JIS B 8923-English-工业小脚轮
机械类HS编码汇总
第 1 页,共 108 页
2013年最新海关商品编码 2013年1月2日更新 海关编码 8109200010 8109200090 81093000 8109900010 8109900090 81101010 81101020 81102000 81109000 8111001010 8111001090 81110090 81121200 81121300 81121900 81122100 81122200 81122900 81125100 81125200 81125900 8112921010 8112921090 8112922001 8112922010 8112922090 8112923001 8112923002 8112923090 8112924010 8112924090 8112929011 8112929019 8112929091 8112929099 81129910 8112992001 8112992090 81129930 81129940 8112999010 8112999090 8113001010 8113001090 8113009010 8113009090 8201100010 8201100090 8201300010 8201300090 8201400010 8201400090 8201500010 8201500090 8201600010 8201600090 8201901010 8201901090 8201909010 8201909090 82021000 82022010 82022090 82023100 82023910 82023990 82024000 82029110 82029190 82029910 82029990 82031000 海关商品名称 颗粒<500μ m的锆及其合金 其他未锻轧锆;粉末 锆废碎料 锆管 其他锻轧锆及锆制品 未锻轧锑 锑粉末 锑废碎料 其他锑及锑制品 锰废碎料 未锻轧锰;粉末 其他锰及制品 未锻轧铍、铍粉末 铍废碎料 其他铍及其制品 未锻轧铬;铬粉末 铬废碎料 其他铬及其制品 未锻轧铊;铊粉末 铊废碎料 其他铊及其制品 未锻轧锗废碎料 未锻轧的锗;锗粉末 未锻轧、废碎料或粉末状的钒氮合 未锻轧的钒废碎料 未锻轧的钒;钒粉末 未锻轧的铟 铟粉末 未锻轧铟废碎料 铌废碎料 未锻轧的铌;铌粉末 未锻轧的铪废碎料 未锻轧的铪;粉末 未锻轧的镓、铼废碎料 未锻轧的镓、铼;粉末 其他锗及其制品 其他钒氮合金 其他钒及其制品 锻轧的铟及其制品 锻轧的铌及其制品 锻轧的铪及其制品 锻轧的镓、铼及其制品 颗粒或粉末状碳化钨废碎料 颗粒或粉末状其他金属陶瓷及其制 其他碳化钨废碎料,颗粒或粉末除 其他金属陶瓷及其制品,颗粒或粉 含植物性材料的锹及铲 其他锹及铲 含植物性材料的镐、锄、耙 其他镐、锄、耙 含植物性材料的砍伐工具 其他斧子、钩刀及类似砍伐工具 含植物性材料的单手操作农用剪( 其他修枝剪等单手操作农用剪(包 含植物性材料的双手操作农用剪 其他修枝等双手操作农用剪 含植物性材料的农业、园艺、林业 其他农业、园艺、林业用叉 含植物性材料的农业、园艺、林业 其他农业、园艺、林业用手工工具 手工锯 双金属带锯条 其他带锯片 带有钢制工作部件的圆锯片 带有天然或合成金刚石、立方氮化 其他圆锯片,包括部件 链锯片 加工金属用的机械锯的直锯片 加工金属用的非机械锯的直锯片 机械锯用的其他锯片 非机械锯用的其他锯片 钢锉、木锉及类似工具
模具用

地角螺栓
angle shearing machine
角材剪切机
decoiling device / uncoiler
safe load
安全载重
safety cover / safety guard / debris guard
安全罩
safety control
安全管理
safety clearance
油みぞ
oil groove
油焼き入れ
oil quenching / oil hardening
油を取り除く
de-grease
あふれ
overflow
粗い
rough
あらかじめ圧縮応力を与える pre-stressed
Chinese 压入 压入冲压机 上部工作台
厚度 压力 压力计 压力源 压力中心 压力加油 压力调整块
糸面取り
small chamfer
铸件减重
鋳抜
鋳抜穴 鋳肌面の粗度
cast out / notched hole / core /core pocket / cored opening
铸件减重孔
cast in hole / core / cored hole
铸件表面粗糙度
molding finish
pressure lubrication
圧力調整ブロック
a block to adjust pressure
圧力調整弁
pressure regulating valve / pressure regulator valve
圧力パッド
pressure pad
圧力比
pressure ratio
当て板
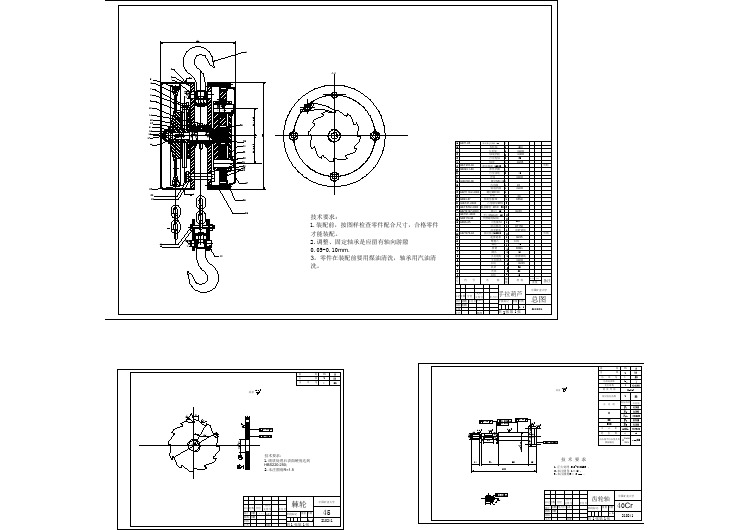
手拉电动葫芦0.5T设计图纸
塑胶模具英文 术语

模芯Parting Core局部视图Partial View冷料# Cold Slag线切割Wire E.D.M轮廊Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leaderd Pin镶件Mold Insert加硬Harden唧嘴Sprue设计筒图Design Preliminary名称块表Title Block版本标识Revision Level材料清单Stock List制模Build Mold手动滑块Hand Slide漏水测试Leak Test流道排气Runner Vents抛光Draw Polish侧抽芯Side Action加强筋Reinforcing三角撑Gusset柱子Bossed出模斜度Draft外廊Contour落单会议Kick-Off Meeting装卸孔Handling Hole运输安全带Moldstrap码模槽Clamp Slot撑头Support Pillar螺牙1/2-13 Eye Bolt 1/2-13Tap 导柱位Leader Pin Location耐落胶Teflon Paste偏移量Offset水塞Water Line Plug撬模脚Ppy Slot重新加工Reworked配件Components补偿Compensation平面度Parallel倒角Chamfer模胚Mold Base热嘴Hotnozzle火花机Edm熔接线Weildline压机Press晒纹Texturing梯形Trapezoid凸缘、法兰Flange方铁Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate后模镶针Core Pin拉圾钉Stop Pin有托顶针Shoulder Ejector Pin顶针板导套Guided Ejection Bushing 针板导柱Guided Ejection Leader Pin唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速项Accelerated Ejector客户Client产品名Part Name产品编号Part No缩水Shrinkage版本Rev模胚Mold Base下模镶件Core Block上模镶件Cavity Block小镶件Sub-Insert下模小镶件Core Sub-Insert上模小镶件Cavity Sub-Insert行位Slide行位镶件Slide Insert压条Gib压紧块(铲机)Jaw硬片(摩擦片)Wear Plate水口铁Runner Bar上模水口铁Upper Runner Bar下模水口铁Lower Runner Bar弹簧Spring水口勾针Sprue Puller Pin顶针Ejector Pin撑头Support Pillar直身锁Side Lock斜度锁Interlock锁模板Safety Bar‘O’令(密封圈)O'Ring喉塞Plug隔水片Baffle波子螺丝(行位定位螺丝)Ball-Catch 斜顶Lifter控制开关Switch回针Return Pin斜导柱Angle Pin推板Stripper PlateA’板A'PlateB’板B'Plate方铁(垫铁)Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate垃圾钉Stop Pin有托顶针Shoulder Ejector Pin顶针板导套Guided Ejection Bushing针板导柱Guided Ejection Leader Pin唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速顶Accelerated Ejector扁顶Blade出模斜波Draft手动滑块模具Hand Slide-In Type Mold 回针板Backup合模Shutoff空隙槽Clearance Slot导柱及导套Leader Pin Bushing水口拉钩Spuer Puller模框镶件Pocket Insert成型热固性塑胶模具Thermoset Mold 三板模3-Plat Mold分型面Parting Line司筒Ejector Sleeve垫圈Washer熔接线(夹水纹)Weldline吸针Sucker Pin回针板Retainer Plate顶出板Knock -Out Plate电动安全开关Electrical-Safety Switch 脱开Cut Of Position预先决定Preload缓冲器Bumper衬垫Cushion公差Tolerance突然性动作Slam销针Dowel钩槽Gib精磨Finished通框Through Window粘后模Sticking Core粘水口Sticking Sprue夹水纹Weld Line变形Warpage走水不平均Filling Uneven走不齐Short Shot挂成品Part Hanging漏水Water Leakage刮花(擦伤)Galling漏电Ele Leakage困气Air Trapping温度Temperature注塑模Injection Mold入水Gate试板Sampling压力Pressure倒圆Fillet顶棍Ejector顶白Stress Mark粘前模Sticking Cav名称块表Title Block版本标识Revision Level 材料清单Stock List斜导柱(斜边)Angle Pin A板A'plateB板B'plate倒扣Under-Cut披峰Flash缩水Sink Mark氮化Nitride不规则四边形Trapezoid 缩水Shrinkage连续的Consecutive雕刻Engrave出模角Draft分模面Parting Surface擦位Shut-Off(S/0)导套Bushing回针Return Pin加硬Harden唧嘴Sprue设计筒图Design Preliminary丝印Silkprint不干胶Adhesive Sticker导向针Guide Din公差Tolerance线切割Wire-Cut电火花Edm抛光Polishing蚀纹Texture探热针Thermocouple三打螺丝毫(限螺丝)Stripper Bolt 盖板Cover Plate齿轮Gear油唧Hydraulic Cylinder司筒Ejector Sleeve导柱Leader Pin冷料# Cold Slag线切割Wire E.D.M.轮廓Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leader Pin镶件Mold Insert锁定位Lock楔子(铲鸡) Wedge高产量模量High Volume Running Mold 剖面图Cross Section模具结构Mold Construction模芯Parting Core局部视图Partial View热流道Manifold热嘴Hot Nozzle型腔数Cav No模号Mold No胶料Material尺寸Dimension重要尺寸Critical Dimension 雕刻Engrave托司EJ.GUIDE PIN。
CGL英译中

镀锌线设备操作盘英译中入口部分ENTRY AUTO 入口自动PASS1/PASS2 通道1/通道2SHEAR 剪刀SEQUENSE STOP 次序停止LINE MODE 产线模式PRESET 预设HOLD 保持LOW 低速NO.1 FLATTENER 1号平整机ADJUST JACKS ENTRY 入口丝杆调整DISABLE 关闭ENABLE 打开MAGNETIC CONVEYER 磁性带卷器CARY OVER CONVERER 上输送平台WELDER AUX. 焊机辅助设备SIDE GUIDE 边缘导向TOP HAMP ROLL 上积料辊BOTTOM HAMP ROLL 下积料辊WELDER COOLING PUMP 焊机冷却泵NOTCHER 半月剪CLIPPING CUT 多余剪切HEAD TRA VERSE 头板穿过SCRAP CONVEYOR 废料输送带ENTRY START 入口启动WAIT. POS. 等待位置EDGE SEEK 边缘探测HOME POS. 起始位置归位NO.3 DEFLECTOR ROLL &SUPPORT ROLL 3号转向辊和支撑辊NO.1 COIL SKID SHIFT 1号钢卷小车移动NO.1 POR CPC 1号解卷机纠偏仪ENTRY TENSION 入口张力LOOP TENSION 积料架张力OS(OPERATION SIDE)操作侧DS(DRIVE SIDE)驱动侧OUTLINE DRAWING OF OPERATION DESK ENTRY MAIN 入口主控制台简图OPERATION READY 操作准备AUTO SLOW DOWN 自动减速CALL 呼叫CLEANING SECTION 清洗段NAOH FEED PUMP 送碱泵ROLL ADJUST 辊子调节SPRAY PUMP 喷嘴泵ENTRY SPEED 入口速度CENTER SPEED 中央段速度RESET 复位EMERGENCY STOP ALL 全线紧急停止- EMERGENCY STOP ENTRY 入口紧急停止QUICK STOP 快速停止FWD 向前REV 往后INTERLOCK 互锁,连锁POR1-ELA 入口解卷机至入口积料架PR1-ELA 1号夹送辊至入口积料架NO.1 PAY OFF REEL 1号解卷机POR1-PR1 1号解卷机至1号夹送辊EMERGENCY STOP COIL CAR 钢卷台车急停COIL CETER 钢卷中心(对中)DEF. PINCH 转向夹送辊EXTEND 膨胀COLLAPSE 收缩OUT BOARD BEARING 支撑臂TABLE LIFT 导板上下动作TABLE RETRACT 导板缩回CONVERER 磁性带卷器NO.1 ENTRY SHEAR 1号剪刀POR1- SHEAR 1号解卷机至剪刀POR1-DEF. 1号解卷机至转向夹送辊JOG 动一下SHEAR-WAIT POS. 剪刀等待位置SHEAR CYCLE CUT 循环剪切MANU 手动SCRAP PUSHER 废料推进器SCRAP CAR LIFT 废料小车移动JOINER 焊机WELDER 焊机JOINER HYD。
产品目录 英文版

产品目录英文版套筒FERRULE00TF0FERRULE FOR T EFLON HOSE 00018FERRULE FOR SA E 100R7 HOSE 00110-AFERRULE FOR SAE100AT/EN 853 1SN HOSE00210FERRULE FOR SAE 100 R2AT /DIN20 022 2SN00400FERRULE FO R4SP、4SH/12-16、R12/0 6-16 HOSE00401FERRULE FO R 4SH、R12/32 HOSE 00402FERRULE FOR SAE 100R9AT-R12, EN 856-4SP/04-16 HOSE00403FERRULE FOR EN 856-4SP HOSE 00500FERRUEL FOR SAE 100 R5 HOSE 00621INTERLOCK FERRUKE FOR GB/T 10544R13/SAE 100R13/EN856 R1303310FERRULE FOR SAE 100 R2AT/EN 853 2SN HOSE扣压式软管接头SW AGED HOSE FITTING10411METRIC MALE 24°CONE SEAT L.T.DIN 3853.T. ISO 8434-1—DIN 386110511METRIC MALE 24°CONE SEAT H.T.ISO 8434-1—DIN 386110611METRIC MALE 60°CONE SEAT10711GB METRIC MALE 74°CONE 10811METRIC MALE 90°CONE 12211BSPPMALE O-RING12611BSPP MALE 60°CONE SEAT 12611ABSPP MALE DOUBLE USE FOR 60°CONE SEAT OR BONDED SEAL13011-SPBSPT MALE15611NPT MALE16011SAE MALE CONE O-RING ISO 11932-SAE J1926SAE MALE 90°CONE20111METRIC FEMALE MULTISEAL45°METRIC FEMALE MULTISEAL 2019190 °METRIC FEMALE MULTISEAL20211METRIC FEMALE FLAT SEAT 2023130°METRIC FEMALE FLAT SEAT 2024145°METRIC FEMALE FLAT SEAT2029190°METRIC FEMALE FLAT SEAT20411METRIC FEMALE 24°CONE O-RING L.T.DIN 38652044145°METRIC FEMALE 24°CONE O-RING L.T.DIN38652049190°METRIC FEMALE 24°CONE O-RING L.T.ISO 12151-2—DIN3 86520511METRIC FEMALE 24°CONE O-RING H.T.DIN3865 2054145°METRIC FEMALE 24°CONE O-RING H.T.DIN38652059190°METRIC FEMALE 24°CONE O-=RING H.T.DIN3865 20611METRIC FEMALE 60°CONE 2064145°METRIC FEMALE 60°CONE 2069190°METRIC FEMALE 60°CONE20711GB METRIC FEMALE 74°CONE SEAT 2074145°GB METRIC FEMALE 74°CONE SEAT2079190°GB METRIC FEMALE 74°CONE SEAT 22111METRIC FEMALE FLAT SEAT 2023130°METRIC FEMALE FLAT SEAT 2024145°METRIC FEMALE FLAT SEAT2029190°METRIC FEMALE FLAT SEAT 20411METRIC FEMALE 24°CONE O-RING L.T.DIN 38652049190°METRIC FEMALE 24°CONE O-RING L.T.ISO 12151-2—DIN3 86520511METRIC FEMALE 24°CONE O-RING H.T.DIN3865 2054145°METRIC FEMALE 24°CONE O-RING H.T.DIN3865 2059190°METRIC FEMALE 24°CONE O-=RING H.T.DIN386520611METRIC FEMALE 60°CONE 2064145°METRIC FEMALE 60°CONE2069190°METRIC FEMALE 60°CONE 20711GB METRIC FEMALE 74°CONE SEAT 2074145°GB METRIC FEMALE 74°CONE SEAT 2079190°GB METRIC FEMALE 74°CONE SEAT 22111BSPP FEMALE MULISEAL2214145°BSPP FEMALE MULTISEAL 2219190°BSPP FEMALE MULTISEAL 22211BSPP FEMALE FLAT SEAT 2224145°BSPP FEMALE FLAT SEAT 2229190°BBSP FEMALE SEAT 22611BSPP FEMALE 60°CONE 22611-DBSPP FEMALE 60°CONE DOUBLE HEXAGON 22611-SMBSPP FEMALE 60°CONE DOUBLE HEXAGON 2264145°BSPP FEMALE 60°CONE 2269190°BSPP FEMALE 60°CONE 22691-T90°BSPP FEMALE 60°CONE24211ORFS FEMALL FLAT SEAT ISO 12151-1°—SAE J516 2424145°ORFS FEMALE FLAT SEAT ISO12151—SAE J516 2429190°ORFS FEMALE FLAT SEAT ISO 12151-1—SAE J516 26711JIC FEMALE 74°CONESEAT SAR J514 2674145°JIC FEMALE 74°CONE SEAT SAE J514 2679190°JIC FEMALE 74°CONESEAT SAE J514 8739190°SAR FLANGE 3000 PSI87611SAE FLANGE 6000 PSIISO 12151-3—SAE J516 8764145°SAR FLANGE 6000 PSI ISO 12151-3—SAE J51688111JIS FLANGE 8814145°JIS FLANGE 8819190°JIS FLANGE法兰夹FLANGE CLAMPSFLISO 6162-1—SAE J518L-SERI ES SPLITFLANGE CLAMPSFSISO 6162-2—SAE J518S-SER IES SPLITFLANGE CLAMPS。
轮胎行业术语中英文对照
轮胎行业术语中英文对照目录1. 轮胎各部名称.................................................................. .................................................................. 1~ 22. 轮胎基本用语.................................................................. .................................................................. 3~ 73.轮胎安全................................................................ .................................................................... ........ 8~284.制品检查、制品试验................................................................ ...................................................... 29~325.原材料................................................................ .................................................................... ......... 33~376.材料试验/中间制品试验................................................................ ............................................. 38~447.制造工程用语................................................................ ..................................................................45~501.輪胎各部名稱:圖一圖二圖三2.輪胎基本用語說明中文英文Resistance 備胎與輪圈之嵌合力,於胎邊靜態施力以檢測脫座力。
工业脚轮规格(特详细哦)
易得力脚轮电子档翔手机::-807传真:0公司简介易得力脚轮创建于1987年,是一家专业生产脚轮的现代企业,拥有生产基地25000余平方米。
“务实、进步、和谐、共存”的企业理念,采用国际先进的生产检测设备,运用专业的工艺,依托科学管理,致力于开发新产品,不断满足用户需求,提升使用价值。
产品分为通用、精密、专用三大类,现有20多个系列,2000多个规格,广泛用于工业、物流、医疗器械、家具等需要短程不规则移动的领域。
目前服务网络已遍布全国各地及欧美、东南亚等二十多个国家和地区。
公司已通过ISO9001:2000国际质量体系认证、ISO1400环境管理体系认证。
热忱欢迎国外新老朋友携手合作,共创辉煌!1、选择脚轮使用脚轮是为了减轻劳动强度,提高工作效率。
根据应用的方式、条件和要求(方便、省力、耐用)正确的选择适合你的脚轮。
请考虑一下几点:A、承载重量:(1)承载重量计算:T=(E+Z)/M×N:T=每只脚轮承载的重量E=运输工具的重量Z=移动舞台的重量M=轮子有效承载数量(应考虑位置、重量的分布不均的因素)(2)轮子有效承载数量(M)如下图:(3)选择承重时要按最大支撑点处脚轮的承载重量计算。
脚轮支撑点如下图,P为最重支撑点。
2B、灵活性(1)脚轮应灵、轻松并耐用,其转动部位(脚轮转动,轮子滚动)应选用摩擦系数小的材料或经过特殊工艺处理后组装的配件(如滚珠轴承或淬火处理)(2)脚架的偏心距越大月灵活,但承载重量相应降低。
(3)轮子的直径越大推动越省力,并能更好的保护地面。
轮子大比小转动缓慢,不易发热变形,更耐用。
在安装高度允许的条件下尽可能选择大直径的轮子。
C、移动速度:脚轮速度要求:在常温环境下,平坦的地面上,不高于4KM/H,并有一定停歇的工作状态。
D、使用环境:选择时应考虑地面材料、障碍物、残留物或特殊环境(如铁屑、高低温、酸碱性、油液和化学实际以及要求抗静电场所)。
在特殊环境使用的应选择用特殊材料制成的脚轮。
INA FAG轴承样本中文版-推力滚针轴承

876 HR 1
Schaeffler Group Industrial
最小轴向载荷
垫圈的方向 精度
轴承组件的 公差
公差
对于最小轴向载荷 Fa min 必须按照下式计算。
Fa min
=
0.0005 ⋅ C 0a
+
ka
⎛ ⎝⎜
C0a ⋅n 108
⎞2 ⎠⎟
F最a 小min轴向载荷
N
k确a定最小载荷的系数;– ka = 3
HR 1 877
108 074a 108 071c
推力滚针和保持架组件 推力轴承垫圈
Dw
B1
Dc Dc1
Eb Ea
D
d
AXK
AS
尺寸表 · 单位:mm
推力滚针和保持架组件
型号
质量 m
AXK0414-TV
Ϸg 0.7
AXK0515-TV
0.8
AXK0619-TV
1
AXK0821-TV
2
AXK1024
疲劳极限载荷 Cua
N 940
1 070 1 580 1 970 2 500 2 850 3 600 3 950 4 750 5 900 7 100 8 300 11 800 13 300 14 800 20 300 26 500 28 500 26 500 28 000 29 500 30 500 44 500 58 000 63 000 68 000 75 000 79 000 82 000 86 000
极限转速 nG
min–1 21 500 20 600 18 900 17 800 16 900 15 200 13 200 12 100 10 500
德国滚花标准

Knurling TechnologyThe company Hommel + Kellerwas founded in 1926 by the precision technician Jakob Keller and his business partner GeorgHommel. During the first years of its operation, the company specia-lised in the development, manu-facture and sales of measuring instruments. Already in the early stages, the two founders recognized a considerable demand for knurling tools and knurling wheels and consequently focused increasingly on customer orientated product developments and the brand name ZEUS.Today, the dominant part of the business continues to be the development of knurling techno-logy, resulting in continued sales through a long-term strategic marketing focus by the company.Apart from a continuing process of product optimization, providing the user with new and innovative solutions, Hommel + Kellerreinforces its service offerings on all markets.Apart from its core competence in knurling technology, Hommel and Keller’s diversification strategy has led to an expansion of its product portfolio. The product fields marking technology, profile marking technology, wobble broaching and contract manufac-ture constitute an important part of the company’s activities today. Hommel + Keller places great emphasis on a strong partnership with its qualified distributors around the world, but also sup-plies directly to a diversity of indu-stries, such as the high technology industry, the aviation industry or the medical engineering industry.23Our affiliate company …H+K Här-te– und Oberflächentechnik“ has specialised in the treatment of high-quality precision parts. With its full service in electroplating, salt bath and vacuum hardening,H+K offers its customers a profes-sional and economic solution for any requirements in surface treat-ment and hardening. Our aim is to offer all our custo-mers an optimal level of product benefits, product advice and customer service.We therefore place great empha-sis on further education and product training programmes,allowing our staff to keep up to date with the newest marketdevelopments and technologies.We are looking forward to a good cooperation with our partners and customers in the future!Knurling WheelsExperience the broad productrange of high precision ZEUSknurling wheels for form andcut knurling tools.ZEUS: Customer specificsolutions? Rely on us.Page 16 - 23Form Knurling ToolsConvince yourself of the superiorquality of ZEUS form knurlingtools.ZEUS: For all applications theperfect tool.Page 24 - 36Cut Knurling ToolsDiscover best results with ZEUScut knurling tools.ZEUS: For excellent visual qualityknurl profile.Page 37 - 46Special ToolsEconomize with ZEUS specialknurling tools according to yourspecifications.ZEUS: Individuality is our strengthPage 47 - 50Marking ToolsCapture new cost advantages withthe innovative ZEUS marking tools.ZEUS: The best solution for everyapplication.Order our special product cataloguefor ZEUS marking tools today.4Knurling profile (DIN 82)Knurling tool withknurling wheel (DIN 403)RGE 30°milled RKV Tool 131- ...U (KE)Tool 231- ...R (BR30°)Note: Knurling wheels marked with * are not standardizedRAA ( milled)Tool 291- ...M (AA)Tool 311- ...RH 45°(KAA)Tool 131- ...U (Form knurling wheel C) *Tool 131- ...U (Marking roll)Tool 131- ...U (Form knurling wheel HE) *Tool 241- ...M (1 x BL 15°, 1 x BR 15°)Tool 131- ...U (Form knurling wheel E) *Tool 131- ...U (Marking roll)Tool 312 (KAA)Front knurl RAA Form knurl C *Marking Marking RAAForm knurl HVRGE 45°(milled)Form knurl E5678Our experience values for the increase in material diameter through form knurling Knurling profile according to DIN 82:RAA (Profile on work piece)Knurling wheels according to DIN 403:AA (Profile for knurling wheels)RAARBL 30RBR 30Knurling profile according to DIN 82:RGE 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°+ BL 30°(Profile for knurling wheels)RGENOTE: These values are guidelines only. Minor deviations may occur depending on material. Applies only to form knurling.Knurling profile according to DIN 82:RBL 30°/RBR 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°/BL 30°(Profile for knurling wheels)9Cut KnurlingForm KnurlingNOTE: These values are approximate values only.Sufficient cooling and lubrication is necessary to prevent chips from being rolled in and to increase tool life of knurling wheels.10IllustrationPossible manufacturing methodswith knurling wheels according to DIN 403Profile can only be produced in radial tool direction (plunge knurling)Profile can only be produced in axial tool direction (feed knurling)Profile can be produced in axial and radial tool directionWork pieceWork pieceWork pieceKnurling profile RBRKnurling profile RBRKnurling wheel BLKnurling profile RAAKnurling profile RAAKnurling wheel BL swivelled 30°Knurling wheel BR swivelled 30Knurling wheel AA swivelled 30°Work pieceWork pieceWork pieceKnurling profile RBLKnurling profile RBLKnurling wheel BRKnurling wheel AA swivelled 30°Possible manufacturing methodsKnurling wheel AA swivelled 30°Knurling profile RGEWork pieceKnurling wheel AA swivelled 30°Knurling profile RGVWork pieceKnurling wheel GE11Possible manufacturing methods1213Characteristics according to machine typeCNC and conventional – centre height is integratedView xknurling wheel is not fixed above shank front edgecentre height is integratedView xCut Knurling – (swarf removal)Only suitable for some profiles.Axial tool direction only.Allocation of the ZEUS knurling tool type to the knurling profile on the work piece (DIN 82)Note:Knurling profiles marked with x cannot be produced with this tool type or in this machining plane.Conical knurls, certain profiles and markings can only be produced through axial machining with form knurling.14*When cut knurling restrictions apply with regard to profile possibilitiesForm Knurling– (without swarf removal)Suitable for all profiles.Radial and / or axial tool direction.15Knurling Wheels17The Knurling Wheel – DIN 403AA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KEAA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KE20GV 30GV 45°KV21Knurling Wheels DIN 403 – Cut KnurlingAA BL 15°BL 30°BR 15°BR 30°22Please fill in table and send to Hommel + Keller.KAA KBL KBR KGE KGVC DL E FL FRDRPlease fill in table and send to Hommel + Keller.23Form Knurling ToolsKnurling profileon work pieceDIN 82RAA RBL RBR RGE RGV RKE RKVZEUS Knurling Tool No. 130-08/10/12/14/16/20/70/75/80/85/90Application: Form knurling (without swarf removal), Plunge knurling(feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster productionKnurling profile on work piece DIN 82RAARBLRBRRGERGVRKERKVZEUS Knurling Tool No. 131-08/10/12/16Application:Form knurling (without swarf removal), Plunge knurling (feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•Special surface hardening for longer tool life time •Carbide pins:– higher speed rates – faster production – prolonged lifeL = left R = rightKnurling profile on work piece DIN 82RAARBLRBRRGERGVRKERKVZEUS Knurling Tool No. 131-20/25/85/90Application:Form knurling (without swarf removal), Plunge knurling (feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•CNC and conventional •Centre height is integratedFeatures:•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•Special surface hardening for longer tool life time •Carbide pins:– higher speed rates – faster production – prolonged lifeKnurling profileon work pieceDIN 82RAA RBL RBR RGE RGV RKE RKVZEUS Knurling Tool No. 132-08/10/12/16Application:Form knurling (without swarf removal), Plunge knurling(feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling to a shoulderKnurling Wheels:All forms suitableType of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•RAA RBL RBR RGE RGV RKE RKV ZEUS Knurling Tool No. 132-20/25/85/90 Application:Knurling Wheels:Type of Machine:Features:Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 141-08/10/12/16Application:Form knurling (without swarf removal), Plunge and feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling Wheels:RAA – 2 pieces AARGE 30°– 1 piece BL 30°/ 1 piece BR 30°RGE 45°– 1 piece BL 45°/ 1 piece BR 45°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional•Centre height is integratedFeatures:•Modular system – universal knurling toolfor both left and right hand orientation•Easy handing by moving the knurling head to the reverse side•With flexible centering•Knurl pins and pivot pin fixed by a screw –for a quick replacement of knurling wheels / knurling head•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster production– prolonged lifeL +RL +RKnurling profileon work pieceDIN 82RAA RGEForm knurling (without swarf removal),Plunge and feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°RAA – 2 pieces AARGE 30°– 1 piece BL 30°/ 1 piece BR 30°RGE 45°– 1 piece BL 45°/ 1 piece BR 45°•Lathe machines and auto lathes•CNC and conventional•Centre height is integrated•Modular system – universal knurling toolfor both left and right hand orientation•Easy handing by moving the knurling head to the reverse side•With flexible centering•Knurl pins and pivot pin fixed by a screw –for a quick replacement of knurlling wheels/knurling head•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster production– prolonged life32L +RRGE312Knurling profileRGEName:SpindleMaterial:Stainless Steel (1.4104)Knurling profile on component (DIN 82):RAA 0,4Application:Plunge knurling,without swarf removal Speed rate m/min:23Feed rate mm/rev:0,1Machine:Traub TNLTool:Knurling tool 161-12L100404Knurling wheel 10x4x4 P0,4343521No. 1192-12M15066821BHR0519192-15M25060821BHR0520192-20M25060821BHR0520Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 192-12/15/20Application:Form knurling (without swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling to a shoulderKnurling Wheels:RAA – 3 pieces AARGE 30°– 2 pieces BL 30°/ 1 piece BR 30°RGE 45°– 2 pieces BL 45°/ 1 piece BR 45°Type of Machine:•Lathe machines, auto lathes, sliding head auto lathes (screw machines),rotary transfer machines•CNC and conventionalFeatures:•Two working areas by changing the position of the knurl holder– working area 1 = AB1– working area 2 = AB2•Scale for setting the work piece diameter•Fixing screws to set the diameter of the work piece•Available as a spare part: 1 set jaws for Tool No. 291–herewith the tool can be modified to a cut knurling tool•Further shank sizes and shank according to DIN 69880 Iavailable on demand•Low radial pressure on the work piece•– prolonged lifeAB21Bezeichnung:ÜberwurfmutterWerkstoff:Messing (CuZn39Pb3)Rändelprofil am Werkstück (DIN82):RGE 0,8 (30°)Anwendung:Einstich- und Längsrändeln - spanlose Umformung Schnittgeschwindigkeit:82Vorschub:0,08 / 0,18Maschine:Weiser - DrehmaschineEingesetztes Werkzeug:Rändelwerkzeug 141-20M200806Rändelrad BL30°20x8x6 T0,8Rändelrad BR30°20x8x6 T0,835Cut Knurling ToolsKnurling profile on work piece DIN 82RAARBLRBRZEUS Cut Knurling Tool No. 231-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RBR; RBLKnurling Wheels:RAA – 1 piece BL 30°(for 231-L); RAA – 1 piece BR 30°(for 231-R)RBR 30°– Form AA (for 231-R); RBL 30°– Form AA (for 231L)Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Adjustment of the clearance angle with set screws in the shank•Fine adjustment for straight knurling with adjustable knurling head •Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged lifeNo.1231-20L25060821BHR0187231-20R25060821BHR0187231-25L25060821BHR0188231-25R25060821BHR0188231-25L42131621BHR0473231-25R42131621BHR0474Knurling profile (for 231-R)– Form AA (for 231-L)21Name:NutMaterial:Brass (CuZn39Pb3)Knurling profile on work piece (DIN 82):RGE 0,8 (30°)Application:Feed knurling, swarf removal Speed rate m/min:90Feed rate mm/rev:0,14Machine:Gildemeister NEFTool:Knurling tool 240-20M250608Knurling wheel 2xAA 25x6x8 P0,840RGEZEUS Cut Knurling Tool No. 240-16/20Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter – for an even profil depth •Fine adjustment for positioning the cut knurling head •Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged life21Name:RollMaterial:Steel ST56Knurling profile on work piece (DIN 82):RGE 1,6 (30°)Application:Feed knurling, swarf removal Speed rate m/min:71Feed rate mm/rev:0,2Machine:Böhringer V6Tool:Knurling tool 240-40M321316Knurling wheel 2xAA 32x13x16 P1,641ZEUS Cut Knurling Tool No. 240-40/60Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head – for an even profile depthZEUS Cut Knurling Tool No. 241-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head – for an even profile depth•Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged lifeL = leftR = rightNo.1241-16M15040821BHR0439241-20M15040821BHR0012241-25M15040821BHR0441241-20M25060821BHR0029241-25M25060821BHR0363ZEUS Cut Knurling Tool No. 241-16/20/25Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AA /RGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes21Name:NutMaterial:Brass (CuZn39Pb3)Knurling profile on work piece (DIN 82):RGE 0,8 (30°)Application:Feed knurling, swarf removal Speed rate m/min:110Feed rate mm/rev:0,13Machine:OkumaTool:Knurling tool 241-30R250608Knurling wheel 2xAA 25x6x8 P0,844No.1241-30L25060821BHR0145241-30R25060821BHR0146241-40L25060821BHR0147241-40R25060821BHR0148241-50L25060821BHR0149241-50R25060821BHR0150ZEUS Cut Knurling Tool No. 241-30/40/50Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•CNCFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head •Detachable setting aid for optical pre-setting •Connection for coolant•Shank according to DIN 69880 I•Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged life21ZEUS Cut Knurling Tool No. 251-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes •CNC and conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Carbide bushings:– higher speed rates– faster production– prolonged lifeAB21No. 1291-12M10030621BHR0521291-15M15040821BHR0522291-20M15040821BHR0522Special Tools45Name:Windscreen wiper spindleMaterial:C45PbProfile on work piece (DIN82):AA 0,6Application:Plunge knurling – without swarf removalSpeed rate m/min:28Feed rate mm/rev:0,06Machine type:CitizenC16Tool:Knurling tool 311-10Knurling KAA 15x6x4 P0,648Knurling profileon work pieceDIN 82RAA RBR RBL RGE RGVZEUS Knurling Tool No. 311/312Application:Form knurling (without swarf removal),Face knurling, Conical knurlingKnurling Wheels:RAA – 1 piece KAARBR – 1 piece KBLRBL–1 piece KBRRGE 30°/45°– 1 piece KGVRGV 30°/45°– 1 piece KGECustom made knurling wheels – see page 22Type of Machine:•Tool design according to machine requirementsFeatures:•Special surface hardening for longer tool life timefull angle49RBLRBRRGERKVZEUS Knurling Tool No. 330-10/14/16 UApplication:Form knurling (without swarf removal), Internal knurling Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•Conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates – faster production – prolonged lifeName:BoltMaterial:Stainless Steel (1.4305)Knurling profile on work piece (DIN 82):RGE 0,5 (30°)Application:Feed knurling, swarf removalSpeed rate m/min:18Feed rate mm/rev:0,11Machine:Eubama – Rotary transfer machineTool:Knurling tool 391-25Knurling wheel 2xBL30°10x4x4 P0,5Knurling wheel 1xBR30°10x4x4 P0,550Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 391-00Application:Form knurling (without swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling Wheels:RAA – 3 pieces AARGE 30°– 2 pieces BL 30°/ 1 piece BR 30°RGE 45°– 2 pieces BL 45°/ 1 piece BR 45°Type of Machine:•Lathe machines, auto lathes, sliding head auto lathes (screw machines),rotary transfer machines•CNC and conventionalFeatures:•To insert into hand or machine die holder•The die dimensions are in keeping with thoseof standard threading dies•According to customer requirements –Designed according to exact diameter and pitch of the work piece•Low radial pressure on the work piece•Special surface hardening for longer tool life time。
商品归类代码说明(第八十四章五)

商品名称编码附加编码附加序号说明车床⼑架 84661000 - 001 -机床夹头 84661000 - 002 -夹具 84661000 - 003 ⼯具⽤夹头 84661000 - 004 ⼯具⽤夹⼦ 84661000 - 005 ⼯具⽤螺丝攻及钻头的夹套 84661000 - 006 -砂轮架 84661000 - 007 -⾃启式板⽛切头 84661000 - 008 -珩磨机的珩磨头 84661000 - 009 -弹性夹头 84662000 - 001 ⼯件⽤弹性夹头 84662000 - 002 ⼯具⽤⼯夹具 84662000 - 003 -⼯件夹板 84662000 - 004 -⼯件夹具 84662000 - 005 -夹具 84662000 - 006 ⼯件⽤夹钳 84662000 - 007 ⼯具⽤夹圈 84662000 - 008 ⼯件⽤夹头 84662000 - 009 ⼯件⽤夹针 84662000 - 010 ⼯件⽤⾓撑板 84662000 - 011 ⼯具⽤卡具 84662000 - 012 ⼯件⽤卡盘 84662000 - 013 ⼯件⽤卡圈 84662000 - 014 ⼯件⽤卡头 84662000 - 015 ⼯件⽤棱柱夹具 84662000 - 016 ⼯件⽤⽣产夹具 84662000 - 017 ⼯件⽤筒夹 84662000 - 018 ⼯件⽤分度盘 84663000 - 001 -分度头 84663000 - 002 -布轮 84669200 - 001 税号8465所列机器⽤镜头磨轮 84669200 - 002 税号8465所列机器⽤镜头盘 84669200 - 003 税号8465所列机器⽤锯⽚ 84669200 - 004 税号8465所列机器⽤车⼑架 84669300 - 001 税号8456⾄8461所列机器⽤⼑架 84669300 - 002 税号8456⾄8461所列机器⽤导轨 84669300 - 003 税号8456⾄8461所列机器⽤底座 84669300 - 004 税号8456⾄8461所列机器⽤顶针 84669300 - 005 税号8456⾄8461所列机器⽤端盖 84669300 - 006 税号8456⾄8461所列机器⽤风积 84669300 - 007 税号8456⾄8461所列机器⽤风油⽔隔 84669300 - 008 税号8456⾄8461所列机器⽤⼯作台 84669300 - 009 税号8456⾄8461所列机器⽤功放板 84669300 - 010 税号8456⾄8461所列机器⽤滚花模块 84669300 - 011 税号8456⾄8461所列机器⽤连接杆 84669300 - 012 税号8456⾄8461所列机器⽤锣条 84669300 - 013 税号8456⾄8461所列机器⽤磨光碌 84669300 - 014 税号8456⾄8461所列机器⽤磨光轮 84669300 - 015 税号8456⾄8461所列机器⽤⽓缸 84669300 - 016 税号8456⾄8461所列机器⽤凸轮 84669300 - 017 税号8456⾄8461所列机器⽤⽛箱 84669300 - 018 税号8456⾄8461所列机器⽤研磨轮 84669300 - 019 税号8456⾄8461所列机器⽤研磨盘 84669300 - 020 税号8456⾄8461所列机器⽤研磨盘修正板 84669300 - 021 税号8456⾄8461所列机器⽤⽀架 84669300 - 022 税号8456⾄8461所列机器⽤钻轴 84669300 - 023 税号8456⾄8461所列机器⽤冲针 84669400 - 001 税号8462⾄8463所列机器⽤传动盘 84669400 - 002 税号8462⾄8463所列机器⽤导向板 84669400 - 003 税号8462⾄8463所列机器⽤顶针 84669400 - 004 税号8462⾄8463所列机器⽤滑槽 84669400 - 005 税号8462⾄8463所列机器⽤滑道 84669400 - 006 税号8462⾄8463所列机器⽤连接器 84669400 - 007 税号8462⾄8463所列机器⽤前板 84669400 - 008 税号8462⾄8463所列机器⽤压⼒转⼦ 84669400 - 009 税号8462⾄8463所列机器⽤⽓动⼯具 84671100 - 001 旋转式⽓动刻模机 84671100 - 002 旋转式⽓钻 84671100 - 003 旋转式钉枪 84671900 - 001 -⽓动扳⼿ 84671900 - 002 -⽓剪 84671900 - 003 -⼿提式⽓动式油脂枪 84671900 - 004 -冲击钻 84672100 - 001 ⼿提式电动的电动冲击钻 84672100 - 002 ⼿提式电钻 84672100 - 003 ⼿提式⼿电钻 84672100 - 004 -⼿提电钻 84672100 - 005 -⼿提式电动岩钻 84672100 - 006 ⼿提式⼿提式电动钻孔器 84672100 - 007 ⼿提式⼿提式电钻 84672100 - 008 ⼿提式⼿提式钻机 84672100 - 009 电动的⼩⼿电钻 84672100 - 010 -⼿提式电动链锯 84672210 - 001 -电锯 84672290 - 001 ⼿提式电圆锯 84672290 - 002 ⼿提式⼿电锯 84672290 - 003 -⼿提电锯 84672290 - 004 -⼿提式电动圆锯 84672290 - 005 -⼿提式电锯 84672290 - 006 -⼩电锯 84672290 - 007 牧⽥5900打磨机 84672910 - 001 ⼿提式电动的⾓磨机 84672910 - 002 ⼿提式电动的磨光机 84672910 - 003 ⼿提式电动的砂光机 84672910 - 004 ⼿提式电动的砂轮机 84672910 - 005 ⼿提式电动的砂纸机 84672910 - 006 ⼿提式电动的⼿磨机 84672910 - 007 ⼿提式电动的⼿提打磨机 84672910 - 008 电动的⼿提磨机 84672910 - 009 电动的⼿提砂轮机 84672910 - 010 电动的⼿提砂磨机 84672910 - 011 电动的⼿提砂纸机 84672910 - 012 电动的⼿提式电动抛光器 84672910 - 013 -⼿提式电动砂轮磨光机 84672910 - 014 -⼩⼿磨机 84672910 - 015 电动的电刨 84672920 - 001 ⼿提式电动螺丝批 84672990 - 001 ⼿提式电动起⼦ 84672990 - 002 ⼿提式电剪 84672990 - 003 ⼿提式切割机 84672990 - 004 ⼿提式电动⼿提罗机 84672990 - 005 电动的⼿提式电动扳⼿ 84672990 - 006 -⼿提式电动电动锤 84672990 - 007 -⼿提式电动雕刻⼯具 84672990 - 008 -⼿提式电动攻丝器 84672990 - 009 -⼿提式电动混凝⼟振动器 84672990 - 010 -⼿提式电动挤压式铆钉机。
稀土顺丁橡胶在电动自行车胎面胶低滚阻配方中的应用研究

稀土顺丁橡胶在电动自行车胎面胶低滚阻配方中的应用研究轩召民1卢 娜2王 峰11.新东岳集团有限公司 2.青岛科技大学49中国橡胶应用技术APPLIED TECHNOLOGY性能优于BR9000。
(3)屈挠、磨耗、冲击弹性测试胶料的屈挠、磨耗、冲击弹性测试结果见表4。
通过测试,BR ND40屈挠性能、弹性与BR9000基本持平,但磨耗明显优于2.基本配合试验采用BR 的基本检测配方,分别对BR9000和稀土顺丁进行性能对比。
试验配方为:顺丁胶 100.00,氧化锌3.00,工业参比炭黑60.00,硬脂酸 2.00,油 15.00,硫黄 1.50,促进剂TBBS 0.90,合计182.40。
(1)硫化特性表征硫化模量的M H ,稀土顺丁胶BRND40高于顺丁胶BR9000,稀土顺丁胶BR ND40的硫化速度偏快,这与提前完成交联有关。
两种顺丁橡胶的硫化特性见表2。
(2)拉伸测试胶料的拉伸测试结果见表3。
在基本配方中使用稀土顺丁BR ND40比使用顺丁BR9000,拉断伸长率下降4.74%,拉伸强度提升3.81%,300%定伸应力提升8.84%,邵尔A 型硬度上升3.57%。
通过对比,稀土顺丁BR ND40的综合50应用技术APPLIED TECHNOLOGY BR9000,且使用BR ND40后试样外观光滑,好于BR9000。
(4)动态性能测试胶料的动态性能测试结果见表5。
在轮胎行业内,胎面胶60℃时tag δ预测轮胎的滚动阻力,数值越小越好。
测试结果显示,稀土顺丁胶60℃时tag δ明显低于顺丁胶BR9000,表明稀土顺丁胶的滚动阻力降低。
二、实验根据两种顺丁胶的对比结果,在现用胎面胶配方使用稀土顺丁胶BR ND40等量代替顺丁胶BR9000、稀土顺丁胶BR ND40变量进行试验。
1.小配合试验小配合试验结果见表6。
从小配合试验可以看出,与生产配方相比,硫化胶的磨耗指数优于生产配方、弹性提高。
稀土顺丁胶增量配方,60℃时的tag δ值明显下降,说明增加稀土顺丁胶用量可明显提高胎面胶的弹性和耐磨性能,同时有利于提高胎面胶的动态力学性能。
KHG 磨齿斜齿齿轮 - 小原歯车工业(株):KHK标准歯车から

轮
蜗 杆
99.1 191
10.1
19.5
0.10~0.18
0.81
KHG1.5-60R KHG1.5-60L
蜗 轮
114
256
11.6
26.1
0.12~0.20
1.02
KHG1.5-70R KHG1.5-70L
齿
132
343
13.5
35.0
0.12~0.20
1.37
KHG1.5-80R KHG1.5-80L
13.6
12.1
1.39
1.23
0.08~0.16
0.072
KHG1-30R KHG1-30L
&C 小P 齿齿
13.5
12.6
1.37
1.29
0.08~0.16
0.078
KHG1-32R KHG1-32L
轮条
15.1
15.4
1.54
1.57
0.08~0.16
0.088
KHG1-35R KHG1-35L
正 齿 轮
斜
齿
齿
轮
容许转矩 (N・m) 容许转矩 (kgf・m) 弯曲强度 齿面强度 弯曲强度 齿面强度
侧隙 (mm)
质量 (kg)
产品型号
内
7.79
4.98 0.79
0.51
0.08~0.16
0.034
KHG1-20R KHG1-20L
8.92
6.14 0.91
0.63
0.08~0.16
0.037
KHG
磨齒斜齒齒輪
模数 1
G
共通规格
精度等级
JIS N6 级 (JIS B 1702-1: 1998) 旧 JIS 2 级 (JIS B 1702: 1976)
电动辊筒

频繁起动的s和e系列
ø80sp ø113sp ø113ep ø127ep ø130ep ø138ep ø165ep
TM系列的改进型-低温型和无油型
DC
直流电源输入 DC-24V DC-48V
DGBL系列 内置高效直流无刷电机电滚筒
滚筒输送线用电动滚筒(小功率) ø50 ø57 ø60 ø76 皮带输送机用电动滚筒(大功率) ø50 ø57 ø60 ø76 ø80 ø113 ø130
标准外形尺寸图:
DG系列AC交流Ø50
外形 特征
筒体RL尺寸,已经包含 两端封盖厚度6MM
安装尺寸 EL=RL+20mm
总长度 AGL=RL+40mm
电线露出长度 100mm
Ф12mm轴 单面露出20mm 双面铣扁后8mm, 铣扁长度10mm
※注:标准型DG50电滚筒轴露出长度和洗扁尺寸为定量,即Ф12mm轴,单面露出20mm,洗扁后8mm,洗扁长度10mm.
选型时,请适当调整RL的长度,以达到和机架的最佳配合。
型号表示方法:
DG50
AS
3PH380V
265L
10M
X
其他要求
电滚筒代号
类型
电源电压
筒体长度RL 线速度 筒体材料 特殊要求
DG:电动滚筒 50: 直径Φ50mm 壁厚t1.5mm
常规标准型: AS
短版标准型: ASS
积放型:
AU
默认电压频率:50Hz 三相交流电: 3PH220V
◎AS常规标准型
通用型的电动滚筒,功率30w,适用于一般环境,可以连续运转,和间歇运行。扭矩约是ASS型的1.5倍。
◎ BP高扭矩标准型
扭矩可以达到标准型的2倍,可以在小型皮带输送机上作驱动。
皮带轮图纸
φ90±0.27
K
Ø32
3.2
R2
3.2
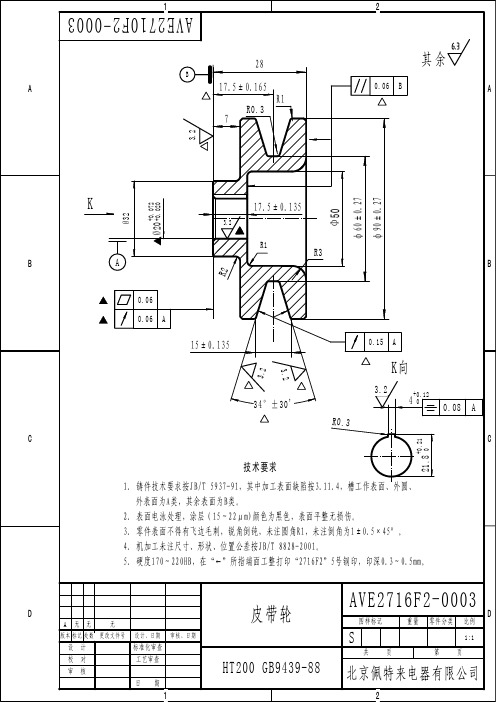
技术要求
1. 铸件技术要求按JB/T 5937-91,其中加工表面缺陷按3.11.4,槽工作表面、外圆、 外表面为A类,其余表面为B类。 2. 表面电泳处理,涂层(15~22μm)颜色为黑色,表面平整无损伤。 3. 零件表面不得有飞边毛刺,锐角倒钝,未注圆角R1,未注倒角为1±0.5×45°。 4. 机加工未注尺寸、形状、位置公差按JB/T 8828-2001。 5. 硬度170~220HB,在“←”所指端面工整打印“2716F2”5号钢印,印深0.3~0.5mm。
其余3200600600632r03008r13430图样标记重量比例北京佩特来电器有限公司版本标记更改文件号设计日期审核日期工艺审查标准化审查零件分类皮带轮ht200gb9439881
1
2
A
φ60±0.27
Ø20 +0.020
+0.0723.2R1BA
0.06 0.06 A
R3
Φ50
17.5±0.135
A
B
15±0.135
3.2
0.15
A
K向
3.2 4
R0.3
+0.12 0
34°±30'
0.08 A C
D
S
共 页 第 页
HT200 GB9439-88
1
北京佩特来电器有限公司
2
D
A 无 无 设 计 校 对 审 核 无
设计、日期 审核、日期 版本 标记 处数 更改文件号
皮带轮
标准化审查 工艺审查 日 期
AVE2716F2-0003
图样标记 重量 零件分类 比例