差 EN 10051 非合金钢和合金钢的连续热轧无镀层钢板、薄板和带钢 – 尺寸和形状公差 EN 10055 带圆弧根和底的热轧等凸缘丁字钢 – 尺寸和形状及尺寸公差 EN 10056-1 结构用等边和不等边角– 第 1 部分:尺寸 EN 10056-2 结构用等边和不等边角– 第 2 部分:形状和尺寸公差 EN 10058 一般用热轧扁平钢棒材 – 尺寸和形状及尺寸公差 EN 10059 一般用热轧方形钢棒材 – 尺寸和形状及尺寸公差 EN 10060 一般用热轧圆钢棒材 – 尺寸和形状及尺寸公差 EN 10061 一般用热轧六角形钢棒材 – 尺寸和形状及尺寸公差 EN 10067 热轧球扁钢 – 尺寸、形状及质量公差 EN 10162 冷轧型钢 –交货技术条件 – 尺寸和断面公差 EN 10279 热轧槽钢 – 形状、尺寸和质量公差 2.3 试验标准 EN 10160 等于或大于 6mm 厚的扁平钢产品的超声检验(反射方法) EN 10306 钢铁 – 有平行凸缘的 H 型和 IPE 梁的超声检验 EN 10308 无损检验 – 棒材超声检验 EN ISO 643 钢 – 表观晶粒度的显微测定方法(ISO 643:2003) 3 术语和定义 本标准引用 EN 10025-1:2004 给出的术语和定义并采用下列内容。 3.1 正火轧制 在一定的温度范围内进行最后变形的轧制工艺,导致一种材料条件等于正火后获得的,所以 机械性能指定的数值在正火后仍然保留。 本交货条件的简短形式是+N。 注:在正火轧制和热机轧制的国际出版物中,可以找到“控制轧制”的表达。然而在条款中 产品不同适用性的区别的观点也是必要的。 3.2 轧制 交货条件排除任何指定轧制和/或热处理条件。
国际焊接工程师(IWE)工艺部分口试
国际焊接工程师(IWE)工艺部分口试工艺部分口试题1、有关焊接方法名称、定义与分类方面国际上标准有那些,其主要内容有那些?2、ISO4063标准的内容是什么,在那些方面有应用?3、可用于火焰切割气焊的可燃气体有那些,各有那些特点?4、氧乙炔火焰有什么特点,有几种火焰形式,以及应用于什么场合?5、有关气焊焊丝的标准是那些,在标准中,用那些指标反应气焊焊丝的焊接性?6、有关焊接填充材料的国际及欧洲标准有那些?各自分别是什么?7、焊接电源怎样分类?焊条电弧焊、TIG、MAG、MIG等焊接方法各用哪种电源?8、焊条电弧焊、TIG、MAG、MIG焊对焊接电源外特性有那些要求?焊接电压和引弧电压为多少?9、焊条药皮的作用?并对比与自保护药芯焊丝(条)的区别。
10、论述“R”“B”“A”“C”型焊条的突出特点?11、对比焊条电弧焊填充材料标准ISO2560-A(EN499)ISO18275-A(EN757)ISO3581-A(EN1600)在标记方面的区别?12、TIG焊时,正、负极方面有什么不同?直流正极性、负极性、交流焊接时分别适用那些材料?13、介绍ISO14175(EN439)的标准的主要内容。
不同种类气体的主要特性,及焊接不同材料时使用那些气体保护,以及对焊接熔深等带来的影响?14、MAG、MIG焊中,何种条件下使用何种过渡形式?15、脉冲MAG、MIG焊优缺点?16、如何选择MAG、MIG焊的干伸长度,干伸长度过短、过长的影响?17、埋弧焊中,并列双丝、纵列双丝、带极、窄间隙埋弧焊的优点?18、ΔU、ΔI调节的基本原理,及其作用?19、热喷涂的方法有那些,各自特点?20、堆焊时常用的合金系统有那些?21、与连接焊比较堆焊有何特点?与热喷涂比较堆焊有何特点?22、埋弧焊常用的焊接板厚,位置及填充材料?23、右焊法(气焊)特点及适应性?24、DIN1910的具体内容?25、CO2有几种过渡形式?26、S355、S460、S690可选择的焊材?27、CO2、Ar保护焊对焊缝形态影响?28、焊条电弧焊的原理与埋弧焊有何不同?29、塑料焊原理?30、塑料的分类及可焊的塑料种类?31、塑料可用的焊接方法?典型规范是什么?32、点焊时,考虑抗扭强度及分流作用,如何选择焊点数?33、哪种堆焊方法的稀释率低一些?34、何种材料可以进行火焰切割,何种切割方法可以实现熔化切割?工艺部分口试题答案1、ISO4063 焊接方法的数字标记DIN1910 焊接方法的分类、定义、名称,主要T1、T2、T4、T5。
EN10025-5:2004《结构钢热轧产品第5部分:改进型耐大气腐蚀结构钢交货技术条件》课案
结构钢热轧产品第5部分:改进型耐大气腐蚀结构钢交货技术条件BS EN 10025-5:2004BS EN 10025-5:2004与BS EN 10025-1:2004一起取代BS EN 10155:1993。
第1部分:总交货技术条件第2部分:非合金结构钢交货技术条件第3部分:正火/正火轧制可焊接细晶粒结构钢交货技术条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第6部分:淬火和回火高屈服强度结构钢扁平材产品交货技术条件1 范围该标准第5部分,第1部分除外,规定了热轧改进型耐大气腐蚀结构钢扁平材和长材产品及半成品的技术要求,按表2~表3(化学成份)和表4~表5(力学性能)在6.3中给出的通常的交货条件。
本标准中特别指定的钢种和质量中关于产品的厚度在表1中给出。
除EN10025-1:2004钢之外,本标准特别指定的钢计划用在环境温度中抗空气腐蚀的焊接、栓接及铆接。
(从属于7.4.1的限制说明)。
第5部分中指定的钢并不为热处理而设计,除非交货条件中的产品交货+N 重点减轻退火被允许(同样参见EN 10025-1:2004中7.3.1.1的注解)。
+N条件下的交货产品在交货后应该能被热加工及/或标准化(见条款3)。
2 标准参考标准下列参考标准是本标准用途所必须的。
关于过时的参考标准,只用于版本引用的用途。
关于更新的参考标准,采用最新的参考标准版本(包括任何修订)。
2.1 基础标准EN 1011-2 焊接–金属材料焊接的建议–第2部分:铁素体钢电弧焊接的建议EN 10020:2000 钢种的定义和分类EN 10025-1:2004 结构钢热轧产品–第1部分:总交货技术条件EN 10027-1 钢的命名体系–第1部分:钢名称、符号EN 10027-2 钢的命名体系–第2部分:钢号EN 10163-1 热轧钢板、宽扁平材和型钢表面条件的交货要求–第1部分:总要求。
EN 10163-2 热轧钢板、宽扁平材和型钢表面条件的交货要求–第2部分:板材和宽扁平材EN 10163-3 热轧钢板、宽扁平材和型钢表面条件的交货要求–第3部分:型钢EN 10164 厚度方向性能钢产品–交货技术条件EN 10221 热轧棒材和圆钢表面质量分类–交货技术条件CR 10260 钢产品名称体系–增加的符号2.2 尺寸和偏差标准(见7.7.1)EN 10017 拉拔和/或冷轧的棒材–尺寸和偏差EN 10024 热轧锥形凸缘I型钢–形状和尺寸偏差EN 10029 3mm或以上厚度热轧钢板–尺寸和形状及质量偏差EN 10034 I和H型结构钢–形状和尺寸偏差EN 10048 热轧窄带钢–尺寸和形状偏差EN 10051 非合金钢和合金钢的连续热轧无镀层钢板、薄板和带钢–尺寸和形状偏差EN 10055 带圆弧根和底的热轧等凸缘丁字钢–尺寸和形状及尺寸偏差EN 10056-1 结构用等边和不等边角–第1部分:尺寸EN 10056-2 结构用等边和不等边角–第2部分:形状和尺寸偏差EN 10058一般用热轧扁平钢棒材–尺寸和形状及尺寸偏差EN 10059一般用热轧方形钢棒材–尺寸和形状及尺寸偏差EN 10060一般用热轧圆钢棒材–尺寸和形状及尺寸偏差EN 10061一般用热轧六角形钢棒材–尺寸和形状及尺寸偏差EN 10067热轧球扁钢–尺寸、形状及质量偏差EN 10162冷轧型钢–交货技术条件–尺寸和断面偏差EN 10279热轧槽钢–形状、尺寸和质量偏差2.3 试验标准EN 10160 等于或大于6mm厚的扁平钢产品的超声检验(反射方法)EN 10306钢铁–有平行凸缘的H型和IPE梁的超声检验EN 10308无损检验–棒材超声检验EN ISO 643钢–表观晶粒度的显微测定方法(ISO 643:2003)3 术语和定义本标准引用EN 10025-1:2004给出的术语和定义并采用下列内容。
热轧和正火钢的比较
热轧钢PK 正火钢1 热轧和正火钢的成分和性能1)热轧钢强化机理:固溶强化,屈服强度:294~392MPa级,合金系:C-Mn或Mn-Si系,主合金化元素:Mn、Mn-Si,辅合金化元素:V、Nb,达到细化晶粒和沉淀强化的作用使用状态:热轧状态典型钢种:16Mn,组织:细晶铁素体+珠光体一般成分范围:C≤0.2%,Si≤0.55%,Mn≤1.5%,在这个范围内,强度韧性都很好,焊接性也好,但如果C>0.3%,Si>0.6%,Mn>1.6%,焊接性就要大大变差(2)正火钢它的强化途径是:固溶强化+弥散相强化,它是在热轧钢的基础上加上V、Ti、Nb通过形成弥散相来进一步提高强度,所以它的屈服强度要比热轧钢的高。
它的特点是便宜,综合机械性能好。
强化机理:固溶强化+沉淀强化或细晶强化,屈服强度:为343~490MPa ,合金系:C-Mn或Mn-Si ( V、Nb、Ti、Mo )系,主合金化元素:Mn、Mn-Si,辅合金化元素:V、Nb、Ti、Mo (碳化物、氮化物元素),热处理状态:正火,使合金元素以细小的化合物质点从固溶体中充分析出,并同时细化晶粒,提高强度的同时改善塑性、韧性、达到最佳的综合性能典型钢种:15MnVN。
1.正火状态下使用钢除15MnTi外,主要是V、Nb钢。
15MnV、15MnVN。
2正火+回火状态使用的含Mo钢18MnMoNb,3微合金化控轧钢采用微合金化(加入微量Nb、V、Ti ) 和控制轧制技术达到细化晶粒和沉淀强化相结合的效果,同时从冶炼工艺上采取了降C降S,改变夹杂物形态,提高钢的纯度等措施,使钢具有均匀的细晶粒等轴铁素体基体。
X70除加微量Nb、V、Ti 外,还加入Ni、Cr、Cu、Mo。
2焊接性能的分析2.1 对热裂纹的敏感性1)含碳量都较低而含锰量都较高,所以它们的Mn/S比都能达到防止发生热裂纹的要求,具有较好的抗热裂性能。
(2)但当材料成分不合格,或因严重偏析使局部碳、硫含量偏高时Mn/S比就可能低于要求而出现热裂纹。
EN10025-1
欧洲标准热轧结构钢产品第一部分:一般交货技术条件(摘要)EN10025-1:2004本欧洲标准于2004年9月30日被CEN批准。
CEN成员必须遵循CEN/CENELEC 内部规则,该规则在无任何变更的情况下给予该欧洲一种国家标准的资格条件。
到目前为止,有关这类国家标准的最新清单和参考摘要可通过向中心秘书处或任何CEN成员申请获得。
本欧洲标准现有三个正式版本(英文,法文和德文)。
其它任何不同语言的版本是由CEN成员用自己的语言翻译的,并且通报中央秘书处与正式版本有同样的地位。
CEN成员有以下国家的国家标准实体:奥地利、比利时、塞浦路斯、捷克共和国、丹麦、爱沙尼亚、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、拉脱维亚、立陶宛、卢森堡公国、马耳他、荷兰、挪威、波兰、葡萄牙、斯洛伐克,斯洛文尼亚、西班牙、瑞典、瑞士和英国。
359目 录前言1 范围2 引用标准2.1 通用标准2.2 尺寸和偏差标准(见7.7.1)2.3 试验标准3 术语和定义4 分类和牌号4.1 分类4.1.1 主要品种类别4.1.2 级别和品种4.2 牌号5 由需方提供的信息5.1 强制性信息5.2 选择项6 生产工艺6.1 钢生产工艺6.2 脱氧或细化晶粒6.3 交货状态7 要求7.1 通则7.2 化学成分7.3 力学性能7.3.1 通则7.3.2 冲击性能7.3.3 改善了垂直于表面的变形性能7.4 工艺性能7.4.1 焊接性能7.4.2 成形性能7.4.3 热镀锌涂层性能7.4.4 机械加工性能7.5 表面质量7.6 内部无缺陷7.7 尺寸,尺寸和外形偏差,质量8 检验8.1 通则3608.2 检验和检验文件的类型8.3 检验频率8.3.1 样坯8.3.2 试验单元8.3.3 化学成分的验证8.4 具体检验应完成的试验9样坯和试样的制备9.1 化学分析样坯的制备和选择9.2力学试验样坯和试样方向和位置9.2.1 通则9.2.2 样坯的制备9.2.3 试样的制备9.3 样坯和试样的识别10 试验方法10.1 化学分析10.2 力学试验10.2.1 拉伸试验10.2.2 冲击试验10.3 超声波试验10.4 复验11 标志,标签,包装12 申诉13 选择项(见5.2)14 一致性的验证附录A(标准性附录)样坯和试样的位置附录B(标准性附录)一致性的验证B.1通则B.2 制造商进行的最初类型试验B.2.1 通则B.2.2 强化的常规试验B.2.3 附加试验B.2.4 资料B.3 制造商在工厂切到样坯进行的试验B.4 工厂生产控制(FPC)B.4.1 通则B.4.2 设备B.4.3 原材料361B.4.4 产品试验和鉴定B.4.5 不合产品附录C (资料性附录) 符合引用的EURONORMS 的国家标准表(略)附录ZA(资料性附录) 给EU建筑产品指令规定写有名称和来源的欧洲标准条款(略)362前 言本标准(EN10025-1:2004)是由ECISS/TC10“结构钢—牌号和品种”技术委员会制订的,其秘书长由NEN担任。
EN10025-3-2004中文版
4.2 指定牌号---------------------------------------------------------------------------------8 5 购买方应提供的信息--------------------------------------------------------------------8 5.1 必须提供的信息-------------------------------------------------------------------------8 5.2 可选的信息-------------------------------------------------------------------------------9 6 制造工艺------------------------------------------------------------------------------------9 6.1 炼钢工艺---------------------------------------------------------------------------------9 6.2 晶粒组织----------------------------------------------------------------------------------9 6.3 交货条件----------------------------------------------------------------------------------9 7 要求-----------------------------------------------------------------------------------------10 7.1 一般要求---------------------------------------------------------------------------------10 7.2 化学成分---------------------------------------------------------------------------------10 7.3 机械性能---------------------------------------------------------------------------------10 7.3.1 一般要求-------------------------------------------------------------------------------10 7.3.2 冲击性能-------------------------------------------------------------------------------11 7.3.3 表面垂直变形的性能改进-----------------------------------------------------------11 7.4 工艺性能----------------------------------------------------------------------------------11 7.4.1 焊接性-----------------------------------------------------------------------------------11 7.4.2 可成形性.--------------------------------------------------------------------------------11 7.4.3 热浸镀锌适用性-----------------------------------------------------------------------12 7.4.4 加工性能--------------------------------------------------------------------------------13 7.5 表面特性----------------------------------------------------------------------------------13 7.5.1 带材--------------------------------------------------------------------------------------13 7.5.2 板材及宽扁材--------------------------------------------------------------------------13 7.5.3 型材--------------------------------------------------------------------------------------13 7.5.4 棒材及线材-----------------------------------------------------------------------------13 7.6 内部质量----------------------------------------------------------------------------------13 7.7 尺寸,尺寸和形状公差及质量-------------------------------------------------------14 8 检验----------------------------------------------------------------------------------------14 8.1 一般规定----------------------------------------------------------------------------------14
Q420NB正火、正火轧制钢板
Q420NB低合金高强度结构钢
1.Q420NB简介
Q420NB执行标准:GB/T1591-2018《低合金高强度结构钢》。
与原标准GB/T1591-2008对应。
Q420NB钢板交货状态为正火或正火轧制。
Q420NB钢板最小上屈服强度为420MPa。
Q420NB钢板适应于电力铁塔、各类起重吊车、重型汽车、石油井架、高温风机、大型电铲、自卸车及钻机、煤矿液压支架、钢结构等。
2.Q420NB牌号表示方法
钢的牌号由代表屈服强度“屈”字的汉语拼音首字母Q、规定的最小上屈服强度数值、交货状态代号、质量等级符号四个部分组成。
示例:Q420NB。
其中:
Q ———钢的屈服强度的“屈”字汉语拼音的首字母;
420———规定的最小上屈服强度数值,单位为兆帕(MPa);
N ———交货状态为正火或正火轧制;
B———质量等级为B级。
当需方要求钢板具有厚度方向性能时,则在上述规定的牌号后加上代表厚度方向(Z向)性能级别的符号,如:Q420NBZ25。
3.Q420NB尺寸、外形、重量及允许偏差
Q420NB钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定,具体精度类别应在合同注明。
4.Q420NB交货状态
Q420NB钢板以正火或正火轧制状态交货。
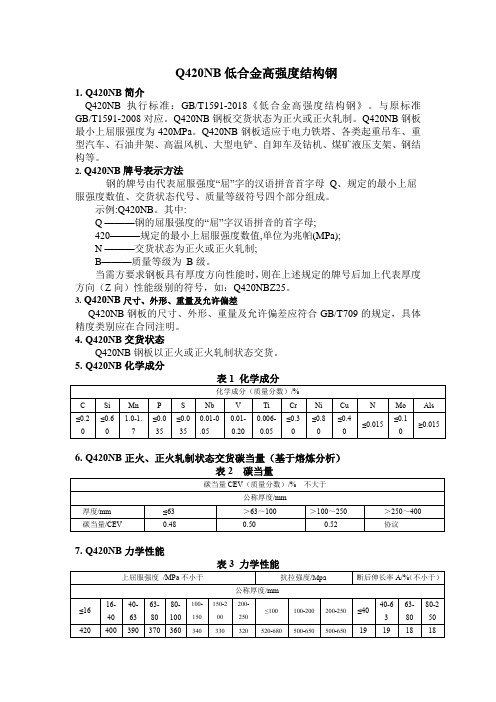
5.Q420NB化学成分
6.Q420NB正火、正火轧制状态交货碳当量(基于熔炼分析)
7.Q420NB力学性能
度;良好的冷成型性能和焊接性能;具有较高的抗腐蚀性能和一定的耐磨性能。
Q420NB钢板适应于电力铁塔、各类起重吊车、重型汽车、石油井架、高温风机、大型电铲、自卸车及钻机、煤矿液压支架、钢结构等。