【工程】双钢筋叠合板安装施工工艺标准(424-1996)
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
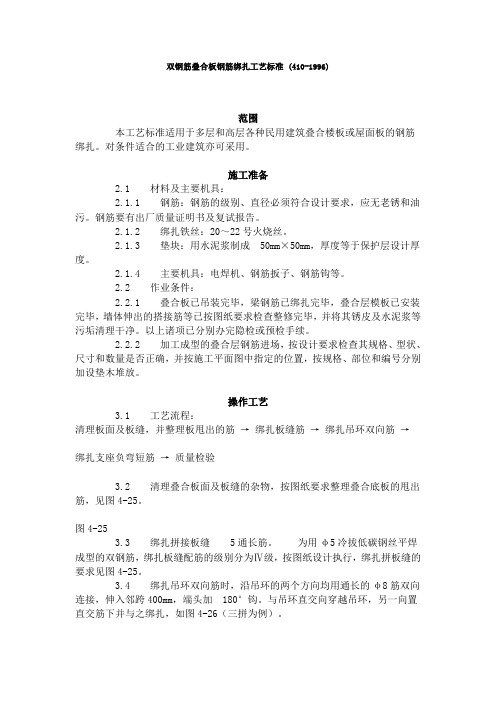
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)

双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
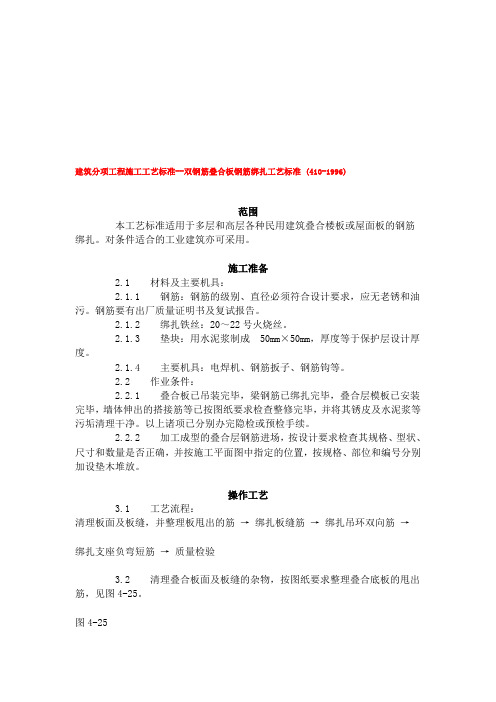
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
( 工程文档)双钢筋叠合板钢筋绑扎工艺标准 (
双钢筋叠合板钢筋绑扎工艺标准 (410-1996>范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
pc3SDz0LX32.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50m m,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
pc3SDz0LX32.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
pc3SDz0LX3操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→绑扎板缝筋→绑扎吊环双向筋→绑扎支座负弯短筋→质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
pc3SDz0LX33.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26三拼为例)。
pc3SDz0LX3图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
pc3SDz0LX3质量标准4.1 保证工程:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
建筑分项工程施工工艺标准--双钢筋叠合板安装施工工艺标准(424-1996)
建筑分项工程施工工艺标准--双钢筋叠合板安装施工工艺标准(424-1996)范围本工艺适用于多层及高层多种民用建筑叠合楼板或屋面板的安装。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 双钢筋叠合板:板厚分为50mm和63mm两种系列。
平面尺寸以三模为基准,50mm系列,长4.2m~6.3m,宽l.5m~3.9m.共72种;63mm系列,长4.2m~7.2m,宽1.5m~3.9m,共99种。
预制叠合板的叠合面应有凹凸差不小于4mm的人工粗糙面,表面不得有疏松层和浮浆。
双钢筋叠合板要有出厂合格证。
2.1.2 支座硬架支模及支板缝的木板、木方或定型支柱等应按施工方案配制。
2.1.3 机具;垂直运输机械、钢卷尺、撬棍等。
2.2 作业条件:2.2.1 依据图纸、规范、叠合板图集以及洽商的要求,绘制叠合板安装图。
其中应表示出叠合板的平面位置、型号、板缝尺寸、支座搁置长度、支座硬架支模位置、临时支撑位置,以便叠合板安装。
2.2.2 检查叠合板的质量:详细检查有无裂缝、缺损,检查叠合板的表面质量。
凡不符合质量要求的不得使用。
并按安装图核对叠合板的型号和规格。
2.2.3 检查墙体或梁的标高及轴线。
梁和圈梁的钢筋及模板办完隐、预检。
2.2.4 叠合板的堆放及场地要求:2.2.4.1 场地应事先抄平、整实,并筑3∶7灰土两步。
2.2.4.2 堆放的支点位置同吊点。
每块叠合板下沿叠合板长向紧靠吊环应放通长垫木,上下对齐、对正、垫平、垫实。
不同板号应分别码放,不允许不同板号重叠堆放。
堆放高度宜不大于6层。
条件允许时应随到随上楼。
2.2.5 墙四周硬架支模及拼板缝处硬架支撑和板的临时支撑,按施工方案安装完毕,并做完预检。
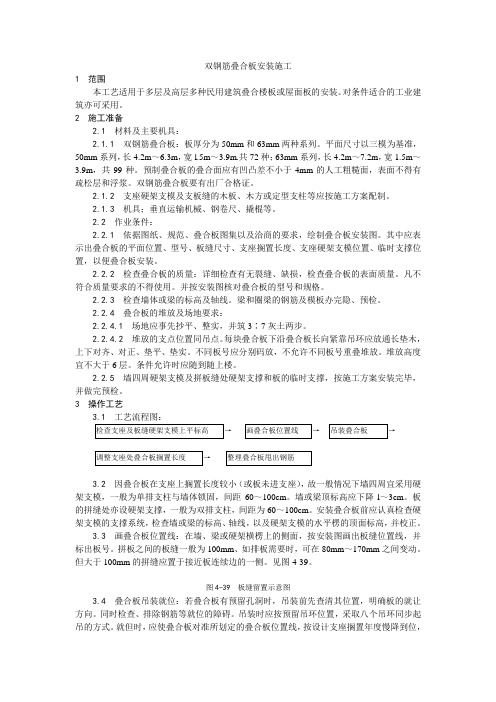
操作工艺3.1 工艺流程图:检查支座及板缝硬架支模上平标高→ 画叠合板位置线→ 吊装叠合板→调整支座处叠合板搁置长度→ 整理叠合板甩出钢筋3.2 因叠合板在支座上搁置长度较小(或板未进支座),故一般情况下墙四周宜采用硬架支模,一般为单排支柱与墙体锁固,间距60~100cm。
建筑分项工程施工工艺标准--双钢筋叠合板钢筋绑扎工艺标准 (410-1996).doc
建筑分项工程施工工艺标准--双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)

双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
双钢筋叠合板钢筋绑扎工艺标准 (4101996)[004]
![双钢筋叠合板钢筋绑扎工艺标准 (4101996)[004]](https://img.taocdn.com/s3/m/944b383b76c66137ee0619e9.png)
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
( 工程文档)双钢筋叠合板安装施工工艺标准()

双钢筋叠合板安装施工工艺标准424-1996)范围本工艺适用于多层及高层多种民用建筑叠合楼板或屋面板的安装。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 双钢筋叠合板:板厚分为50mm和63mm两种系列。
平面尺寸以三模为基准,50mm系列,长4.2m~6.3m,宽l.5m~3.9m.共72种。
63mm系列,长4.2m~7.2m,宽1.5m~3.9m,共99种。
预制叠合板的叠合面应有凹凸差不小于4mm的人工粗糙面,表面不得有疏松层和浮浆。
双钢筋叠合板要有出厂合格证。
KPuMYlP1v32.1.2 支座硬架支模及支板缝的木板、木方或定型支柱等应按施工方案配制。
2.1.3 机具。
垂直运输机械、钢卷尺、撬棍等。
2.2 作业条件:2.2.1 依据图纸、规范、叠合板图集以及洽商的要求,绘制叠合板安装图。
其中应表示出叠合板的平面位置、型号、板缝尺寸、支座搁置长度、支座硬架支模位置、临时支撑位置,以便叠合板安装。
KPuMYlP1v32.2.2 检查叠合板的质量:详细检查有无裂缝、缺损,检查叠合板的表面质量。
凡不符合质量要求的不得使用。
并按安装图核对叠合板的型号和规格。
KPuMYlP1v32.2.3 检查墙体或梁的标高及轴线。
梁和圈梁的钢筋及模板办完隐、预检。
2.2.4 叠合板的堆放及场的要求:2.2.4.1 场的应事先抄平、整实,并筑3∶7灰土两步。
2.2.4.2 堆放的支点位置同吊点。
每块叠合板下沿叠合板长向紧靠吊环应放通长垫木,上下对齐、对正、垫平、垫实。
不同板号应分别码放,不允许不同板号重叠堆放。
堆放高度宜不大于6层。
条件允许时应随到随上楼。
KPuMYlP1v32.2.5 墙四周硬架支模及拼板缝处硬架支撑和板的临时支撑,按施工方案安装完毕,并做完预检。
操作工艺3.1 工艺流程图:检查支座及板缝硬架支模上平标高→画叠合板位置线→吊装叠合板→调整支座处叠合板搁置长度→整理叠合板甩出钢筋3.2 因叠合板在支座上搁置长度较小或板未进支座),故一般情况下墙四周宜采用硬架支模,一般为单排支柱与墙体锁固,间距60~100cm。
双钢筋叠合板钢筋施工工艺

双钢筋叠合板钢筋施工工艺本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
2.1材料及主要机具:2.1.1钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2绑扎铁丝:20~22号火烧丝。
2.1.3垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2作业条件:2.2.1叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
3.1工艺流程:清理板面及板缝,并整理板甩出的筋→绑扎板缝筋→绑扎吊环双向筋→绑扎支座负弯短筋→质量检验3.2清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例。
图4-263.5绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
4.1保证项目:4.1.1钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
4.1.2冷拔低碳钢筋的机械性能必须符合设计要求和施工规范的规定。
检验方法:检查出厂质量证明书,试验报告和冷拔记录。
双钢筋叠合板钢筋绑扎工艺标准

双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
双钢筋叠合板安装施工工艺
双钢筋叠合板安装施工1 范围本工艺适用于多层及高层多种民用建筑叠合楼板或屋面板的安装。
对条件适合的工业建筑亦可采用。
2 施工准备2.1 材料及主要机具:2.1.1 双钢筋叠合板:板厚分为50mm和63mm两种系列。
平面尺寸以三模为基准,50mm系列,长4.2m~6.3m,宽l.5m~3.9m.共72种;63mm系列,长4.2m~7.2m,宽1.5m~3.9m,共99种。
预制叠合板的叠合面应有凹凸差不小于4mm的人工粗糙面,表面不得有疏松层和浮浆。
双钢筋叠合板要有出厂合格证。
2.1.2 支座硬架支模及支板缝的木板、木方或定型支柱等应按施工方案配制。
2.1.3 机具;垂直运输机械、钢卷尺、撬棍等。
2.2 作业条件:2.2.1 依据图纸、规范、叠合板图集以及洽商的要求,绘制叠合板安装图。
其中应表示出叠合板的平面位置、型号、板缝尺寸、支座搁置长度、支座硬架支模位置、临时支撑位置,以便叠合板安装。
2.2.2 检查叠合板的质量:详细检查有无裂缝、缺损,检查叠合板的表面质量。
凡不符合质量要求的不得使用。
并按安装图核对叠合板的型号和规格。
2.2.3 检查墙体或梁的标高及轴线。
梁和圈梁的钢筋及模板办完隐、预检。
2.2.4 叠合板的堆放及场地要求:2.2.4.1 场地应事先抄平、整实,并筑3∶7灰土两步。
2.2.4.2 堆放的支点位置同吊点。
每块叠合板下沿叠合板长向紧靠吊环应放通长垫木,上下对齐、对正、垫平、垫实。
不同板号应分别码放,不允许不同板号重叠堆放。
堆放高度宜不大于6层。
条件允许时应随到随上楼。
2.2.5 墙四周硬架支模及拼板缝处硬架支撑和板的临时支撑,按施工方案安装完毕,并做完预检。
3 操作工艺3.1 工艺流程图:3.2 因叠合板在支座上搁置长度较小(或板未进支座),故一般情况下墙四周宜采用硬架支模,一般为单排支柱与墙体锁固,间距60~100cm。
墙或梁顶标高应下降l~3cm。
板的拼缝处亦设硬架支撑,一般为双排支柱,间距为60~100cm。
双钢筋叠合板钢筋绑扎工艺标准 (4101996)——施工工艺大全文档资料文档
双钢筋叠合板钢筋绑扎工艺标准 (410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→ 绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-263.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准4.1 保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
建筑分项工程施工工艺标准--双钢筋叠合板安装施工工艺标准(424-2019)word精品文档8页
建筑分项工程施工工艺标准--双钢筋叠合板安装施工工艺标准(424-1996)范围本工艺适用于多层及高层多种民用建筑叠合楼板或屋面板的安装。
对条件适合的工业建筑亦可采用。
施工准备2.1 材料及主要机具:2.1.1 双钢筋叠合板:板厚分为50mm和63mm两种系列。
平面尺寸以三模为基准,50mm系列,长4.2m~6.3m,宽l.5m~3.9m.共72种;63mm系列,长4.2m~7.2m,宽1.5m~3.9m,共99种。
预制叠合板的叠合面应有凹凸差不小于4mm的人工粗糙面,表面不得有疏松层和浮浆。
双钢筋叠合板要有出厂合格证。
2.1.2 支座硬架支模及支板缝的木板、木方或定型支柱等应按施工方案配制。
2.1.3 机具;垂直运输机械、钢卷尺、撬棍等。
2.2 作业条件:2.2.1 依据图纸、规范、叠合板图集以及洽商的要求,绘制叠合板安装图。
其中应表示出叠合板的平面位置、型号、板缝尺寸、支座搁置长度、支座硬架支模位置、临时支撑位置,以便叠合板安装。
2.2.2 检查叠合板的质量:详细检查有无裂缝、缺损,检查叠合板的表面质量。
凡不符合质量要求的不得使用。
并按安装图核对叠合板的型号和规格。
2.2.3 检查墙体或梁的标高及轴线。
梁和圈梁的钢筋及模板办完隐、预检。
2.2.4 叠合板的堆放及场地要求:2.2.4.1 场地应事先抄平、整实,并筑3∶7灰土两步。
2.2.4.2 堆放的支点位置同吊点。
每块叠合板下沿叠合板长向紧靠吊环应放通长垫木,上下对齐、对正、垫平、垫实。
不同板号应分别码放,不允许不同板号重叠堆放。
堆放高度宜不大于6层。
条件允许时应随到随上楼。
2.2.5 墙四周硬架支模及拼板缝处硬架支撑和板的临时支撑,按施工方案安装完毕,并做完预检。
操作工艺3.1 工艺流程图:检查支座及板缝硬架支模上平标高→ 画叠合板位置线→ 吊装叠合板→调整支座处叠合板搁置长度→ 整理叠合板甩出钢筋3.2 因叠合板在支座上搁置长度较小(或板未进支座),故一般情况下墙四周宜采用硬架支模,一般为单排支柱与墙体锁固,间距60~100cm。
施工工艺双钢筋叠合板钢筋绑扎工艺标准(410-1996)

施工工艺双钢筋叠合板钢筋绑扎工艺标准(410-1996)双钢筋叠合板钢筋绑扎工艺标准(410-1996)范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成50mm某50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件: 2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
操作工艺 3.1 工艺流程:清理板面及板缝,并整理板甩出的筋→绑扎板缝筋→绑扎吊环双向筋→绑扎支座负弯短筋→质量检验 3.2 清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-25 3.3 绑扎拼接板缝5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4 绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨400mm,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例)。
图4-26 3.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准 4.1 保证项目: 4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验。
4.1.2 冷拔低碳钢筋的机械性能必须符合设计要求和施工规范的规定。
检验方法:检查出厂质量证明书,试验报告和冷拔记录。
施工工艺,双钢筋叠合板钢筋绑扎工艺标准,

施工工艺,双钢筋叠合板钢筋绑扎工艺标准,(4101996)双钢筋叠合板钢筋绑扎工艺标准 (410-1996) 范围本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2 绑扎铁丝:20~22号火烧丝。
2.1.3 垫块:用水泥浆制成 50mm×50mm,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件: 2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2 成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
操作工艺 3.1 工艺流程:清理板面及板缝,并板甩出的筋→绑扎板缝筋→绑扎吊环双向筋→绑扎支座负弯短筋→质量检验3.2 清理叠合板面及板缝的杂物,按图纸要求叠合底板的甩出筋,见图4-25。
图4-25 3.3 绑扎拼接板缝 5通长筋。
为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
图4-26 3.5 绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
质量标准 4.1 保证工程: 4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
4.1.2 冷拔低碳钢筋的机械性能必须符合设计要求和施工标准的规定。
检验方法:检查出厂质量证明书,试验报告和冷拔记录。
4.1.3 钢筋的外表必须清洁,带有颗粒状或片状老锈,经除锈后仍留有麻点的钢筋,严禁按原规格使用。
双钢筋叠合板钢筋施工工艺(精)

双钢筋叠合板钢筋施工工艺本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用.2.1 材料及主要机具:2.1。
1 钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2。
1.2 绑扎铁丝:20~22号火烧丝.2。
1。
3 垫块:用水泥浆制成 50mm×50mm ,厚度等于保护层设计厚度。
2.1.4 主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2 作业条件:2.2.1 叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净.以上诸项已分别办完隐检或预检手续。
2.2.2加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放.3。
1 工艺流程:清理板面及板缝, 并整理板甩出的筋→绑扎板缝筋→ 绑扎吊环双向筋→绑扎支座负弯短筋→ 质量检验3。
2清理叠合板面及板缝的杂物, 按图纸要求整理叠合底板的甩出筋,见图4—25。
图 4-253。
3绑扎拼接板缝 5通长筋.为用φ5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为Ⅳ级,按图纸设计执行,绑扎拼板缝的要求见图4—25。
3.4绑扎吊环双向筋时,沿吊环的两个方向均用通长的φ8筋双向连接,伸入邻跨 400mm ,端头加180°钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图 4—26(三拼为例 .图4-263.5绑扎支座负弯矩筋,其保护层保证不大于20mm ,其与架立筋每扣均绑扎, 负弯矩筋下加设钢筋马凳, 以保证负弯矩筋正确的空间位置。
4.1保证项目:4.1.1 钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
4.1.2 冷拔低碳钢筋的机械性能必须符合设计要求和施工规范的规定。
双钢筋叠合板钢筋施工工艺
双钢筋叠合板钢筋施工工艺本工艺标准适用于多层和高层各种民用建筑叠合楼板或屋面板的钢筋绑扎。
对条件适合的工业建筑亦可采用。
2.1材料及主要机具:2.1.1钢筋:钢筋的级别、直径必须符合设计要求,应无老锈和油污。
钢筋要有出厂质量证明书及复试报告。
2.1.2绑扎铁丝:20~22号火烧丝。
2.1.3垫块:用水泥浆制成50mmX50mm ,厚度等于保护层设计厚度。
2.1.4主要机具:电焊机、钢筋扳子、钢筋钩等。
2.2作业条件:2.2.1叠合板已吊装完毕,梁钢筋已绑扎完毕,叠合层模板已安装完毕,墙体伸出的搭接筋等已按图纸要求检查整修完毕,并将其锈皮及水泥浆等污垢清理干净。
以上诸项已分别办完隐检或预检手续。
2.2.2加工成型的叠合层钢筋进场,按设计要求检查其规格、型状、尺寸和数量是否正确,并按施工平面图中指定的位置,按规格、部位和编号分别加设垫木堆放。
3.1工艺流程:清理板面及板缝,并整理板甩出的筋-绑扎板缝筋-绑扎吊环双向筋-绑扎支座负弯短筋—质量检验3.2清理叠合板面及板缝的杂物,按图纸要求整理叠合底板的甩出筋,见图4-25。
图4-253.3绑扎拼接板缝5通长筋。
为用©5冷拔低碳钢丝平焊成型的双钢筋,绑扎板缝配筋的级别分为W级,按图纸设计执行,绑扎拼板缝的要求见图4-25。
3.4绑扎吊环双向筋时,沿吊环的两个方向均用通长的©8筋双向连接,伸入邻跨400mm,端头加180钩。
与吊环直交向穿越吊环,另一向置直交筋下并与之绑扎,如图4-26(三拼为例。
图4-263.5绑扎支座负弯矩筋,其保护层保证不大于20mm,其与架立筋每扣均绑扎,负弯矩筋下加设钢筋马凳,以保证负弯矩筋正确的空间位置。
4.1保证项目:4.1.1钢筋的品种和质量必须符合设计要求和有关标准的规定。
检验方法:检查出厂质量证明书和试验报告。
4.1.2冷拔低碳钢筋的机械性能必须符合设计要求和施工规范的规定。
检验方法:检查出厂质量证明书,试验报告和冷拔记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双钢筋叠合板安装施工工艺标准(424-1996)
范围
本工艺适用于多层及高层多种民用建筑叠合楼板或屋面板的安装。
对条件适合的工业建筑亦可采用。
施工准备
2.1 材料及主要机具:
2.1.1 双钢筋叠合板:板厚分为50mm和63mm两种系列。
平面尺寸以三模为基准,50mm系列,长4.2m~6.3m,宽l.5m~
3.9m.共72种;63mm系列,长
4.2m~7.2m,宽1.5m~3.9m,共99种。
预制叠合板的叠合面应有凹凸差不小于4mm的人工粗糙面,表面不得有疏松层和浮浆。
双钢筋叠合板要有出厂合格证。
2.1.2 支座硬架支模及支板缝的木板、木方或定型支柱等应按施工方案配制。
2.1.3 机具;垂直运输机械、钢卷尺、撬棍等。
2.2 作业条件:
2.2.1 依据图纸、规范、叠合板图集以及洽商的要求,绘制叠合板安装图。
其中应表示出叠合板的平面位置、型号、板缝尺寸、支座搁置长度、支座硬架支模位置、临时支撑位置,以便叠合板安装。
2.2.2 检查叠合板的质量:详细检查有无裂缝、缺损,检查叠合板的表面质量。
凡不符合质量要求的不得使用。
并按安装图核对叠合板的型号和规格。
2.2.3 检查墙体或梁的标高及轴线。
梁和圈梁的钢筋及模板办完隐、预检。
2.2.4 叠合板的堆放及场地要求:
2.2.4.1 场地应事先抄平、整实,并筑3∶7灰土两步。
2.2.4.2 堆放的支点位置同吊点。
每块叠合板下沿叠合板长向紧靠吊环应放通长垫木,上下对齐、对正、垫平、垫实。
不同板号应分别码放,不允许不同板号重叠堆放。
堆放高度宜不大于6层。
条件允许时应随到随上楼。
2.2.5 墙四周硬架支模及拼板缝处硬架支撑和板的临时支撑,按施工方案安装完毕,并做完预检。
操作工艺
3.1 工艺流程图:
检查支座及板缝硬架支模上平标高→ 画叠合板位置线→ 吊装叠合板→
调整支座处叠合板搁置长度→ 整理叠合板甩出钢筋
3.2 因叠合板在支座上搁置长度较小(或板未进支座),故一般情况下墙四周宜采用硬架支模,一般为单排支柱与墙体锁固,间距60~100cm。
墙或梁顶标高应下降l~3cm。
板的拼缝处亦设硬架支撑,一般为双排支柱,间距为60~100cm。
安装叠合板前应认真检查硬架支模的支撑系统,检查墙或梁的标高、轴线,以及硬架支模的水平楞的顶面标高,并校正。
3.3 画叠合板位置线:在墙、梁或硬架横楞上的侧面,按安装图画出板缝位置线,并标出板号。
拼板之间的板缝一般为100mm、如排板需要时,可在80mm~170mm之间变动。
但大于100mm的拼缝应置于接近板连续边的一侧。
见图4-39。
图4-39 板缝留置示意图
3.4 叠合板吊装就位:若叠合板有预留孔洞时,吊装前先查清其位置,明确板的就让方向。
同时检查、排除钢筋等就位的障碍。
吊装时应按预留吊环位置,采取八个吊环同步起吊的方式。
就但时,应使叠合板对准所划定的叠合板位置线,按设计支座搁置年度慢降到位,稳定落实。
3.5 调整叠合板支座处的搁置长度:
3.5.1 用撬棍按图纸要求的支座处的搁置长度,轻轻调整。
必要时要借助吊车绷紧钩绳(但板不离支座),辅以人工用撬棍共同调整搁置长度。
3.5.2 图纸对支座搁置长度无要求时,板搁置在混凝土构件上时,一般为+20mm(即伸入支座20mm)。
若排板需要,亦可在+30mm~-50mm之间变动。
但若墙厚≤160mm时,筒支边的搁置长度应>0。
若必须小于-50mm,应按设计要求加大甩筋长度。
搁置长度的状态见图4-40。
3.5.3 在砖混结构中,板伸入支座的长度一般宜大于50mm。
3.6 按设计规定,整理叠合板四周甩出的钢筋,不得弯90°,亦不得将其压于板下。
质量标准
4.1 保证项目:
4.1.1 构件吊运时混凝土强度必须符合设计要求和施工规范的规定。
检查方法:检查构件出厂证明和同条件养护试块的试验报告。
4.1.2 叠合板接缝处的混凝土必须计量准确,浇捣密实,养护充分,其强度必须达到设计要求或施工规范的规定。
检查方法:观察和检查标准养护龄期28d试块抗压试验报告及施工记录。
4.1.3 叠合板的型号、位置、支点锚固必须符合设计要求,已无变形损坏现象。
检查方法:观察或尺量检查和检查吊装记录。
4.2 基本项目:
叠合板的标高、坐浆、板缝宽度,应符合设计要求和施工规范的规定。
检查方法:观察、足量检查。
4.3 允许偏差项目,见表4-37。
表4-37
项次项目允许偏差(mm) 检查方法
1 轴线位置位移 5 尺量检查
2 层高±10 用水准仪或尺量检查
3 板搁置长度±10 尺量检查
抹灰 5
不抹灰 3
成品保护
5.1 叠合板的堆放及堆放场地的要求应严格按2.2.4条执行。
5.2 现浇墙、梁安装叠合板时,其混凝土强度要达到4MPa时方准施工。
5.3 叠合板上的甩筋(锚固筋)在堆放、运输、吊装过程中要妥为保护,不得反复弯曲和折断。
5.4 吊装叠合板,不得采用“兜底”、多块吊运。
应按预留吊环位置,采用八个点同步单块起吊的方式。
吊运中不得冲撞叠合板。
5.5 硬架支模支架系统板的临时支撑应在吊装就位前完成。
每块板沿长向在板宽取中加设通长木楞作为临时支撑。
所有支柱均应在下端铺垫通长脚手板,且脚手板下为基土时,要整平、夯实。
5.6 不得在板上任意凿洞,板上如需要打洞,应用机械钻孔,并按设计和图集要求做相应的加固处理。
质量记录
本工艺标准应具备如下质量记录:
6.1 混凝土构件出厂合格证。
6.2 结构吊装记录。
6.3 预制构件吊装工程预检。
6.4 分项工程技术交底。
6.5 分项工程质量检验评定。