行业标准铸造用三乙胺冷芯盒法树脂解读
冷芯盒树脂

冷芯盒树脂
特点
1、树脂粘度低,芯砂流动性好,更低的射砂压力,更高的砂芯表面质量;
2、卓越的脱模性能,制芯效率提高20%以上;
3、砂芯初强度高、抗变形性能好,更少的树脂加入量
4、更高的抗吸湿性能,砂芯存放时间延长30%
5、更好的高温韧性,更低的铸件废品率,铸件尺寸更精确;
6、低气味,低发烟,改善车间环境,更环保。
使用指南
1. 混砂工艺
两组分的比例可在55/45至50/50的范围内调整,组分1多,则树脂砂初强度高;树脂总加入量一般为1.0-2.0%(占砂重)。
间歇式混砂机先将砂子与组分1混1分钟,再加入组分Ⅱ混2分钟,混匀后出砂制芯。
2. 工艺参数的选择
本系列产品采用三乙胺硬化方法制芯,三乙胺与载体气体混合,一般在0.2Mpa压力下吹入芯盒,吹气时间根据砂芯尺寸大小、几何形状而定。
输送1公斤三乙胺约需7公斤载体气体,硬化1吨芯砂约0.45-0.8公斤三乙胺。
三乙胺法冷芯盒制芯工艺的应用及探讨

三乙胺法冷芯盒制芯工艺的应用及探讨潍坊柴油机有限责任公司邹化仲=摘要>为进一步推广应用三乙胺法冷芯盒制芯工艺,对在此工艺中存在的问题作了分析,并提出了改进措施。
1国内外三乙胺法冷芯盒工艺的发展应用三乙胺法冷芯盒工艺即酚醛氨基甲酸乙酯工艺,是冷芯盒制芯工艺方法中目前应用最广泛的一种,开发于1968年。
其制芯工艺过程是,在定量原砂中按工艺配比加入组分Ñ酚醛树脂和组分Ò聚异氰酸酯的双组分粘结剂,在混砂机中混均匀后得到冷芯砂,利用射芯机紧实到芯盒中,再藉助气体发生器,以干燥的压缩空气或氮气等为载体将定量的雾化或汽化的三乙胺催化剂通过吹气板吹入芯盒,将双组分粘结剂中的羟基和异氰酸催化变成尿烷而硬化,继而靠载体气体清洗出芯砂中残余的三乙胺,得到具有一定强度、满足工艺要求的砂芯。
冷芯盒法制芯工艺用的芯盒不需加热,免去了芯盒热变形,砂芯精度高,芯盒寿命长,芯盒材质可视生产批量大小等条件选用钢、铸铁、铝、塑料、木材等。
冷芯盒制芯工艺化学反应迅速,固化周期短,生产效率高,砂芯发气量较低,溃散性好,易清砂,铸件表面光洁,废品率低,综合成本低,易于组织自动化生产,经济效益显著。
因此,在近20年的发展中,日益取代油砂法、热芯盒法、壳芯法等传统制芯工艺。
在欧美等有些工厂采用三乙胺法冷芯盒制芯工艺生产的砂芯重量达砂芯总重量的70%以上。
为适应铸造工艺各方面的不同要求,特别是提高现行三乙胺法冷芯盒砂芯的热强度,防止在浇注金属高温作用下,砂芯过早溃散、变形、开裂造成废品,美国有关部门研究出高热强度三乙胺冷芯盒工艺,将现行三乙胺法冷芯盒工艺用的粘结剂组分Ñ酚醛树脂改为酚醛多元醇树脂,其他不变。
这样,溃散时间从不到100s延迟到400s。
另一方面,德国、美国、意大利、西班牙、日本等各国对三乙胺法冷芯盒工艺配套设备,射芯机、气体发生器、芯砂混砂机、空气干燥器、砂加热冷却器、废气净化装置等的研究逐步深入,不断采用新技术、新专利形成各具特色的系列化生产。
铸造粘结剂分析

21
3、粘度(ν)
水玻璃的粘度与其模数、密度、杂质含量 及温度等因素密切相关。
22
水玻璃的处理 水玻璃处理的原理
如果从化工厂购得的水玻璃模数和密度不符合铸造工 艺要求,可在使用前进行改变模数和密度的处理。通常 采用加水稀释或加热浓缩的方法来改变水玻璃的密度。 而模数的改变则通过改变其中的Na2O的含量来实现。 为降低模数,可在水玻璃中加入 NaoH 水溶液以增加其 Na2O含量;如要提高模数,一般是在水玻璃中加入定量 的、浓度适当的氯化铵水溶液或盐酸,与其中Na2O 发生 中和反应,降低Na2O含量,从而相对提高SiO2含量。反 应原理如下;
7
粘土的种类
粘土根据它含有的粘土矿物种类及其性能的不同,主 要分为普通粘土和膨润土两大类。用N和P分别表示。
8
(一)普通黏土
普通黏土俗称白泥,呈白色或灰白色。
9
(二)膨润土
膨润土主要由蒙脱石和黏土矿物质所组成,具有较大的吸水 膨胀性、胶体分散性、吸附性、离子交换性和湿态黏结性能。 按其主要交换性阳离子的不同,铸造用膨润土可分为钠基膨润 土和钙基膨润土,分别以PNa 和PCa表示
12
2、水玻璃粘结剂
水玻璃的制备方法与化学式
水玻璃别名泡花碱,是硅酸钠、硅酸钾或硅酸锂的水 溶液。除特别注明外用的水玻璃均指钠水玻璃,其化学 式为:Na2O· mSiO2.nH20。 制造水玻璃的方法有干法和湿法两种。 干法制造水玻璃是将硅砂与苏打(Na2C03)或硅砂与无水 芒硝(Na2S06)及碳(焦炭、木炭或无烟煤 )各按一定比例混 合后,在反射炉内加热到 1400℃左右,即可得到熔融的 硅酸钠。
水玻璃砂 由硅砂、水玻璃和辅加物混合配制而成。制成的砂 型可吹以CO2实现化学硬化,也可采用加热硬化或在硬化剂 作用下自行硬化等方法。这种型砂可用于制造铸钢件和铸铁 件的砂型。水玻璃砂有落砂困难和旧砂不易再生等缺点,应 用受到一定的限制。
三乙胺吹气冷芯盒法是应用最早和最普及的一种
三乙胺吹气冷芯盒法是应用最早和最普及的一种。
在这种工艺中,芯砂粘结剂由两部分液体组成:组分I 为酚醛树脂,组分II 为聚异氰酸酯;催化剂为液态三乙胺。
在冷芯盒射芯机上将树脂砂射入芯盒后,通过三乙胺气体发生器向芯盒内吹入三乙胺和载体的混合气体,使砂芯在数秒至数十秒内硬化,达到满足脱模和搬运的强度。
对三乙胺和载体气体进行加热,促进三乙胺和载体气体充分混合均匀,可以缩短硬化时间和降低树脂的用量。
三乙胺气体发生器的结构和工作原理三乙胺气体发生器的一个工作循环分为如下3 个阶段:高压吹胺低压吹胺清空三乙胺,有机化合物,系统命名为N,N-二乙基乙胺,是具有有强烈的氨臭的淡黄色透明液体,在空气中微发烟。
微溶于水,可溶于乙醇、乙醚。
水溶液呈弱碱性。
易燃,易爆。
有毒,具强刺激性。
工业上主要用作溶剂、固化剂、催化剂、外观与性状:无色油状液体,有强烈氨臭。
熔点(℃):-114.8相对密度(水=1):0.726沸点(℃):89.5折射率:1.4010黏度(30℃):0.32mPa·s相对蒸气密度(空气=1):3.48饱和蒸气压(kPa):8.80(20℃)燃烧热(kJ/mol):4333.8临界温度(℃):259临界压力(MPa):3.04辛醇/水分配系数的对数值:1.45闪点(℃):<0爆炸上限%(V/V):8.0引燃温度(℃):249爆炸下限%(V/V):1.2溶解性:微溶于水,溶于乙醇、乙醚等多数有机溶剂。
毒性:有毒,对皮肤和黏膜有刺激性,LD50 460mg/kg。
空气中最高容许浓度30mg/m3。
国产与进口三乙胺冷芯盒树脂性能对比研究

892FO U N D R V造型材料Vol.68 No.8 2019国产与进口三乙胺冷芯盒树脂性能对比研究何龙,崔刚,张宏凯,韩文,张茜(宁夏共享化工有限公司,宁夏银川750021 )摘要:对国产冷芯盒树脂和进口冷芯盒树脂的常规性能指标以及非常规性能指标如抗湿性、可使用时间、超低树脂加入量等进行研究对比。
结果表明,国产树脂主要常规性能指标与进口树脂差距小于5%,无明显差异。
24 h高湿抗拉强度、可使用时间等指标与进口树脂差距在5%以上,存在一定差异。
关键词:冷芯盒树脂;性能对比;抗湿性;超低加入量三乙胺冷芯盒法制芯工艺由亚什兰公司(Ashland)于1968年推出,因其具有砂芯尺寸精度高、生产效率高、不用热源、工装容易更换且维修保养简便、良好的砂特性等特点['受到铸造行业的欢迎并迅速发展。
国内的铸造企业在20世纪七八十年代开始进行三乙胺冷芯盒制芯工艺的研究,开展了大量的试验研究工作但国产冷芯盒树脂与进口树脂相比性能仍存在明显差距,进口树脂树脂砂常规强度比国产树脂高20%〜40%,抗湿性比国产树脂高50%~ 100%[51。
常州有机化工厂1984年底引进了亚什兰公司的三乙胺冷芯盒粘结剂制造技术[6]。
近些年来,以济南圣泉和苏州兴业为代表的国内铸造辅材生产企业加大研发力度,在三乙胺冷芯盒树脂的合成技术上取得突破性进展。
国内三乙胺冷芯盒树脂的性能与进口冷芯盒树脂的差距逐渐缩小,主要性能指标已经达到进口树脂水平,部分性能指标已超越进口树脂水平。
为了对比国产冷芯盒树脂和进口冷芯盒树脂的技术指标差异,对国产冷芯盒树脂和进口三乙胺冷芯盒树脂的常规性能指标以及其他性能指标如抗湿性、可使用时间、超低加入量等进行了对比研究。
作者简介:何龙( 1982-),男,本科,高级工程师,从事铸造辅 材的研发及质量管理工作。
E-mail:zhxl-025@ 中图分类号:TG221文献标识码:A文章编号:10014977(2019) 08-0892-04收稿曰期:2019-01-22收到初稿,2019-03-26收到修订稿。
三乙胺法冷芯盒工艺技术
三乙胺法冷芯盒工艺技术三乙胺法冷芯盒工艺技术是一种常用的金属铸造工艺,它广泛应用于航空航天、汽车制造、机械工程等领域。
该工艺的主要原理是利用三乙胺在铸造过程中的化学反应,使其快速气化,在模具中形成均匀的气泡,从而形成轻质的铸件。
首先,三乙胺法冷芯盒工艺技术要求选用适合的模具材料。
由于三乙胺气化时会产生较高的温度,模具材料需要具备高温耐受性和耐蚀性,一般选择耐火材料或特种合金。
其次,该工艺要求在铸造前将三乙胺喷涂在模具表面。
这一步骤需要将三乙胺与稀释剂按一定比例混合后喷涂到模具内壁上,并迅速将模具合拢,使其均匀覆盖在模腔表面。
然后,进行金属液浇注。
在模具内喷涂三乙胺后,需要迅速将金属液浇注到模腔中,由于三乙胺的快速气化,使得金属液不被三乙胺冷凝,从而形成轻质的铸件。
接下来,进行冷却和凝固。
在铸造完成后,需要将铸件进行冷却,使其凝固定形。
冷却速度的控制是至关重要的,过快或过慢都会影响铸件的性能。
最后,取出模具,完成整个冷芯盒工艺。
一般来说,三乙胺法冷芯盒工艺技术可以提高铸件的密度、减少缺陷和气孔,使得铸件的质量更加稳定可靠。
值得注意的是,三乙胺在铸造过程中会产生一定的气味和有害气体,因此在操作过程中需要保持良好的通风条件并使用适当的个人防护设备,确保工人的安全。
总的来说,三乙胺法冷芯盒工艺技术是一种重要的铸造工艺,具有较高的效率和质量优势。
通过合理的应用和控制,可以实现高质量的铸件生产,并满足不同领域的需求。
三乙胺法冷芯盒工艺技术是一种常用的金属铸造工艺,它在各个领域中广泛应用。
下面将详细介绍该工艺技术的相关内容。
首先,三乙胺法冷芯盒工艺技术的基本原理是利用三乙胺在铸造过程中的化学反应。
三乙胺,也被称为N,N-二乙基甲酸酰胺,是一种液体化合物。
当在铸造过程中,将三乙胺喷涂在模具表面后,它会快速气化,形成大量气泡,进而形成轻质的芯盒。
该工艺的第一步是选择适合的模具材料。
由于三乙胺在气化时会产生高温,因此模具材料需要具备耐高温和耐蚀性。
三乙胺冷芯盒制芯工艺及常见问题和解决方案

) 微粉含量质量分数 : 要求≤0 . 5 %; f ) 原砂温度 : 砂温要求在 0℃ 一 4 0 o C 之间 , 理
e
会导致芯砂强度降低 。
3 制 芯
想温度为 2 0 c C~ 3 0℃,但在冬季最好将砂温控制
在3 0℃ 3 5℃为佳 。
1 . 2 树 脂 与催化 剂
况来 选择 。
2 . 2 混 砂 工 艺
擦洗砂( 袋装或烘干型 )
a ) S i O 2 含量I >9 0 %;
b ) 粒度 4 0 / 7 0目; C ) 含泥量质量分数 : 要求 ≤0 . 3 %; d ) 含水量质量分数 : 要求 ≤0 . 3 %;
原砂 +添加剂 混匀 ,再 加树 脂混 3 0 s 一6 0 S出 砂 。混 砂 时间 过短 会导 致 混砂 不 均匀 , 时 间 过长 则
Ab s t r a c t : T r i e t h y l a mi n e c o l d b o x p r o c e s s i s c h a r a c t e iz r e d b y h i g h p r o d u c t i o n e f f i c i e n c y , l o w e n e r g y c o n s u mp t i o n ,h i g h p r e c i s i o n s a n d c o r e s , c o r e b o x c o s t a n d l o w p o p u l a i r t y . T h i s a r t i c l e f r o m r a w ma t e i r a l s e l e c t i o n , p r o p o ti r o n o f s a n d , c o r e ma k i n g . C o mb i n a t i o n o f e q u i p me n t a n d t e c h n o l o g y s u mme d u p t h e c o l d — b o x c o r e p r o b l e ms i n t h e p r o c e s s a n d s o l u t i o n . Ke y wo r d s : t r i e t h y l a mi n e c o l d c o r e b o x, s a n d s c r u b , c o l d b o x r e s i n s , wa t e r , e x h a u s t
三乙胺冷芯树脂可使用时间的研究

铸造 用 的聚氨酯粘 合剂 主要有 两组份 构成 ,组 份
I 多羟基 化合物 ;组份 I为 聚异氰 酸酯 。两 组份 在 为 I
摘 要 :研究了影响三乙胺冷芯盒树脂可使用时间的主要因素,结果表明:催化剂用量是影响可使用时间的主要因素之
一 ;使 用 芳 烃 溶 剂 的 三 乙胺 冷 芯 盒 树 脂 可使 用 时 间 明显 高 于 脂 肪 酸 甲酯 的 可使 用 时 间 ;沉 淀 剂处 理 组 份 I是 提 高 可 使 用 时 间有 效 方 法 ;抗 潮剂 和 延 缓 剂 均 可 延 长 可使 用 时 间 ;采 用 较 低 的 催 化 剂量 合 成 酚 醛 树 脂 ,并 结合 沉淀 剂处 理 、添 加 抗 潮 剂 与延 缓 剂 后 , 则无 毒 脂 肪 酸 甲酯 溶 剂 体 系 的三 乙胺 冷 芯盒 树 脂 ,能 完全 满足 三 乙胺 冷 芯盒 工 艺技 术要 求 。
Ab ta t Th a n f c o s i f e c n h e c i f r t ya i e c l — o e i r t d e . s rc : e m i a t r n l n i g t e b n h l e o i h lm n o d b x r sn we e s u id u f te
a d t e a d t n o n i u d t g n n e a d n g n , h r t ya i e c l - o e i o l n h d io fa t h mi i a e ta d r t r a ta e t t e ti h l m n o d b x r s n c ud i — y e
维普资讯
铸
・
造
Ma 0 8 y2 0 V . 7 No 5 oI 5 .
铸造行业砂型铸造工艺的职业危害(二)

铸造行业|砂型铸造工艺的职业危害(二)接上篇《铸造行业|砂型铸造工艺的职业危害(一)》在处理含树脂的型砂时,特别是当型砂处于热态时,建议采用局部排风装置;将异氰酸酯谨慎地存放在密封容器中,并置于温度为10~30℃的干燥处。
任何用空的容器应注满5%碳酸钠溶液,浸泡24小时,使容器中残存的任何化学药品得到中和。
使用酚醛树脂和醇酸树脂油的树脂造型工艺中,应严格贯彻最普通的保管工作原则,但在处理催化剂时,应极其小心谨慎。
酚醛和油性异氰酸酯树脂的催化剂,通常是以吡喧化合物的芳香胺为基本部分;这种吡喧化合物是一种带刺鼻味的液体,它们能强烈刺激皮肤,造成肾和肝的损害,还会影响中枢神经系统。
在市场上,这些化合物或是以单独的添加剂(三组分粘结剂)形式、或是以和油料掺和的形式供应。
在拌和、造型、浇注,以及落砂各阶段中,都应保持良好的局部排气通风。
在其他一些不需烘烤的工序中,使用的催化剂也是有毒的磷酸或各种磺酸,故在运输和使用过程中应采取防护措施,以免发生事故。
三、气体硬化法气体硬化主要有:CO2水玻璃法和气雾冷芯盒法(或称阿西兰特法工艺)。
1.CO2水玻璃法CO2水玻璃工艺从50年代就开始使用,并据此发展了多种工艺,这一工艺一般用于生产大、中型铸型和型芯(见本网站其他文章)。
其所用的硅酸钠粘结剂是由氧化钠和二氧化硅反应而生成的一系列化学品,这种粘结剂通常添加诸如糖蜜之类的物质作为分解剂来加以改进。
硅酸钠是一种碱性物质,如果和皮肤、眼睛接触,或摄入人体,都会造成伤害。
最好在处理大量硅酸钠区域附近提供应急淋浴设施,并提供涂搽护肤膏。
凡使用硅酸盐的铸造区,应配备取用方便的洗眼瓶,大大降低发生严重事故的风险。
供应的二氧化碳可以是固态、液态或气态,若以气瓶或压力桶的形式供应,则在保管上应采取许多安全措施,如气瓶的贮存、阀门的维修、气瓶的搬运等,同时对气体本身的危害也必须加以防护。
2.气雾冷芯盒法气雾冷芯盒法,是用一种树脂(通常是聚氨酯)与二异氰酸酯相混合,然后用胺(通常是三乙胺或二甲基乙胺)作吹气处理,以促使交联固化反应。
三乙胺法冷芯盒制芯工艺影响因素的研究

华中科技大学硕士学位论文AbstractTri-ethylamine Cold Box Core-making Process,with the features of more efficiency, energy saving,good casting surface quality,accurate dimension,good core collapsibility, has been widely used in automobiles,internal combustion engines,tractor,engineering machinery,rolling stock,brake pump.However,the high usage amount of resin,low performance and bad storage of sand core lead to the high scrap rate in production process of some Foundry Enterprise.Therefore,further studies on these problems can provide technical support for optimization of Tri-ethylamine Cold Box Core-making Process, enhancing sand core performance and reducing production cost,which have important realistic significance.In this paper,combining the production practice of No.1Foundry Plant,Dongfeng motor Co.,Ltd(hereinafter called:No.1Foundry Plant),reasons for the high usage amount of resin and low efficiency of core-making were analyzed.Furthermore,effects of process conditions for sand core performance of Tri-ethylamine Cold Box based on actual production were studied.Finally,several improvement measures of ISOCURE of No.1 Foundry Plant were proposed,and the results achieved are as follows.Through analyzing quality of raw materials and production process of Tri-ethylamine Cold Box Core-making of No.1Foundry Plant,high water content of the raw sand and the compressed air is identified as the main reason for high usage amount of resin.The effect of the amount of added resin on sand core performance was studied.The results showed that the initial strength and the24h final strength of sand core increased with the increase of amount of addition of resin,the gas evolution indicate the same variation tendency.When the amount of added resin is1.8%,he24h final strength reach the maximum at the ratio of two components is50:50,and the initial strength reaches its maximum at the ratio of55:45.It is also can be seen that the tensile strength of sand core has good stability when the ratio is between50:50and55:45.And then,research of water-based paint,environmental humidity and temperature on strength and fracture of sand core were also explored.The results showed that the water-based paint made the24h final strength decrease significantly,but the decline rate华中科技大学硕士学位论文decreased with the increase amount of added resin;the strength of core painted during storage time1-6h was lower than that of immediate painted core and painted after storage 24h.In the environment of room temperature and high humidity,the core strength decreased significantly due to high humidity with the extension of storage time.In the environment of40℃and RH100%,the sand core reaches its maximum strength within5h, and then the strength declined rapidly with the extension of storage time.The resin binding bridge showed cohesive-fracture-dominated compound fracture in the environment of room temperature and low humidity,While,the resin binding bridge showed the adhesive fracture because of moisture-induced cracks in high humidity environment.Based on these,several improvements for the raw water content,sand mulling, compressed air dryer,dip coating and heating,process and tooling parameters and sand core storage have been proposed to reduce the usage amount of resin and increase efficiency of core-making.Key words:Tri-ethylamine;Cold box;Process parameters;Water-based coating;Environment humidity;Core strength;Core fracture独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
行业标准铸造用三乙胺冷芯盒
行业标准《铸造用三乙胺冷芯盒法树脂》解读1 标准概况三乙胺冷芯盒法树脂工艺由于其具有生产效率高、节约能源、芯(型)强度高、尺寸精确、芯(型)砂溃散性好等优点,已经得到了铸造业的广泛使用。
根据2011年中国机械工业联合会下发的2011年行业标准制修订计划,《铸造用三乙胺冷芯盒法树脂》行业标准由苏州兴业材料科股份有限公司负责起草,全国铸造标准化技术委员会归口管理。
在2011年第三批行业标准制修订计划中,标准名称为《铸造用三乙胺法冷芯盒树脂》,在标准征求意见时,经标准起草小组一致同意,将标准名称确定为《铸造用三乙胺冷芯盒法树脂》。
2 标准的主要内容2.1 范围本标准适用于铸造用三乙胺冷芯盒法制芯(型)用树脂。
2.2 术语和定义参照GB/T 5611《铸造术语》“铸造用三乙胺冷芯盒法树脂 TEA cured cold-box resin for foundry”,将铸造用三乙胺冷芯盒法树脂定义为“在室温下吹入三乙胺等叔胺类催化剂气体,使双组分粘结剂的酚醛树脂和聚异氰酸酯交联成固态的氨基甲酸酯,从而使砂芯(型)硬化的冷芯盒用树脂。
”2.3 分类和牌号铸造用三乙胺冷芯盒法树脂是目前广泛使用的制芯、造型用有机粘结剂,在用户现场使用时主要根据强度判断产品优良,因此标准以强度等级分级为普通型、抗湿型和高强度型。
铸造用三乙胺冷芯盒法树脂按使用条件不同分类及分类代号见表1。
铸造用三乙胺冷芯盒法树脂的牌号表示方法如下:示例SLⅠ-G:表示铸造用三乙胺冷芯盒法树脂组分Ⅰ高强度型树脂。
2.4 技术要求2.4.1 铸造用三乙胺冷芯盒法树脂的理化性能应符合表2的规定。
因为组分Ⅰ刚生产出来时为淡黄色,遇光易变棕红色,但不影响性能,所以本标准规定组分Ⅰ为淡黄色至棕红色透明液体。
为促进技术进步,出于对职业健康和环境保护的需要,同时考虑到国内有代表性厂家的现状,对组分Ⅰ中的游离甲醛进行了分级规定,≤0.5%为合格品,≤0.3%为优级品。
铸造原材料技术标准
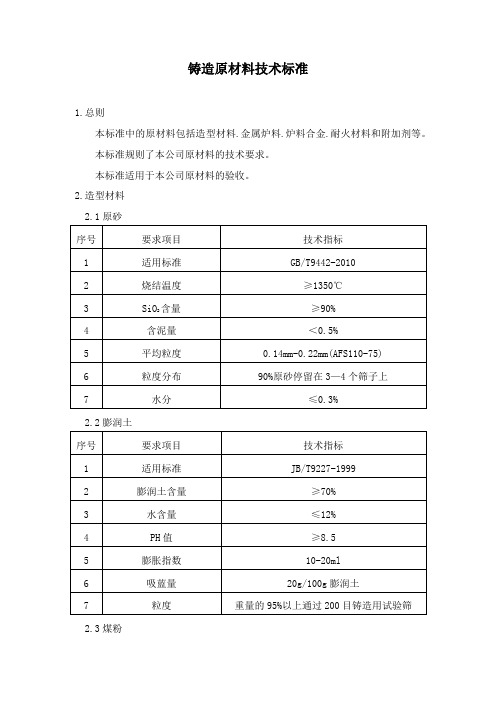
铸造原材料技术标准1.总则本标准中的原材料包括造型材料.金属炉料.炉料合金.耐火材料和附加剂等。
本标准规则了本公司原材料的技术要求。
本标准适用于本公司原材料的验收。
2.造型材料2.1原砂2.2膨润土2.3煤粉2.4原砂2.5冷芯盒树脂2.6三乙胺2.6.1产品中三乙胺含量≥99%,含水量≤0.3%。
2.7造型材料中水分含量超标的,从总重量中减去超出部分重量的2倍作为计价重量。
3.金属炉料3.1生铁3.1.1铸造灰口铸铁用生铁适用标准GB/T718-2005。
3.1.2化学成分要求如下表化学成分(质量分数)/%3.1.3块状生铁单重2kg~7kg,大于7kg和小于2kg的铁块之和,每批中应不超过重量的10%。
3.1.4铁块表面要洁净,无炉渣和砂粒。
3.2废钢3.2.1熔炼用废钢使用标准GB4223—2004。
3.2.2废钢碳含量小于2.0%,硫含量.磷含量均不大于0.050%。
3.2.3废钢最大尺寸不超过300mm,厚度2.5-30mm,单块重量0.25~10kg,每批(车)尺寸.厚度及重量不合格的废钢质量分数小于10%。
3.2.4废钢内不应混有废铁.合金废钢.铁合金和有害物。
3.2.5对于单件表面有锈蚀的废钢,其每面附着的铁锈厚度不大于单件厚度的10%。
3.2.6废钢表面和器件.打包件内部不应存在泥块.水泥.粘砂.镀锌.油污以及珐琅等杂物。
3.2.7废钢中禁止混有易燃易爆物品。
禁止混有两端封闭的管状物.封闭器皿等物品,禁止混有橡胶.塑料制品。
3.2.8废钢各检验批中非金属夹杂物(不含非金属有害废物)的总重量不超过0.50%。
3.3灰铁回炉料3.4灰铁铁屑4.炉料合金4.1铁4.1.1硅铁适用标准GB/T2272-2009。
4.1.2化学成分要求如下表化学成分(质量分数)/%4.1.3硅铁锭厚度不得超过100mm。
硅的偏析不大于3%。
4.1.4块度为30~70mm,块度小于20x20mm的数量不超过2%。
一种三乙胺冷芯盒法铸造大口径阀门铸件
专利名称:一种三乙胺冷芯盒法铸造大口径阀门铸件专利类型:实用新型专利
发明人:杨海龙,张吉发,王健康,赵雪勃
申请号:CN202122113725.X
申请日:20210902
公开号:CN215806615U
公开日:
20220211
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种三乙胺冷芯盒法铸造大口径阀门铸件,包括阀门铸件主体,所述阀门铸件主体的最上侧位置处设置有橡胶盖,所述橡胶盖的右侧位置处设置有凸块,所述橡胶盖的下侧位置处设置有连接管,所述连接管的外侧位置处设置有顺时针螺纹,所述顺时针螺纹的外侧位置处设置有上方连接口,所述上方连接口的下侧位置处设置有管道,所述管道的左侧位置处设置有水平连接口,橡胶盖能通过顺时针螺纹旋入上方连接口内,能防止灰尘或其它物体从上方连接口掉入阀门铸件主体内部,凸块能更加方便橡胶盖进行转动,阀门铸件主体能通过两个固定块以竖立姿势立在平面上,防止阀门铸件主体缺少支撑点平躺在地面上造成磕碰和磨损。
申请人:河北精航宇阀门制造有限公司
地址:062150 河北省沧州市泊头市富镇(泊头市四营工业区)
国籍:CN
代理机构:沧州市博圣恒专利代理事务所(普通合伙)
代理人:黄庆华
更多信息请下载全文后查看。
行业标准铸造用三乙胺冷芯盒法树脂解读

行业标准《铸造用三乙胺冷芯盒法树脂》解读1 标准概况三乙胺冷芯盒法树脂工艺由于其具有生产效率高、节约能源、芯(型)强度高、尺寸精确、芯(型)砂溃散性好等优点,已经得到了铸造业的广泛使用。
根据2011年中国机械工业联合会下发的2011年行业标准制修订计划,《铸造用三乙胺冷芯盒法树脂》行业标准由苏州兴业材料科股份有限公司负责起草,全国铸造标准化技术委员会归口管理。
在2011年第三批行业标准制修订计划中,标准名称为《铸造用三乙胺法冷芯盒树脂》,在标准征求意见时,经标准起草小组一致同意,将标准名称确定为《铸造用三乙胺冷芯盒法树脂》。
2 标准的主要内容2.1 范围本标准适用于铸造用三乙胺冷芯盒法制芯(型)用树脂。
2.2 术语和定义参照GB/T 5611《铸造术语》“铸造用三乙胺冷芯盒法树脂 TEA cured cold-box resin for foundry”,将铸造用三乙胺冷芯盒法树脂定义为“在室温下吹入三乙胺等叔胺类催化剂气体,使双组分粘结剂的酚醛树脂和聚异氰酸酯交联成固态的氨基甲酸酯,从而使砂芯(型)硬化的冷芯盒用树脂。
”2.3 分类和牌号铸造用三乙胺冷芯盒法树脂是目前广泛使用的制芯、造型用有机粘结剂,在用户现场使用时主要根据强度判断产品优良,因此标准以强度等级分级为普通型、抗湿型和高强度型。
铸造用三乙胺冷芯盒法树脂按使用条件不同分类及分类代号见表1。
铸造用三乙胺冷芯盒法树脂的牌号表示方法如下:示例SLⅠ-G:表示铸造用三乙胺冷芯盒法树脂组分Ⅰ高强度型树脂。
2.4 技术要求2.4.1 铸造用三乙胺冷芯盒法树脂的理化性能应符合表2的规定。
因为组分Ⅰ刚生产出来时为淡黄色,遇光易变棕红色,但不影响性能,所以本标准规定组分Ⅰ为淡黄色至棕红色透明液体。
为促进技术进步,出于对职业健康和环境保护的需要,同时考虑到国内有代表性厂家的现状,对组分Ⅰ中的游离甲醛进行了分级规定,≤0.5%为合格品,≤0.3%为优级品。
三乙胺法冷芯盒工艺解读

三乙胺冷芯盒法
三乙胺法:(又称Ashland 法或
ISOCURE 法),其粘接剂体系:粘
结剂组分Ⅰ(酚醛树脂)、粘结剂
组分Ⅱ(聚异氰酸脂)、催化剂
(液体三乙胺或二甲基乙胺)。
By
粘结剂组分Ⅰ和组分Ⅱ之比通常为:1:
1。推荐组分Ⅰ:组分Ⅱ=55%:45%
制芯工艺流程:1、混砂工艺
制芯工艺流程如下:
By
基甲酸乙酯,使砂芯迅速固化。
4、洗涤工艺(净化工艺)
4、洗涤工艺:吹胺固化后的砂芯停留 几秒后,向芯盒内吹入压缩空气进 行洗涤,以清除砂芯中及排气管道 系统中的残余三乙胺,使其通过净 化塔中的盐酸溶液,中和后排入大 气。洗涤压力0.35-0.45MPa ,洗涤 By 时间10-20s。
每盒砂芯总循环时间90-100s。
By
氧化硅含量越高砂芯开裂几率越 大。
复合有机物抗脉纹剂的原理 Ⅰ
在型砂或芯砂中加入一些退让性添加 剂减小砂型的膨胀应力。在型砂或 芯砂中加入低熔点的材料和它们的 混合物使在浇注温度下,形成低熔 点的化合物,堵住裂缝,减少脉纹 的产生。低熔点的添加剂降低了砂 芯的耐火度,高温时砂芯表面受热 软化,减弱了砂英砂的膨胀应力, By 推迟了砂芯的开裂时间,从而起到 减少脉纹的作用。
1、混砂工艺
选择混砂机的原则是混砂时发热少及 适当的产量大小,也就是说混好的 砂愈快用完愈好,不要滞留太久以 免树脂开始起化学反应。
使用非联动混砂机混好的砂应尽速送 By 至制芯机,尽量减少翻动。
1、混砂工艺
树脂的两个组分可以同时加入砂 中,也可以分别加入。混拌以树 脂能均匀粘附在砂粒上为宜,混 砂时间约在2min 左右。时间过短, 树脂分布不均,容易粘芯盒,砂 By 芯强度也低。混砂时间过长也无 益。
三乙胺冷芯盒工艺在铸造生产中的应用与研究的开题报告

三乙胺冷芯盒工艺在铸造生产中的应用与研究的开题报告
一、研究背景
三乙胺冷芯盒是一种新型铸造材料,可显著提高铸件质量和生产效率。
因此,它在铸造生产中得到了广泛应用。
然而,在实际应用中,不同的生产工艺会对其性能产生一定的影响,因此有必要对其工艺参数进行研究,以提高生产效率和产品质量。
二、研究目的
本研究旨在探究三乙胺冷芯盒在铸造生产中的应用和工艺参数对其性能的影响,为进一步提高铸件质量和生产效率提供理论依据和技术支持。
三、研究内容
1、三乙胺冷芯盒在铸造生产中的应用情况分析和概述;
2、研究三乙胺冷芯盒的制备工艺,包括材料配比、混合、成型、硬化等步骤的优化;
3、探究不同工艺参数对三乙胺冷芯盒性能的影响,包括压缩强度、抗拉强度、抗弯强度等性能;
4、研究三乙胺冷芯盒的耐高温性能和耐化学腐蚀性能,并对其应用范围进行评价;
5、研究三乙胺冷芯盒在不同铸造条件下的应用效果和生产成本。
四、研究方法
本研究采用实验方法,按照不同的工艺参数对三乙胺冷芯盒的性能进行测试和分析,包括定量分析和定性分析。
同时,采用SEM和XRD等分析方法对其微观结构和组成进行观察和探究。
五、预期成果
通过本研究,将进一步明确三乙胺冷芯盒在铸造生产中的应用范围和优势,提高生产效率和产品质量。
同时,将为相关企业的生产和技术提供理论依据和科学支持。
三乙胺冷芯盒树脂砂工艺的特点是什么
三乙胺冷芯盒树脂砂工艺的特点是什么三乙胺冷芯盒树脂砂工艺的特点是什么此工艺的主要特点是:? 硬化速度快,硬透性好,生产效率高;? 芯盒不需要加热;劳动条件好,芯盒生产成本低。
三乙胺冷芯盒法的原材料主要有:硅砂、树脂和催化剂。
此法对硅砂要求甚严,特别是含水量要求,0.2%, 含泥量要求,0.3%(均为指质量分数)。
所用的树脂由两个组分组成:组分?为聚苯醚酚醛树脂,组分?为聚异氰酸酯。
为了降低树脂对硅砂及环境湿度的敏感性和适用于低温浇注铝合金铸件的需要,近年来,又开发了抗吸湿性树脂和铝合金专用树脂(多元醇)。
催化剂为液态的三乙胺或二甲基乙胺。
为了能使砂芯均匀硬化,液态三乙胺需要先雾化或汽化,再与载体气混合(常用空气或氮气),吹入芯盒,使砂芯硬化,以防止三乙胺浓度过大而引起爆炸。
胺雾化主要有两种方法:? 吹泡法。
直接向胺液吹载体气,使胺激烈搅拌而雾化。
此法设备简单,缺点是硬化气中胺的浓度难以控制。
? 喷雾法。
使胺液在压力作用下喷出并雾化于经脱湿的压缩空气(或其载体气)管道中,然后送往芯盒。
三乙胺冷芯盒法制芯均在专用的冷芯盒射芯机上完成,所用射芯机的结构与普通射芯机相似,但增加了吹气机构和前后工序配套设备。
前工序配套设备有:混砂机、砂加热器、气体发生器、压缩空气干燥除湿系统、三乙胺雾化装置等。
后工序配套设备包括废气净化系统。
制芯工序为:硅砂加热至25~35摄氏度,将组分?加入砂中,混制1~2分钟,再加入组分?,继续混制1~2分钟。
通常两组分加入量各为砂的质量分数的0.75% 。
然衙在0.3~0.35MPA射砂压力下,把砂子射入芯盒,再将与载体混合\体积分数为2%的三乙胺气体在于0.2MPA压力下吹入芯盒,使砂芯迅速硬化,硬化时间一般为几秒或几十秒.砂芯硬化后,紧接着通过原来吹气系统,再吹入洁净干燥的空气,以便清洗砂芯中的残胺,并可进一步提高它的强度.最后,打开芯盒,取出已硬化的砂芯,使可进行下一轮程序.吹气硬化时经芯盒排出的气体和硬化后用压缩空气清洗残存硬化气时排出的气体统称尾气.尾气中含有胺,必须处理后才能排放大气中.胺是碱性的而且易燃,故可用酸洗涤吸收法或燃烧法除去尾气中的胺.酸洗涤塔是最常用的处理装置(见图5-17).含胺的尾气从下部进入洗涤塔,在向上方流动的途中,经2或3 层硬塑料块构成的阻尼层,结果使气流分散而且路径曲折.浓度为8%~10%的稀硫酸自上而下喷淋,也通过阻尼层.这样,尾气中的胺充分和酸作用,到达塔上方时,胺浓度很低,可大气排放.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行业标准《铸造用三乙胺冷芯盒法树脂》解读1 标准概况
三乙胺冷芯盒法树脂工艺由于其具有生产效率高、节约能源、芯(型)强度高、尺寸精确、芯(型)砂溃散性好等优点,已经得到了铸造业的广泛使用。
根据2011年中国机械工业联合会下发的2011年行业标准制修订计划,《铸造用三乙胺冷芯盒法树脂》行业标准由苏州兴业材料科股份有限公司负责起草,全国铸造标准化技术委员会归口管理。
在2011年第三批行业标准制修订计划中,标准名称为《铸造用三乙胺法冷芯盒树脂》,在标准征求意见时,经标准起草小组一致同意,将标准名称确定为《铸造用三乙胺冷芯盒法树脂》。
2 标准的主要内容
2.1 范围
本标准适用于铸造用三乙胺冷芯盒法制芯(型)用
树脂。
2.2 术语和定义
参照GB/T 5611《铸造术语》“铸造用三乙胺冷芯
盒法树脂 TEA cured cold-box resin for foundry”,将铸造
用三乙胺冷芯盒法树脂定义为“在室温下吹入三乙胺等
叔胺类催化剂气体,使双组分粘结剂的酚醛树脂和聚异
氰酸酯交联成固态的氨基甲酸酯,从而使砂芯(型)硬
化的冷芯盒用树脂。
”
2.3 分类和牌号
铸造用三乙胺冷芯盒法树脂是目前广泛使用的制
芯、造型用有机粘结剂,在用户现场使用时主要根据强
度判断产品优良,因此标准以强度等级分级为普通型、
抗湿型和高强度型。
铸造用三乙胺冷芯盒法树脂按使用条件不同分类及
分类代号见表1。
铸造用三乙胺冷芯盒法树脂的牌号表示方法如下:
示例
SLⅠ-G:表示铸造用三乙胺冷芯盒法树脂组分Ⅰ
高强度型树脂。
2.4 技术要求
2.4.1 铸造用三乙胺冷芯盒法树脂的理化性能应符合表2
的规定。
因为组分Ⅰ刚生产出来时为淡黄色,遇光易变棕红色,但不影响性能,所以本标准规定组分Ⅰ为淡黄色至棕红色透明液体。
为促进技术进步,出于对职业健康和环境保护的需要,同时考虑到国内有代表性厂家的现状,对组分Ⅰ中的游离甲醛进行了分级规定,≤0.5%为合格品,≤0.3%
为优级品。
组分Ⅱ中异氰酸根含量是影响树脂产品质量的重要因素之一,本标准规定组分Ⅱ中的异氰根为22.0%~28.0%。
组分Ⅰ主要由酚醛树脂组成,组分Ⅱ则主要由多苯基、多亚甲基、多异氰酸酯组成。
组分I中含有水,但水却能够与组分II的主要成分发生反应,而该反应的生成物对树脂系统的强度建立有十分明显的危害。
所以本标准增加了对影响树脂强度的关键性指标——“水分”含量的控制要求,本标准规定组分Ⅰ中的水分为≤0.8%。
2.4.2 混合料试样常温性能指标
铸造用三乙胺冷芯盒法树脂的混合料试样常温性能指标应符合表3的要求。
本标准对24h常湿、24h高干和24h高湿三项强度指标指出了检测时试样的存放条件要求,温度均为20℃±2℃,相对湿度分别为(60±5)%、≤40%和≥95%,并对普通型、抗湿型和高强度型的指标要求作出规定。
发气量和常温抗弯强度本标准未作规定,供需双方可考虑产品需要和检测条件商定是否作为供货时产品的技术指标。
2.5 试验方法
标准对铸造用三乙胺冷芯盒法树脂的“外观、密度、粘度、游离甲醛、异氰酸根和水分”的技术指标规定了试验方法。
粘度的测定一般情况采用“GB/T 2794-1995 胶粘剂粘度的测定”旋转粘度计法,仲裁时则采用“GB/T265 石油产品运动粘度测定法和动力粘度计算法”平氏毛细管粘度计法。
游离甲醛的测定方法采用“HG/T 2622 酚醛树脂中游离甲醛含量的测定”,检测数据准确,重复性好。
水分的测定方法采用“GB/T 6283 化工产品中水分含量的测定卡尔·费休法(通用方法)”,因该方法适用性强、检测范围宽,成熟稳定,数据重现性好。
强度的测定采用“附录A(规范性附录)常温抗拉(抗弯)强度的测定方法”。
发气量的测定采用“GB/T 2684 铸造用砂及混合料试验方法”中5.9 发气量和发气速度的测定方法,测定温度为850℃。
2.6 附录
附录A(规范性附录)是常温抗拉(抗弯)强度的测定方法,由于强度测定方法没有现行的国家标准或行业标准,因此本标准编写了“常温抗拉(抗弯)强度的测定方法”,其中规定树脂加入总量为1.6%(占标准砂重),组分Ⅰ与组分Ⅱ的比例为50:50,模具尺寸按“GB/T 2684 铸造用砂及混合料试验方法”的规定。
为了保证各实验室试验条件的一致,避免因为条件不同对检测结果的影响,附录A对三乙胺及压缩空气的技术要求作了规定,也对试样的制作如射砂压力、射砂时间、吹胺压力、吹胺时间、吹胺量、清洗时间、清洗压力等都作了明确的规定。
同时对瞬时强度的检测也予以明确,要求将经过吹胺、清洗后的试样立即从模具中取出后,到测定完强度,整个过程应该在30s内完成。
3 标准的特点及应用
由于地理条件的差异以及季节变换,使得铸造生产的现场环境也有明显的不同,本标准
既考虑了高干条件和常湿条件对树脂强度的要求,同时考虑到对铸造生产来说条件较为“恶劣”的高湿度情况,例如在长江以南地区,特别是黄梅季节天气湿度很大,相对湿度经常超
过90%,如果树脂抗湿性不好,砂芯在搬运、浇注时会出现断芯等情况,所以本标准提高24h
高湿强度指标,对铸造厂使用三乙胺冷芯盒法树脂更有利。
本标准充分反映了当前国内三乙胺冷芯盒法树脂的技术发展现状,本标准的制定为三乙
胺冷芯盒法树脂砂的生产、质量检验提供重要的技术依据。
__。