后罗拉过桥摇臂_工艺过程-工序工步卡
T-12拖拉机副变摇臂机械加工工艺介绍

目录序言•••••••••••••••••••••••••••••• 2零件的分析•••••••••••••••••••••••••••••• 2毛坯设计•••••••••••••••••••••••••••••• 3 工艺规程设计•••••••••••••••••••••••••••••• 4 量具选择•••••••••••••••••••••••••••••• 15 夹具设计•••••••••••••••••••••••••••••• 16归纳总结••••••••••••••••••••••••••••••19参考文献•••••••••••••••••••••••••••••• 19T—12拖拉机副变摇臂机械加工工艺序言机械制造技术课程设计是我们学完了大学的全部基础课、专业基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。
就我个人来说,我希望通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为能胜任今后在工作岗位打下一个良好的基础。
由于能力有限,本设计尚有许多不足之处,恳请老师给予指教。
本次课程设计的内容包括:1.毛坯设计----画出毛坯工艺简图。
2.机械加工工艺设计---制定出零件的机械加工工艺规程;3.家具设计---完成指定工序(f10H7孔加工工序)的夹具设计设计;4.整理说明书---对工艺设计夹具设计的详细说明;一、零件的分析(一)零件的作用分析:我们选择设计的零件是T-12拖拉机副变速摇臂,主要作用是通过键与操纵杆相连接来传递力,拨动滑移齿轮的位置,从而实现不同速度之间的变换。
下端的孔则是与轴相连接,是整个工艺能够实现转动。
M8的螺纹孔则是需要与螺栓相连接以防止键滑出键槽。
零件的主要加工面是孔的外端面,孔,轴外圆,螺纹孔,台阶和键槽的位置。
(二)零件的工艺分析T-12拖拉机副变速摇臂的结构比较简单但有一定的公差和位置公差要求。
摇臂卡具设计说明书(摇臂)内有卡具装配图_零件图_毛坯图

课程设计说明书“摇臂”零件的机械加工工艺设计题目:规程及典型卡具的设计专业班级:机械 2 班学生姓名:张兆东学生学号:10140215 指导教师:远东理工学院年月日机械制造工艺及夹具课程设计任务书“摇臂”零件的机械加工工艺规程及工艺装备设计题目:设计要求:1. 绘制零件图1 张2. 绘制毛坯图1 张3. 机械加工工艺卡工艺过程卡1 张,所要设计夹具的工序工序卡 1 张4. 绘制夹具装配图 1 张5. 绘制夹具零件图(夹具装配图中非标准件)6. 课程设计说明书(4 千字,电子稿)7. 按中批生产,通用设备设计指导教师:系主任:年月日零件图毛坯图卡具装配图设计的目的机械制造技术基础课程设计是在学完了机械制造技术基础课程进行了生产实习之后的一个重要的实践教学环节。
学生通过设计能获得综合运用过去所学过的全部课程进行机械制造工艺及结构设计的基本能力为以后做好毕业设计、走上工作岗位进行一次综合训练和准备。
它要求学生综合运用本课程及有关先修课程的理论和实践知识进行零件加工工艺规程的设计。
其目的如下①培养学生解决机械加工工艺问题的能力。
通过课程设计熟练运用机械技术基础课程中的基本理论及在生产实习中学到的实践知识正确地解决一个零件在加工中定位、加紧以及工艺路线安排、工艺尺寸确定等问题保证零件的加工质量初步具备设计一个中等复杂程度零件的能力。
②培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
③进一步培养学生识图、制图、运用和编写技术文件等基本技能。
目录一、零件的分析及生产类型的确定第一页二、确定毛坯尺寸和加工余量及设计毛坯图第一页三、拟定机加工工艺路线第二页四、卡具体设计第五页一、零件的分析及生产类型的确定1.零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削。
中批生产砂型铸造。
2.摇臂的技术要求大头孔φ38mm 公差等级IT7 表面粗糙度Ra1.6,高35 公差等级IT7孔槽宽12mm 高3mm 公差等级IT12 表面粗糙度Ra3.2小头孔φ10mm 公差等级IT7,高22mm 公差等级IT7 表面粗糙度Ra1.6大头孔与小头孔中心距92mm 公差等级IT6A、B、C 表面粗糙度为Ra0.8,公差等级IT7孔φ8 精度等级IT12,表面粗糙度Ra3.2二、确定毛坯尺寸和加工余量及设计毛坯图1、“摇臂”材料为HT200,生产类型为中批生产,采用砂型铸造,可以分别确定表面加工余量、毛坯尺寸表根据表 4.1、4.4 毛培铸件公差等级范围为CT11-14、加工余量等级范围F-H综上所述加工余量范围为1.5-3.0mm,最终确定为2mm。
摇臂座课程设计工艺卡片
摇臂座课程设计工艺卡片一、课程目标知识目标:1. 学生能够理解摇臂座的定义、结构和功能;2. 学生能够掌握摇臂座的加工工艺、装配要求和检验标准;3. 学生能够了解摇臂座在机械系统中的应用和重要性。
技能目标:1. 学生能够运用绘图软件绘制摇臂座的三视图;2. 学生能够运用计算工具进行摇臂座的力学分析和强度计算;3. 学生能够运用加工设备完成摇臂座的加工和装配。
情感态度价值观目标:1. 学生能够培养对机械制造专业的热爱,增强职业认同感;2. 学生能够树立质量意识,注重工艺细节,提高产品责任心;3. 学生能够养成团队协作、沟通交流的良好习惯,增强集体荣誉感。
课程性质:本课程为机械制造专业课程,以摇臂座为载体,培养学生掌握机械加工工艺和装配技能。
学生特点:学生已具备一定的机械基础知识,动手能力和学习兴趣较强。
教学要求:结合实际工程案例,以任务驱动教学,注重理论与实践相结合,提高学生的综合应用能力。
通过课程学习,使学生能够达到以上设定的知识、技能和情感态度价值观目标,为后续专业课程学习和未来职业发展奠定基础。
二、教学内容1. 摇臂座基础知识:包括摇臂座的定义、分类、结构组成及其在机械系统中的作用;教材章节:第一章 机械零件基本知识2. 摇臂座的加工工艺:介绍摇臂座的加工流程、工艺参数选择、加工方法及加工质量要求;教材章节:第三章 机械加工工艺3. 摇臂座的力学分析:讲解摇臂座的受力分析、强度计算和刚度计算;教材章节:第二章 零件力学分析4. 摇臂座的装配与检验:介绍摇臂座的装配工艺、装配顺序、检验方法和质量控制;教材章节:第四章 机械装配与检验5. 摇臂座的应用案例:分析摇臂座在实际工程中的应用实例,强化学生对知识的理解和运用;教材章节:第五章 机械零件应用实例6. 实践操作:组织学生进行摇臂座的绘图、加工、装配和检验等实践活动;教材章节:第六章 实践教学教学进度安排:共6个课时,其中1-2课时讲解摇臂座基础知识,3-4课时介绍摇臂座的加工工艺和力学分析,5课时讲解摇臂座的装配与检验,第6课时进行实践操作和案例讨论。
后罗拉过桥摇臂课程设计
后罗拉过桥摇臂课程设计一、教学目标本课程的目标是让学生掌握后罗拉过桥摇臂的基本原理和操作方法。
通过本课程的学习,学生将能够理解后罗拉过桥摇臂的结构和工作原理,掌握其操作技巧,并能够运用所学知识解决实际问题。
在技能方面,学生将能够熟练操作后罗拉过桥摇臂,提高其在纺织工艺中的应用能力。
在情感态度价值观方面,学生将培养对后罗拉过桥摇臂技术的兴趣和热情,认识到其在现代纺织工业中的重要性,树立正确的技术应用观念。
二、教学内容本课程的教学内容主要包括后罗拉过桥摇臂的结构、工作原理、操作方法和应用。
首先,学生将学习后罗拉过桥摇臂的基本结构,包括各个部分的名称和功能。
接着,学生将了解后罗拉过桥摇臂的工作原理,通过实例分析,掌握其在工作过程中的作用和影响。
然后,学生将学习后罗拉过桥摇臂的操作方法,包括启动、停止、调整和维护等。
最后,学生将了解后罗拉过桥摇臂在纺织工艺中的应用,学习如何根据实际需求选择和运用后罗拉过桥摇臂。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式。
首先,将采用讲授法,向学生传授后罗拉过桥摇臂的基本知识和操作方法。
其次,通过讨论法,引导学生主动参与课堂讨论,培养学生的思考能力和团队协作精神。
此外,还将采用案例分析法,以实际案例为载体,让学生更好地理解和掌握后罗拉过桥摇臂的应用。
最后,适当运用实验法,学生进行实际操作,提高学生的动手能力和实践能力。
四、教学资源为了支持教学内容的传授和教学方法的应用,将选择和准备以下教学资源。
首先,教材《后罗拉过桥摇臂操作手册》作为主要教学资源,为学生提供系统的学习材料。
其次,收集相关参考书籍和论文,丰富学生的知识体系。
此外,制作多媒体教学课件,以图文并茂的形式展示后罗拉过桥摇臂的结构和工作原理。
同时,准备实验设备,为学生提供实际操作的机会。
通过丰富多样的教学资源,提高学生的学习兴趣和主动性,促进学生的全面发展。
五、教学评估本课程的评估方式包括平时表现、作业和考试三个部分,以全面客观地评价学生的学习成果。
摇臂支架制造工艺过程及工装设计

天津职业技术师范大学毕业设计(论文)题目摇臂支架制造工艺过程及工装设计班级姓名指导教师目录1 工件零件图 (2)1.1 零件图 (3)1.2零件技术要求分析 (3)2 毛坯 (4)2.1金属材料的分析 (4)2.2毛坯加工余量的确定 (5)3 加工方法的选择 (7)3.1 选前准备 (7)3.2 确定加工方法 (8)4 基准的选择和工艺路线 (9)4.1 粗基准选择 (9)4.2 精基准选择 (9)4.3 加工顺序 (10)4.4 工艺路线 (11)5 机床和刀具 (13)6 加工余量 (14)6.1 加工余量确定方法 (14)6.2 机械加工余量、工序尺寸及毛坯尺寸的确定 (14)6.2.1工序尺寸的确定方法 (14)6.2.2机械加工余量、毛坯尺寸的确定: (15)6.3 各工序的切削用量的选择 (16)7 工装设计 (25)7.1概述 (25)7.2工装夹具设计方案的确定 (25)7.2.1基准面的选择 (25)7.2.2定位方式及元器件选择 (26)7.2.3夹紧方式及元器件选择 (26)7.2.4装配方案 (26)7.2.5 夹具体总装图 (27)7.3主要零件设计的说明 (27)7.4工装夹具的装配要求 (28)7.5工装夹具的使用说明 (28)致谢 ............................................................ 错误!未定义书签。
参考文献 (29)摘要:运用所学知识,进行摇臂支架制造工艺过程的设计,达到熟练掌握运用所学课程的目的,为以后进一步深造做准备。
首先对零件图进行技术要求分析,并熟悉材料种类和用途,选出各表面的加工方法,确定加工余量和基准,安排加工顺序,选出所用的机床、刀具、夹具、量具,设计工装,并且编写出一套工艺规程和工艺卡片。
同时用AutoCAD绘出工程图和工装图。
关键词:摇臂支架工艺 AutoCAD1 工件零件图1.1 零件图叉架类零件包括拨叉、支架、连杆、杠杆等,它们多为铸件或锻件,结构形状变化较大,也较为复杂,机械加工的工序常不相同。
装配工艺过程卡片
五平安钳装配
六门机和轿门试装
5’
20’
2.在上梁上装置其平安钳的传念头构,并用拉条拉杆与
平安钳底座连接
编制
审核
会签
标识表记标帜
处数
更改文件号
签字
日期
标识表记标帜
处数
更改文件号
签字
日期
装配工艺过程卡片
产物型号
部件图号
共1页
产物名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序时定额
一
准备
装配前的准备工作
10’
活手板,钢卷尺
10’
5’
15’
装配
按图将上梁(LT061.1.1),,直梁(LT061.1.2),下梁(LT061.1.3)用M16X45连接
5’
20’
检验
检查各部件尺寸和公差
编制
审核
会签
标识表记标帜
处数
更改文件号
签字
日期
标识表记标帜
处数
更改文件号
签字
日期
之巴公井开创作
时间:二O二一年七月二十九日
装配工艺过程卡片
产物型号
部件图号
共3页
产物名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部份
设备及工艺装备
辅助资料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
气门摇臂轴支座的机械加工工序卡片

气门摇臂轴支座加工工序卡片1产品型号零 (零件 )图号工序号10航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页产品名称车间资料牌号工序名工序容锻造车间HT200锻造锻造毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数1夹具编号夹具名称切削液工序工时 (s)工位用具编号工位用具名称准终单件工艺主轴转进给量背吃刀量进给工步工时 (min)工步号工步容切削速度速(mm/r)(mm)装备(m/min)次数灵活协助(r/min)1锻造毛坯至毛坯图要求的尺寸游标卡尺23设计审查标准化会签改正文件改正文标志署名日期标志处数日期(日期 )(日期 )(日期 )(日期 )处数署名号件号气门摇臂轴支座加工工序卡片2产品型号零 (零件 )图号工序号30航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容热办理车间HT200热办理热办理毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转进给量背吃刀量进给工步工时 (min)工步号工步容切削速度速(mm/r)(mm)装备(m/min)次数灵活协助(r/min)1锻造毛坯至毛坯图要求的尺寸游标卡尺23设计审查标准化会签标志处数改正文件日期标志处数改正文(日期 )(日期 )(日期 )(日期 )署名署名日期号件号气门摇臂轴支座加工工序卡片3产品型号零 (零件 )图号工序号40航空工业管理学院机械加工工序卡片零 (零件 )名称共 1第 1 页产品名称气门摇臂轴支座气门摇臂轴支座页车间资料牌号工序名工序容铣削车间HT200铣削粗铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转切削速度进给量背吃刀量进给工步工时 (min)工步号工步容速装备(m/min)(mm/r)(mm)次数灵活协助(r/min)以 36mm下底面以及 ? 28 外圆端面X52K 立式铣床,硬质合金255652310.06 1端铣刀,游标卡尺定位,粗铣 ? 22 上端面23设计审查标准化会签改正文件改正文标志处数日期标志处数日期(日期 )(日期 )(日期 )(日期 )署名署名号件号气门摇臂轴支座加工工序卡片4产品型号零 (零件 )图号工序号50航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步容工艺主轴转速切削速度进给量背吃刀量进给工步工时 (min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助以粗铣后的?22上端面以及 ?28外圆X52K 立式铣床,硬质258642310.09 136mm下底面;合金端铣刀,游标卡尺端面定位,粗铣2以粗铣后的 ?22上端面以及?28 外圆4951232110.09端面定位,半精铣36mm 下底面3设计审查标准化会签改正文件改正文件签标志署名日期标志(日期 )(日期 )(日期 )(日期 )处数处数日期号号字气门摇臂轴支座加工工序卡片5产品型号零 (零件 )图号工序号60航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻削加工毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数钻床Z525立式钻床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步工艺主轴转速切削速度进给量背吃刀量进给工步工时 (min)容(r/min)(m/min)(mm/r)(mm)次数灵活协助装备以加工后的36mm下端面,36mm底座1左端面以及 ?28 端面定位,钻 ?11 的通孔23标志处数改正文件日期署名号Z525立式钻床, 11470.110.361360直柄麻花钻,游标卡尺,塞规设计审查标准化会签标志改正文件签(日期 )(日期 )(日期 )(日期 )处数日期号字气门摇臂轴支座加工工序卡片6产品型号零 (零件 )图号工序号70航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转速切削速度进给量背吃刀量工步工时工步工时工步号工步进给(min)容(r/min)(m/min)(mm/r)(mm)(min)装备次数协助灵活以加工后的?11孔表面,半精铣后的136mm下端面以及 ?28前端面定位,粗255642210.08铣 ?28后端面,以加工后的?11孔表面,半精铣后的X52K 立式铣床,硬质236mm下端面以及 ?28前端面定位,粗合金端铣刀,255642310.07铣 ?26后端面游标卡尺以加工后的?11孔表面,半精铣后的336mm下端面以及 ?28前端面定位,半4901232110.07精铣 ?28后端面标志处数改正文件日期标志处数改正文件签设计审查标准化会签署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片7产品型号零 (零件 )图号工序号80航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时容(r/min)(m/min)(mm/r)(mm)次数(min)(min)装备灵活协助以加工后的?11 孔表面定位,半精铣后的 36mm下端面以及 ?28 后端面定位,255642210.071前端面,粗铣?28 前端面,粗铣 ?26半精铣 ?26前端面X52K立式铣床,硬质以加工后的?11 孔表面,半精铣后的236mm 下端面以及 ?28合金端铣刀,642210.08前端面定位,粗255游标卡尺铣?28前端面以加工后的?11 孔表面,半精铣后的336mm 下端面以及 ?28前端面定位,半255642110.08精铣 ?28前端面标志处数改正文件日期标志处数改正文件签设计审查标准化会签署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片8产品型号零 (零件 )图号工序号90航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 2 页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数镗床Tx611 卧式镗床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步容以加工后的?11孔表面,半精铣后的136mm 下端面 C , ?28 端面 G 或 F 定位 ,钻 ?17 的通孔2扩 ?17 的通孔至 ?17.853粗铰 ?17.85 的通孔至17.944精铰 ?17.94通孔至? 18H8工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时(min)(min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助Tx611 卧式镗床麻花1124600.11710.35钻、扩孔钻、机用铰刀Tx611 卧式镗床,麻花10005610.42510.45钻、扩孔钻、机用铰刀,1000560.20.04510.45?20 的钻咀1000700.20.0310.455两头1X45°的倒角1200600.11改正文件署名日期标志处数改正文件签设计审查标准化会签处数号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片9产品型号零 (零件 )图号工序号100航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 2 页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数镗床Tx611 卧式镗床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时准终(s)单件工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时工步号工步容(min)(min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助以加工后的?11 孔表面,以加工后的Tx611卧式镗床,麻花136mm 下端面, ?28端面定位 , 钻 ?151000470.11510.26钻、扩孔钻、机用铰刀的通孔的通孔,2扩 ?1 5 的通孔至 ?1 5.85Tx611卧式镗床,麻花1000490.10.42510.24 3粗铰 ? 15.85的通孔至 ?15.95钻、扩孔钻、机用铰刀,1000500.20.0510.244精铰 ?15.95通孔至 ? 16H6? 18 的钻咀1000500.20.02510.12 5两头 1X45 °的倒角1200600.11改正文件日期标志处数改正文件签设计审查标准化会签处数署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片10航空工业管理学院机械加工工序卡片工步号工步容以 ?22上端面偏100以及?28端面定1位,钻 ?3 偏100的孔2 3标志处数改正文件日期署名号产品型号零 (零件 )图号工序号110产品名称气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页车间资料牌号工序名工序容钻削车间HT200钻削钻削毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数钻床Z525 立式钻床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转速切削速度进给量背吃刀量工步工时工步工时进给(min)装备(r/min)(m/min)(mm/r)(mm)(min)次数协助灵活Z525 立式钻床 , 直柄麻136012.80.1310 .36花钻 3 ,塞规,专用夹具标志改正文件签设计审查标准化会签处数字日期(日期 )(日期 )(日期 )号(日期 )。
气门摇臂轴支座工艺卡
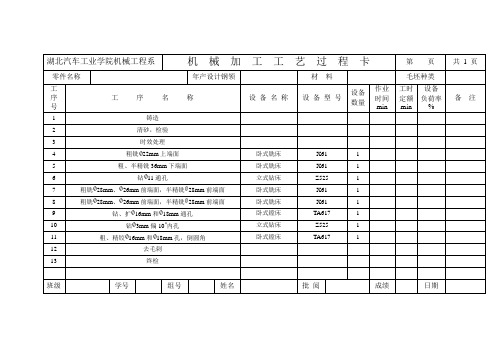
湖北汽车工业学院机械工程系机械加工工艺过程卡第页共 1 页零件名称年产设计钢领材料毛坯种类工序号工序名称设备名称设备型号设备数量作业时间min工时定额min设备负荷率%备注1 铸造2 清砂,检验3 时效处理4 粗铣22mm上端面卧式铣床X61 15 粗、半精铣36mm下端面卧式铣床X61 16 钻11通孔立式钻床Z525 17 粗铣28mm、26mm前端面,半精铣28mm前端面卧式铣床X61 18 粗铣28mm、26mm前端面,半精铣28mm前端面卧式铣床X61 19 钻、扩16mm和18mm通孔卧式镗床TA617 110 钻3mm偏10内孔立式钻床Z525 111 粗、精铰16mm和18mm孔,倒圆角卧式镗床TA617 112 去毛刺13 终检班级学号组号姓名批阅成绩日期湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称铣工序号 1 第 1 页设计校对修改审核机床夹具名称专用铣夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗铣22mm上端面X61硬质合金端铣刀游标卡尺300 75.4 1.3 4 22 0.09湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称铣工序号 2 第 2 页设计校对修改审核机床夹具名称专用铣夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗铣36mm下端面X61 硬质合金端铣刀游标卡尺300 75.4 1.3 3 36 0.122 半精铣36mm下端面硬质合金端铣刀游标卡尺380 95.5 1.0 1 36 0.12湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称钻工序号 3 第3 页设计校对修改审核机床夹具名称专用钻夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻11mm通孔Z525硬质合金直柄麻花钻卡尺、塞规1360 47 0.01 11 39 0.32湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称铣工序号 4 第4 页设计校对修改审核机床夹具名称专用铣夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗铣26mm前端面X61 硬质合金端铣刀游标卡尺300 75.4 1.3 4 26 0.09粗铣28mm前端面硬质合金端铣刀游标卡尺300 75.4 1.3 3 28 0.09 半精铣28mm前端面硬质合金端铣刀游标卡尺380 95.5 1.0 1 28 0.09湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称铣工序号 5 第5 页设计校对修改审核机床夹具名称专用铣夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗铣26mm后端面X61 硬质合金端铣刀游标卡尺300 75.4 1.3 4 26 0.09粗铣28mm后端面硬质合金端铣刀游标卡尺300 75.4 1.3 3 28 0.09 半精铣28mm后端面硬质合金端铣刀游标卡尺380 95.5 1.0 1 28 0.09湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称钻、扩工序号 6 第6 页设计校对修改审核机床夹具名称专用夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻15mm通孔硬质合金直柄麻花钻内径千分尺1017 47.9 0.1 15 16 0.232 扩15mm通孔扩孔钻内径千分尺1017 50.3 1.0 0.85 16 0.023 粗铰孔至φ15.94mm 机用铰刀内径千分尺、塞规1017 51.1 0.4 0.09 16 0.064 精铰孔至φ16H9 机用铰刀内径千分尺、塞规1017 7.4 0.2 0.06 16 0.78湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称钻工序号7 第7 页设计校对修改审核机床夹具名称专用钻夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻3mm偏10内孔Z525 硬质合金直柄麻花钻游标卡尺1360 12.8 1.0 3 39 0.33湖北汽车工业学院机械工程系机械加工工序卡零件名称气门摇臂轴支座切削液共8 页工序名称铰工序号8 第8 页设计校对修改审核机床夹具名称专用夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻17mm通孔TA617 硬质合金直柄麻花钻内径千分尺1017 57.1 0.1 17 37 0.452 粗铰孔至φ17.94mmTA617 机用铰刀内径千分尺、塞规1017 57.5 0.3 0.09 37 0.153 精铰孔至φ18H9 机用铰刀内径千分尺、塞规1017 8.3 0.2 0.06 37 1.6。
摇臂轴装配工艺流程

摇臂轴装配工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!摇臂轴装配工艺流程。
1. 清洗零部件。
将摇臂轴、支座、螺栓和垫片等零部件进行清洗,去除油污、铁屑等杂质。
后罗拉过桥摇臂_工艺过程-工序工步卡
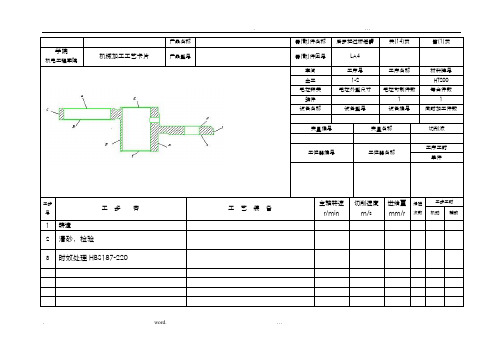
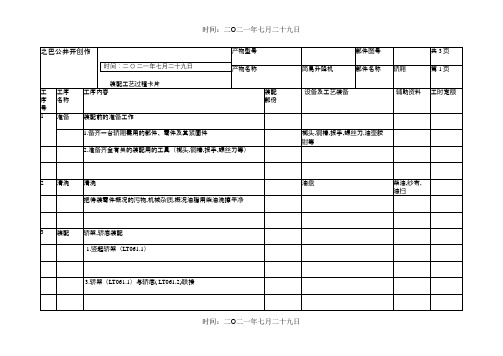
产品名称零(部)件名称后罗拉过桥摇臂共(14)页第(1)页学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4车间工序号工序名称材料牌号金工1-2 HT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/s进给量mm/r给进次数工步工时机动辅助1 铸造2 清砂,检验3 时效处理HBS187-220设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17施龙云培庆学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4产品名称零(部)件名称减速箱机壳箱盖共(14)页第(2)页车间工序号工序名称材料牌号金工 4 铣Φ95端面HT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数立式升降铣床X52K 1夹具编号夹具名称切削液专用铣夹具工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/r进给量mm/r给进次数工步工时机动辅助1 粗铣Φ95上端面A 专用铣夹具,硬质合金可转位端铣刀,6YG258 64 0.2 2 0.062 粗铣Φ95下底面B 专用铣夹具,硬质合金可转位端铣刀,6YG258 64 0.2 2 0.083 半精铣Φ95下端面B 专用铣夹具,硬质合金可转位端铣刀,6YG495 123 0.1 1 0.064 半精铣Φ95上底面A 专用铣夹具,硬质合金可转位端铣刀,6YG495 123 0.1 1 0.085 倒角专用车镗夹具,高速钢铰刀6YG10000 56 0.9 1 0.91设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17平学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4产品名称零(部)件名称减速箱机壳箱盖共(14)页第(3)页车间工序号工序名称材料牌号金工 5钻φ78mm通孔HT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液专用铣夹具工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/r进给量mm/r给进次数工步工时机动辅助1 钻φ78mm通孔专用车镗夹具,硬质合金镗刀,6YG1360 47 0.1 2 0.21 2 扩φ78mm通孔专用车镗夹具,硬质合金镗刀,6YG1360 47 1 2 0.353 粗铰φ78mm通孔锥柄机用铰刀1000 56 0.2 2 0.854 精铰φ78mm通孔锥柄机用铰刀1000 12.8 0.2 1 0.66 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17施龙云裴庆学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页车间工序号工序名称材料牌号金工 6粗铣、半精铣端面E、FHT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数立式铣床T68 1夹具编号夹具名称切削液专用钻夹具工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/r进给量mm/r给进次数工步工时机动辅助1 粗铣φ73mm上端面E高速钢麻花钻,6YG258 64 2 2 0.832 粗铣φ73mm下端面F高速钢麻花钻,6YG258 64 2 2 0.833 半精铣φ73mm下端面F 高速钢铰刀6YG258 64 1 2 0.66 4 半精铣φ73mm上端面E 高速钢铰刀6YG258 64 1 2 0.665 倒角专用车镗夹具,高速钢铰刀6YG10000 56 0.9 1 0.91设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17施龙云培庆学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页车间工序号工序名称材料牌号金工 6钻→精铰φ47mm的孔HT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数立式钻床T68 1 夹具编号夹具名称切削液专用钻夹具工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/r进给量mm/r给进次数工步工时机动辅助1 钻φ9.8mm通孔专用钻夹具,高速钢锥柄麻花钻960 29.54 0.17 1 0.612 粗铰φ9.96mm孔专用车镗夹具,高速钢锥柄机用铰刀195 6.1 0.17 2 0.833 精铰至φ10mm专用车镗夹具,高速钢锥柄机用铰刀195 6.1 0.8 2 0.83设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17 施龙云培庆学院机电工程学院机械加工工艺卡片产品型号零(部)件图号LA4产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页车间工序号工序名称材料牌号机电工程学院产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页车间工序号工序名称材料牌号金工 6 铣键槽HT200毛坯种类毛坯外型尺寸毛坯可制件数每台件数铸件259.87X76X95 1 1设备名称设备型号设备编号同时加工件数立式铣床T68 1夹具编号夹具名称切削液专用钻夹具工位器编号工位器名称工序工时单件工步号工步容工艺装备主轴转速r/min切削速度m/r进给量mm/r给进次数工步工时机动辅助1 粗铣高速钢圆柱形铣刀375 15 0.2 2 0.832 半精铣高速钢圆柱形铣刀258 15.31 0.2 2 0.83设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17 施龙云培庆。
《机械制造技术课程设计-后罗拉过桥摇臂零件工艺及铣Φ78孔上端面的夹具设计【全套图纸】》
提供各专业全套设计设计说明书题目:后罗拉过桥摇臂零件的工艺规程及铣Φ78孔上端面的夹具设计摘要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
后罗拉过桥摇臂零件的工艺规程及铣端面的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
全套图纸,加1538937062关键词:工艺、工序、切削用量、夹紧、定位、误差。
ABSTRCTThis design content has involved the machine manufacture craft and the engine bed jig design, the metal-cutting machine tool, the common difference coordination and the survey and so on the various knowledge.The reduction gear box body components technological process and its the processing hole jig design is includes the components processing the technological design, the working procedure design as well as the unit clamp design three parts. Must first carry on the analysis in the technological design to the components, understood the components the craft redesigns the semi finished materials the structure, and chooses the good components the processing datum, designs the components the craft route; After that is carrying on the size computation to a components each labor step of working procedure, the key is decides each working procedure the craft equipment and the cutting specifications; Then carries on the unitclamp the design, the choice designs the jig each composition part, like locates the part, clamps the part, guides the part, to clamp concrete and the engine bed connection part as well as other parts; Position error which calculates the jig locates when produces, analyzes the jig structure the rationality and the deficiency, and will design in later pays attention to the improvement.Keywords:The craft, the working procedure, the cutting specifications, clamp, the localization, the error目录序言 (1)一. 零件分析 (2)1.1 零件作用 (2)1.2零件的工艺分析 (2)二. 工艺规程设计 (3)2.1确定毛坯的制造形式 (3)2.2基面的选择 (3)2.3制定工艺路线 (5)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2.5确定切削用量及基本工时 (8)三夹具设计 (15)3.1问题的提出 (15)3.2定位基准的选择 (16)43.3切削力及夹紧力计算 (17)3.4定位误差分析 (18)3.5夹具设计及简要操作说明 (19)总结 (20)致谢 (21)参考文献 (22)序言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造工艺学课程设计中罗拉过桥摇臂右零件的机械加工工艺规程

目录机械制造工艺学课程设计任务书 (Ⅰ)序言 (1)1 零件分析 (2)1.1 零件的生产类型及生产纲领 (2)1.2 零件的作用 (2)1.3 零件的工艺分析 (2)2 铸造工艺方案设计 (3)2.1 确定毛坯的成形方法 (3)2.2 确定铸造工艺方案 (3)2.3 确定工艺参数 (3)3 机械加工工艺规程设计 (4)3.1 基面的选择 (4)3.2 确定机械加工余量及工序尺寸 (5)3.3 确定切削用量及基本工时 (8)4 夹具选用……….…….…….……………………………………………….……205 总结 (21)参考文献…………………………………………………………...…………….…22机械制造工艺学课程设计任务书设计题目:设计“中罗拉过桥摇臂(右)”零件的机械加工工艺规程(大批生产)设计要求: 1.未注明铸造圆角R52.去毛刺锐边3.材料HT200设计内容: 1.熟悉零件图2.绘制零件图(1张)3.绘制毛坯图(1张)4.编写工艺过程综合卡片(1张)5.工序卡片(8张)6.课程设计说明书(1份)序言机械制造工艺学课程设计是在我们学完了机械制造技术基础和机械制造工艺学等课程之后进行的。
这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。
因此,它在我们的大学课程学习中占有重要的地位。
这次的课程对于我来说,可以让我的理论运用到实际,让我懂得怎样去查手册,这是一次很重要的实践,让我积累经验,可以更好的去适应以后的工作。
此次课程设计,需要我们运用各种工具才能完成的,我们需要通过画图软件来完成零件图、毛坯图、工序卡片和工艺过程综合卡片等。
还有就是我们可以更好的运用各种工艺手册来查出所需要的,有助于扩展我们的知识面,总而言之,通过这次的课程设计,可以使我们所学到的知识得到充分运用,更好的提高我们的解决问题的能力和思考得更全面。
本设计的内容是制订中罗拉过桥摇臂加工工艺规程。
后罗拉过桥摇臂-课程设计说明书
机械制造技术课程设计院别:机电学院专业:机械设计制造及其自动化(师范) 班级:08机械师姓名:钱水德学号:2008094644030指导教师:张平日期: 2011年7月8日目录.................................................... 错误!未定义书签。
1。
零件的分析. (3)1。
1零件的作用............................................. …。
.3 1。
2零件图的工艺审查 (4)2.工艺规程设计...................................... 错误!未定义书签。
2。
1确定毛坯.................................... 错误!未定义书签。
2。
2基面的选择.................................. 错误!未定义书签。
2。
3确定工艺路线................................ 错误!未定义书签。
2。
4工序简图的绘制 (8)2.5工序余量的确定 (8)2.6 工序尺寸的确定。
.。
.。
..。
..。
.。
.。
.。
.。
92.7切削用量的确定。
.。
.。
.。
.。
.。
.。
.。
.。
.。
.。
102.8 时间定额的计算.。
.。
.。
.。
.。
.。
...。
..。
..。
.。
163.设计小结 (19)一、序言机械制造工艺课程设计是在我们基本上完成了全部基础课、技术基础课和大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,通过这次设计,基本上掌握了零件机械加工工艺规程的设计,机床专用夹具等工艺装备的设计等。
并学会了使用和查阅各种设计资料、手册、和国家标准等。
最重要的是综合运用所学理论知识,解决现代实际工艺设计问题,巩固和加深了所学到的东西。
气门摇臂轴支座工艺过程、工序卡片

工艺附图1 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8页第 1 页车间工序号工序名称材料牌号IV 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 11设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺设备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф22上端面硬质合金端铣刀、专用铣夹具255 6423 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图2 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8页第 2 页车间工序号工序名称材料牌号V粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x6211设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣36mm下底面硬质合金端铣刀、专用铣夹具255 642 2 10.082 半精铣36mm下底面硬质合金端铣刀、专用铣夹具490 123 1 1 1 0.08设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图3 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第 3 页车间工序号工序名称材料牌号VI 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф11通孔专用钻夹具、麻花钻、塞规1360 47 0.1 11 1 0.34设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零件名称气门摇臂轴支座共8 页第 4 页车间工序号工序名称材料牌号VII 粗铣、半精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф28前端面专用铣夹具、硬质合金端铣刀255 642 2 1 0.07粗铣Ф26前端面专用铣夹具、硬质合金端铣刀255 64 2 3 1 0.07 半精铣Ф28前端面专用铣夹具、硬质合金端铣刀480 64 2 1 1 0.07设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零件名称气门摇臂轴支座共8 页第 5 页车间工序号工序名称材料牌号VIII 粗铣、半精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф26后端面专用铣夹具、硬质合金端铣刀255 6423 1 0.072 粗铣Ф28后端面专用铣夹具、硬质合金端铣刀255 64 2 2 1 0.073 半精铣Ф28后端面专用铣夹具、硬质合金端铣刀480 64 2 1 1 0.07设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零件名称气门摇臂轴支座共8 页第 6 页车间工序号工序名称材料牌号IX 钻-扩-精铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式镗床TX617 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф17通孔卡尺,塞规1000 53 0.1 17 1 0.332 扩孔至Ф17.85 扩孔钻1000 56 1 0.85 1 0.443 精铰至Ф18H8 铰刀、塞规80 4.5 0.2 0.15 1 5.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图7 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第7 页车间工序号工序名称材料牌号X 钻-扩-粗铰-精铰HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式镗床TX617 1夹具编号夹具名称切削液精扩铰孔15—Ф18夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф15通孔专用钻夹具1000 47 0.1 15 1 0.172 扩孔至Ф15.85 扩孔钻1000 49 0.9 0.85 1 0.233 精铰至Ф15.95 铰刀1000 50 0.2 0.1 1 0.224 精铰至Ф16H6 铰刀,塞规125 6.28 0.2 0.05 1 1.04设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图8 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第8 页车间工序号工序名称材料牌号XI 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф3偏10°内孔专用钻夹具1360 128 0.05 3 1 0.33设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)..页脚。
摇臂座的加工工艺说明书

摇臂座加工工艺编制及夹具设计姓名: 任明磊专业班级: 汽车工程班学号:指导老师: 郑双阳摘要随着工业制造、工业制造精度、行业需求的迅速发展和人们生活水平及需要的不断提高,机械制造行业的产品越来越多的走入了大众的生活,对机械制造柔性化和机械制造精度的要求也越来越高。
机械制造业越来越多的走进人们的生活,而一个国家的国力水平也是由机械制造行业来反映的。
论文研究摇臂座的加工工艺编制,主要有摇臂座的特点和各种加工方法及其工艺规程和其他。
论文首先简要介绍摇臂座的零件特点和工作原理;然后介绍了摇臂座的初步工艺路线制定,明确该工件的设计基准和工序基准;其次,详细介绍了摇臂座毛坯的材料选择和确定毛坯的尺寸以及设计摇臂座的毛坯图;最后,重点介绍了摇臂座的加工工艺选择和工艺路线制定,还有对工艺路线的方案的选择和分析。
然后确定最终的工艺方案。
同时也对加工Φ孔所需夹具进行了设计,最终完成本次设计任务。
关键词:工艺分析加工基准工艺路线工艺方案夹具设计目录摘要......................................................................................................... 错误!未指定书签。
目录......................................................................................................... 错误!未指定书签。
前言......................................................................................................... 错误!未指定书签。
摇臂座的主要功能概述......................................................................... 错误!未指定书签。
罗拉的加工工艺
一、罗拉零件总体分析罗拉是纺织机械中起喂给、牵伸、输出等作用的圆柱形回转零件,是英语词 “roller”的音译,有辊和轴的含义。
广泛用于牵伸、梳理、输送等机构。
按所 起的作用分为牵伸罗拉、喂给罗拉、紧压罗拉、工作罗拉等。
牵伸罗拉是纺纱机 牵伸机构的主要零件, 由上罗拉和下罗拉成对组成罗拉拑口, 握持纱条进行牵伸。
罗拉的质量影响输出纱条的均匀度。
在不加说明时,通常提到的罗拉即指牵伸下 罗拉,它是外圆有沟槽、滚花、或光滑表面的钢制细长轴,常沿纺纱机的全长将 若干根单节联接成整列,由传动机构积极传动.罗拉的主要技术特征是:①直径应与所纺纤维的长度、上罗拉加压、罗拉的 轴承距相适应,有足够的抗弯和抗扭刚度。
②具有正确的沟槽齿形和符合规定的 表面光洁度,能有效握持纤维又不致损伤或钩住纤维。
③具有较高的制造精度, 有互换性,以保证纺纱质量,减少因罗拉偏心,弯曲等机械因素造成纱条不匀。
④表面耐磨而中心坚韧,常用20号钢渗碳淬硬或45号钢淬硬,也有用铬钼钢制 造的,有时还要进行耐腐蚀、防锈等表面处理。
纺纱机械上所用的上罗拉,大多是表面包覆弹性物的,俗称皮辊。
也有表面 光滑的,称铁辊或轻质辊,个别机器也采用沟槽罗拉。
皮辊的表面包覆丁腈橡胶 的称为丁腈皮辊。
上罗拉通常都由下罗拉摩擦传动,少数也有用齿轮传动的。
喂 入牵伸机构的纱条具有一定的厚度,为了能均匀地握持纤维,又不损伤纤维,上 罗拉需包覆富有弹性的材料。
这种弹性包覆物统称为皮壳(或胶管)。
皮壳在压 力的作用下产生压缩性变形,使皮辊与罗拉的实际握持拑口不是一条线,而是一 个面,形成控制纤维运动的摩擦力场。
皮辊由皮辊芯、皮辊铁(钢)壳,轴承和皮壳组成。
棉纺并条机等设备上用 的皮辊,用胶管套在皮辊芯上,也有的将丁腈橡胶直接浇注在皮辊芯上, 支承在两 端轴承处。
棉、毛等纺纱机上用的皮辊每两锭成一套,皮壳套在两边的皮辊铁壳 上,支承在皮辊芯的中间。
为增强铁壳与皮壳之间的结合力,铁壳表面有沟槽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称零(部)件名称后罗拉过桥摇臂共(14)页第(1)页学院
机电工程学院
机械加工工艺卡片产品型号零(部)件图号LA4
车间工序号工序名称材料牌号
金工1-2 HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
夹具编号夹具名称切削液
工位器编号工位器名称工序工时单件
工步号工步容工艺装备
主轴转速
r/min
切削速度
m/s
进给量
mm/r
给进
次数
工步工时
机动辅助
1 铸造
2 清砂,检验
3 时效处理HBS187-220
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17施龙云培庆
学院
机电工程学院机械加工工艺卡片
产品型号零(部)件图号LA4
产品名称零(部)件名称减速箱机壳箱盖共(14)页第(2)页
车间工序号工序名称材料牌号
金工 4 铣Φ95端面HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数
立式升降铣床X52K 1
夹具编号夹具名称切削液
专用铣夹具
工位器编号工位器名称
工序工时
单件
工步号工步容工艺装备主轴转速
r/min
切削速度
m/r
进给量
mm/r
给进
次数
工步工时
机动辅助
1 粗铣Φ95上端面A 专用铣夹具,硬质合金可转位端铣刀,6
YG
258 64 0.2 2 0.06
2 粗铣Φ95下底面B 专用铣夹具,硬质合金可转位端铣刀,6
YG
258 64 0.2 2 0.08
3 半精铣Φ95下端面B 专用铣夹具,硬质合金可转位端铣刀,6
YG
495 123 0.1 1 0.06
4 半精铣Φ95上底面A 专用铣夹具,硬质合金可转位端铣刀,6
YG
495 123 0.1 1 0.08
5 倒角
专用车镗夹具,高速钢铰刀6
YG10000 56 0.9 1 0.91
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师
标记处数更改文件号签字日期标记2014.02.17平
学院
机电工程学院机械加工工艺卡片
产品型号零(部)件图号LA4
产品名称零(部)件名称减速箱机壳箱盖共(14)页第(3)页
车间工序号工序名称材料牌号
金工 5
钻φ78mm通
孔
HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数
卧式镗床T68 1
夹具编号夹具名称切削液
专用铣夹具
工位器编号工位器名称
工序工时
单件
工步号工步容工艺装备主轴转速
r/min
切削速度
m/r
进给量
mm/r
给进
次数
工步工时
机动辅助
1 钻φ78mm通孔专用车镗夹具,硬质合金镗刀,6
YG1360 47 0.1 2 0.21 2 扩φ78mm通孔专用车镗夹具,硬质合金镗刀,6
YG1360 47 1 2 0.35
3 粗铰φ78mm通孔锥柄机用铰刀
1000 56 0.2 2 0.85
4 精铰φ78mm通孔锥柄机用铰刀
1000 12.8 0.2 1 0.66 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师
标记处数更改文件号签字日期标记2014.02.17施龙云裴庆
学院
机电工程学院机械加工工艺卡片
产品型号零(部)件图号LA4
产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页
车间工序号工序名称材料牌号
金工 6
粗铣、半精铣
端面E、F
HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数
立式铣床T68 1
夹具编号夹具名称切削液
专用钻夹具
工位器编号工位器名称工序工时
单件
工步号工步容工艺装备主轴转速
r/min
切削速度
m/r
进给量
mm/r
给
进
次
数
工步工时
机动辅助
1 粗铣φ73mm上端面E
高速钢麻花钻,6
YG258 64 2 2 0.83
2 粗铣φ73mm下端面F
高速钢麻花钻,6
YG258 64 2 2 0.83
3 半精铣φ73mm下端面F 高速钢铰刀6
YG258 64 1 2 0.66 4 半精铣φ73mm上端面E 高速钢铰刀6
YG258 64 1 2 0.66
5 倒角
专用车镗夹具,高速钢铰刀6
YG10000 56 0.9 1 0.91
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师
标记处数更改文件号签字日期标记2014.02.17施龙云培庆
学院
机电工程学院机械加工工艺卡片
产品型号零(部)件图号LA4
产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页
车间工序号工序名称材料牌号
金工 6
钻→精铰φ
47mm的孔
HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数
卧式镗床T68 1
夹具编号夹具名称切削液
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数立式钻床T68 1 夹具编号夹具名称切削液
专用钻夹具
工位器编号工位器名称工序工时单件
工步号工步容工艺装备主轴转速
r/min
切削速度
m/r
进给量
mm/r
给
进
次
数
工步工时
机动辅助
1 钻φ9.8mm通孔专用钻夹具,高速钢锥柄麻花钻960 29.54 0.17 1 0.61
2 粗铰φ9.96mm孔专用车镗夹具,高速钢锥柄机用铰刀195 6.1 0.17 2 0.83
3 精铰至φ10mm专用车镗夹具,高速钢锥柄机用铰刀195 6.1 0.8 2 0.83
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师标记处数更改文件号签字日期标记2014.02.17 施龙云培庆
学院
机电工程学院机械加工工艺卡片
产品型号零(部)件图号LA4
产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页
车间工序号工序名称材料牌号
机电工程学院产品名称零(部)件名称减速箱机壳箱盖共(14)页第(4)页
车间工序号工序名称材料牌号
金工 6 铣键槽HT200
毛坯种类毛坯外型尺寸毛坯可制件数每台件数
铸件259.87X76X95 1 1
设备名称设备型号设备编号同时加工件数
立式铣床T68 1
夹具编号夹具名称切削液
专用钻夹具
工位器编号工位器名称工序工时单件
工步号工步容工艺装备主轴转速
r/min
切削速度
m/r
进给量
mm/r
给
进
次
数
工步工时
机动辅助
1 粗铣
高速钢圆柱形铣刀375 15 0.2 2 0.83
2 半精铣
高速钢圆柱形铣刀258 15.31 0.2 2 0.83
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者指导老师
标记处数更改文件号签字日期标记2014.02.17 施龙云培庆。