压力管道焊接过程控制记录LS02008
冷库压力管道焊接工作记录表
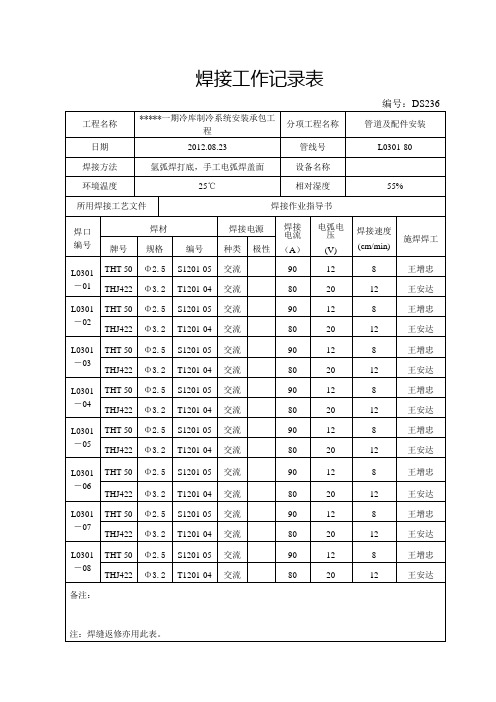
焊接工作记录表编号:DS236工程名称*****一期冷库制冷系统安装承包工程分项工程名称管道及配件安装日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0301-01 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-02 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-03 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-04 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-05 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-06 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-07 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-08 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达备注:注:焊缝返修亦用此表。
监理单位(章):工程负责人:项目焊接责任人:质检员:焊接工作记录表编号:DS237工程名称*****一期冷库制冷系统安装承包工程分项工程名称管道及配件安装日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0301-09 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-10 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-11 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-12 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达备注:注:焊缝返修亦用此表。
压力管道焊工操作规程范本

压力管道焊工操作规程范本第一章总则为确保压力管道焊接工作的安全和质量,保障工作人员的生命财产安全,特制订此操作规程。
第二章操作要求1. 根据工程要求熟悉焊接工艺,并严格按照焊接工艺规程进行操作。
2. 严格按照焊接工艺规程选择合适的焊接电流和焊接速度,确保焊缝质量。
3. 在操作前仔细检查焊接设备和焊接材料是否符合要求,并落实焊接工艺规程中的检测要求。
4. 在焊接过程中保持焊缝形状良好,焊接速度稳定,保证焊缝的一致性和密实性。
5. 在焊接过程中要注意熔化池的稳定,保持合适的焊接电流和电压,避免产生太大的熔深或者太浅的熔深。
6. 操作过程中要注意焊接熔池和焊缝的保护,使用适当的焊接保护气体或者流量,避免气孔、夹杂物等缺陷的产生。
7. 在焊接过程中要做好安全措施,佩戴好防护用品,确保自身的安全。
第三章操作流程1. 焊接前准备(1)确认焊接位置和焊接工艺要求;(2)检查焊接设备和焊接材料是否符合要求;(3)准备好焊接保护气体和焊接辅助材料;(4)认真阅读焊接工艺规程,了解焊接电流、电压等参数。
2. 焊接操作(1)根据工艺要求调整焊接设备,保证焊接电流和电压稳定;(2)对焊接件进行预热处理,确保焊接效果;(3)用砂纸清理焊接件表面,确保焊接面的光洁度;(4)采用适当的焊接方法进行焊接,保证焊缝的一致性和密实性;(5)在焊接过程中保持焊接速度稳定,不得过快或过慢;(6)保持焊接熔池的稳定,防止产生气孔、夹杂物等缺陷;(7)根据焊接工艺规程的要求进行焊后处理。
3. 安全措施(1)佩戴好防护用品,如焊接手套、焊接面具等;(2)确保操作环境通风良好,避免有害气体的积聚;(3)禁止将焊接设备和焊接材料临时堆放,防止意外事故的发生;(4)禁止随意改变焊接设备参数,避免对焊接质量产生不良影响;(5)在操作过程中保持机器的稳定,避免机器倾斜或者晃动造成焊接失误。
第四章质量要求1. 焊缝的外观应平整,无气孔、夹杂物等缺陷;2. 焊缝应符合焊接工艺规程的要求,焊道形状规整,熔化池稳定;3. 焊缝的尺寸应符合设计图纸和规范的要求;4. 焊缝的强度应满足设计要求,并经过必要的检测和试验。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
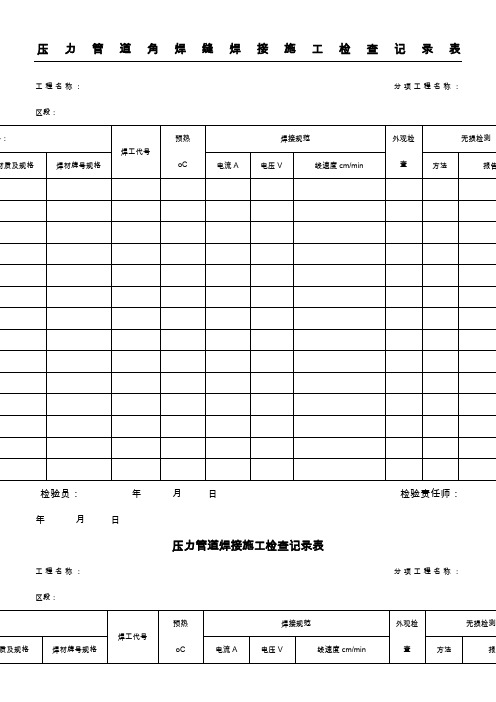
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
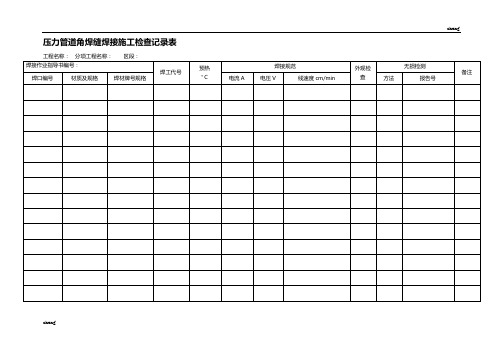
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
3管道焊接工作记录
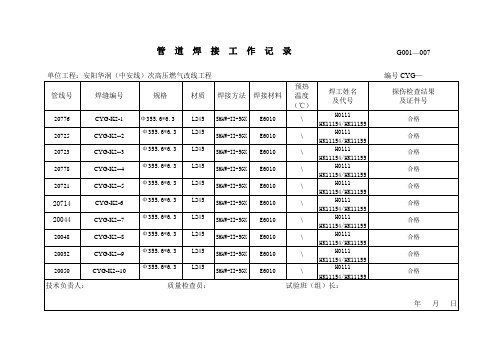
管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号CYG—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号20776CYG-K2-1Ф355.6*6.3 L245 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20725CYG-K2--2Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20723CYG-K2--3Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20778CYG-K2--4Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20721CYG-K2--5Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20714 CYG-K2-6Ф355.6*6.3L245SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格20044 CYG-K2--7Ф355.6*6.3L245SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格20048CYG-K2--8Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20032CYG-K2--9Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20050CYG-K2--10Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号CYG—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号356ND-001-014Ф355.6*6.3 L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格264ND-001-015Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格284ND-001-017Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格370ND-001-018Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格343ND-001-019Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格246ND-001-020Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格240ND-001-021Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格271ND-001-023Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格136ND-001-024Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格293ND-001-025Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录Ф355.6*6.3单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号Ф355.6*6.3材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号288ND-001-026Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格249ND-001-027Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格319ND-001-028Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格329ND-001-029Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格310ND-001-030Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格318ND-001-032Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格195ND-001-033Ф355.6*6.3 L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格305ND-001-034Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格290ND-001-035Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格214ND-001-036Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号247ND-001-031-XФ355.6*6.3 L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格270ND-001-022-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格90°弯ND-001-003-W-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格189ND-001-004-W-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格354ND-001-016-X Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格303ND-001-010-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号277ND-001+001Ф273*5.6 L360 SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格1519ND-001+002Ф273*5.6 L360SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日。
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道焊接现场施工检查记录表格

压力管道焊接现场施工检查记录表格
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊接质量控制程序

1、目的通过焊接质量控制程序,对压力管道焊接人员的资格、焊接工艺评定、焊接材料、焊接设备、焊接工艺、产品施焊及其施焊环境、焊缝返修等实施监督和控制,保证压力管道的焊接质量。
2、适用范围本程序适用于公司承揽的压力管道安装、改造和检修工程。
3、相关文件及术语3.1相关文件《压力管道安全管理与监察规定》《质量保证手册》第C/2版《压力管道质量保证手册》《锅炉压力容器焊工考试规则》《钢制压力容器焊接工艺评定》《工业金属管道工程施工及验收规范》GB50235-1997《现场设备、工业管道焊接工程施工及验收规范》GB50236-1998《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501-1997《工业金属管道工程质量检验评定标准》GB50184-1993《建筑安装工程质量检验评定统一标准》GBJ300-1988《城镇燃气输配工程施工及验收规范》CJJ33-1989《城市供热管网工程质量检验评定标准》CJJ38-1990《输油输气管道线路工程施工及验收规范》SY0401-1998《石油建设工程质量检验评定标准-长输管道线路工程》SY4029-1993 《石油天然气管道跨越工程施工及验收规范》SY4070-19933.2术语WPS:焊接工艺评定指导说明书简称。
PQR:焊接工艺评定报告简称。
4、职责4.1总工程师负责审批焊缝的超次返修。
4.2物资管理部和物资供应部负责压力管道安装工程的管材、管件、阀门及焊接材料的订货采购、验收和复验、焊材一级库的管理。
4.3装备部归口管理焊接设备的采购、维护、保养、修理工作,对设备完好状况负责。
4.4焊接室负责焊接工艺评定、焊工技能培训与考核工作。
4.5焊接责任工程师负责编制并组织、实施焊接质量控制程序,负责本程序文件的更改、换版工作;负责审核焊接工艺文件,对焊接工艺的正确性负责,并监督检查公司压力管道焊工的培训、考核和管理工作。
4.6质保工程师负责审批焊接工艺评定报告;组织焊接前停检点检查。
压力管道焊工操作规程范文

压力管道焊工操作规程范文一、总则1、本规程适用于压力管道焊接作业,旨在保障作业人员的人身安全和作业质量。
2、压力管道焊工在进行焊接作业前应熟悉本规程的内容,并按照规程的要求执行。
3、严禁擅自修改、调整或更改本规程的内容,如有必要可向上级主管部门申请修改。
4、作业人员必须经过专业培训,持有相关证书方可从事焊接作业。
二、安全准备1、作业人员应穿戴合适的劳动防护用品,如防护眼镜、焊接手套、防火服等,并确保其完好无损。
2、检查所需使用的焊接设备、电源、电缆和焊接材料是否正常,如有损坏或异常应及时维修或更换。
3、检查工作区域是否整洁,清理掉可能导致滑倒或绊倒的杂物。
4、查看周围环境是否存在易燃、易爆物品,必要时采取防火措施。
5、检查焊接部位是否有液压或气压等危险源,必要时关停相关设备。
三、焊接操作1、焊工应根据焊接工艺要求选择合适的焊接电流和焊接材料。
2、在进行焊接前应对焊接材料进行质量检查,不合格的材料严禁使用。
3、焊工在进行焊接时应严格按照焊接工艺要求操作,不得随意调整电流、电压等参数。
4、焊工在进行焊接时应时刻保持专注,不能分心或玩忽职守。
5、焊工在焊接完成后应将焊缝进行清理,确保表面平整且无毛刺。
6、焊工在进行下一次焊接前应及时对设备进行维护和保养,确保其正常运行。
7、严禁焊工在疲劳、酒后或服用药物后进行焊接作业。
四、焊接事故应急1、发生焊接事故时,焊工要迅速采取措施,组织人员疏散、控制火源及气源,避免事故扩大。
2、在发生火灾时,焊工应使用灭火器进行灭火,如无法控制火势,应立即报警并撤离现场。
3、当有人员受伤时,焊工应立即停止焊接作业,进行急救,并联系医疗救援。
五、作业记录和检查1、焊工在进行焊接作业完成后应及时填写作业记录,如作业日期、作业时间、焊接材料等。
2、焊接作业完成后应进行焊接质量检查,确保焊接质量合格。
3、焊工应随时检查和维护使用的焊接设备和工具,确保其正常运行。
4、定期检查焊接设备和工具是否通过质量检验,如有损坏或淘汰应及时更换。
压力管道焊接作业指导书
压力管道焊接作业指导书一、引言压力管道焊接作业是一项关键的工程活动,对于确保管道的安全运行至关重要。
本指导书旨在提供详细的操作步骤和安全注意事项,以确保焊接作业的质量和安全性。
二、作业准备1. 确定焊接材料和焊接方法:根据管道材料和工程要求,选择适合的焊接材料和焊接方法。
2. 准备工作场所:确保焊接区域干净、整洁,并清除可能引起火灾的杂物。
3. 确保焊接设备完好:检查焊接设备的电源线、电缆、电极等部件是否完好,并确保焊接设备接地良好。
4. 安全防护措施:穿戴适当的个人防护装备,如焊接面罩、焊手套、防护鞋等。
确保工作场所有足够的通风,并放置灭火器和急救箱。
三、焊接操作步骤1. 准备管道:清洁管道焊接接头,并确保接头表面光洁,无油污、锈蚀等杂质。
2. 管道定位:根据工程要求,将管道定位在焊接位置,并使用夹具或支架固定。
3. 焊接准备:根据焊接方法的要求,准备好焊接材料、电极、焊接剂等。
4. 焊接参数设置:根据焊接材料和管道壁厚,设置合适的焊接电流、电压和焊接速度。
5. 开始焊接:将电极对准焊接接头,适当施加焊接电流,开始焊接。
注意保持稳定的焊接速度和均匀的焊接力度。
6. 焊接顺序:根据焊接接头的形状和要求,确定焊接的顺序,确保焊接的质量和强度。
7. 焊接质量检查:完成焊接后,对焊缝进行质量检查,包括外观检查、尺寸检查和无损检测等。
8. 焊后处理:对焊缝进行必要的后处理工作,如打磨、清洁、防腐等。
四、安全注意事项1. 焊接操作必须由经过专业培训和合格认证的焊工进行。
2. 在焊接过程中,严禁在焊接区域内进行其他活动,以防止意外伤害。
3. 焊接设备必须经过定期检查和维护,确保其正常工作和安全使用。
4. 管道焊接作业必须符合相关的安全标准和法规要求,如国家标准、行业规范等。
5. 在焊接作业现场必须配备足够的灭火器材,并设置明显的安全警示标志。
五、总结本指导书提供了压力管道焊接作业的详细操作步骤和安全注意事项。
压力管道焊接现场施工检查记录表格模板
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊工操作规程(2篇)

压力管道焊工操作规程第一章总则第一条为了保障压力管道焊接工作的质量和安全,规范压力管道焊工的操作行为,提高焊工的技术水平和操作素质,制定本操作规程。
第二条本操作规程适用于压力管道焊工的操作行为和相关工作。
第三条焊工必须具备焊接基础知识和操作技能,遵守国家标准和相关规定,保证焊接质量和安全。
第四条任何单位和个人都应该严格执行本操作规程,对于违反规程的行为要及时进行整改和处罚。
第二章焊接前的准备工作第一条焊接工作前,必须检查工作场所的环境是否安全,焊机和焊接设备是否正常运行。
第二条焊工必须佩戴相关的劳动防护用品,包括防护眼镜、焊接手套、防护鞋等。
第三条焊接工作前必须对焊接材料进行检查,包括焊条的颜色、规格和质量等。
第四条对于焊接工作面的检查,必须确保焊接接头的平整度和沟槽的清洁度。
第三章焊接操作要求第一条在焊接过程中,必须按照焊接工艺规程和相关标准操作,确保焊缝的质量和安全。
第二条在焊接过程中,必须保持焊接电流和电压的稳定,避免产生电弧过大或者电弧不稳定的情况。
第三条在焊接过程中,必须保持焊条和焊缝的一定角度,避免产生焊渣和其他污染物。
第四条在焊接过程中,必须保持焊接速度的稳定,避免产生焊接过快或者过慢的情况。
第四章焊接结束后的处理第一条在焊接结束后,必须对焊缝进行检查,确保焊接质量达到要求。
第二条在焊接结束后,焊工必须对焊接设备进行清洗和维护,确保设备的正常运行。
第三条在焊接结束后,焊工必须对焊接过程中产生的废料进行清理和处理,保持工作环境的整洁。
第四条在焊接结束后,焊工必须做好焊接过程的记录和验收,确保焊接工作的纪实性和可追溯性。
第五章工作安全要求第一条焊工必须遵守相关的安全规定,包括使用安全阀和压力表等安全设备,确保工作的安全进行。
第二条焊工必须熟悉相关的安全操作流程,包括紧急停机、急停按钮的使用等。
第三条焊工必须具备紧急救援和自救能力,确保在事故发生时能够及时处置和脱险。
第六章违章处罚第一条对于违反操作规程的焊工,将视情节轻重给予相应的处罚,包括警告、罚款等。
压力管道安装质量记录

压力管道安装质量记录一、前言二、安装前准备1.安装前的工程准备-为了保证管道的安装质量,我们首先要进行充分的前期准备工作。
这包括压力管道设计图纸的认真审查和确认,材料的采购和检验,工程设备的准备等等。
-在安装前,我们要尽量排除施工现场的各种干扰因素,尤其是对可能影响工程质量和安全的不良天气条件要有应对措施。
2.安装前施工组织和协调-安装前,我们要进行好施工组织和协调工作。
这需要明确施工队伍的责任和工作任务,确保每个人都理解和遵守安全操作规程。
-确保施工人员具备必要的资质和培训,熟悉工程设计图纸和安装规范。
三、安装过程记录1.管道安装过程的记录要求-安装过程中,我们要详细记录每一个工序的具体操作。
从准备工作开始,到材料的检验和验收,以及具体的安装细节。
-安装过程中发现的任何问题和隐患,都要及时记录并及时处理。
2.焊接质量记录要求-焊接是压力管道安装的重要环节,焊接质量直接影响到压力管道的安全运行。
因此,焊接过程中的各个环节都要受到严格的记录和控制。
-记录焊口的大小,焊条的规格和批号,焊缝的连接形式,焊工的姓名和资质等关键信息。
-按照规范和图纸,对焊缝进行必要的尺寸和质量检测,如焊缝的高度、宽度和强度等。
-对焊接过程中的任何问题和不良现象,都要及时记录并及时处理。
四、安装完成后的质量验收记录1.质量验收记录要求-安装完成后,要进行全面的质量验收工作。
这包括压力试验和泄漏检测、安全阀设置和调试、管道标识和记录等环节。
-按照规范和标准,对安装质量进行全面检查,确保管道的安全性、可靠性和符合设计要求。
-对验收过程中发现的任何问题和不良现象,都要及时记录并及时处理。
2.安装完成后的维护和保养记录-在质量验收合格后,我们还要对压力管道进行维护和保养工作,确保其长期安全稳定运行。
-记录维护和保养过程中的具体操作和注意事项,包括定期巡检、防腐处理、修理和更换等。
五、结束语。
压力管道安装记录控制管理程序
压力管道安装记录控制管理程序1 适用范围适用于压力管道安装质量管理体系管理记录、压力管道安装工程施工过程记录和工程交工交付技术文件的控制管理。
2 职责2.1压力管道安装质量管理体系管理记录,由各业务主管部门、专业公司或项目部负责依据相应的管理规定组织编制、采集和管理。
2.2压力管道安装工程施工过程记录,由项目部负责组织编制、采集和管理。
2.3工程交工交付技术文件记录,由项目部负责组织采集、整编、交付和归档管理。
3 记录的分类与分类内容3.1 记录的分类公司压力管道安装质量管理记录,依据其性质和内容划分为以下三类:a) 质量管理体系管理记录;b) 工程施工过程记录;c) 工程交工技术文件。
3.2 记录的分类内容3.2.1质量管理体系管理记录a) 质量管理体系文件控制管理记录;b) 质量管理体系审核记录;c) 顾客满意度监视、测量记录;d) 质量管理体系管理评审记录;e) 纠正措施管理记录;f) 预防措施管理记录。
3.2.2工程施工过程记录a) 合同或标书评审记录;b) 产品采购记录;c) 顾客提供产品记录;d) 施工技术文件管理记录;e) 标识管理记录;f) 项目质量控制体系责任人员任命文件等人力资源管理记录;g) 装备设施和监视与测量装置控制管理记录;h) 压力管道安装施工作业与管理记录;i) 监视与测量记录;j) 特种设备安装改造维修告知书;k) 压力管道安装监督检验证书和监检记录。
3.2.3 工程交工技术文件工程交工技术文件内容,即《压力管道安装交工技术文件规定》范围内的文件内容。
4 记录控制4.1记录的编制和采集4.1.1压力管道安装质量管理体系管理记录,由业务主管部门、专业公司或项目部按业务分工负责组织编制和采集控制。
4.1.2工程施工过程记录,由项目部负责依据相关管理程序的规定编制和采集控制。
4.1.3工程交工技术文件,由项目质量保证师负责依据《工程交工技术文件规定》的规定组织编制和采集控制。