手机电池QC工程图(装外壳)
手机制造QC工艺流程图
合格
标识 物料入库
责任人
•仓库 • IQC、品管、物 料控制
•生产部门 • IQC •仓库
制程品质控制
正常流程
开拉前稽核 首件确认 过程点检 依记录完成报告
ECN控制流程
ECN
问题识别,评估工程变更原因、方 案及执行情况
无效
有效
正确执行
ECN归档
停线通知 停线
异常流程
品质异常 开立CAR
工程、品质、制造检讨
手机制造QC工艺流程图
编辑:顾少鹏
手机生产流程图
来料
1
抽检
贴片
2
锡焊/印刷 芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验 部件锡焊
装配
测试
包装
5
附件
包装
称重
SMT生产工艺流程 (1)
1 2 3 4 5
6 7
SMT生产工艺流程 (2)
8 9 10 11 12
13 14
SMT生产工艺流程 (3)
1 2 3 4 5
包装工艺流程 (2)
6 7 8
品质保证流程图
来料品质控制
1
抽检
贴片
2
锡焊/印刷
芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验
部件锡焊
装配
测试
出货品质保证
5
目测
抽样
制程品质控制
来料品质控制
供应商 来料接收
检查
是
物料接收单
退料单
物料评审小组
不良
检验
QC工程图 (组装)

IQC檢驗報告 IQC檢錄表
系列产品QC工程图
序 号 执行 部门
NO﹕________
工序流程图 工序名称 使用设备 控制程序式指导书 物料名称规格 检测要点 检查方法 检查频率 制定依据 异常处理
1
色差计、目 视、卡尺/ 进料检验 卷尺、拉力 生产领料 計、相关检 验治具、万 用表、LCR 目视、電容 表、万用表 IPQC首件 、放大鏡、 检查 LCR儀、顯 微鏡 A壳加工 装听筒 听筒
來料檢驗管理程序 抽样作业规范 不合格品管理程序 產品檢驗指導書 BOM表、料位表、元 件位置圖 、SMT 贴 装目视检验标准、首 件检查作业规范
按MIL外观、组合 STD性、功能、 目视、测 105E,正 品管部 特性测试、 量、测试 常Ⅱ单次 ROHS 抽样 依SMT 贴装 每批、转 目视、测 目视检验标 机或每日 品質部 量、测试 准 首件
公司標准 行業標准
來料品质异 常聯絡单、 MRB會議申請 表
2
行業標准
糾正預防施 通知單
3
作业指导书
4
装按键
按键
5
6
7
8
9
10
11
12
13
14
15
加工:
检验作业: 作业程序:
修订计事 修订日期 修 者 订
制 定 者 制定日期 页 次
流程符号
流程: 转下页或接上页:@
编号:
产品QC工程图 NO﹕_________
电池包装车间QC工程图

18
测电压内阻仪
已挑选外观合格后电池测电压操作标准书内阻仪电压、内阻测电压操作标准书、测试工艺目测/测量万用表
、内阻仪1次/30分钟
TQC
全检
501
测电压点检
表
★∨∨∨
19
装盒
/已挑选电压
、内阻合格
后电池
装盒操作标准
书
/外观、重量、数量装盒操作标
准书目测/1次/30分钟抽检501/∨∨∨
20
打包打包机、电子称已装好盒电池打包操作标准书/
外观、重量、数量打包操作标准书目测
/1次/30分钟抽检
5
1
/
∨∨∨
外观、尺寸
会签审核日期日期日期日期
∨
为重要工序
编制批准按批次检验抽检GB2828II级AQL:2.5(MIN)0.65(MAJ)IPQC抽检报
表
GB2828s-3级AQL:0.65
★
//
外观、电压、内阻、
成品电池出货检验标准
书
目测测量
内阻仪万用表
21
入库成品检验
/已打包电池。
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
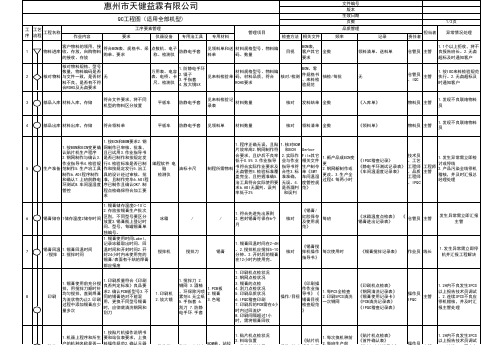
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
手机QC工程图全套

每批次
送货单 外检检验报表 QA出货检验报表
目视
OQC OQC
《
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
目视 卡尺 投影仪 塞尺
每独立包装箱
FQC抽检记录、返工 通知单、FQC确认不 良品报表
目视 卡尺 投影仪 塞尺 各种实
名称、包装、数量、堆高
依据 :《装箱产品贮运时堆放(叠 放)高度的规定》
每批次
入仓单
《
每组每制令单量产前
首件检验报告
污点卡 卡尺
目视 污点卡
卡尺 塞尺
装配
外观、装配效果(1,各种附 件的装配;2,预压螺母定 位,热敏、超声波压螺母; 3,热敏、超声波焊接装配 )、 工艺纪律
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》、封样件
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
文件编号 拟制
质量管制工序
WI-PG-061 控制项目
装配QC工程图
版次
A/0
审核
控制要求和依据
抽查数量及频率
管控记录
页数 批准 测量仪器
来料 检验
外观、尺寸
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 封样件
每批生产投料前
来料检验报表
首件 检验
外观、装配效果、实配效果、 扭力测试
《*公司企业标准技术标准》 手机结构件通用检验规范》 封样件
目视 卡尺 投影仪 塞尺
1/1 实施人员
FQC 品控小组
FQC
IPQC 品控小组组长
巡检
入库 检验
外观、装配效果
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》 封样件
4041组装QC工程图

33
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
34
贴电池仓贴纸、摄像头镜片、喇叭网 贴3C标、批次标、机身标、网标、对 盒标 写IMEI号
镊子
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
36Βιβλιοθήκη 镊子对准定位粘贴整齐,粘贴位置与SOP一致 内单主副IMEI号一样,外单主副IMEI号相差 一位数,核对两处显示的主副IMEI号 一致 手机表面无明显划痕﹑斑点﹑污物﹑无掉 漆﹑毛边
测试
生产部
37
电脑,电池,写码线,写码枪,
生 产作 业指 导书 生 产作 业指 导书 产品外观检验标准
目视
100%自检
生产部
A
生产日报
38
外 观终检
无尘布,抹机水
目视
100%自检
生产部
A
QC检查日报表
加工: 流程符号 流程:
检验作业: 作 业程序:
制成 确认 批准
作成日期 确认日期 批准日期
控制等级﹕A=重点管制项目﹔B=次要管制项目﹔C=一般管制项目 编号:G-COP-DC-04(01-00) 第 2 頁,共 4 頁
目 视、 测 每日首件或转 量、 测试 线
品管部
A
首件确认记录
3
装钢片、打螺丝X2
目视
100%自 检
生产部
A
生产日报
为紧急应付审厂
目视 100%自检 生产部 A 目视 100%自 检 生产部 A
本文件未完善仅供
生产日报 生产日报
4
撕面壳离心纸、点胶
点胶机,热熔胶
生 产作业指导书
5
装屏组件入面壳
电池生产企业QC工程图

贴极耳胶 一般 裁切隔膜纸 质检 包装膜 来料检验 卷绕 存放 质检 关键 《标准作业指引》 《工艺参数》 一般 《标准作业指引》 《标准作业指引》 《工艺参数》 关键 《来料检验指导书》
QC工程图( QC工程图(四) 工程图
品名:Polymer电芯 品名:Polymer电芯
流程图 原料工程 准备工程 本工程 原料工程 工程名称 标准依据 准备工程 本工程 静置 重要性 项目 一般 《标准作业指引》 质量管理 管制图或其它表格 作业员 组长 检查方法 检查频度
抽气、封口 质检
关键
《标准作业指引》 《工艺参数》 外观、 封边厚度 《Polymer电池 装配检验记录》 0
1次 极耳长度、宽 《叠片Polymer电池装 1次/1h 度、毛刺 配检验记录》0 /10min
1次 《超声波点焊机操作指导书 气压、电流、 《叠片Polymer电池装 1次/1h 》 《标准作业指引》 焊接时间 配检验记录》0 /10min
焊接正负极耳 关键 《装配工艺参数》 《标准作业指引》 位置、间距、 焊接拉力、焊 接头状况、外 观 尺 《叠片Polymer电池装 配检验记录》0 1次 /0.5h
目测、 千分尺
测量器具
计时器、 温度计
电子称、 比重计、 PH试纸
目测、 千分尺
温度计、 计时器
目测、 万用表
测量器具
目测、 千分尺
目测、 万用表、 检测柜
内阻仪、 万用表
手机组装QC工程图

G-COP-DC-06(01-00)审核:制定人:產品工段﹕手機組裝机型:工序流程图序号工序名称使用设备控制程序式指导书检测要点检查方法检查频率执行部门等級制定依据异常处理质量记录13鎖螺絲鑷子生產作業指導書1.檢查電批扭力是否符合標准.2.螺絲有無錯用,漏打,打滑目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報14基本功能測試測試電池,手寫筆生產作業指導書主要測試馬達的震動性能,MIC 的回聲﹐受話功能,喇叭鈴聲,按鍵功能,手感.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報15基本功能測試測試電池,測試耳機,TF 測試卡生產作業指導書手機能否充電,MP3,MP4等播放功能確認.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報16CALL TEST測試SIM 卡,手機綜測儀8922,平板天線治具生產作業指導書測試手機發射功率,接收電平,頻率誤差,相位誤差,誤碼率,漏電電流,通話電流,響鈴電流是否在標准范圍內目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報17通话測試測試耳機,測試電池,SIM 卡生產作業指導書手機找網及通話效果測試,恢復出廠設置目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報18貼IMEI 號&入網標&3C 貼紙鑷子生產作業指導書IMEI 貼紙貼整齊,機身標與盒標IMEI 號必須一一對應目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報19寫IMEI 號電腦,掃描槍,電池生產作業指導書IMEI 號是否寫入,不能重復目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報20核對IMEI 號電池生產作業指導書注意核對寫入手機IMEI 號與機身標,盒標的對應關系目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報21裝電池蓋離子風槍,抹布,擦機水,手指套生產作業指導書檢查電池蓋裝配后與機身的段差及縫隙目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報22外觀總檢,清潔機身離子風槍,抹布,擦機水生產作業指導書手機表面沒有灰塵,手指印,氣紋,貼平目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報23單機裝PE 袋,稱重,裝箱電子磅秤,膠紙座生產作業指導書不能漏放,錯放手機附件目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報24OQC 检验測試耳機,測試電池,SIM 卡,TF 卡成品OQC 检验作业规范﹔手機成品檢驗標准外觀、功能、MP3/MP4、攝像、IMEI 號、充電目视、聽,測試按MIL-STD-105E ,正常Ⅱ单次抽样品質部A客戶標准行業標准糾正預防措施通知單手機成品檢驗報告﹐手機檢驗記錄表25入庫推車入倉作業指導書名称、型号、数量、客户名称,包装目视批量生产部B 糾正預防措施通知單入库单加工:检验作业:作成作成日期2008.5.21流程:作业程序:確認確認日期2008.5.21批准批准日期编号:KYB-COP-DC-06(01-00)审核:制定人:深圳凯易搏科技有限公司产品QC 工程图NO﹕IPQC-0001-XXXX 流程符号控制等級﹕A=重點管制項目﹔B=次要管制項目﹔C=一般管制項目陽光遠文煜明。
电池电芯QC工程图

配对方法、层 数、台面洁净 度、整齐度、 长度、宽度、 厚度
《Polymer电池装配原 料加工检验记录》
1次/1h
1次/2h
1次 /20min
测短路
一般
《标准作业指引》
万用表准确性 测试准确性
《叠片Polymer电池装 配检验记录》0
1次/1h
1次 /10min
1次 /2h
贴终止胶
一般
《标准作业指引》
1次 1次 1次 /0.5h /10min /2h
:质量检验; :数量检验;
编制/日期:
品名:Polymer电芯
流程图
原料工程 准备工程
本工程
工程名称
原料工程 准备工程
本工程
隔膜来料检验
贴极耳
QC工程图(二)
重要 性
一般 关键
标准依据
《标准作业指引》 《来料检验指导书》
质量管理 项目
检查方法 管制图或其它表格
气压、电流、 焊接时间
《叠片Polymer电池装 配检验记录》0
1次/1h
1次 /10min
1次 /2h
关键 一般
《装配工艺参数》 《标准作业指引》
《标准作业指引》
位置、间距、 焊接拉力、焊 接头状况、外 观
尺
《叠片Polymer电池装 配检验记录》0
《叠片Polymer电池装 配检验记录》0
1次/10min 1次/1h 1次 /0.5h
检查频度 作业员 组长
《进料检验记录》
:加工; 审查/日期:
:贮藏;
贴极耳胶
一般
包装膜 来料检验
存放
裁切隔膜纸 质检
一般
关键
卷绕
手机制造QC工艺流程图 共17页PPT资料

数量、外观、规 格、电性
相应规格书
LCR、电晶 测试仪、大 理石平台
游标卡尺
抽检
IQC
IQC来料检验 报告
退料、特采 或挑选使用
2
收料 物料入库
数量、外观、存 放
入库单
胶袋
电子秤
仓库
入库单、物料 卡
3
发料
物料出库生产线
数量、外观、规 格
发料单
胶袋、纸箱
电子秤
仓库
发料单、物料 卡
4
烘烤
PCB(BGA) 烘烤
防静电烙铁 防静电烙铁
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
检查有无连锡、
15
锡膏AOI
A面锡膏印刷效 果检查
少锡、拉尖、锡 膏塌陷等印刷不
作业指导书 AOI
良现象。
16
A面Chip 贴装
元件贴到PCB
规格、位置、方 向、状态
作业指导书
高速机、中速 机
17
A面异形 元件贴装
元件贴到PCB
规格、位置、方 向、状态
烘烤时间、温度、 放板方式
作业指导书
烤箱
抽检
烘烤记录表、 IPQC 标示单
5
B面印刷 B面锡膏印刷
回温、搅拌时间、 印刷无连锡,少 作业指导书 锡
锡膏搅拌机、 印刷机、刮 刀、搅拌刀、 钢网
锡膏厚度 测试仪
SMT
锡膏管制标示 单、印刷作业 记录表
检查有无连锡、
6
锡膏 AOI
B面锡膏印刷效 少锡、拉尖、锡
项目
工位名称
作业内容
所需材料
1
LCM测试
2
QC工程图

包装检查
19
QA成品抽检
包装目检
外观质量及包装方式 、包装数量 外观质量及包装方式 、包装数量
产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 包装数量状态标示清楚,产品质量符 合要求 符合客户及运输要求与箱号、净毛重 管控
IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 测试员 IPQC 操作员 IPQC
《品质异常单》 《品质异常单》
〈制程检验规范〉 《作业指导书》
组装
组装
《IPQC巡检记录表》 《纠正预防措施报告》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》
QA
《QA抽检日报表》 《纠正预防措施报告》
《作业指导书》
QC 操作员 IPQC QC IPQC
《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》
《作业指导书》 《制程检验规范》
成品包装
成品包装 包装质量
《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》 《作业指导书》 《制程检验规范》 《作业指导书》《 成品检验标准》 《生产单》 《仓库管理规范》
手机整机QC工程图

底壳外观 脚垫粘性
1、外观无明显划伤、刮手;2、丝印清晰,无缺
/
B 损;3、脚垫应粘贴牢固,用手拍动不能轻易脱 10PCS∕2H
落;4、底壳表面不能有明显的熔接痕(见附图)
审核 /
制 定 制定部门 戴渊川 QE部
责任者 记录形式 异常处置
IPQC
制程品质巡 检报表
返工
IPQC
制程品质巡 检报表
返工
IPQC
8
LCD测试 贴茶色胶带
/
5V电源/目视 LCD功能
管制值
特性 等级
检验标准(参考工艺卡及样机)
抽样频率 责任者 记录形式 异常处置
370±20℃ 焊锡使用免清
洗
1、液晶屏FPC线要与板上的焊盘对齐,焊接时使用 A 恒温刀头烙铁,不能有虚焊、连焊;2、焊锡拖焊2 15PCS∕2H
到3次;3、FPC线焊后不能有锡渣及大块松香杂质
责任者 记录形式 异常处置
IPQC
制程品质巡 检报表
返工
1、模组外观焊点无短路、虚焊、空焊,特别是模
块焊点不能有连焊,元件位置无少件、错件、极性
B
错问题;2、TNC焊点无短路、虚焊,TNC焊点背面 无锡渣,TNC头的缺口朝外侧;3、电解电容C57要
10PCS∕2H
打黄胶固定,排线无插反及各芯线无交叉不良;4
制造部门: 产品名称:整机
文件编号:WI-G-516
客 户 别: 产品型号:CD803P 版本版次:V1.1
NO
工序 名称
生产 设备
检测设 备仪器
管制特性
管制值
1
POWER板电 压保护测试
/
电压保护测 PCB外观/电源指
QC工程图-检测包装

7
装盒
装盒
根据生产要求
自检
点数
√
返工
8 装箱 标识
参照包装说明
自检
目视
√
返工
批准:
9 OQC抽 检
包装、外观 、喷码、内 1.出货检验规范;2.包装说明书 阻、电压、 要求;3.包装计划;4.外观样板
尺寸
10 入库 填写入库单
与入库产品相符合
审核:
卡尺、内阻
根据品质抽 样方案
仪、万用表 、目视
目视
参照包装说明 字体均匀、无歪斜、模糊
全检
√ √ 2盒/h √ √ 20pcs/h
对比样板
目视 目视 目视 目视
《包装车间IPQC巡检 记录表》
《首件产品确认表》 √
《包装车间IPQC巡检
记录表》
√
《首件产品确认表》 √
《包装车间IPQC巡检
记录表》
√
√
生产返工
更换/反馈PE
√
返工
√
生产返工
√ 生产返工/反馈工程部
xxxx有限公司
系统名称: 制程控制标准程序
说明:
检验工序
主题:
铝壳电芯通用工程图-检测、包装
版面
工序
物料导入
★ 重点工序
文件编号:
共1页
版本 AO
物料 134
流程图 1 转交
过程特性 标识
控制点
产品特性
控制标准
首件 抽检频率 检验方法/工
控制 抽样数量
具
外观
参照外观看板 型号/批次/容量/日期/容量档次
√生产前1次/ 天 Nhomakorabea万用表包装车间点检记录表 √ √
QC工程图-组装、焊接

盖板尺寸、
负极耳
规格
13
点焊
★
焊点位置
点焊牢固度
参照工艺标准 连接片中间
手拉有镍带残留
上线前检 5pcs/批 √ 5pcs/0.5h
√ 3pcs/1h
卡尺 目视 手拉
《首件产品确认表》 √ √
反馈上级/IQC
《组装车间IPQC巡检 √ √ 记录表》
生产返工
√ √ 反馈工程部/PE处理
14 正极耳 超焊★
生产调机
√ 5pcs/h
卡尺
√ √ 调机/反馈PE处理
√
3pcs
拆开电芯
√ √ 调机/反馈PE处理
胶纸 隔圈 铝壳
盖板
一次 电压量程
8
测短路 吸尘
吸风的大小
吸尘手法
250V
手柄对准标记位置 参照SOP
√
短路测试仪
《组装一次短路不良 记录表》
√
1次/2h
目视
√
1次/h
√
反馈计量
反馈工程部 调整正确手法
1 点超焊全 检
16 折极耳
1.焊点在内台阶内
焊点位置 2.在注液孔左边,不堵注液 √
孔
超焊牢固度
手拉有铝带残留
√
外观
样板
外观
负极反折成“Z”字形
5pcs/h
3pcs/h 全检 1次/h
目视
手拉 目视 目视
《首件产品确认表》 《组装车间IPQC巡检
√
√
记录表》
√
DPPM统计表
√
√√
生产返工
生产返工 反馈PE、QE处理
√
参照工艺标准
√
参照工艺标准
手机组装QC工程图

2.最新X20 Bom。 全检 2.本工位在制品 5PCS/2H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查喇叭支架外观是否脏污、破损、变形不良(若出现不良则贴不良标识隔离到不良品区域)。
生产部 质量管理部 1.检查正面:检查TP与面壳四周缝隙≤0.1mm且缝隙内不允许露胶不良,听筒孔内不允许出现异物不良,TP视窗内白点≤0.1mm,只允许有1个,面壳边 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/2H 1.操作过程中发现的不良品做好标示放置在不良品区域; 本工位在制品数 1.互检:目检三合一组件听筒孔和FPC美纹胶撕除干净
电批扭力:0.6 操作前需要确认:工程人员已调好升级软件;
操作步骤:
11.作业指导书;
.作业员用鼠标点击升级界面" 2.最新X20 Bom。 Start all"
2.取手机长按手机音量上键同时插上数据线,手机 全检 5PCS/2H 1.确认测试站线缆连接良好、确认升级软件正确,可以参考生产支持软件 操作前需要确认:工程人员已调好程控电源,电源设置参数:电压:4.0-4.2V,电流:2.5-3.5A;
1.作业指导书;
2、贴屏蔽盖散热膜:取1pcs散热膜对齐主板屏蔽盖边缘平整粘贴到位,将离型膜 2.最新X20 Bom。 全检 2.主排线印有“ 5PCS/4H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查散热片平整粘贴到位、主FPC与主板连接器扣合到位,听筒装配到位、装配方向正确,麦拉平整粘贴到位; 1.注意不要按压主板上的弹片,避免将其压变形、折断; 本工位在制品数 2、装主 1.作业指导书;
电子产品标准QC工程图

品管
外观 尺寸 电气性能
抽检
GB2828-87一次 正常或加严抽样
水平
依据进料检验规范、物 料技术规范书对来料进
行检验测试
推移图、柏拉图 、特性要因图、
层别法
物料验收入库单、不合格品 评审和处置单、来料检验报 告、品质异常联络单、原材
料检验记录
如来料品质异常,IQC即隔离标放 并开出《改进需求单》,并交由物 控部通知供方提出纠正与预防措施
推移图 别法
层
物料验收入库单、送货单、 送检单
如有不符,仓管员隔离标放,将该 信息即时反馈至物料控部,由采购
员通知供方进行更改
按MPS、生产计划通知单
推移图
来进行备料、领料、发 层别法
查 领料单、补料单、借料单
料
检表
如有不符要清查(规格或质量不 符,通知品管查核)
按《技术规范》及生产 推移图、柏拉图
流程图
项次 工程符号/名称
1
进料
2
IQC
3
入(物料)
4
生产准备
5
插件
6
过波峰焊
剪脚
I
P
Q
8
手焊
C
巡
查
9
半成
品测
维
10 修
组装
11
镭雕
12
成品检
QC 工 程 图
工程内容说明
标准工程制程
相关规程
设备、治/夹 、工/量/检
具
权责单 位
重点管制特 管制类
性
别
管制频率
品质工程管制
管制方法
统计手法
待验物料之存放规划、 产品防护控制程序、物料入库/
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.不良品隔离并标示 全检 2.指导员工作业 巡检1h/10PCS 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 100%自检 2.指导员工作业 巡检1h/10PCS 3.发行品质异常处理单 4.跟踪处置结果 抽检 1.不良品隔离并标示 2.发行品质异常处理单 3.跟踪处置结果
出货检验
进料检验规范 抽样指导书 物料承认书 样品 进料检验规范 抽样指导书 工程结构图 物料承认书 样品 进料检验规范 抽样指导书 工程结构图 物料承认书 样品 进料检验规范 抽样指导书 工程结构图 物料承认书 样品 BOM清单位 生产计划单 作业指导书
进料检验记录表 进料不合格处理单
IQC
内阻测试仪 分容柜 卡尺 目视
进料检验 辅料
进料检验记录表 进料不合格处理表 领料单位 物料出库单 巡检报告
IQC
卡尺 外观 目视 目视
抽检
1.不良品隔离并标示 2.发行进料不合格处理单 3.跟踪处置结果
领料
物料员 仓管员 作业员 IPQC
电芯粘双面胶
目视
1.不良物料隔离并标示 2.知会IQC确认 1.不良品隔离并标示 自检 2.指导员工作业 巡检1h/10PCS 3.发行品质异常处理单 4.跟踪处置结果 自检
巡检报告
作业员 IPQC
目视
自检 巡检1h/10PCS
1.点焊方向 电芯与保护板点焊 2.点焊位置 正极 3.焊接强度 1.组装方法与步骤 2.配合性
作业指导书
巡检报告
作业员 IPQC
拉力计 目视
自检 巡检1h/10PCS
装配
作业指导书
巡检报告
作业员 IPQC
目视
自检 巡检1h/10PCS
半成品检测
1.电性能
作业指导书 产品规格书 成品检验规范
QC报表
FQC IPQC
成品测试仪
全检 巡检1h/10PCS
1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果 1.不良品隔离并标示 2.指导员工作业 3.发行品质异常处理单 4.跟踪处置结果
出货检验报告
OQC
制订:杨水平
审核:
批准:
抽检
1.不良品隔离并标示 2.发行进料不合格处理单 3.跟踪处置结果
进料检验 (保护板)
进料检验记录表 进料不合格处理表
IQC
保护板测试仪 卡尺 目视
抽检
1.不良品隔离并标示 2.发行进料不合格处理单 3.跟踪处置结果
进料检验 (外壳)
进料检验记录表 进料不合格处理表
IQC
卡尺 外观 目视
抽检
1.不良品隔离并标示 2.发行进料不合格处理单 3.跟踪处置结果
外观检验
1.尺寸 2.外观 1.包装要求 2.数量 3.整洁 4.外观 1.包装要求数量 2.外观 3.电性能
作业指导书 产品规格书 工程结构图 成品检验规范 作业指导书 作业指导书 产品规格书 工程结构图 成品检验规范
QC报表
பைடு நூலகம்
FQC IPQC
卡尺 目视
装PE袋、装箱
巡检报告
作业员 IPQC
电子秤 目视 成品测试仪 卡尺 目视
保护板点焊
1.焊接强度
作业指导书
巡检报告
作业员 IPQC
拉力计 目视
自检 巡检1h/10PCS
1.点焊机参数 电芯与保护板点焊 2.点焊方向 负极 2.点焊位置 3.焊接强度 垫青稞纸/支架 1.垫青稞纸/支架 的位置
作业指导书
巡检报告
作业员 IPQC
拉力计 目视
自检 巡检1h/10PCS
作业指导书
东莞市冠亿电子材料有限公司
QC工程图
品名/规格:手机电池(装外壳)
工程名称 管控重点
制订日期:2011年05月26日
作业标准 质量记录
文件编号:GY/WI-PZ-001
责任人 测量方式与工具
版本:A
管控方法
保存期限:3年
不良处理方式
进料检验 (电芯)
1.规格 2.电压 3.内阻 4.容量 5.外观 6.尺寸 7.包装标示 1.规格 2.电性能 3.外观 4.包装标示 1.规格 2.材质 3.外观 4.结构尺寸 5.包装标示 1.规格 2.外观 3.结构尺寸 4.包装标示 1.规格 2.轻拿轻放 1.方向一致 2.平整
1.电性能
作业指导书 产品规格书
QC报表
QC IPQC
成品测试仪
自检 巡检1h/10PCS
商标定位
1.商标定位
作业指导书
巡检报告
作业员 IPQC
目视
自检 巡检1h/10PCS
商标包裹
1.商标上下对齐平 贴电池本体 2.不可有气泡
作业指导书
巡检报告
作业员 IPQC
目视
自检 巡检1h/10PCS
成品检测