注塑车间产品点检表
注塑车间机器设备维护保养点检表

设备名称机械手
设备型号
设备编号
123456789101112131415161718192021222324252627282930311运转过程中是否有异响2横走、引拔、上下是否顺畅3夹具组连接是否紧固4夹具组检出感应是否有效5双点组是否需要排水61机器表面除尘2急停开关功能检查31滑块滑轨润滑、加油2电源开关、启动按钮功能31基座固定螺丝检查23担当点检人管
理确认人
√良好异常记录:△有问题可用
○计划维修
×故障不可用
说明中山市大冠电器有限公司注塑车间( )年( )月设备维护保养查检表频率
NO 点检内容上旬中旬下旬
日查检
旬查检
月查检
季度查检
署
名。
注塑机日常点检表

辅助注塑机正常工作
点检人 主管
修理异常记录
评估:是否影响产品质量和正常生产。 是 c
否c
1 机台内外现场5S 看查 机台内外干净整洁无杂物
2
安全门
看查
打开时机器不合模
3 安全防护罩
看查 防护罩完好螺栓紧固无松动
4 模具安装螺栓
扳手
用扳手确认无松动
模具动作
听力 模具动作开闭无异常响动
5 紧急停止开关
制动
停止
6 润滑油油量
看查
警戒线以上
7 烘干炉状态
仪表 设置温度和仪表温度相符
8 冷却系统
注塑机 日 常 点 检 表
设备编号
机台名称
注塑机
设备型号
文件编号
点检月份
2015年
月
点检时间:开机前、设备维修后、模具工装更换后
N O
点检概括
方法
判定标准
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
看查 冷却系统完好畅通,无漏水
9 机器运转
听力
机器运转无明显噪音
10
液压油
看查
液压油警戒线以上
12 液压系统
看查 液压系统无漏油,压力正常
13 液压油油温
仪表
油温标准35~55℃
14
注塑机辅 助设备
①机械手②传送带 ③烘干机④模温机 ⑤动水机⑥温控箱
点 良好
检
√
标 故障不可
识
用
×
有问题可用 △
计划维修 ○
注塑机日常点检表_2

日点检保 养项目
润滑系统
安全门位置
电路开关是否正常
游标是否正常
加热系统偏差值
液压部位是否漏油
电子阀是否正常
周保养项 目
检查油压运作是否正常
清洁机身灰尘和工作台杂物
点检人:
做好机器内的5S
月保养项 活动部位是否正常
目
程序是否正常
点检人: 备注:1、日检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
设备编 号:
确认结果
注塑车间设备日常点检表
时间
设
备保年月日来自1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
保养内容与点检标准
清洁机身灰尘和工作台杂物
马达运转状况
冷却系统是否正常
发热部位运转状况
2、周检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每周六点检。
3、月检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每月28号点检并注明日期。
责任人: 审核:
4、对于漏检或检查与实际不符的给予相关责任人扣1分。
塑胶成型设备日常点检表

1
白班 冷却水确认 进水阀水流 目视
晚班
2
注
下料口温度 确认
60°+/-10°
画面
白班 晚班
塑
3
机
润滑油的确 认
成型机点检 画面
目视
白班 晚班
4
异常声音\ 振动确认
无异响/紧固
模温机油量 确认
安全线以上
目视
白班 晚班
6
模 温 机
运转正常确 认
马达运转、 进出油顺畅
听取
白班 晚班
7
水\油管畅 通及渗漏
各接口无漏油 目视
白班 晚班
8
加热器、输
白班
干燥机运转 送器运转正 目视
常
晚班
9
干 燥 机
异常声音\ 振动确认
无异响/紧固 螺丝无松动
听取
白班 晚班
10
抽料的确认
设定周期内 动作
目视
白班 晚班
11
机
空气压力确 认
5kg+/-1kg
白班 目视
晚班
械
12
手
动作时异音 无异响/紧固
确认
螺丝无松动
听取
白班 晚班
14
5 S
职场、设备 周边清洁
设备周边、 地面清洁无
杂物
目视
白班 晚班
点检担当
白班 晚班
15 记录
成型担当确认
1周/次 白班
异常记录
夜班
备注栏:
注: 正常----0 异常---X 停止----/ 担当人和确认人点检好后统一写上自己的工号/姓名,如有异常一定要在异常备注栏内填写清楚一便于对策,严格遵守
注塑机日常点检表

责任人 设备担当
部门名:
注塑部
设备号: 号机
NO 点检单元
点项目内容
1 发热管 2 盖子 3 感应器 4 螺栓 5 的确认 顶针感应器确认 安装模具的螺栓 循环冷却水管 电缆线 运转动作
判定基准
所设条件±5℃之内 应不留有清洗剂
责任人设备担当点检单元点项目内容判定基准10111213141516171819202122232425262728293031发热管发热管温度表示的确认盖子清洗密封管的确认应不留有清洗剂感应器顶针感应器确认螺栓安装模具的螺栓紧固不松动水管循环冷却水管确认无渗漏电线电缆线无破损扭曲机台运转运转动作无异常异音震动干燥机干燥的温度的表示10干燥机集尘箱的清扫无灰尘堵塞11干燥机空气过滤器排水管应无水12干燥机空气过滤网的清扫无灰尘及污迹13锁模部位锁模部压板导的柱打油应有油膜无污物14马达进气口的清扫无灰尘15安全门前后安全门的清扫打开动作停止解除恢复16非常停止非常停止按钮的作动确认马上停止解除后恢复17螺杆计量螺杆计量稳定无异音逆流18接触器电磁接触器跳动正常点检方法
点检结果:○OK×异常※异常时先记录×,修理OK后再在× 的外围 画个○(如图: ),并在备注栏内记录修理内容,并及时 向上级进行了报告,数据的场合记入数据值。 备注
确认者
文件编号:XS-P-SC-019
版本/版次:B/0
保存期限:一年
退回确认无067警报 紧固不松动 确认无渗漏
无破损、扭曲 无异常、异音、震动
点检 点检 点检
年
月
方法 周期 时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
注塑机设备日常点检表

设备名称 7 8 9 10 11 12 13
注塑机 14 15 16 17 18
时间 19 20 21
月 22 23 24
编号:YC-R-P-6-02-02 25 26 27 28 29 30 31
液压部位是否漏油 电子阀是否正常 检查油压运作是否正常 清洁机身灰尘和工作台杂物 点检人 做好机器内的5s 活动部位是否正常 程序是否正常 点检人 故障原因 保养项目及部位 更换配件维修后状态
1、紧固机械手上下,引拨,横行及旋出入各部件固定螺丝,螺母。紧固上下行程及引进行程调整的挡块,防落气缸固定螺丝。
2、检查基座固定螺丝,确认吸盘,夹具,治具功能以及感应信号是否正常。 1、检查气管是否扭折损伤,气缸调整接头是否正常,是否紧固。
气压回路与各部位连接线
2、对机械手双点组合内的积水排放及油污进行清洗。 3、检查各气管接头或气管有无漏气现象。电源线和信号连接有无损伤,连接线接头是否插牢。 1、测试各部件动作有无异响。
设备保养记录表
部门 时间 确认结果 保养内容与点检标准 清洁机身灰尘和工作台杂物 马达运转状况 日 点 检 保 养 项 目 发热部位运转状况 润滑系统 安全门位置 电路开关是否正常 游标是否正常 点检人 周 点 检 保 养 项 目 月 点 检 保 养 项 目
注塑生产首末件检查表模板

部门
日期
年 月 日时间来自时分班另操作员
品号/品名
模具编号
模穴数
模版号
加工工序
机台号
订单号
批号
检查方式:□新模试模/新产品试生产
一般量产□模具/设备整修□规格变更
格式:口日期章□图号□版本号口商标
□模穴号□模芯号□其他
外观:
尺寸:
综合判定结果:
标准值
量测值
判定
标准值
量测值
判定
1
7
调整/改善对策(NG时):
2
8
3
9
4
10
5
11
6
12
功能:
送验完成时间:
检验员:
核定:
调整(修模)/改善记录:
签名:
说明:1.上表中除“检验员”、“送验完成时间”、“核定”三栏由品管人员填写外,其余各栏由 生产单位填写。
2.填写单据时机:换模生产、修模后再生产、新模试模/新产品、产品之规格变更后生产。
3.换模时由生产单位填写本单,并连同三模产品交由品管人员确认。
QB070009 -05
填表人:
注塑机设备点检表

编号: 点检项目 马达 开关 点检内容 行程开关是否可靠 马达运转是否正常 电磁阀是否可靠 油温低于50度 油池内是否清洁 润滑系统 (油位中 位线以 上,中位 线以下) 液压油高度 润滑油高度 水喉有无漏水流入油池内 油喉有无漏油,压力是否正常 自动润滑系统是否正常 导柱有无拉伤 开锁模 锁模机构是否正常 开模机构是否正常 射台温度 射台 储料是否正常 射胶是否通畅 有无漏料现象 冷却机 5S 点检者 检查者 确认者 冷却水温度 有无漏水现象 设备上下及四周5S是否干净 签字 签字 签字 异常记录 备注 1 2 3 4 设备别____________ 5 6 7 8 9 10 11 12 负责人:A班___________B班___________ 13 14 15 16 17 18 19 20 21 22 23
决 裁 栏
编制
审核
Байду номын сангаас
批准
_______年_______月 24 25 26 27 28 29 30 31
注:1.用"√"表示日保和正常; 2."×"标识有异常情况,应在异常情况记录栏给予记录; 3.未使用空格标示; 4.点检周期(每天/次 早上9:00之前)
注塑设备日常点检表
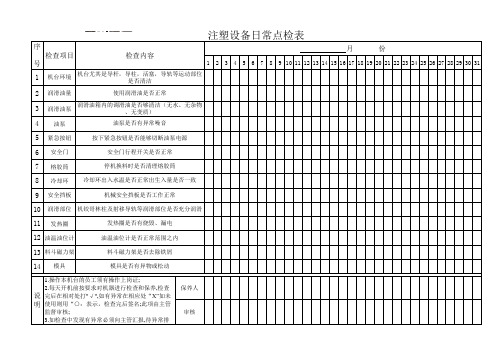
序 检查项目
号
检查内容
月
份
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机台环境
机台尤其是导杆,导柱,活塞,导轨等运动部位 是否清洁
2 润滑油量
使用润滑油是否正常
3
润滑油泵
润滑油箱内的调滑油是否够清洁(无水、无杂物 、无变质)
4 油泵
油泵是否有异常噪音
5 紧急按钮
按下紧急按钮是否能够切断油泵电源
6 安全门
安全门行程开关是否正常
7 榕胶筒
停机换料时是否清理熔胶筒
8 冷却环
冷却环出入水温是否正常出生入量是否一致
9 安全挡板
机械安全挡板是否工作正常
10 润滑部位 机铰哥林柱及射移导轨等润滑部位是否充分润滑
11 发热圈
发热圈是否有烧毁、漏电
12 油温油位计
油温油位计是否正常范围之内
13 料斗磁力架
料斗磁力架是异物或松动
1.操作本机台的员工须有操作上岗证;
2.每天开机前按要求对机器进行检查和保养,检查
说 完后在相对处打"√",如有异常在相应处“X”如未 明 使用则用“○:表示,检查完后签名;此项由主管
监督审核;
3.如检查中发现有异常必须向主管汇报,待异常排
保养人 审核
注塑机点检记录表
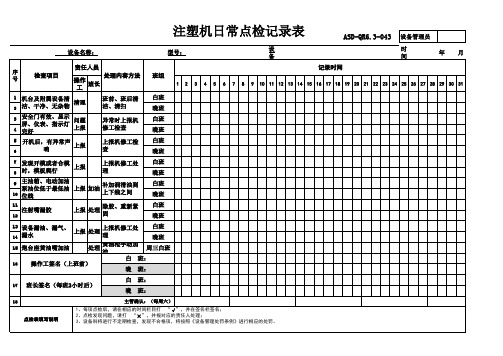
ASD-QR6.3-043 设备管理员
设备名称:
型号:
设 备
时 间
年月
责任人员
记录时间
序 号
检查项目
处理内容方法
操作 工
班长
班组
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
上报
加油
补加润滑油到 上下线之间
11 注射嘴漏胶
12
上报
处理
除胶、重新紧 固
白班 晚班 白班 晚班 白班 晚班
13 14
设备漏油、漏气、 漏水
上报
处理
上报机修工处 理
白班 晚班
15 炮台座黄油嘴加油
处理
黄油枪手动加 油
周三白班
16 操作工签名(上班前)
白 班: 晚 班:
17 班长签名(每班2小时后)
1 2
机台及附属设备清 洁、干净、无杂物
清理
3 4
安全门有效、显示 屏、仪表、指示灯 完好
问题 上报
5 6
开机后,有异常声 响
上报
班前、班后清 洁、清扫
异常时上报机 修工检查
上报机修工检 查
白班 晚班 白班 晚班 白班 晚班
7 8
发现开模或者合模 时,模板爬行
上报
上报机修工处 理
9 10
主油箱、电动加油 泵油位低于最低油 位线
白 班: 晚 班:
18 点检表填写说明
主管确认:(每周六)
1、每项点检后,请在相应的时间栏目打 “√”,并在签名栏签名; 2、点检发现问题,请打 “×”,并报对应的责任人处理; 3、设备科将进行不定期检查,发现不合格项,将按照《设备管理处罚条例》进行相应的处罚。
注塑产品首件检验表

组装上口
尺 组装下口
寸 规
组装左口
格 组 组装右口
装 气密性
标准值及描述
与 管 材 配 合 度
组装后不能有渗水、漏水
五金装配
与要求组装五金配件一致
内外表面
颜色
ห้องสมุดไป่ตู้
水口位(加工平整)
外 观
形变(缩水、变形)
缺胶(缺料)
脱皮、杂质、油污
边缘(披锋、毛刺)
标志
字唛
试验
跌落
班长及主管意见
与《管件外观检验标准》一致
产品字唛字母、数字完整清晰 与管件跌落执行标准一致
注塑车间管件产品首件检验表
日期 送检时间
检验值及描述
品检及主管意见
制造主管意见
1、需执行首件的产品:新开机产品;停机后开机产品;维修机台磨具及设备后开机产品;更换原料、配料、配方 品调试稳定后生产3-5PCS时送检2PCS。 2、由送检人员将需送检的产品数量及表单填写完整后交与组长执行首件检验。 3、从送检时间起半小时内完成首件检验并作实际检验记录后判定,品质人员在送检时间起1小时内完成首件检验
车间管件产品首件检验表
时分 检验值及描述
产品名称 产品规格 单项判定
检验人/时间
模具编号 生产模数 单项判定
确认人/时间
及设备后开机产品;更换原料、配料、配方、厂家后开机产品;超过24小时开机时间产品。开机产
件检验。 质人员在送检时间起1小时内完成首件检验判定。
注塑机日常点检表 (1) (1)

班 夜
班 白
2
马达、油泵等部件正常运转时有无异 常声音振动?
班 夜
班 白
3
手动、半自动运转时各活动部件是否 正常动作?
班 夜
5
模具和机台冷却水是否畅通?各接头 部位是否漏水?
班 夜
班 白
6
检查各活动部位是否活动灵活?机器 是否有漏油现象?
班 夜
班 白
7
检查各辅机(如模温机)工作是否正 常?
班 夜
班 白
故障停机时间(填写时间区间)
班 夜
班
白 班
点检人员(当班负责人或其指定人员)
夜 班
周点检及保养项目
第1周
1 监督执行日点检、保养情况 2 目测油箱及润滑油油量,不得低于警戒线 3 清洁设备各部位的灰尘和污垢
第2周
点检人员(注塑技术员或领班)
设备月利用时间(小时): 1. 每日上班前半小时内完成日点检工作,不使用不做点检。 2. 每周最后一个工作日进行保养。
说明 3. 月实施情况由公司主管在每月1日完成。
4. 需数字记录的必须记录数值。
第3周 第4周 第5周
主要实施项目
月实施情况
1、执行每日、每周点检保养情况
2、清洁设备各部位污垢,向各裸露易生锈部位抹防锈油
3、向各导柱,导套等运动部位涂抹防锈油
4、检查油箱液压油是否低于最低警戒线,是否添加
确认者(公司车间主任)
浙江塑业有限公司
注塑机点检表
v1.0
设备名称: 海天注塑机
设备型号:
T
设备编号:
#
2018 年 8 月
日
序号
点检项目与内容
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
立式注塑机点检表(1)

JL-QR6.3-17(2)
注塑设备日常点检表
设备名称 加压能力 序 号
洁
注塑机 吨(立式) 检查内容
1
设备编号 每分钟行程数
YH-G/SWS00
-GC 月
固定用油 行 程 份
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 机台导杆,导柱,活塞,导轨等运动部位是否清 2 使用润滑油是否正常(无水,无杂物,无变质) 3 机台油泵等马达运转是否正常;是否有异常噪声 4 紧急按纽能不能正常制动 5 安全门行程开关是否正常 6 停机换料时是否清理熔料筒 7 冷却环出入水温及出入水量是否正常 8 机械工作挡板是否正常工作 9 机绞哥林柱及射移导轨等部位润滑是否正常 10 发热圈是否烧坏或漏电 11 油温油位记是否在正常的范围内 12 料斗磁力架是否有去除铁屑 13 模具是否有异物或松动;开合模是否正常
1.操作本机台的员工须有操作上岗证; 2.每天开机前按要求对机器逐一进行检查和保养,检查完后在相对处打"√",如有异常则在相应处“X”,如未使用则“○”表示,检查完后签名;此项由主管 说 监督审核; 明 3.如检查中发现有异常必须向主管汇报,待异常排除后方
注塑产品属性检验记录表

AC/RE(PCS)
抽样计划:S1 AQL=1.0
备注:
签名
表单编号:QP-17-01.2
4:00 ~6:00
6:00 ~8:00
确认
保存期限:3年
产品属性检验记录表(注塑)
版本号:A/0
检验类型:□在线检验
□返工再检
□滚动检验
□其他(说明):
日期/班次:
产品名称/型号
机台号: 产品编号
客户名称: 生产通知单号
整体外观: ①形状端正、饱满②无明显毛刺、黑点、缺料③字体图案
抽样计划: G-1 AQL=1.0
清晰、正确、完整,④无可见的螺纹残缺,⑤盖无明显翘
曲变形,⑥进胶点无明显凸起,⑦烧焦痕,⑧浇口毛刺/拉
丝,⑨无明显可见缩痕、流纹、水/锈痕⑩其他:
垫片牢固度: 盖口朝下快速反复敲击五次,垫片不松不脱
最终判定
XXXX包装有限公司
产品属性检验记录表(注塑)
版检本验号类:型A:/□0 在线检验
□返工再检
□滚动检验
□其他(说明):
日期/班次:
机台号:
客户名称:
产品名称/型号
产品编号
生产通知单号
缺陷描述
生产数量(PCS) 抽样数量(PCS)
抽样 方法
8:00 ~10:00
10:00 ~12:00
不良数(PCS)
12:00 ~2:00
2:00 ~4:00
完整性/管理/卫生:
AC/RE(PCS)
①无可见油污、污渍、异物,②1个或1个以上直径大于
0.5mm的黑点,③或者3个以上直径小于0.5mm黑点,④成
型不完整,⑤引起刮伤的破裂/变形,⑥回收标识/物料标识
注塑工艺参数日常点检表[空白模板]
![注塑工艺参数日常点检表[空白模板]](https://img.taocdn.com/s3/m/fa0ed18a27d3240c8547ef6e.png)
射 出
13 压
14 力
15
第一段 第二段 第三段 第四段 第五段
16 射 17 出 18 位 19 置 20
第一段 第二段 第三段 第四段 第五段
21 保压切换位置
22 射胶限制时间
23 保 第一段
24 压 第二段
25 压 26 力
第三段 第四段
27 保 第一段
28 压 第二段
29 时 30 间
第三段 第四段
2、变更后的参数如有超出范围的,由领班填写参数变更记录,IPQC复核。
注 3、以上工艺参数数据均为成形重要数据,开锁模数据只供参考.
核准:
表
记
单
录
31 储料完成位置
32
螺杆转速
33
背压压力
34 低压保护速度(%)
35 低压保护压力(%)
36
锁模力
37
残留料量
38
冷却时间
39
周期时间
40
干燥温度
41 顶针保护 [有√,无X]
42
前模设定值
43 模 前模实际值
44 温 后模设定值
45
后实际值
点检时间
点检人
确认人(品质)
备 1、参数点检必须全部记录实际值, 每班上班二小时内对参数进行点检一次。
客户 模具编号
序
产品机型 模出数 日期 标准条 机
注塑工艺参数日常点检表
产品名 产品称料
号
原料/型号 机台型号
H颜SF色要 求
号 检查内容
件
A
B
A
B
A
B
A
B
A
B
A
B
A
注塑产品自主检查表
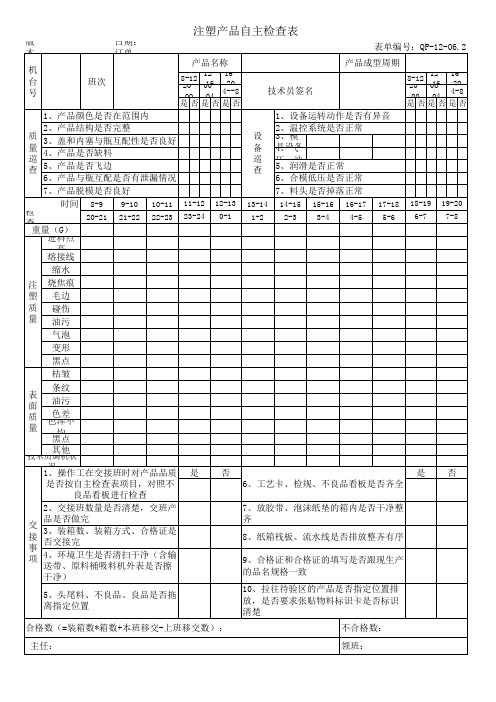
技术员其调机他状
1况、操作工在交接班时对产品品质 是
否
是否
是否按自主检查表项目,对照不
6、工艺卡、检规、不良品看板是否齐全
良品看板进行检查
2、交接班数量是否清楚,交班产
交 接 事
品是否做完 3、装箱数、装箱方式、合格证是 否交接完
项
4、环境卫生是否清扫干净(含输 送带、原料桶吸料机外表是否擦
干净)
7、放胶带、泡沫纸垫的箱内是否干净整 齐
9-10 21-22
10-11 22-23
11-12 23-24
12-13 0-1
13-14 1-2
14-15 2-3
15-16 3-4
16-17 4-5
17-18 5-6
18-19 6-7
19-20 7-8
缩水
注 烧焦痕 塑 毛边
质 碰伤 量 油污
气泡
变形
黑点
桔皱
条纹
表 面
油污
质
色差 色泽不
量 黑均点
8、纸箱栈板、流水线是否排放整齐有序
9、合格证和合格证的填写是否跟现生产 的品名规格一致
5、头尾料、不良品、良品是否拖 离指定位置
10、拉往待验区的产品是否指定位置排 放,是否要求张贴物料标识卡是否标识 清楚
合格数(=装箱数*箱数+本班移交-上班移交数):
不合格数:
主任:
领班:
保 存 期 限 :1 年
质 3、盖和内塞与瓶互配性是否良好
量 巡是否飞边
6、产品与瓶互配是否有泄漏情况
2、温控系统是否正常 设 3、模
备 具 4、设气备
巡 查
压 5、、润油滑是否正常
6、合模低压是否正常
塑料注射成型机日常点检表

设备编号:BZ-JGSB-20
电 器
热电偶
加热器 线路无松脱、完好 油冷却器 开关完好、指示灯亮 计数器 完整、显示正常 脉冲发生器 外形正常 变频器 完整、动作正常 空气开关 完好 油冷却器 无泄漏
自动润滑系 油位、油压、油脂正 统 常,润滑出油正常
机 械
液压元件 气压元件 固定螺丝 固定防护门
无泄漏,供油正常, 油油泵及马达无异响 、异热 动作灵活 无松动、脱落 紧固、无松动
包装部包材基地设备日常点检表
使用部门:包装部包材区域
年
10 11 12 13 14 15 16
巡检负责人:
月
17 18 19 20 21 22 23 24
S-班; D-天;
25 26 27
说明异常情况。 每班检查定为开机点10分钟!
每月10日、25日由当班班长组织设备清洁保养并检查
; W-1 备注
设备清洁保养并检查
包装部包材基
设备名称:塑料注射成型机
编号: BZ/JL-6.3-10
点检项目 操作台柜 指示灯 开关、按钮 电机 点检内容 外壳完整、清洁 显示正确 完好、弹性正常、动 作一致 无异音、异热、异振 动,外形完好 紧固、使用正常 点检 频次 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1 2 3 4 5 6 7 8 9 10
1/S 1/S 1/S 1/S 1/S 1/S 1/S
设备运行时间(分钟) 设备维修时间(分钟) 点检人签字(竖签)
当班检修员签字 专检员签字(当班第一个白班) 当班班长检查签字(当班第二个晚班) 设备管理员查阅签字(附签字日期)
1/S 1/W 2/M 2/M
63.注塑机日常点检表

电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,油箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
异常情况记录
1
8
15
2
9
16
3
10
注塑机
点检月份:年月编号:SZHD-39
设备名称
注塑机
规格型号
设备编号
操作者A
操作者B
操作者C
使用部门
检查日期
点检内容 点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
查方法:看、听、试
2.检查周期:每天。(由车间负责人负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
注塑产品质量隐患排查表
注塑产品质量隐患排查表一、基础信息1. 产品名称:2. 生产批次/日期:3. 生产厂家:4. 规格型号:5. 召回日期(如适用):二、外观检查1. 检查产品表面是否平整,无凹凸、破损或明显的划痕。
2. 检查产品颜色是否均匀,无色差或色斑。
3. 检查产品是否存在异物、杂质或附着物。
4. 检查产品是否存在裂纹、气泡或黑点。
5. 检查产品的标识是否清晰可见,无模糊或模糊不清的情况。
三、尺寸检查1. 检查产品的尺寸是否符合规格要求。
2. 检查产品的壁厚是否均匀,无明显差异。
3. 检查产品的孔径或孔距是否准确,无偏差。
4. 检查产品的嵌入件是否与产品结合紧密,无松动或脱落的情况。
四、物理性能检查1. 检查产品的硬度是否符合要求。
2. 检查产品的拉伸强度和断裂伸长率是否符合标准。
3. 检查产品的耐磨性和耐腐蚀性是否满足要求。
4. 检查产品的耐温性和耐冲击性是否符合规定。
五、功能性检查1. 检查产品的功能是否正常运作。
2. 检查产品的开关、按钮或接口是否灵活可靠。
3. 检查产品的电气性能是否符合标准。
4. 检查产品的防水性和防尘性是否达到要求。
六、安全性检查1. 检查产品是否存在尖锐或锋利的边角。
2. 检查产品的材料是否符合环保要求,无有害物质释放。
3. 检查产品是否存在电击、火灾或爆炸的风险。
4. 检查产品的安全标识是否齐全,无误导性信息。
七、包装检查1. 检查产品的包装是否完好无损。
2. 检查产品的包装是否符合运输要求,无破损或变形。
3. 检查产品的包装标识是否清晰可见,无模糊或模糊不清的情况。
4. 检查产品的包装材料是否符合环保要求,无有害物质释放。
八、其他问题1. 是否存在其他质量问题或用户投诉?2. 是否存在产品召回或停产的情况?3. 是否存在其他相关问题需要记录?以上为注塑产品质量隐患排查表,通过对产品的外观、尺寸、物理性能、功能性、安全性和包装等方面的检查,能够全面了解产品的质量状况,及时发现和解决问题,确保产品的安全和合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间验证结果 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否
验证人签名
备注
江苏东方汽车装饰件总厂
注塑车间产品质量点检表
产品名称 一、产品质量控制图 产品件号 生产数量
二、检验项目 序号 验证项目 1 2 3 4 5 6 7 8 9 10 外观 外观 外观 外观 外观 外观 外观 外观 外观 标识
验证内容 产品是否缺料? 产品表面是否有水丝? 产品表面是否有胶斑? 产品表面是否有冷料痕? 产品表面是否有缩痕? 产品各安装孔是否通畅? 产品表面是否有油斑? 产品是否变形? 产品表面是否碰划伤? 产品模印日期是否正确?