Altair_HyperXtrude
Altair_HyperXtrude
Altair ® HyperXtrude ®澳汰尔工程软件(上海)有限公司Altair ® HyperXtrude ®是一款专门模拟金属,如铝合金或聚合物(如橡胶、塑料)在挤压成形工艺中材料经历复杂的塑性变形、材料流动和传热过程。
HyperXtrude 强大的求解算法能够支持多种材料模型。
同时它内嵌在HyperWorks 平台中,与优化技术无缝集成,可以进行挤压工艺参数和模具形状的优化,实现结果的可视化和数据管理。
BENEFITSz 在模具早期开发阶段,通过鲁棒的、可靠的和高效的挤压成形仿真,降低修模和试模次数。
缩短模具设计时间,减少模具开发成本,提高模具设计质量。
z 预测挤压制品的应力、应变、速度、温度和压力分布,计算和分析挤压制品的变形。
z 预测挤压模具的受力和变形,从而预测挤压模具的寿命。
z 及时发现和解决现有模具的设计缺陷,实现对新设计模具方案的验证。
z 支持瞬态和稳态分析。
z 直接调用HyperStudy 优化工具,进行工作带长度和分流孔尺寸优化,优化挤压模具,从而实现CAE 驱动挤压成形设计。
z 专家级挤压模型分析创建向导,能够快速生成挤压模具的分析模型,并自动实现模型的检查。
使用者易学易用。
z 统一的单位定义,自动实现数据的转换。
z 采用一种新的捕捉边界条件表面的算法,加速了边界条件的创建。
z 支持多种本构模型,快捷地建立新的材料和实现材料性能参数的修改。
z 建立统一的挤压工艺数据库,支持仿真模型数据的检查和积累。
z 提高挤压制品的表面质量,减少挤压生产废料,提高挤压生产效率。
z 基于HyperWorks 统一平台,与HyperMesh 和HyperView 的无缝集成,实现网格划分、分析结果后处理。
z 支持各种操作系统和平台架构。
PERFORMANCE铝合金挤压成形模拟应用能力y 正向挤压/反向挤压/连续挤压 y 模具与挤压材料之间的传热分析 y 稳态/瞬态分析 y 型材变形分析 y 棒料焊合接口跟踪分析 y 棒料初始温度设置y模具的应力计算及其变形分析y 设置变化时间步长,加速计算效率 y 棒料表皮跟踪分析,预测压余长度 y 工作带长度分析 y 挤压工艺的优化 y 预测焊合强度/质量y 计算挤压制品的晶粒尺寸和屈服强度 y支持用户自定义函数聚合物挤压成形模拟应用能力y 聚合体挤压成型分析 y 混合挤压成型分析 y 聚合体熔体流动分析 y模具的偏差分析y 等温/非等温流体计算 y 模具的应力计算和寿命分析 y 稳态/非稳态分析 y可变时间步设置分析Altair® HyperXtrude®铝合金挤压成形仿真聚合物挤压成形仿真仿真分析试模结果工作带长度分析工作带长度优化“丛林集团作为中国第一台万吨挤压机的诞生基地,我们一直对铝挤压的技术发展特别重视。
基于Altair HyperXtrude的空心铝型材挤压成型仿真模拟
基于Altair HyperXtrude的空心铝型材挤压成型仿真模拟作者:钟建华袁志燕刘艳霞来源:《上海有色金属》2015年第04期摘要:以6063工业铝型材为研究对象,将建立好的三维模型导入有限元Altair HyperXtrude分析软件进行仿真模拟,获得金属流动的温度场、速度场、应力应变场及型材的形变场,研究其金属流动规律,预测实际挤压过程中可能出现的挤压型材缺陷.结果表明:当模具结构设计不当时,型材会产生严重的扭拧、波浪、弯曲和裂纹等缺陷;HyperXtrude可以准确地预测挤压模具初始设计方案中潜在的缺陷,实时跟踪描述金属的流动行为,揭示金属的真实流动规律,获得金属试验现场难以测量的物理量,及时对模具结构进行改进,缩短实际模具制造周期.关键词: Altair HyperXtrude;挤压过程;仿真模拟;金属流动;型材缺陷中图分类号: TG 375+.41文献标志码: A0 引言我国拥有极其丰富的铝矿资源,很多部门如航空航天工业、交通运输、建筑、石油、电力和化工等对铝型材的需求量越来越大.铝合金型材有着一般金属没有的综合性能,例如其比强度高、质轻及耐腐蚀性能好等.凭借以上优良的性能,铝合金型材已经向复杂化、大型化、精密化、多规格和多用途等方面发展[1].型材质量的好坏决定于模具设计结构与挤压工艺参数,如何选择好的挤压工艺参数和延长挤压模具的寿命已成为各行业亟待解决的问题.铝合金型材生产过程中最主导的技术以及关键的核心环节是挤压成型,而挤压成型过程最主要的装备是挤压机和挤压模具.在铝合金型材挤压加工过程中,型材表面质量的好坏与模具结构的优劣有直接关系.通过优化模具结构可以控制型材表面质量、优化型材形状、提高型材尺寸精度,可避免型材因模具结构参数设计不当而导致的型材成型和出现的潜在缺陷问题.同时优化模具结构、改善挤压工艺参数,可以延长模具寿命,减少成本投入.以往对模具的优化都是通过经验以及反复的试模来完成的,本文主要通过对型材挤压过程进行仿真模拟,在试模挤压前利用仿真模拟技术对模具进行挤压模拟,经计算获得实验现场无法获得的型材物理性能:如型材挤出时经过各部分的流速、温度以及模具变形等情况.通过对各分布云图的分析,判断模具结构设计是否会对后续挤压加工带来缺陷,进而对模具结构参数进行合理修改,最终达到减少模具试模次数,提高生产效率的目的.针对铝型材热挤压工艺参数和模具结构设计,建立铝合金型材稳态挤压过程的有限元模拟模型,研究了棒料挤压过程中在挤压模具型腔内部的流动规律及其型材的变形机理,从而得到模具结构对制品成型流动、温度分布、焊缝质量和应力应变等的大致规律,有效预测制品可能出现的缺陷,为挤压模具结构设计提供了可靠的建议.针对挤压过程的仿真模拟,国内外有很多类似的研究[2-9].本研究是以6063空心铝型材挤压加工为研究对象,以Altair HyperXtrude软件为仿真模拟载体,通过Hyperview分析流程,获得了铝型材制品在稳态挤压成型加工过程中的温度场、速度场和形变场等物理性能.通过以上分布信息,分析了可能导致挤压型材在挤压过程中存在的潜在缺陷,例如波浪、扭拧、弯曲和裂纹等.从而对模具结构设计提供借鉴,以达到对模具的优化.1 试验方法1.1 Altair HyperXtrude软件简介铝型材挤压成型在铝型材加工领域是一个高压高温以及复杂的非线性、大变形的热力耦合的塑性成型加工过程[1].尤其是当制品属于不规则不对称的形状时,传统的有限元模拟方法较难准确地模拟挤压型材成型变化状况.Altair HyperXtrude是目前全球唯一专业的铝型材挤压仿真模拟软件,同时可以对模具结构进行优化的软件,可以进行正向挤压和反向挤压分析,求解类型有瞬态和稳态两种.HyperXtrude采用了ALE算法,它拥有有限元中常见的拉格朗日和欧拉描述的优点,又避免了两者模拟过程中存在的潜在缺陷,网格划分精确,以合适的网格运动形式来描述型材的移动界面,且保持了单元格的合理形状,因此ALE算法也适用于带自由液面的流动.它不但克服了拉格朗日方法的缺陷(如在模拟运行过程中网格因过度畸变在重新划分时出现失败,使得模拟无法完成),也克服了欧拉方法只能处理不含时间的稳态问题这一缺陷.另外,HyperXtrude是由广义极小残差(generalized minimum residual)隐式算法来计算非线性控制方程的.ALE算法是以非线性的纳维叶斯托克斯方程作为控制方程,有连续性、动量守恒和能量守恒3个基本方程控制[10-11].连续性方程:1.2 Altair HyperXtrude软件运行概况Altair HyperXtrude是一项用于虚拟开发和验证挤压模具和工艺的创新技术,可大幅提升产品质量和工厂效率.它主要研究金属流动规律以及模具受力状况;可以模拟挤压加工过程中温度场、速度场、应力应变场及其变化规律;可以预测铝型材实际挤压加工过程中出现的潜在缺陷,针对潜在缺陷及早提出优化模具结构方案、重新确定挤压工艺参数,并且有针对性地指明解决方案,其运行过程如图1所示.2 空心铝型材的外形及模具结构以华南某厂生产的工业铝型材为主体设计模具,该厂生产的铝型材制品主要参数平面图如图2所示.该空心型材为铝6063系,采用分流组合模具正向挤压,处在高温、高压环境下挤压成型的,由坯料挤压成符合要求的型材,属于大变形加工.并且在加工过程中可视为完全的塑性形变,因此计算过程可以忽略金属的弹性变形.该6063铝合金型材采用的材料模型为双曲正弦的流变应力模型,其本构方程如下[13]:分流组合模具的三维模具结构如图3所示:图3(a)和(b)分别为挤压该工业铝型材的上模具和下模具.3 铝型材的挤压成型数值模拟过程3.1 模具的有限元分析模型挤压铝型材的模具用Pro/E进行三维建模,将建好的模型以CAD格式导入HyperXtrude软件中进行模拟,然后进行前处理,包括几何处理和网格划分等.在对网格划分时应注意以下3点:(1)型材最薄截面处至少划分6层单元网格;(2)对工作带区域划分时,沿挤压正方向至少划分9层单元网格;(3)自由面和工作带上以三菱柱单元网格形式划分,网格划分的顺序为工作带焊合室坯料,其他部分网格以离工作带越远网格单元尺寸越大的规则划分.3.2 挤压工艺参数设置工艺参数的选择是挤压成型最为核心的步骤,参数选择的合理与否直接关系到型材的质量,同时挤压参数可以影响到模具的寿命.该6063铝型材属于正向挤压,模拟类型为稳态模拟,为了得到真实的仿真数据,选择与该厂吻合的挤压工艺参数见表1.3.3 模拟边界参数设置挤压模拟边界参数主要以接触面摩擦为主,型材挤压时,会与模具表面产生剧烈摩擦,同时发生塑性变形,棒料与模具接触如图4所示.图4中的1、2、3处分别是棒料与挤压垫、挤压筒、模具间边界接触,正应力较大.挤压时棒料与模具处于高度摩擦状态,边界温度因摩擦剧烈而升高,模具与棒料之间可认为没有相对移动,采用剪切摩擦类型.当棒料进入模具后(如4处),棒料依次与分流孔、焊合室、工作带等接触,其中与分流孔、焊合室可视为没有相对移动,属于完全黏着,因正向应力较大采用剪切摩擦,而与工作带接触时接触应力减小且棒料获得一定的流动速度采用库伦摩擦,摩擦因数为0.4.3.4 Altair HyperXtrude挤压模拟结果图5为挤压型材各部分的流速以及流经各处的速度.理论上,坯料在工作带上的流速越均匀,挤压制品端面越平齐,型材质量越好.从图5(a)中可以看到,在平模部分明显快于分流部分,并在壁厚小的地方流速更快,这是因为在平模处孔大供料快,而在分流部分相对供料较慢.图5(b)可以明显反映供料速度.图5(c)是坯料通过分流孔的速度,也就是分流孔的供料速度.从图5(c)中可以看出,在坯料流经各分流孔时的相对速度,通过合理对比,在分流孔分配上起到主导作用,在流速快的地方可以适当减少分流孔面积.图5(d)反映的是坯料流经工作带时的流速,可以看出,在平模处的流速要稍高于分流部分的速度.图6为型材温度分布图,通过温度可以反映出各接触的摩擦情况,同时可以勘测可能因为温度引起的色斑.对比型材流速图5(a)和型材温度图6(a),可以明显看出,型材流速越快的地方温度升高越快,这是由于挤压变形过程中棒料与模具摩擦剧烈,产生塑性变形热,从而导致温度升高.由图6(b)可以看出,棒料挤压过程中表面温升不明显,甚至有些位置温度有所减低,那是由于棒料沿挤压轴向挤压时,棒料与挤压筒和模具的剧烈剪切摩擦,内腔由于摩擦作用也会产生热量,而模具温度低于棒料预热温度,所以棒料与模具之间发生热量传递使得型材表面温度降低.4 模拟云图结果分析从以上型材流速图可以提前判断挤压型材时可能会出现的型材缺陷,通过挤压仿真模拟试验分析,建议进行以下修改(如图7):(1)根据图7中位置1和2处金属流速情况可知,平模直冲位,孔大,相对供料面少,流速较快,建议在平模部分适当加挡料块控制速度.(2)根据图7中位置3处金属流速情况可知,平模与分流部分速度差为10 mm/s.模具设计时,在平模处加了挡块,但在高速挤压时仍难免有末端平模起浪现象,所以建议在外挡块到分流过渡区减高3 mm来平衡流速.另外,平模起始位的工作带过渡,建议为圆弧型过渡,可有效提高工作带的实际长度,减慢金属流速,防止末端起浪.(3)根据图7中位置4处金属流速情况可知,相对供料不足,情况严重时,内凹明显,建议供料口提前,适当减少工作带长度.5 结论(1)通过模拟可以获得现场无法获得的物理性能分布云图,得到可能出现的制品变形缺陷,并与该厂试模出的制品变形趋势非常吻合.从而证明 Altair HyperXtrude可以准确指出初始挤压模具设计方案的不足,预测模具中潜在的缺陷.(2)在平模与分流部分速度差相差大的地方可以适当增加挡块,以控制流速,减少型材形变的不均匀性.(3)在型材变形较小的分流部分,由于供料不足,可以适当地减少工作带长度,提前供料口;也可以适当增加平模部分的工作带长度,工作带的增加使得平模处的金属流动静压力也相应增大,迫使金属向阻力小的分流部位流动,从而使型材整个端面上金属流量趋于均匀.(4)在实际生产挤压试模时,通过HyperXtrude对挤压模具的仿真模拟,可以提前对型材缺陷进行预测,从而减少试模次数,缩短模具制造周期.参考文献:[1] 王尧.铝合金型材分流挤压过程的数值模拟研究[D].广州:华南理工大学,2010.[2] 陈浩.空心铝合金型材挤压过程数值模拟及模具优化方法研究[D].济南:山东大学,2012.[3] 周飞,苏丹,彭颖红,等.有限体积法模拟铝型材挤压成形过程[J].中国有色金属学报,2003(1):65-70.[4] Shivpuri R,Momin puteraided design of dies to control dimensional quality of extruded shaped[J].Annals of the CIRP,1992,41:275-279.[5] Zhou J,Li L,Duszczyk puter simulated and experimentally verified isothermal extrusion of 7075 aluminum through continuous ram speed variation[J].Journal of Materials Processing Technology,2004,146:203-212.[6] Lou S M,Zhao G Q,Wang R,et al.Modeling of aluminum alloy profile extrusion process using finite volume method[J].Journal of Materials Processing Technology,2008,206(1/2/3):481-490.[7] 王锐,赵国群,娄淑梅,等.基于非正交结构网格有限体积法的铝型材挤压过程数值模拟关键技术[J].塑性工程学报,2009(2):134-139.[8] 王尧,周照耀,潘健怡,等.基于ALE有限元法的铝型材挤压成形的数值模拟[J].锻压技术,2010(1):149-153.[9] Donati L,Tomesani L.The effect of die design on the production and seam weld quality of extruded aluminum profiles[J].Journal of Material Processing Technology,2005,164/165:1025-1031.[10] 倪正顺,刘石柏,何畅.基于HyperXtrude的铝型材挤压成型的数值模拟[J].湖南工业大学学报,2012(2):38-42.[11] 潘健怡.铝合金型材挤压的数值模拟及模具结构优化研究[D].广州:华南理工大学,2010.[12] Wu X H,Zhao G.Q,Luan Y G,et al.Numerical simulation and die structure optimization of an aluminum rectangular hollow pipe extrusion process[J].Materials Science and Engineering A,2006,435/436:266-274.[13] 陈建中,熊计,吴悦梅,等.铝型材宽展挤压数值模拟及模具参数优化[J].轻合金加工技术,2009(1):43-46.[14] Lee R S,Jou J L.Application of numerical simulation for wear analysis of warm forging die[J].Journal of Materials Processing Technology,2003,140:43-48.[15] 吴向红.铝型材挤压过程有限体积数值模拟及软件开发技术的研究[D].济南:山东大学,2006.。
新一代CAE创新平台——Altair+HyperWorks+80

新一代CAE创新平台AItairHyperWOrkS8.O口澳汰尔工程软件(上海)有限公司叶洎沅当前的产品设计方式面临着极大挑战:一是创新,没有创新就失去了产品竞争力,而且国家政策也鼓励创新:二是在产品设计过程中面临越来越多的变量,汽车已不再是简单的“车身+底盘+车轮+发动机”,还要考虑安全带、座椅、安全气囊和消声器等:三是产品设计周期越来越短,激烈的竞争要求制造业厂商更快地推出创新产品抢占市场分额。
而这些挑战向为产品设计服务的CAE提出了更高的要求。
当前豹产品与此同时,CAE技术也面临着设计方式面临着巨大的挑战:工程师需要花费大量创新、缩短设计周时间创建高质量的CAE模型:CAE模期等挑战,这就对型规模的快速增长,一辆整车模型cAE技术提出了更以前用20万单元网格,现在国内平离的要求。
为了迎均做到了70万到80万单元,而国外接挑战,Altair公已经做到了千万级:CAE数据量的司推出了新一代的爆炸性增长;国内CAE技术仍被用cAE创新平台——于产品设计后期的验证,而国外已A|tairHyperworks经真正实现了CAE驱动产品设计;8,o,它包含了5大国内的CAE环境缺乏统一性,浪费类解决方案,16大了资源。
模块,能够满足这些现实对现有的CAE概念也cAE技术发展的来提出了挑战。
原先以求解器为核来趋势。
心的CAE概念已经失去其价值,原因在于求解器本身并不能将CAE做得更好。
现在,人们已经意识到CAE的核心是人,是人拥有的专业知识。
为了把这些专业知识纳入企业的产品设计体系,以数据和流程为核心的CAE平台将成为企业的核38cAD/cAM与制造业信息化・wwwmdcomcn心平台。
为了应对上述挑战,A1talr公司推出了新一代的CAE创新平台——A]talrHyperWorks8.0。
这是一个统一而开放的CAE平台,它能够为用户提供:第一流的前后处理技术,大幅度提高CAE工程师的工作效率;杰出的概念设计工具,真正让企业实现CAE驱动创新设计;优秀的流程自动化和标准化开发环境,帮助提高CAE的工作效率和质量:高度开放而集成的CAE数据管理系统,在提高数据安全性和工作效率的同时,将专家知识纳入企业的知识体系:先进的标准分析求解器,利用具有专利的HyperWorksUnlt体系提升企业在CAE投资的性价比,节约成本。
铝型材模具HyperXtrude模拟结果分析
6
工作带和型材温度变化分布
局部温度高,由潜在的焊合质量引起,导致型材的表面质量
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
7
型材表面的速度变化分布
速度的分布不均匀将引起材料流动的不平衡
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
17
8
工作带的速度分布
该区域速度较快
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
9
导流室的速度变化分布
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
16
结论与建议
1、挤压速度不平衡导致型材变形 2、型材表面局部温度偏高,引起表面质量 3、从平衡材料流动: -需要调整工作带的长度 4、总体评价:该模具设计不错!
Copyright © 2006 Altair Engineering, Inc. All rights reserved.
铝型材挤压模具 计算机模拟分析结果
XUANYE
目标/ 范围
� 仿真工具:使用 Altair HyperXtrude10.0 软件验证挤压模具设计 � 工作范围
• 分析一个实心平板挤压模具 • 稳态分析和预测
– – – – – 材料流动分析 温度分布 速度分布 型材变形 挤压载荷计算
hyperworks功能简介

Altair HyperWorks 功能简介一 .综合评判其为企业级CAE平台,集成设计与分析多种工具,拥有开放性体系和可编程工作平台,可提供顶尖的CAE建模、可视化分析、优化分析、和健壮性分析、多体仿真、制造仿真、和进程自动化。
二. 软件模块表1 HyperWorks软件模块分类1、OptiStruct 结构优化设计工具,提供拓扑、形貌、形状、尺寸等优化解决方案2、前后处置(1)HyperMesh高性能、开放式有限单元前后处置器,要紧用于模型处置。
相对其它软件,具有更为壮大的网格划分能力。
提供几乎所有主流商业CAD系统和CAE求解器接口。
CAD接口如ProE,CATIA,IGES,UG等。
CAE接口如ansys,optistruct,abaqus,nastran,dyna,ideas等(2)MotionView通用多体动力学仿真及工程数据前后处置器,拥有丰硕的车身模型库并支持二次开发。
(3)HyperGraph仿真和实验结果的后处置画图工具,拥有丰硕的求解器和实验数据接口、数学函数库并支持后处置模块定制,实现数据处置自动化。
(4)HyperView完整的结果后处置工具,可处置有限元分析、多提系统仿真、视频和工程数据。
(5)HyperStudy为健壮性设计开发的参数化研究和多约束优化工具应用:实验设计(DOE)、随机仿真和优化技术3、求解器(1)OptiStruct/Analysis有限元分析求解器,具有快速而精准的特点应用:用于线性静态和频率响应分析的求解(2)MotionSolve多体动力学分析求解器应用:刚体和柔体耦合分析求解(3)Radioss应用:平安技术、生物仿真技术和车辆平安评判技术(4)HyperCrash应用:要紧用于碰撞仿真4、制造工艺仿真(1)HyperForm钣金冲压成成形仿真工具,兼模具设计、管料弯曲成形和液压成形仿真模块(2)HyperXtrude 合金材料挤压成形仿真工具(3)Forging锻压方针(4)Molding注塑成型仿真(5)Friction Stir Welding模拟摩擦激光焊接三.软件应用一、拓扑优化:在给定的设计空间内寻求最正确的材料散布,载荷到约束的传力途径上材料取得保留。
铝型材挤压工艺和模具设计的仿真分析和优化
Altair HyperXtrude铝型材挤压工艺和模具设计的仿真分析和优化Altair工程软件(上海)有限公司动机–更早的设计决策解决个问题的成本使用CAE= 解决一个问题的成本题数传统方法出的问# 找模具设计模具制造试模量产HyperXtrude 唯一专业的铝型材挤压仿真软件稳态变形分析模具变形/强度分析瞬态变形分析工作带长度分析焊合长度预测压余长度预测正向/反向挤压虚拟试模材料库快捷的图形用户界面挤压模具优化中文菜单型材料头变形分析——稳态法TemperatureTemperatureVelocityProfile Deflection瞬态分析——型材变形型材变形比较模具变形分析和强度校核耦合的材料流动、热和变形分析依据挤压载荷和热载计算模具的变形和强度模具和材料的网格单元的自动更新位于模具和材料的接触表面网格单元不需要完全匹配保险杠横梁——模具几何Mandrel Die Plate模具上的温度分布模具表面上的法向力分布模具的变形模具上的应力分布——强度校核虚拟试模实例初始模具设计方案结果建议改进方案ObjectiveUniform exitvelocity=6m/min=1m/s•Uniform exit velocity = 6m/min = 0.1m/s Design IterationsFi t It ti R d th th l A d B b 10•First Iteration –Reduce the portholes A and B by 10 mm •Second Iteration –Increase C & D by 5 mm2nd IterationCAD1st IterationBABCD AB案例分析——汽车保险杠横梁Problem DefinitionProblem Definition¾Alloy:AA 6082¾Container Diameter:7.375 in (187.325 mm)¾Billet Length: 25 in (635 mm)¾Press Capacity: 1800 T (16 MN)¾Unit Pressure:580 MPa¾Max. Ram Speed: 41 ipm (17.357 mm/s)¾Container Temperature 441 °CProfile Type:Hollow¾Profile Type:¾Extrusion Ratio:21.93¾Extrusion Speed: 6.87 m/minRam Speed:523mm/s¾Ram Speed: 5.23 mm/s¾Part Exit Speed: 6.87 m/min¾Billet Preheat:518 °C创建有限元模型PortholesDie Plate MandrelAluminum + Tool模芯的变形模芯变形(靠近棒料一侧)下模变形Weld Chamber Bolster Side温度分布(模芯和分流孔)Mandrel Portholes, Bearing and Profile速度分布Original Bearing After 1st Modification Velocity Contours –After 2nd ModificationDecrease by 2mm Decrease by 2 mmIncrease by 3 mm棒料表皮杂质材料跟踪--压余长度预测•棒料表皮包含氧化杂质•表皮挤进型材将影响质量•最佳的压余长度预测停止挤压的时刻——棒料焊合长度计算•材料进入分流孔和导流室•不能停车清理模具•循环棒料的加载挤压•如何预测型材完全是新材料挤出?棒料的接口计算After 5 secAfter 60 sec初始工作带——出口流速不平衡初始设计——型材变形修改工作带长度工作带修改后计算结果——速度分布工作带修改后的计算结果——型材变形正向/反向挤压快捷的图形用户界面 1.Import Geometry 2.Create Project Directory 3.Select Units 4.Set Analysis Requirements Process DataAnalysis DataSelect Components5Select Materials 5.Select Materials6.Set Process Conditions 7.Define Bearing 8S l 8.Solve9.Check Results材料性能数据Workpiece and Tool MaterialsCommon AlloysPlots of Flowstress Curves U M difi blUser Modifiable挤压模具的优化统一的平台,无缝调用集成在HyperWorks统的平台,无缝调用•HyperXtrude, HyperStudy, HyperMorph 工作带长度的优化•平衡材料流动•减少修模分流孔的优化•平衡材料流动•确保模具在挤压过程中没有损坏•减少修模优化原理优化实例——工作带长度的优化型材截面的区域划分工作带优化过程——优化目标出口流速均匀优化前后的出口流速比较支持中文菜单建立挤压工艺数据库•挤压工艺数据•型材数据•棒料数据•挤压设备数据•可挤压合金材料HyperXtrude任务管理器一个桌面应用工具,能够实现在远程机器上提交任务。
hyperxtrude13.0教程
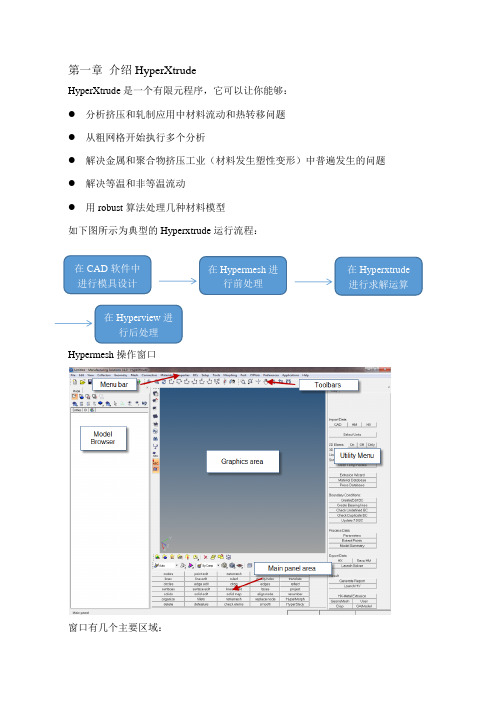
第一章介绍HyperXtrudeHyperXtrude是一个有限元程序,它可以让你能够:●分析挤压和轧制应用中材料流动和热转移问题●从粗网格开始执行多个分析●解决金属和聚合物挤压工业(材料发生塑性变形)中普遍发生的问题●解决等温和非等温流动●用robust算法处理几种材料模型如下图所示为典型的Hyperxtrude运行流程:Hypermesh操作窗口窗口有几个主要区域:实用菜单本菜单允许您自定义的接口标准,包括:按钮、无线选项,并提供了与用户定义的宏与HyperMesh文本。
菜单可以停靠在图形区域的左边或右边。
宏文件控制实用菜单的显示和可用操作。
您可以更改的属性包括:•显示菜单的页面•将显示在控件上的文本•菜单的位置和大小•帮助信息显示在菜单栏上•宏调用,可选参数传递使用鼠标附加到您的系统的鼠标是Hypermesh中不可或缺,可用于用户输入的几乎每一个方Hyperxtrude用户配置文件Hypermesh是为了适应多种不同的有限元求解器而设计的。
因此,对一些HyperXtrude用户来说,一些面板可能太笼统。
通过选择HyperXtrude的用户配置文件,你可以使用预先定义的面板,使用更具体的工作是HyperXtrude。
步骤1:加载Hyperxtrude用户配置文件1.选择“开始》所有程序》Hyperxtrude13.0》Manufacturing Solution>HyperXtrude”来启动Hyperxtrude用户界面。
2.“用户配置文件”对话框以“Manufacturing Solution”为默认应用程序出现。
如果不出现,可从菜单栏点击Preferences》User Profiles。
3.选择HyperXtrude和Metal Extrusion。
4.点击“OK”。
步骤2:检索Hypermesh数据库文件在本教程中,所有相关文件位于Hyperworks安装文件夹<installdirectory>\tutorials\mfs\hx\MetalExtrusion\HX_0000中。
HyperXtrude10新特点

1474 N/mm² HyperMesh Pre-processing & Problem Setup
Altair HyperWorks
HyperXtrude Material Flow & Thermal Analysis
Radioss Tool Stress Analysis & Die Life Predictions
1、模具出口速度差异
• 型材在挤压方向的速度差异云图 • 明确哪些区域比预想的速度快还是慢。
2、挤压材料流动迹线跟踪
3、挤压材料流动动画模拟
• 模拟材料流出模口的形状及变形。
4、用户自定义函数的输出结果
2、型材的晶粒尺寸计算
3、拉伸屈服强度计算
4、焊接强度预测
5、用户自定义函数
• 支持Fortran or C语言定义函数,使用动态链接运行。 • 实现材料模型和边界条件的定义。 • 输入变量包括时间、积分点坐标、速度、温度、压力、应力、应变和 应变率。 • 输出结果有流动应力、黏度等。
三、HyperXtrude 10.0 后处理新特点
4、支持中文菜单
5、塑料挤压建模向导
• • • • • • • • Import Geometry Create Project Directory Select Units Set Analysis Requirements Define Element Size Select Materials Set Process Conditions Export Data Files
6、Hห้องสมุดไป่ตู้perXtrude任务管理器
一个桌面应用工具,能够实现在远程机器上提交任务。功能包括: 一个桌面应用工具,能够实现在远程机器上提交任务。功能包括:
hyperxtrude13.0教程
第一章介绍HyperXtrudeHyperXtrude是一个有限元程序,它可以让你能够:●分析挤压和轧制应用中材料流动和热转移问题●从粗网格开始执行多个分析●解决金属和聚合物挤压工业(材料发生塑性变形)中普遍发生的问题●解决等温和非等温流动●用robust算法处理几种材料模型如下图所示为典型的Hyperxtrude运行流程:Hypermesh操作窗口窗口有几个主要区域:实用菜单本菜单允许您自定义的接口标准,包括:按钮、无线选项,并提供了与用户定义的宏与HyperMesh文本。
菜单可以停靠在图形区域的左边或右边。
宏文件控制实用菜单的显示和可用操作。
您可以更改的属性包括:•显示菜单的页面•将显示在控件上的文本•菜单的位置和大小•帮助信息显示在菜单栏上•宏调用,可选参数传递使用鼠标附加到您的系统的鼠标是Hypermesh中不可或缺,可用于用户输入的几乎每一个方Hyperxtrude用户配置文件Hypermesh是为了适应多种不同的有限元求解器而设计的。
因此,对一些HyperXtrude用户来说,一些面板可能太笼统。
通过选择HyperXtrude的用户配置文件,你可以使用预先定义的面板,使用更具体的工作是HyperXtrude。
步骤1:加载Hyperxtrude用户配置文件1.选择“开始》所有程序》Hyperxtrude13.0》Manufacturing Solution>HyperXtrude”来启动Hyperxtrude用户界面。
2.“用户配置文件”对话框以“Manufacturing Solution”为默认应用程序出现。
如果不出现,可从菜单栏点击Preferences》User Profiles。
3.选择HyperXtrude和Metal Extrusion。
4.点击“OK”。
步骤2:检索Hypermesh数据库文件在本教程中,所有相关文件位于Hyperworks安装文件夹<installdirectory>\tutorials\mfs\hx\MetalExtrusion\HX_0000中。
HyperXtrude优化幕墙立柱类模具强度

HyperXtrude优化幕墙立柱类模具强度HyperXtrude优化幕墙立柱类模具强度谢达斌福建省南平铝业有限公司南平35300摘要:大部分幕墙挤压模具跨度都比较大,通过Altair公司的HyperXtrude软件计算分析发现这类模具特别是大幕墙立柱型材模具都有强度差的共性,造成实际挤压不稳定,成品率低,模具容易开裂的问题。
优化后的模具方案重新分析比较,强度更好,能更快速生产出合格产品,提高挤压效率,降低模具和挤压的生产成本。
关键词:幕墙立柱挤压模具强度HyperXtrude优化1 概述幕墙立柱是铝合金建筑材料中最为常见的一种型材,是幕墙受力的支撑框架,在幕墙中起到重要的作用,也是幕墙材料生产中最难生产的一种。
一个幕墙工程订单的生产经常因为某个幕墙立柱没有完成而拖慢整个工期。
所以优化幕墙立柱材料的生产对于建筑用铝合金有重要的意义。
Altair公司的HyperXtrude挤压分析软件通过建立挤压模具的有限元模型,模拟整个挤压过程,并很好的分析挤压模具的受力情况。
科学地了解挤压模具在生产时受到的挤压力以及应力分布情况。
通过HyperXtrude软件分析优化设计方案,找到合适的模具结构,达到优化设计,提高模具强度和挤压效率,降低挤压成本,缩短整个铝合金产品开发周期的目的。
幕墙立柱类模具,通常跨度较大,模具强度不好,在上机生产一段时间后,模具容易变形甚至开裂,造成生产不稳定或者模具直接报废。
使用HyperXtrude挤压分析软件分析不同设计方案找到优化的模具设计方案,提高模具的使用效率。
2 幕墙立柱类模具的优化过程2.1实验方案设计选定一个典型的幕墙立柱类模具,通过计算该模具的强度分布情况了解该类模具强度较差的根本原因,模具初始设计方案如图1所示。
在保证模具厚度和模桥宽度不变的情况下修改模具结构,借助HyperXtrude重新分析不同的设计方案,比较不同分析结果,得到较优的设计方案,从而达到优化挤压模具设计的目的。
[资料]HyperWorks介绍
![[资料]HyperWorks介绍](https://img.taocdn.com/s3/m/cfdf970ca9114431b90d6c85ec3a87c240288abb.png)
软件简介—SoftWare Description ALTAIR HyperWorks 7.0 SP1HyperWorks 企业级的CAE软件,几乎所有财富500强制造企业都应用.为工程师量身定做的软件.强力推荐. 系列产品集成了开放性体系和可编程工作平台,可提供顶尖的CAE建模、可视化分析、优化分析、以及健壮性分析、多体仿真、制造仿真、以及过程自动化。
HyperWorks的开放式平台可以直接运用顶尖的CAD、CAE求解技术,并内嵌与产品数据管理以及客户端软件包交互的界面。
Altair HyperWorks是一个创新、开放的企业级CAE平台,它集成设计与分析所需各种工具,具有无比的性能以及高度的开放性、灵活性和友好的用户界面。
HyperWorks包括以下模块: Altair HyperMesh 高性能、开放式有限单元前后处理器,让您在一个高度交互和可视化的环境下验证及分析多种设计情况。
Altair MotionView 通用多体系统动力学仿真及工程数据前后处理器,它在一个直观的用户界面中结合了交互式三维动画和强大无比的曲线图绘制功能。
Altair HyperGraph 强大的数据分析和图表绘制工具,具有多种流行的工程文件格式接口、强大的数据分析和图表绘制功能、以及先进的定制能力和高质量的报告生成器。
Altair HyperForm 集成HyperMesh强大的功能和金属成型单步求解器,是一个使用逆向逼近方法的金属板材成型仿真有限元软件。
Altair HyperOpt 使用各种分析软件进行参数研究和模型调整的非线性优化工具。
Altair OptiStruct 世界领先的基于有限元的优化工具,使用拓扑优化方法进行概念设计。
Altair OptiStruct/FEA 基本线性静态、特征值分析模块。
创新、灵活、合理的许可证无论是单机版还是网络版,HyperWorks 许可单位(HWUs)都是平行的,所以不管你运行多少个HyperWorks模块,只有需要HWUs最多的模块才占用HWUs数。
模具仿真挤压模拟软件使用总结

模具仿真模拟挤压软件租赁期使用总结模具上机能否挤出合格的挤压制品受模具材料、模具设计、模具加工精度、铸锭质量和挤压工艺等因素影响,其中模具设计是关键因素之一。
传统的型材挤压模具设计主要依靠设计经验的积累,一些复杂断面要靠多次的返复试模、修模、改进设计才能达到预期的效果,这样不仅造成了大量的人力与物力的浪费,而且严重影响了生产效率和供货的及时性。
公司为了提高模具上机合格率,缩短铝型材的供货周期。
2月底与澳汰尔工程软件(上海)有限公司签订了Altair HyperXtrude8.0sr1仿真模拟挤压软件半年期的有偿租赁使用合同。
以期通过半年的时间对该软件的使用,了解软件的实际使用效果。
确定是否购买该软件的永久使用权。
目前该软件的半年租赁期时间已到期,现对该软件的使用情况做以下总结:一、软件工作原理:1、挤压仿真模拟主要是利用HyperXtrude这款基于流体力学和结构力学的有限元分析软件,对建好的三维模型进行有限元分析,研究金属流动规律以及模具和挤压加工过程的温度场、速度场、应力应变场及其变化规律; 可以预测实际挤压过程中可能出现的缺陷,及早优化模具结构设计、调整挤出工艺参数和有针对性指明技术解决方案。
可有效优化挤压工艺及挤压模具设计图,提高模具设计水平和模具一次上机合格率,减少试模次数,缩短铝型材的供货周期。
2、挤压仿真模拟主要过程可以分为七个步骤:1、根据模具设计的二维图纸在三维软件中建立挤压模具精确的三维实体模型;2、把三维CAD数据导入HyperXtrude软件中进行分模,建立3D型材、工作带、焊合室、分流孔以及棒料;3、对3D实体建行合理的二维与三维网格的划分与创建;4、创建挤压分析模型,包括挤压工艺参数、实际工作带轮廓、边界条件、材料等;5建立挤压分析参数,包括求解控制参数、提交作业;6、在HyperView进行后处理,得到可视化的结果;7对结果进行分析,优化模具结构设计、调整挤出工艺参数。
HyperXtrude大悬臂铝挤压模具结构的优化设计

HyperXtrude大悬臂铝挤压模具结构的优化设计作者:王先鹏来源:《山东工业技术》2018年第14期摘要:大悬臂铝挤压模具具有强度大、耐腐蚀性强的优势,将其应用到工业生产中,可有效提高生产效率。
本文简要分析了铝挤压模具传统设计方案的缺陷,强调了基于HyperXtrude的大悬臂铝挤压模具结构设计的需求。
基于此,重点从数据建模、参数计算、挤压模拟等方面,探讨了模具结构的优化设计流程,通过对设计效果的观察,证实了优化设计方案在提高模具结构合理性方面的价值。
关键词:HyperXtrude软件;大悬臂;挤压模具;优化设计DOI:10.16640/ki.37-1222/t.2018.14.0440 前言工业生产过程中,“挤压成型”为重要流程之一,该流程需利用挤压工具而完成。
受材质问题的影响,传统的挤压工具,强度较低,使用寿命较短。
利用该类型模具加工产品,成本往往较高。
基于HyperXtrude所设计的大悬臂铝挤压模具的出现,有效解决了上述问题,使得模具的使用性能得到了明显的提升。
可见,为提高工业生产水平,对大悬臂铝挤压模具结构进行优化设计是关键。
1 基于HyperXtrude的大悬臂铝挤压模具结构的设计需求以HyperXtrude软件为基础的,大悬臂铝挤压模具结构参数设计以及空刀设计需求如下:1.1 参数需求大悬臂铝挤压模具中,影响其结构合理性的因素,以外轮廓尺寸及导流室的高度为主。
传统模具的外轮廓尺寸一般为125mm×58mm,导流室的高度则为14mm。
本课题所设计的模具尺寸,相对于传统模具尺寸而言,长与宽数值均有所提升。
现有的以HyperXtrude为基础所设计的大悬臂铝挤压模具,外轮廓尺寸为310mm×220mm,导流室高度为15mm,导流板厚度为80mm[1]。
1.2 空刀设计需求为提高模具的性能,保证型材能够被有效挤出。
将模具的横面,设计为三级空刀形式,使各级空刀,分别用于支撑工作带、悬臂以及型材是关键。
翁嘉骏_加工制造解决方案-HyperXtrude挤制成型之应用

摘
要:
傳 統 上對 於擠 製 品的製 造與 模具的設 計 ,大多依靠設 計 者的技巧與 經 驗 ,或是應
用費 時 且缺乏效 的試 誤 法(try and error)。今日在高品質 與 低成本的產 品要求下,傳 統 的 經 驗 已 敷應 付,為 改進 屬 成形製 程,必須 對 成形過 程有 透徹 的認 與 解,才能對 製 程的改 有所助 。HyperXtrude是Altair公司製 造工程模擬 解決 方案中專 門 針 對 金屬 和 聚合體 擠 壓 生產 過 程中之模擬 軟 體。基於Navier-Stokes控制方程,HyperXtrude用來 類 比在 金屬 和聚合體 擠 壓 成型工業 中材料經 歷 的複 雜 的塑性變 形、材料流動 和傳 熱 過 程。本文使用 HyperXtrude預 測 擠 製 過 程型材所發 生之問 題 ,並 結 合HyperStudy進 行工作 , 由 程型的 和最佳化方案提出,可以有效降低修模、 模次數,更能使模具 程大降 低。
Altair 2009 HyperWorks 技术大会论文集
加工製造解決方案-HyperXtrude 擠製成型之應用
翁嘉駿 趙月秀
-1-
Altair 2009 HyperWorks 技术大会论文集
加工製造解決方案-HyperXtrude 擠製成型之應用 HyperXtrude Application in the Extrusion Process for the Manufacturing
料
50mm 料 450
度 200mm
4mm/sec
2mm/sec
HyperXtrude
(a)
流
(b) 4
(c)
Altair_HyperXtrude

Altair® HyperXtrude®澳汰尔工程软件(上海)有限公司Altair® HyperXtrude®是一款专门针对金属和聚合体挤压生产过程的计算机仿真软件。
基于Navier-Stokes控制方程,HyperXtrude用来模拟在金属和聚合体挤压成型工业中材料经历的复杂的塑性变形、材料流动和传热过程。
HyperXtrude强大的求解算法能够用于多种材料模型。
同时它内嵌在HyperWorks工作环境中,与Morphing和HyperStudy优化技术无缝集成,可以进行挤压工艺参数和模具形状的优化,同时实现结果的可视化和数据管理。
BENEFITS·在模具开发的早期阶段,通过强大而高效的挤压成型仿真,缩短模具设计时间,减少试模次数,降低模具开发成本,提高模具设计质量·预测挤压产品的应力、应变、速度、温度、压力分布,计算和分析挤压件的变形情况·预测挤压模具的受力,计算挤压模具的变形并实现寿命分析·发现和解决现有模具的设计缺陷,实现对新设计模具的验证·与HyperStudy优化工具无缝集成,实现对挤压模具形状、工作带长度和分流孔口尺寸等挤压工艺参数的优化,从而降低人工试模的成本·专家级的空心模和实心模创建模板可以快速生成挤压的分析模型,并自动检查模型质量·统一的单位详细定义,自动实现数据的转换·新颖的棒料边界跟踪算法,实现对挤压杂质的仿真· 支持多种材料本构模型· 支持64位操作系统,大幅提升计算效能通过模具工作带优化使得挤压速度更为均匀极为快速的一键式模型创建通过棒料表面追踪模拟铸锭表面杂质的影响“丛林集团作为中国第一台万吨挤压机的诞生基地,我们一直对铝挤压的技术发展特别重视。
作为行业内首款模拟挤压专业软件,Altair公司的HyperXtrude软件的功能超出我们的预期。
挤压模具的仿真模拟分析
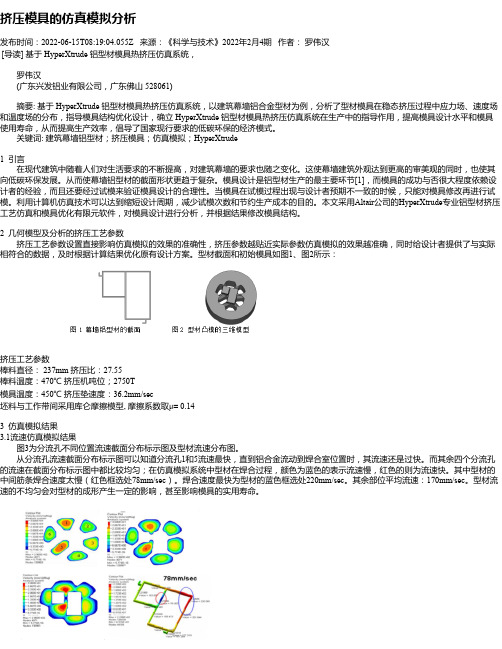
挤压模具的仿真模拟分析发布时间:2022-06-15T08:19:04.055Z 来源:《科学与技术》2022年2月4期作者:罗伟汉[导读] 基于 HyperXtrude 铝型材模具热挤压仿真系统,罗伟汉(广东兴发铝业有限公司,广东佛山 528061)摘要: 基于 HyperXtrude 铝型材模具热挤压仿真系统,以建筑幕墙铝合金型材为例,分析了型材模具在稳态挤压过程中应力场、速度场和温度场的分布,指导模具结构优化设计,确立 HyperXtrude 铝型材模具热挤压仿真系统在生产中的指导作用,提高模具设计水平和模具使用寿命,从而提高生产效率,倡导了国家现行要求的低碳环保的经济模式。
关键词: 建筑幕墙铝型材;挤压模具;仿真模拟;HyperXtrude1 引言在现代建筑中随着人们对生活要求的不断提高,对建筑幕墙的要求也随之变化。
这使幕墙建筑外观达到更高的审美观的同时,也使其向低碳环保发展。
从而使幕墙铝型材的截面形状更趋于复杂。
模具设计是铝型材生产的最主要环节[1],而模具的成功与否很大程度依赖设计者的经验,而且还要经过试模来验证模具设计的合理性。
当模具在试模过程出现与设计者预期不一致的时候,只能对模具修改再进行试模。
利用计算机仿真技术可以达到缩短设计周期,减少试模次数和节约生产成本的目的。
本文采用Altair公司的HyperXtrude专业铝型材挤压工艺仿真和模具优化有限元软件,对模具设计进行分析,并根据结果修改模具结构。
2 几何模型及分析的挤压工艺参数挤压工艺参数设置直接影响仿真模拟的效果的准确性,挤压参数越贴近实际参数仿真模拟的效果越准确,同时给设计者提供了与实际相符合的数据,及时根据计算结果优化原有设计方案。
型材截面和初始模具如图1、图2所示:挤压工艺参数棒料直径: 237mm 挤压比:27.55棒料温度:470℃挤压机吨位;2750T模具温度:450℃挤压垫速度:36.2mm/sec坯料与工作带间采用库仑摩擦模型, 摩擦系数取μ= 0.143 仿真模拟结果3.1流速仿真模拟结果图3为分流孔不同位置流速截面分布标示图及型材流速分布图。
AltairHyperStudyHyperStudy120新功能亮点HyperWorks120

Altair HyperStudyHyperStudy 12.0 新功能亮點HyperWorks 12.0增強了HyperStudy的功能。
新版本的HyperStudy在保持經典HyperStudy功能強大的同時,加入了新的模擬技術,並提高了用戶體驗。
∙改進了流程嚮導,引導使用者使用經典的工程問題解決流程去解決問題。
使用者首先需要根據設計目的,建立一個HyperStudy任務,然後定義設計變數和響應,並指定任務的相關參數。
∙資料夾結構更具一致性,便於自動化處理。
在HyperStudy Explorer 面板下,可以方便的查看所有檔以及資料夾。
∙採用表格的方式,簡化了輸入、編輯與檢查資料。
表格提供了排序、剪切、粘貼和過濾等功能,便於處理資料和增進對模型以及結果的理解。
∙檔案格式依然以XML格式存儲,各個模組具有自包含並且是開放的特性。
該格式使得HyperStudy打開和保存、輸入輸出速度更快,也更加便於進行後處理。
∙近似模型模組被擬合模組(Fit Approach)取代∙HyperStudy軟體理念沒有變化,老版本與12.0版是無縫過渡,方便老用戶使用。
HyperStudy 12.0主要新功能UI重新設計∙新的開始頁面,可快速建立HyperStudy並啟動練習∙屬性和資料以表格的形式展現,包含眾多特徵選項∙各模組步驟得到簡化,操作風格一致∙各模組之間順序可以重排,以符合工程師的思路流程∙Run Matrix可以編輯∙估值計算表格可以使用多執行緒,提供多達7個動態更新視圖∙增強了Expression Builder的功能,更方便的建立運算式∙增強了消息欄功能∙全新的資料夾查看功能∙全新的報告功能總體功能增強與更新∙資料夾結構得到簡化∙提供hstx檔案格式,易於HyperStudy快速導入匯出∙提供模型錯誤檢查∙以模組為基準,批次處理控制模組中的各計算任務∙可以平行計算(同時運行多個作業)∙將老版本檔自動更新為新版本∙任何模組得到的結果,都可以作為輸入矩陣;擬合模組可以被任何模組引用∙後處理增強∙模組之間更具有連貫性∙更多的視圖控制選項∙多視圖∙與HyperGraph緊密聯繫∙彩色顯示圖表∙提供三維反覆運算表格∙反覆運算表格內容更豐富∙提供可靠性視圖新演算法∙擬合方法:徑向基函數法∙優化演算法:全域響應面法、單迴圈可靠性設計法、混合多目標優化方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Altair® HyperXtrude®
澳汰尔工程软件(上海)有限公司
Altair® HyperXtrude®是一款专门针对金属和聚合
体挤压生产过程的计算机仿真软件。
基于
Navier-Stokes控制方程,HyperXtrude用来模拟在金
属和聚合体挤压成型工业中材料经历的复杂的塑性变
形、材料流动和传热过程。
HyperXtrude强大的求解算
法能够用于多种材料模型。
同时它内嵌在HyperWorks
工作环境中,与Morphing和HyperStudy优化技术无
缝集成,可以进行挤压工艺参数和模具形状的优化,同
时实现结果的可视化和数据管理。
BENEFITS
·在模具开发的早期阶段,通过强大
而高效的挤压成型仿真,缩短模具设计
时间,减少试模次数,降低模具开发成
本,提高模具设计质量
·预测挤压产品的应力、应变、速度、
温度、压力分布,计算和分析挤压件的
变形情况
·预测挤压模具的受力,计算挤压模
具的变形并实现寿命分析
·发现和解决现有模具的设计缺陷,
实现对新设计模具的验证
·与HyperStudy优化工具无缝集成,
实现对挤压模具形状、工作带长度和分
流孔口尺寸等挤压工艺参数的优化,从
而降低人工试模的成本
·专家级的空心模和实心模创建模板
可以快速生成挤压的分析模型,并自动
检查模型质量
·统一的单位详细定义,自动实现数
据的转换
·新颖的棒料边界跟踪算法,实现对
挤压杂质的仿真
· 支持多种材料本构模型
· 支持64位操作系统,大幅提升计算
效能
通过模具工作带优化使得挤压速度更为均匀
极为快速的一键式模型创建通过棒料表面追踪模拟铸锭表面杂质的影响
“丛林集团作为中国第一台万吨挤压机的诞生基地,我们一直对铝挤压的技术发展特别重视。
作为行业内首款模拟挤压专业软件,Altair公司的HyperXtrude软件的功能超出我们的预期。
软件的使用不仅大大减少了我们对以往经验的依赖,而且该软件更提供了结果的量化,使我们的工作从盲目的试验中走出来,模具设计工作有了明确的理论指导。
通过模具寿命的提高和试模次数的减少,HyperXtrude为我们带来了丰厚的回报。
有限元技术在挤压行业的应用一定会给这个行业带来革命性的进步!”——王永祥山东丛林集团总工程师
网址: 寻求信息:info@ 业务联系:
+86-21-61171666 HYPERXTRUDE APPLICATIONS
1.铝型材挤压工艺的应用
y
正向挤压/反向挤压仿真 y
模具与型材之间的传热仿真 y
型材变形仿真 y
挤压材料流动跟踪仿真 y 棒料初始温度设置 y 模具的应力计算及其变形仿真 y 变化时间步设置,加速计算效率 y 棒料表皮跟踪分析,预测压余长度 y 工作带长度设计 y 挤压工艺的优化
2.聚合体加工工艺的应用
· 聚合体挤压成型分析
· 混合挤压成型分析
· 聚合体熔体流动分析
· 模具的偏差分析 · 等温/非等温流体计算 · 模具的应力计算和寿命分析 · 稳态/非稳态分析 · 可变时间步设置与计算
工作带的优化
聚合体挤压型材变形分析
工作带长度设计。