Flexa 优化程序
Flexa培训与设置分析

元件误差的定义
针对元件尺寸设定正确的元件tolerance.
元件误差的定义
供应商提供设定标准误差,减少误判,提升品质。
吸嘴使用的定义
什么样的吸嘴最适合取什么样的物料?
吸嘴使用的定义
NXT 常用吸嘴类型
• R19-070G-155
•吸嘴盘长度 •吸嘴直径
•是否带 胶皮
•吸嘴长度
吸嘴使用的定义
Flexa培训与设置分析
Flexa 培训与分析
目的: 1. 此文档的目的是SMT成员进行简单的培训与应用。 2. 在使用fuji flexa时遇到问题时提供一个基本的指导方法去解决问题. 3. 在本指导中,提供不同形式的参数设置分析原理和标准化参数. 4. 程式员负责维护此文件并确认参数更改,然后标准化参数.
Flexa 程序制作培训
程式制作基本步骤 ●坐标导入(坐标文件需EXCEL编辑保存为PRN格式。) ●Bom 导入(BOM文件需EXCEL编辑保存为PRN格式) ●零件外形制作
·Part data ·Shape data ·Package data ●PCB 编辑 ●Feeder 分配 ●制件上料表
•錯誤代碼查詢可 查看NXT 附属软
件
NXT-生产情报说明
FEEDER REPORT报告说明,根椐错误代码找出元件错误的原因, 修改元件参数,(更换FEEDER, Teach影像等).
•錯誤代碼查詢可查 看NXT 附属软件
DATA CHECK
当传送程式时机器屏幕显示DATA CHECK时,请检查程式,打开程式进行数据 检查,如有错误请根椐提示修改正确,如程式没错误请确认PCB下面参数。
显示对要贴装的 元件,在图象处理 错误的主要原因 上元件废弃的比 例。
最详细的FLEXA编程教程
一.Configuration 设定的各项解释
Optimize Nozzle Station
Nozzle station nozzle allocation method
Yes
Minim um
设定是否进行吸嘴配置的优化。如果设定为
“Yes”,则吸嘴配置被变更,使之变成合适的 排
列。如果设定为“No”,则不变更吸嘴配置。 设定吸嘴置放台的吸嘴配置方式。如果设定为
“Minimum”,则配置工作头所需的最小限度的 பைடு நூலகம்嘴。如果设定为“Maximum”,则配置该吸 嘴
置放台的最大限度的吸嘴。
二.不同长度PCB的设定
NXT生产的基板规格(W*L)
1. 双搬运轨道时:50*50~510*534(单位mm下同) 2. 单搬运轨道时:50*50~610*534 3. 说明1:当双搬运轨道时,W最大为280,超过280时,
无法进行双搬运进板 4. 说明2:当双搬运轨道时,L<250可以用single module
生产(双通道情况下),250<L<305部分要用M6或者 pair module模式来生产(双通道情况下)
Dual Lane1
Optimizer Type Speed
只有在执行优化时所显示的优化设定对话框 中,当选择了[Allocate Feeders] 后,该项设定才有 效。对选择了[Allocate Feeders] 的情况进行说明。这 里,如果选择了“Yes”,就会利用当前的供料器配置 来创建新的供料器配置。如果选择了“No”,就会无 视当前的供料器配置,进行所有供料器的配置。此 时,尽管状态处于[Variable],如果Job 中存在没有被 使用的供料器,将删除该供料器。
Flexa程式制作指导书

第2章制作生产程序2-1.创建Job我们可以通过Director中的“新任务向导”(New Job Wizard)来创建一个任务。
利用向导可方便快捷地创建资料,向导会引导用户一步一步地完成资料的创建。
要使用向导创建资料,只需在[Wizard]图标栏中按鼠标左键所需向导,并遵循屏幕指示即可方便的完成操作。
除使用向导外,我们还可以通过以下有几种方式创建一个任务。
) 手工创建Job1.在Job Builder窗口,依次选择:[File]Æ [New]Æ [Job]Æ [Enter Manually],弹出 [New]对话框。
2.在[Job name:]文本框内为要创建的任务选择存放的位置、群组和任务名称,在对应的地方输入版本号(Revision number),如有必要,可添加注释。
完成后,按鼠标左键[New],一个空的任务被创建并在“Job Builder”窗口中被打开。
3.从[File]菜单中选择 [Save],以保存这个任务。
现在,这个任务已经存在,并可随时接收从外部导入的资料,或手工输入的资料。
) 通过导入包含零件资料的CCIMF档案创建Job1.在[File]菜单中,依次选择:[New]Æ [Job]Æ [Read CCIMF]。
2.在弹出的对话框中为新创建的任务指定存放位置,接着输入名称和版本号,最后按鼠标左键[New]。
3.按鼠标左键[Line setting],弹出[Line setting]对话框。
4.按鼠标左键[Top:]输入框右方的带有三点的按钮。
5.在弹出的对话框中指定用于基板正面的生产线,接着按鼠标左键[OK] 按钮,被选中的生产线显示在[Line Setting]对话框中。
6.按鼠标左键[Bottom:]输入框右方的带有三点的按钮。
7.在弹出的对话框中指定用于基板反面的生产线,接着按鼠标左键[OK] 按钮,被选中的生产线显示在[Line Setting]对话框中。
简述使用flexsim仿真优化的流程

简述使用flexsim仿真优化的流程1. 介绍在工程领域中,仿真优化是一种常用的方法,通过建立数学模型和仿真平台,对系统进行模拟,优化流程和提高效率。
flexsim是一款常用的仿真软件,它提供了强大的建模和仿真工具,可以帮助用户对系统进行优化和决策。
2. 使用flexsim的流程使用flexsim进行仿真优化的流程包括以下几个步骤:2.1. 确定仿真目标在使用flexsim进行仿真优化前,我们首先需要明确仿真目标。
例如,我们要优化一个生产线的生产效率,或者是优化一个物流系统的运输时间。
明确仿真目标可以帮助我们在建模和仿真过程中更加专注和有针对性地进行优化。
2.2. 建立模型建立模型是使用flexsim进行仿真优化的关键步骤。
在建立模型时,我们需要根据系统的特点和要求,定义系统的各个组成部分、流程和资源。
flexsim提供了丰富的建模工具,可以通过拖拽、连接和设置属性等方式构建系统模型。
在建立模型时,我们还可以设置系统的初始条件、仿真环境和仿真的时间范围等参数。
2.3. 设定实验条件设定实验条件是为了对系统进行不同场景的仿真和比较,以找到最优解。
在使用flexsim进行仿真优化时,我们可以设定不同的实验条件,例如改变资源的数量、改变任务的优先级、改变系统的运行策略等。
通过设定不同的实验条件,我们可以对系统进行多次仿真,得到不同的优化结果。
2.4. 运行仿真设置好模型和实验条件后,我们就可以运行仿真了。
在flexsim中,我们可以通过点击运行按钮或者设置自动运行参数来开始进行仿真。
在仿真过程中,flexsim会模拟系统的运行,记录系统产生的数据和结果。
通过运行仿真,我们可以获得系统在不同实验条件下的性能指标,例如吞吐量、平均等待时间、资源利用率等。
2.5. 优化和分析结果在运行仿真后,我们需要对仿真结果进行优化和分析。
flexsim提供了丰富的分析工具,可以用来对仿真结果进行可视化和统计分析。
通过分析结果,我们可以找到系统的瓶颈、优化空间和改进的方向。
FLEXA4.3和SIEMENS PRO5.0

NXT2 设计比较模块化,非常灵活.装卸头和更换MODULE都非常快捷,拆卸后相同的头不需做校准,即使校准也非常简单快速,不需要太多JIG.如果有备用头或者MODULE,更能无缝生产,极大地减少DOWN机时间.这些SIEMENS X系列赶不上.
NXT2 Y AXIS采用线性马达和光栅尺,TABLE升降用马达控制,在NXT的基础上全面提升了速度.M3II H12HS理论速度22500PCS/H.因为头精巧,R,Q,X AXIS等用GEAR传动,Z
FLEXA和SIEMENS PRO安装都很快捷方便,两者都用WINDOWS XP操作系统.安装后,FLEXA需要密码狗,否则FLEXA界面都打不开,PRO不需要.
FLEXA图形界面显示没PRO形象.尤其是选NOZZLE时,SIEMENS很形象的用图象表示出NOZZLE与PART尺寸大小是否匹配.
轨道和夹板两者差不多,SENSOR感应,步进电机控制停板位置.FEEDER两者都是智能的,都支持热插拔.X FEEDER更强一些,红外线传输数据,电磁感应电源,实现与料台无接触控制.
NXT2 200V三相电源,SIEMENS X 380V三相电源.X4理论速度80000PCS/H.
SIEMENS X系列(6.03版本)SC,MC都是WINDOWS操作系统,安装和升级相对NXT2来说麻烦一些,因每台机器都是单独控制,所以要求内存和硬盘空间大.软件SC应用复杂一些,包括校准,升级BIOS都在SC里面.但SIEMENS 操作界面一向比较人性化.
正因为两者控制理念不一样,所以X系列在机器上可存储备许多程序,随时可以在机器上调用.而NXT2只有当前的一个.
NXT2有单独的真空泵,真空非常稳定.而SIEMENS X真空发生器采用文氏管原理,需 要大量的气体,整个气路对环境的要求很高.
FUJI Flexa软件使用技巧
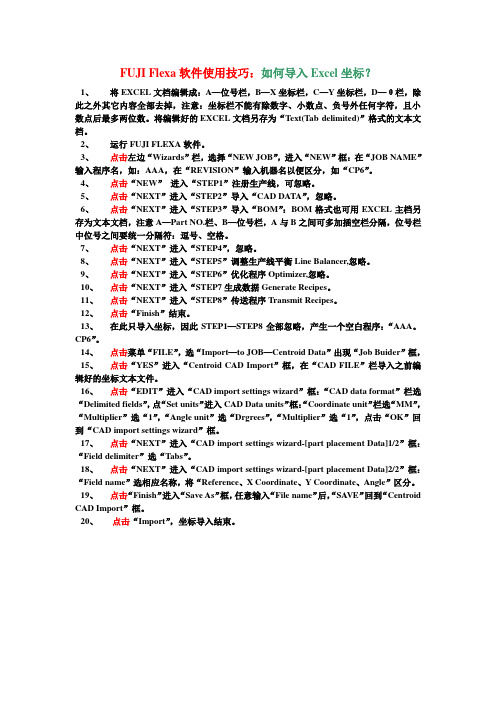
FUJI Flexa软件使用技巧:如何导入Excel坐标?1、将EXCEL文档编辑成:A—位号栏,B—X坐标栏,C—Y坐标栏,D—θ栏,除此之外其它内容全部去掉,注意:坐标栏不能有除数字、小数点、负号外任何字符,且小数点后最多两位数。
将编辑好的EXCEL文档另存为“Text(Tab delimited)”格式的文本文档。
2、运行FUJI FLEXA软件。
3、点击左边“Wizards”栏,选择“NEW JOB”,进入“NEW”框:在“JOB NAME”输入程序名,如:AAA,在“REVISION”输入机器名以便区分,如“CP6”。
4、点击“NEW”进入“STEP1”注册生产线,可忽略。
5、点击“NEXT”进入“STEP2”导入“CAD DATA”,忽略。
6、点击“NEXT”进入“STEP3”导入“BOM”:BOM格式也可用EXCEL主档另存为文本文档,注意A—Part NO.栏、B—位号栏,A与B之间可多加插空栏分隔,位号栏中位号之间要统一分隔符:逗号、空格。
7、点击“NEXT”进入“STEP4”,忽略。
8、点击“NEXT”进入“STEP5”调整生产线平衡Line Balancer,忽略。
9、点击“NEXT”进入“STEP6”优化程序Optimizer,忽略。
10、点击“NEXT”进入“STEP7生成数据Generate Recipes。
11、点击“NEXT”进入“STEP8”传送程序Transmit Recipes。
12、点击“Finish”结束。
13、在此只导入坐标,因此STEP1—STEP8全部忽略,产生一个空白程序:“AAA。
CP6”。
14、点击菜单“FILE”,选“Import—to JOB—Centroid Data”出现“Job Buider”框,15、点击“YES”进入“Centroid CAD Import”框,在“CAD FILE”栏导入之前编辑好的坐标文本文件。
16、点击“EDIT”进入“CAD import settings wizard”框:“CAD data format”栏选“Delimited fields”,点“Set units”进入CAD Data units”框:“Coordinate unit”栏选“MM”,“Multiplier”选“1”,“Angle unit”选“Drgrees”,“Multiplier”选“1”,点击“OK”回到“CAD import settings wizard”框。
最详细的FLEXA编程教程 PPT
2
3.NXT Multi Machine Optimizer 使用
对搬运轨道和 Pair module的设定
3.NXT Multi Machine Optimizer 使用
设定优化方式
3.NXT Multi Machine Optimizer 使用
• 实际操作
关于贴片机 NXT Job 的优化
不同优化方式的优缺点
• 关于贴片机 NXT Job 的优化
导入CAD 和BOM 后的程式
1.生产线平衡
生产线平衡
1. 所有的元件被分配到不同的机器,而 无需考虑哪些元件已经设置供料器。 2. 在优先考虑那些已经设置供料器的 元件的基础上,对元件进行分配
根据实际需要选择是否使用当前Feeder 配置.如果Job 里没有Feeder配置,则必须选第一项
• 不同长度PCB的设定
NXT生产的基板规格(W*L)
• 双搬运轨道时:50*50~510*534(单位mm下同) • 单搬运轨道时:50*50~610*534 • 说明1:当双搬运轨道时,W最大为280,超过280时,
无法进行双搬运进板 • 说明2:当双搬运轨道时,L<250可以用single module
在我们选择自动优化吸嘴时,机器可能将一些元件分配到我 们不希望的工作头。
例如:
CHIP元件被分配到H04 用1.0Nozzle 生产。IC被分配到 H12S 用5.0 Nozzle 生产。 我们可以将这些Nozzle Available 设为NO ,避免使用该吸嘴
Nozzle Available
在我们选择自动优化吸嘴时,可能出现优化吸嘴超过我们现 有的数量时。
1.生产线平衡
flex优化全集

1、当创建一个数组的时候避免用new操作符用var a:Array = [];而不用var a:Array = new Array();2、传统的这样来简历数组的话代价是非常昂贵的:var vanityCollection01 : Array = new Array();var vanityCollection02 : Array = new Array();var vanityCollection03 : Array = new Array();var vanityCollection04 : Array = new Array();3、快速的复制一个数组:var copy : Array = sourceArray.concat();4、设置一个数组的值是非常忙的:employees.push( employee );employees[2] = employee; 5、从一个数组中取得值的速度是设置一个数组值的两倍快:var employee : Employee = employees[2];6、当不需要一个类的实例的时候尽量用静态的属性或方法:StringUtils.trim( "text with space at end " );Class definition:package{public final class StringUtils{public static function trim( s : String ) : String{var trimmed : String;// implementation...return trimmed;}}}7、在整个程序的生命周期中都不会改变的变量用const定义常量:public const APPLICATION_PUBLISHER : String = "Company, Inc.";8、当一个类不需要有之类的时候应该讲该类声明为final类型的:public final class StringUtils9、变量和方法的长度在As3中并不影响什么性能,但在别的语言中可能就有影响:someCrazyLongMethodNameDoesntReallyImpactPerformanceTooMuch();10、将语句写在一行上面并不会影响AS3程序的性能,但在别的语言中却有影响:var i=0; j=10; k=200;11、在内存占用上面if语句和switch语句并没有什么区别:语句:if ( condition ){// handle condition}和语句:switch ( condition ){case "A":// logic to handle case Abreak;case "B":// logic to handle case Bbreak;}占用的内存是一样的12、当你的程序处理分支较多的时候,你应该适当的排列他们出现的顺序,可以参照以下的方式进行:if ( conditionThatHappensAlot ){//处理经常发生的业务逻辑}else if ( conditionThatHappensSomtimes ){// 处理偶尔会发生的业务逻辑}else{// 处理几乎不会发生的情况}13、Actionscript虚拟机(Flash Player)推荐在循环内部用int而不是number,但是flash Player10在flash Player9的基础上做了很多多的改进,int,uint和number之间的转换不在像以前那么慢了。
FUJI FLEXA编程流程
FUJI FLEXA编程流程FUJI FLEXA系统是一款可编程控制器(PC),用于控制FUJI电子设备以及半导体设备的自动化流程。
通过编程,用户可以将设备自动化,大大提高生产效率和设备的准确性。
本文将介绍FUJI FLEXA的编程流程,以帮助用户更好地掌握该系统的使用。
步骤一:安装FUJI FLEXA软件在开始使用FUJI FLEXA编程之前,需要安装FUJI FLEXA软件。
该软件可以从FUJI的官方网站上下载,也可以通过供应商购买。
用户需要注意安装软件的正确版本,以确保与所需设备的兼容性。
步骤二:创建新项目打开FUJI FLEXA软件后,点击“文件”菜单,选择“新建项目”。
在项目名称中输入项目名称,选择所使用的设备类型,设置项目文件保存路径。
点击“确定”保存新项目。
步骤三:添加设备在项目中添加所需设备。
点击“设备”菜单,选择“设备管理器”。
在设备管理器窗口中点击“添加设备”按钮,选择所需设备类型,并输入所选设备的具体参数,如名称、IP地址等。
步骤四:创建流程在项目中添加设备后,可以开始创建流程。
点击“流程”菜单,选择“流程管理器”。
在流程管理器窗口中点击“新建流程”按钮,设置流程名称和保存路径。
在流程管理器窗口中,用户可以添加、删除和编辑流程步骤。
例如,用户可以添加“等待”步骤,以便系统等待设备响应后执行下一步骤。
步骤五:编写程序在流程管理器中创建了流程后,用户可以开始编写程序。
点击“程序”菜单,选择“程序管理器”。
在程序管理器窗口中点击“新建程序”按钮,设置程序名称和保存路径。
然后,用户可以开始为程序添加所需函数和变量。
例如,用户可以通过添加“IF/ELSE”语句以及变量来控制设备的自动化流程。
步骤六:保存项目和程序完成项目和程序的创建和调整后,用户需要将它们保存到文件中。
点击“文件”菜单,选择“保存项目”或“保存程序”,以保存所需文件。
用户可以选择保存路径和文件类型。
步骤七:上传程序完成编程后,用户需要上传程序到所需设备。
最详细的FLEXA编程教程 Fuji Flexa 程式平衡和优化

二.各机器的元件贴装顺序、供料器配置的优化 1. Job 编制器的优化 2. NXT Dual Production Optimizer 3. NXT Multi Machine Optimizer
三.关于贴片机 NXT Job 的优化
不同优化方式的优缺点
导入CAD 和BOM 后的程式
1.生产线平衡
生产线平衡
1. 所有的元件被分配到不同的机器,而 无需考虑哪些元件已经设置供料器。 2. 在优先考虑那些已经设置供料器的 元件的基础上,对元件进行分配
根据实际需要选择是否使用当前Feeder 配置.如果Job 里没有Feeder配置,则必须选第一项
1.生产线平衡
双模组。如果电路板的尺寸大于该范围,则M3
模组会自行进行双模组生产。
当设定为“No”时,贴装顺序,供料器,工作头设
Optimize Insert Order Only
定,吸嘴置放台和其他项目在优化期间要进行优
No
化/ 变更。设定为“Yes”时,则在优化期间只对贴 装顺序进行优化
为了减少M3 模组的双模组生产时的工作头等待时
Dual Lane1
Optimizer Type Speed
只有在执行优化时所显示的优化设定对话框 中,当选择了[Allocate Feeders] 后,该项设定才有 效。对选择了[Allocate Feeders] 的情况进行说明。这 里,如果选择了“Yes”,就会利用当前的供料器配置 来创建新的供料器配置。如果选择了“No”,就会无 视当前的供料器配置,进行所有供料器的配置。此 时,尽管状态处于[Variable],如果Job 中存在没有被 使用的供料器,将删除该供料器。
FUJI_FLEXA基础讲义
Flexa TOP Coordinate Data建立
12、在该窗口中把刚才做的
文件格式进行保存,以便 以后有相同的格式的坐标 文件可以进行调用,给定 一个名字后,直接按save 按钮即可,进入下一窗口。
Flexa TOP Coordinate Data建立
13、在该窗口中单击import 按钮,
Flexa TOP Coordinate Data建立
6、使用导入的MCSIMF数据创建 JOB。打开一个JOB从[File]菜单上, 顺序选择[New]-[Job]-[Read MCSIMF]在弹出的窗口中输入JOB 名与版本号点击[New]弹出Import MCSIMF对话框设置生产线,选择 须输入的程序与元件数据存放的文 件夹,点击[OK]开始导入过程。导 入完成后单击[Close]键。
Flexa TOP Coordinate Data建立
4、单击options按钮, 进入CAD data format 窗口(如果同时导入 top和bottom,在 specify side前的方框 里打钩,然后分别在 top和bottom的后面填 上区分的字符),选 择好后单击Ok按钮退 出。
Flexa TOP Coordinate Data建立
FUJI_FLEXA程式制作范例

FLEXA程式架構Flexa 分為六大部份:2.按new 進入ProgramEditor WindowsFUJI FLEXA基礎班講義及新機種程式製作範例(1) Top Data :此為X 、Y 座標及角度,料站等資料,相當於MCS 系統的N-Data 。
(2) Panel Information Data :此為PC 板的相關資料,相當於MCS 系統之PCB-Data 及部份的Machine-Data 。
(3) Mark Data :此為Mark 的相關資料,相當於MCS 系統之Mark-Data 。
(4) Shape Data :此為Part 的相關資料,相當於MCS 系統的Part Data 。
(5) Package Data :此为Feeder的相关资料,相當於MCS 系統的Part Data 的一小部分。
(6)Part Data :此为零件名资料,相当于MCS系统的D Data 。
**該6項Data 結合成一個完整的程式,且該6項Data 一旦建立完成,可供不同的程式所取用。
Flexa 建立新程式1. 開啟Director 內之Main Jobs 在空白出按鼠标右键点击new 写入程式名及版本资料。
3. 進入PCB Edit 畫(1)PCB Size X/Y :(2)Thickne ss :輸入 (3)点击OK 完4. 拼板的建立 (2)Board Szie输入即可)5.进入Shape(1)点击Tools Panelize… newboard按鼠标右键点击newShapePitchTolerance :Element Information Length Horizontal Length Vertical :Width :脚宽CP4以下及IP1-Picth :脚间距LeadInformationColor :零件本体颜色(如若零件实体与设置的颜色不对将发生错误CP7以上Machine 用Stand Off :IC 本体缺口尺寸XP Machine 用Height Tolerance :零件厚度公差CP7以上Machine 用。
FUJI程序制作步骤

FUJI程序制作步骤一CAD文件的导入操作导入文件的整理跟SIEMENS的一样,将CAD以及BOM整合到一起,然后按照以下步骤完成导入。
1.导入前先建立一个组文件夹,专门存放同一客户的生产程序,如FUFENG,XINY A,等。
打开FLEXA主界面按照下图操作即可。
2.选中相应产品对应的文件夹,进行新JOB,即新程序的建立如下图按深色部分操作:在选中JOB 后会跳出下面的对话框,在下面对话框的JOB name 项输入相应的产品名称,Revision处输入相应的版本(一般如果按照国脉的程序命名规则的话输入01即可,且一定要输入,否则无法继续),其他部分不需要操作。
在输入完成以后点击NEW键完成建立JOB。
在新建的JOB界面按照下图进行数据的导入,FILE-----〉import------〉to job--- centroid data….选中后会弹出以下对话框提供选择的路径(选中所整理出来的文件)点击Edit键进行文件的编辑整合自动进入到下面的Settings Wizard对话框,在Settings Wizard对话框中一定要选择Delimites fields选项后点击NEXT进入Part Placement data 1的界面后,在该界面的Field delimiter选项中选择Tabs,然后NEXT进入Part Placement data 2的界面进行位号,角度,坐标(X,Y),料号的对应选择点击第一列,变蓝色后在Field name选项中选择Reference,以此类推。
在所有的对应关系确定后按下Finish,会弹出下面对话框,如果是第一面导入的话可以点击YES,如果之前有导入过一面的数据,必须点击NO,建议全部点击NO以免之前的导入数据丢失。
外部的数据导入完成二元件shape库的建立一般如果我们新做的程序没有元件库的话就必须自己重新定义SHAPE,即我们SIEMES上的GF。
命名规则:规则件按照元件的长,宽,高。
FUJI-FLEXA-培训资料

Fuji Flexa
Job Data
通过一台PC对生产线进行编程和控制
11
FUJI FLEXA 网络构架(3)
生产线较多,也可使用网络的架构,在网络服务器中保存、管理 JOB与Part Data来实现大规模分散式系统的管理
FUJI FLEXA 系统组成-宏
创建、使用宏
可Hale Waihona Puke 过宏管理启动宏,并可 实现跨应用程序的宏
9
FUJI FLEXA 组成部分(2)
FUJI FLEXA 系统组成-工具组
生产信息显示
生产线实时监视、生产线生 产信息报告及生产线各种信 息进行统计显示。
10
FUJI FLEXA 网络构架(3)
设备数量不多情况下使用All-in-one方式
几乎所有的操作都要 从向导组开始执行
集合了数据管理、生产程序 创建及传送、各种应用程序 软件启动等
7
FUJI FLEXA 组成部分(2)
FUJI FLEXA 系统组成-主群组
创建、调整JOB
从CAD数据读取到生产程序生 成、传送等与JOB相关的处理 都可以经由主群组操作
8
FUJI FLEXA 组成部分(2)
• 旅行商问题TSP就是一类有代表性的 已被证明具有NPC计算复杂性的组合 优化难题,它的提法是:给定N个城 市,有一旅行商从某一城市出发,访 问各城市一次且仅有一次后再回到原 出发城市,要求找出一条最短的巡回 路径。是运筹学、组合优化等领域中 一个著名的难题。
26
FUJI FLEXA 系统操作(2)
1. 可以通过基于Windows的图形化用户界面进行直观操作。 2. 为了简单而且可靠地共享数据,准备了各种数据服务器 。 3. 提供Wizard与Marco功能,JOB与元件数据的创建可以在向导中按照指示
FUJI-FLEXA培训总结

9. 选择 [Fiducial Sequence Data Block] 复选 框,此处不打勾。
10. 在 [Import data type] 部分单击 [Set Units]。 显示出 [CAD Data Unit Settings] 对话框。
11.输入以下数值后单击 [OK]。 Coordinate data format ������ Multiplier = 1 Angle data format ������ Multiplier = 1 显示出 [CAD Import Settings Wizard]。
9.单击 [Next] 键。 显示出 [Part Data Creation Wizard –Step 5]。
10.输入下列指定的包装数据。 Packaging Type: Emboss Tape Width: 8mm Feed Pitch: 4
点击NEXT,直至到最后一步, 至此完成了零件 的制作。
4.一旦完成,在 [Transmis显示出 [Transmit Job] 对话框。
5. 单击 [Cancel] 键去关闭 [Transmit Job] 对话框,机器上的生产程 序名变为当前所传送的程序名。
12.单击 [Next]。 显示出 [CAD Import Settings Wizard [Part Placement Data] 1/2] 对话框,在FIELD菜单栏选择TABS。
13. 在START菜单栏选择LINE ,在END菜单栏选择END OF FILE后,点下 一步按钮。
14.选择 [Field 1] 后从 [Field name] 下拉式列 表框中选择 [Reference]。
5. 单击 [Click Here!] 键后显示出 [Element Information] 。 显示出 [Element Information] 对话框。
Flexa的程序拼板方式是怎样的步骤
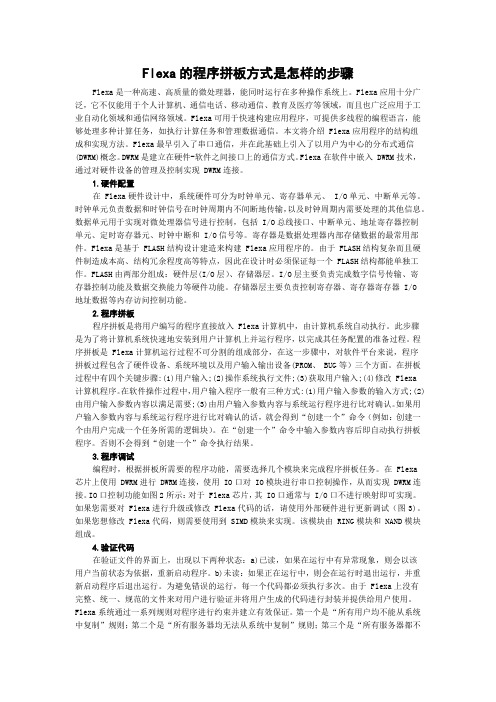
Flexa的程序拼板方式是怎样的步骤Flexa是一种高速、高质量的微处理器,能同时运行在多种操作系统上。
Flexa应用十分广泛,它不仅能用于个人计算机、通信电话、移动通信、教育及医疗等领域,而且也广泛应用于工业自动化领域和通信网络领域。
Flexa可用于快速构建应用程序,可提供多线程的编程语言,能够处理多种计算任务,如执行计算任务和管理数据通信。
本文将介绍 Flexa应用程序的结构组成和实现方法。
Flexa最早引入了串口通信,并在此基础上引入了以用户为中心的分布式通信(DWRM)概念。
DWRM是建立在硬件-软件之间接口上的通信方式。
Flexa在软件中嵌入 DWRM技术,通过对硬件设备的管理及控制实现 DWRM连接。
1.硬件配置在 Flexa硬件设计中,系统硬件可分为时钟单元、寄存器单元、 I/O单元、中断单元等。
时钟单元负责数据和时钟信号在时钟周期内不间断地传输,以及时钟周期内需要处理的其他信息。
数据单元用于实现对微处理器信号进行控制,包括 I/O总线接口、中断单元、地址寄存器控制单元、定时寄存器元、时钟中断和 I/O信号等。
寄存器是数据处理器内部存储数据的最常用部件。
Flexa是基于 FLASH结构设计建造来构建 Flexa应用程序的。
由于 FLASH结构复杂而且硬件制造成本高、结构冗余程度高等特点,因此在设计时必须保证每一个 FLASH结构都能单独工作。
FLASH由两部分组成:硬件层(I/O层)、存储器层。
I/O层主要负责完成数字信号传输、寄存器控制功能及数据交换能力等硬件功能。
存储器层主要负责控制寄存器、寄存器寄存器 I/O地址数据等内存访问控制功能。
2.程序拼板程序拼板是将用户编写的程序直接放入 Flexa计算机中,由计算机系统自动执行。
此步骤是为了将计算机系统快速地安装到用户计算机上并运行程序,以完成其任务配置的准备过程。
程序拼板是 Flexa计算机运行过程不可分割的组成部分,在这一步骤中,对软件平台来说,程序拼板过程包含了硬件设备、系统环境以及用户输入输出设备(PROM、 BUG等)三个方面。
自动化部署流程的调优和优化方法(一)
自动化部署流程的调优和优化方法随着信息技术的迅猛发展,软件开发周期越来越短,软件部署的频率也越来越高。
为了提高软件开发的效率和质量,自动化部署成为了不可或缺的环节。
然而,即使使用了自动化部署工具,也仍然可能会遇到一些问题和挑战。
本文将探讨自动化部署流程的调优和优化方法,以提高开发团队的工作效率和代码质量。
1. 整体流程优化自动化部署流程的优化要从整体流程入手,包括代码管理、构建、测试和部署等环节。
首先,采用版本控制系统进行代码管理,例如Git,确保代码可追溯和回滚。
其次,利用持续集成工具,如Jenkins,自动构建和测试代码,减少人工操作和减少错误。
最后,建立正确的部署流程,确保部署的稳定性和可靠性。
2. 并行化和并发处理在部署过程中,往往会有多个任务需要同时进行。
为了提高整体部署的效率,可以采用并行化和并发处理的方式。
例如,可以将构建、测试和部署等任务拆分成独立的子任务,并通过并行执行来缩短总体的部署时间。
此外,还可以利用容器化技术,如Docker,实现多个环境的并发部署,提高资源利用率和并行处理能力。
3. 自动化测试和回归测试自动化测试是保证软件质量的重要手段,也是提高部署流程效率的关键。
通过使用自动化测试工具,如Selenium和JUnit等,可以降低测试工作的复杂度和耗时。
另外,针对前端、后端和接口等不同层次的测试需求,可以制定相应的测试策略和自动化测试套件,以便更好地保证软件的质量和稳定性。
此外,回归测试也是重要的一环,通过自动化回归测试,可以及时发现和修复之前代码的问题,确保新版本的稳定性和兼容性。
4. 异常处理和监控在自动化部署过程中,难免会出现各种异常情况,如构建失败、部署错误等。
为了保证异常情况的及时处理,可以建立异常处理机制,并及时通知相关人员进行处理。
此外,还可以通过监控工具,如Zabbix和Nagios等,对部署过程中的各个环节进行实时监控,及时发现潜在问题并进行处理。
5. 持续集成和持续交付持续集成和持续交付是自动化部署流程的核心概念,也是提高开发效率的重要手段。
Flexa程式制作流程

二. 程式製作過程:
按下YES
二. 程式製作過程:
選擇TOP或BOTTOM
按下OK
二. 程式製作過程:
第一雙擊panel informantion
輸入板長,板寬,板 厚
二. 程式製作過程:
第一,切換到Top項
第二,空白處右擊選 擇”select line…”
原點為左下角
二. 程式製作過程:
先對元件逕行剖析
選 擇 line
元件所在的第一行開始 元件所在的最後一行結束
行數
二. 程式製作過程:
對元件的座標,角度,腳位,料 號逕行字段的分割
二. 程式製作過程:
對每個字 段選擇正 確的名字
二. 程式製作過程:
再對MARK點逕行剖析
MARK點所在的第一行開始 選擇 LINE
二. 程式製作過程:
選擇線別
二. 程式製作過程:
空白處右擊選擇”line balancer
二. 程式製作過程:
點選此項
二. 程式製作過程:
空白處右擊選擇”optmizer…”
二. 程式製作過程:
點選此項
二. 程式製作過程:
選中所有機 器
二. 程式製作過程:
空白處右擊選 擇”generate recipes/reports…”
選擇根目 錄
第三
輸入機種名
二. 程式製作過程:
2.2新建JOB.
第一.雙擊GROUP
第二.空白處右擊選 擇”NEW JOB”
二. 程式製作過程:
2.3輸入Job name和Revision
輸入job name
輸入Revision
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明:本篇所述特指FujiFlexa软体。
目的
目的:掌握FujiFlexa程式优化技巧,针对FUJI 产线高速设备CP系列及泛 用设备QP系列将程式优化至最佳,提高设备嫁动率。
范围
适用范围:FUJI设备CP系列及QP系列产线及产线设备工程人员。
程式优化基础(一) 程式优化基础(
一.各台设备的Nozzle配备状况 1.针对各条线前后段高速机及泛用机配置,建议Nozzle配置如下 a.四四配置 SS面
Nozzle装配注意事项 Nozzle装配注意事项
1.高速机Ø0.7Nozzle极易损坏,故在高速机中尽可能少装Ø0.7Nozzle; 2.高速机Holder配置Nozzle时,尽可能将Ø1.3Nozzle配备在3#位置; 3.泛用机尽可能配置Chuck Nozzle,对DDR材料的置件稳定性有帮助。
CP7A Ø0.7 Ø1.0 CP7B Ø0.7 Ø1.0 CP7C Ø0.7 Ø1.0 Ø1.3 CP7D Ø1.0 Ø1.3 Ø1.8 Ø2.5 Ø3.7 QP3A Ø2.5 Ø3.7 QP3B Ø2.5 Ø3.7 Ø5.0 Chuck QP3C Ø3.7 Ø5.0 Ø8.0
b.四四配置 CS面
泛用机优化条件
1.Optimize Nozzles(Yes\No) 2.Feeder Duplication(Current\Yes\No) e Current Feeder Setup(Yes\No) 4.Preferential Stage Unit(Front\Back) 5.Optimize Board By Board(Yes\No) 6.Check for reject conyeror(Yes\No) 7.Perform a nozzle length check(Yes\No) 8. Panel Mark Reading Order(Skip Mark\Fiducial Mark) 9. Board Mark Reading Order(Skip Mark\Fiducial Mark) 10. Panel ID Mark Reading Order( Before Fiducial Mark\ After Fiducial Mark)
e Advanced CP Optimizer(Yes\No) 说明:该功能针对CP设备而言。使用该功能并不会使程式的Cycle Time 有本质的提高,相反使用该功能优化程式花费的时间相对较长。
高速机优化条件5. Consider Part Height 高速机优化条件5.
5.Consider Part Height(Yes\No) 说明:启用该功能时,程式将元件以3mm高度为界分成两部分,优化 时高度低于3mm的元件将优先放置。
10. Panel Mark Reading Order(Skip Mark\Fiducial Mark) 说明:生成Recipes时优先输出哪种类型的Mark,针对Panel而言。
高速机优化条件11. Board Mark Reading Order 高速机优化条件11.
11. Board Mark Reading Order(Skip Mark\Fiducial Mark) 说明:生成Recipes时优先输出哪种类型的Mark,针对Board而言。
高速机优化条件12. Panel ID Mark Reading Order 高速机优化条件12.
12. Panel ID Mark Reading Order( Before Fiducial Mark\ After Fiducial Mark) 说明:程式在使用ID Mark(二维码)时,设备是否优先读取ID Mark。
高速机优化条件3.Allocate Feeders By Tape Width 高速机优化条件3
3.Allocate Feeders By Tape Width(Yes\No) 说明:启用该功能优化程式时会按照Feeder的宽度从窄至宽来排列 站位。该功能可以让我们使用站位的数量至最小化。
高速机优化条件e Advanced CP Optimizer 高速机优化条件e
关于程式优化的一点建议
一.高速机的程式优化 1.建议使用 Allocate Feeders By Tape Width、Use Advanced CP Optimizer、 Consider Part Transport Speed 、Limit Feeder Jumps四项相互搭配针对各台 高速机作优化。 2.有些元件对Feeder的要求比较高,CP8因为配备NY马达,所以取放元件的成功率相 对比较高,但CP8以下的高速机对一些特殊的元件譬如圆柱二极管、2Pin二机管、 扇形LED、较大尺寸的电容和IC类元件等的取放就欠稳定。所以建议将此类元件放 在最后一台高速机,放慢速度置件,只要Cycle Time允许应可能将大尺寸元件放 在泛用机置件。 二.泛用机的程式优化 1.对于需用Chuck Nozzle置放的材料应尽可能排放在设备的Back面; 2.对使用Ø2.5、Ø3.7Nozzle置件的泛用机结合Pre pick up、pre vision、Arch height、Rising arch height功能使用,对置件速度有相当帮助; 3.除了用到Chuck Nozzle置件的设备,在置件过程中应尽可能避免切换Nozzle; 4.对使用MTU的泛用机,取放不同Tray盘的元件中间需插入MFU的材料。 优化程式的结果请参考Job Builder中Cycle Time时间柱,尽可能平衡
d.五三配置CS面
CP7A Ø0.7 Ø1.0 CP7B Ø0.7 Ø1.0 Ø1.3 CP7C Ø1.0 Ø1.3 Ø1.8 Ø2.5 Ø3.7 QP3A QP3B Ø2.5 Ø3.7 Ø2.5 Ø3.7 Chuck QP3C Ø3.7 Ø5.0 Chuck QP3D Ø5.0 Ø8.0 QP3E B2720ADBMF7531 B2720ADBMF7521 OF-080G-270 OF-050G-270
高速机优化条件2. Avoid Parts Contact 高速机优化条件2.
2.Avoid Parts Contact(the interference prevention option) 说明:该功能主要是防止高速设备放置较高元件时影响到PCB板上已经 放置的元件。该功能也是通过选择Yes\No来开关的。需要注意 的是启用该功能对程式Cycle Time有较大的影响。 。
高速机优化条件9. Use Current Feeder Setup 高速机优化条件9.
e Current Feeder Setup(Yes\No) 说明:取用该功能优化程式会使用程式中Feeder Setup中已有的站位。 该功能在生产同一机种的数个料头时统一站位相当方便。
高速机优化条件10. Panel Mark Reading Order 高速机优化条件10.
程式优化基础(二) 程式优化基础(
c.五三配置SS面
CP7A Ø0.7 Ø1.0 CP7B Ø0.7 Ø1.0 CP7C Ø0.7 Ø1.0 Ø1.3 CP7D Ø1.0 Ø1.3 CP7E Ø1.0 Ø1.3 Ø1.8 Ø2.5 Ø3.7 QP3A Ø2.5 Ø3.7 QP3B Ø2.5 Ø3.7 Ø5.0 Chuck QP3C Ø3.7 Ø5.0 Ø8.0
7.Consider Part Transport Speed (Yes\No) 说明:启用该功能优化程式时会同时参考站位排列、放置工序、元件 CAM轴传送速度。使用该功能只会降低Cycle Time。
高速机优化条件8. Limit Feeder Jumps 高速机优化条件8.
8.Limit Feeder Jumps (Yes\No) Jump Limit 说明:启用该功能优化程式,1ST取件时D Table可以跳跃多少站位取 件,参考数据来源于Jump Limit里设置的数值。建议使用1或2来 优化站位,使用该功能也会降低Cycle Time。
程式优化基础(三) 程式优化基础(
二.Shape Data的合理应用。 Shape Data中数据应用是否合理直接影响到贴片的稳定性。
优化条件说明
说明:优化条件的设置正确与否,对程式优化的结果至关重要。
高速机优化条件1. 高速机优化条件1. Sort by Part Height
1. Sort by Part Height(Yes\No) Proximate Parts Nozzle Size Limit Perform Recovery 说明:Yes\No是打开这个优化条件的开关,选择Yes时,程式会按 照Proximate Parts Nozzle Size Limit和Perform Recovery给 出的条件进行优化;选择No时,程式优化时不考虑该功能。
高速机优化条件6.Consider Table Speed 高速机优化条件6.Consider
6.Consider Table Speed(Yes\No) 说明:启用该功能优化程式时会同时参考站位排列、放置工序、XY Table速度。使用该功能只会降低Cycle Time 。
高速机优化条件7. Consider Part Transport Speed 高速机优化条件7.
CP7A Ø0.7 Ø1.0 CP7B Ø0.7 Ø1.0 CP7C Ø0.7 Ø1.0 Ø1.3 CP7D Ø1.0 Ø1.3 Ø1.8 QP3A QP3B Ø2.5 Ø3.7 Ø2.5 Ø3.7 Chuck QP3C Ø3.7 Ø5.0 Ø8.0 Chuck QP3D Ø5.0 Ø8.0 QP3E B2720ADBMF7531 B2720ADBMF7521 OF-080G-270 OF-050G-270