1CH10KW指标
南方电网公司三相电子式电能表技术标准修订稿
20 年 月 日实施
中国南方电网公司
目
前 1 2 3
录
言 ..................................................................................................................................................................... I 范围 ................................................................................................................................................................ 1 规范性引用文件 ............................................................................................................................................ 1 术语和定义 .................................................................................................................................................... 2 3.1 多功能电能表 .................................................
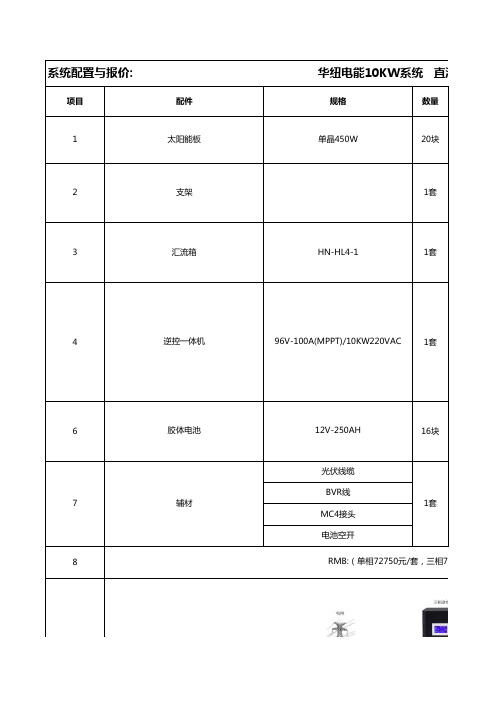
华纽电能10KW太阳能发电系统配置表
120块
21套
31套
41套
616块
8配件规格辅材MC4接头
电池空开
RMB:(单相72750元/套,三相772项目7数量
1套
逆控一体机96V-100A(MPPT)/10KW220VAC 胶体电池12V-250AH 光伏线缆
BVR线
系统配置与报价: 华纽电能10KW系统 直流电
太阳能板单晶450W 支架汇流箱HN-HL4-1
适用负载根据日照指数5H(具体以当地实际日照指数和每天日照时间为准)计算,日发电量约为45KWH;警告:此系统最大负载量应不超过8KW(包括最大负载启动功率)。
照明灯、手机充电、电视机、冰箱、电脑、小型手电钻、洗衣机、电饭煲、电水壶、电磁炉、空调
9
说明书
重量尺寸(kg)(mm)5串×4并19kg/pcs 2094*1038*35mm 镀锌C型钢4进1出 5.5kg 360*300*250mm
1.过充保护,过流保护,过温保
护,过放保护,短路保护;
2.LCD显示。
3.交流输入&交流输出230Vac
可选380Vac;
4.支持电网/发电机输入;
5.纯正弦波输出;134kg 875*720*1380mm
8串×2并63kg/pcs 525*268*220mm
相77250元/套) 不含税不含运费
直流电压设置为 96 VDC
备注图片
WH;电池储电量约为48KWH,有效放电量约为40KWH。
、空调等家电。
10kw产品使用说明书(图)
10-12kw电磁加热器产品使用说明书一、产品电气规格1、额定电压频率:AC 380V/50Hz2、电压适应范围:310V~420V3、额定功率:10KW4、负载电感:165uh,根据负载材质适当调整,使机器工作频率在16.5-17khz二、环境适应能力1、温度:-20℃~60℃;2、湿度:≤95%三、基本性能概述1、电流与电压特性:恒流输出;2、热效率≥95%;3、IGBT过热保温度:75℃;4、额定工作频率:12~28KHz(超出频率范围的预订另行配置);5、半桥谐振一体化结构;6、采用国内最新研制的谐振电容模块,使电路接线变得简单;7、采用世界名牌IGBT模块驱动芯片;8、采用世界名牌英飞凌IGBT模块;9、采用先进高速霍尔传感器以及高可靠锁相环跟踪电路,使主机工作稳定;10、具有软启动加热/停止模式;11、自带简易数码显示操作面板,可以显示工作频率、输入电流、线圈输出电流大小、IGBT 温度等参数,便于安装与调试(预订机器有效)12、支持0~5V PID输入控制功率接口,可以控制输出功率为线性工作状态;13、支持外接计算机,可以远程操控主机工作状态;14、具有多个线圈叠加功率达100KW(10台以上)以上同时工作而互不干扰;四、注意事项1、本产品属于高电压大功率设备,务必仅由经过专业培训合格的工程技术人员才能进行安装和调试,如果不避免,可能会导致人身强度或中度的伤害和设备损坏。
严重可能会导致人身伤亡。
2、验货检查要求请检查以下几项:◆确认产品运输过程中无损坏(目检看产品是否有损伤或缺口);◆确保包装箱有说明书;◆检查产品并确认是您所订购的产品;◆如果您发现设备有损坏,请致电当地经销商或本公司3、产品安装技术规范1)接线前,请确认输入电源已经切断;接线端子螺丝扭力为18-20kg力.厘米,扭力过大有可能把铜螺丝搞断导致机器损坏,扭力过小会引起松动电流接触导电不力而导致端子发热出现故障。
2)请确保设备进出口风道通畅;3)必须将感应加热设备接地端子可靠接地,接地电阻小于10欧姆,否则会有触电和火灾的危险;4)请勿将输入电源线接到输出端子OUT1、OUT2上,否则会损坏感应加热设备;5)请勿直接触摸电源输入端子ABC和电源输出端子OUT1、OUT2,同时OUT1、OUT2输出端子切勿与外壳连接,输出端子切勿短接;6)通电时请务必安装好端子外罩,拆卸外罩时,一定要切断电源。
DAM10kw中波发射机技术指标测试与改进方法
DAM10kw中波发射机技术指标测试与改进方法延安市广播中波台陕西延安716000引言:中波广播是目前我国声音广播的重要组成部分,其主要优势在于:覆盖范围适当,信号传输比较稳定,接受成本低廉。
本文结合中波DAM全固态发射机探讨其主要技术指标:非线性失真;杂音电平;频率响应等技术指标的测试和改善方法,以期在电台广播质量提升方面给予有益的参考。
关键词:技术指标测量方法等级在现有的机器设备条件下,为了提高我台所转播节目的质量,确保听众的接收效果,通过正确的测试方法,测得准确的五大电声指标参数,以便及时调整改进发射机及附属设备的参数,提高转播节目的音质。
发射机的技术指标主要包括杂音电平、失真度和频率响应等。
在发射机实际工作过程中电声指标的优劣直接关系到播出节目的声音质量。
要维护好发射机的电声指标,必须用仪器(如:自动综合测试仪)坚持定期测量,以便及时发现问题,及时加以调整。
一、五项电声指标等级下表为国家广电总局颁发的五项电声技术指标的标准,本标准规定的频率范围为0.525—26.1MHZ调幅广播发射机在额定功率时运行技术指标等级。
二、非线性失真DAM中波发射机的输出信号是经音频处理,A/D转换,调制编码,功率合成,调谐网络等加工处理的产物,必然和输入信号有差异,不能百分之百真实的反应输入信号的特征,这是由于发射机中使用的非线性元件引起的,结果就会使输出信号中产生谐波频率,使信号失真,这种失真叫非线性失真。
(一)定义:发射机单一频率的正弦音频信号(100HZ、400HZ、5000HZ)调制时,产生的各次谐波分量的均方根值与基波有效值之比,称为非线性失真。
(二)测量方法分别用50HZ、100HZ、400HZ、1000HZ、5000HZ、7000HZ的正弦信号对发射机进行调制,在调制系数分别为50%和90%时,测出各种情况下线性检波器输出端的电压有效值。
用滤波器除基波,测出各次谐波分量的均方根值。
由于发射机的失真很小,基波电压的有效值远大于次谐波电压均方根值,因此可认为;非线性失真系数可近似为:式中:Y为非线性失真:为基波电压有效值:、为各次谐波电压有效值。
常用工业齿轮箱功率

常用工业齿轮箱功率
(原创版)
目录
一、工业齿轮箱简介
二、工业齿轮箱的功率分类
三、常用工业齿轮箱的功率范围
四、工业齿轮箱的选用与维护
正文
一、工业齿轮箱简介
工业齿轮箱,作为工业传动领域的重要组成部分,广泛应用于各种工程机械、机床、船舶、石油化工、冶金、建材等产业。
它能够将电机的高速旋转通过齿轮传递到工作机械,实现扭矩和转速的转换,以满足各种工况的需求。
二、工业齿轮箱的功率分类
根据工业齿轮箱的功率大小,我们可以将其分为以下几类:
1.小功率齿轮箱:功率在 10kW 以下,主要用于轻型机械设备和低速传动系统。
2.中功率齿轮箱:功率在 10kW 至 100kW 之间,适用于一般工程机械和机床等设备的传动系统。
3.大功率齿轮箱:功率在 100kW 至 1000kW 以上,常用于重型矿山、船舶等大型设备的传动系统。
三、常用工业齿轮箱的功率范围
在实际应用中,常用的工业齿轮箱功率范围如下:
1.减速器:一般功率在 10kW 至 100kW,用于降低转速、提高扭矩的
传动系统。
2.增速器:一般功率在 10kW 至 50kW,用于提高转速、降低扭矩的传动系统。
3.变速器:一般功率在 10kW 至 100kW,用于调节设备工作速度的传动系统。
四、工业齿轮箱的选用与维护
在选择工业齿轮箱时,应根据工作机械的扭矩、转速、传动比等要求进行选择,同时要考虑齿轮箱的负载能力、效率、噪音等因素。
在使用过程中,要注意定期检查和维护,确保齿轮箱的正常运行。
具体维护措施包括:定期更换润滑油、清洗齿轮箱内部、检查齿轮和轴承的磨损程度等。
合肥阳光10kW逆变器参数

技术参数: 隔离方式 推荐最大太阳电池阵列功率 最大阵列开路电压 太阳电池最大功率点跟踪(MPPT)范围 电池板连接方式 最大阵列输入电流 最大输入路数 额定交流输出功率 总电流波形畸变率 功率因数 最大效率 欧洲效率 允许电网电压范围(三相) 允许电网频率范围 夜间自耗电 通讯接口(可选) 显示 防护等级 使用环境温度 相对湿度 噪音 冷却 尺寸(宽 x 高 x 深) 重量
SG10K3 光伏并网逆变器
概 述: SG10K3 采用低频隔离变压器设计,室内 型。适用于中型光伏电站。可多台逆变器 并联运行,简化电站设计。
性能特点: ·采用三菱公司第五代 IPM 模块,大大提高 系统效率 ·MPPT 自寻优技术,最大限度提高系统的 发电量 ·多语种液晶显示功能,可自由设置 ·多种通讯接口可以选择,可方便的实现上位机监控 ·完善的保护功能,系统的可靠性更高 ·宽直流输入电压范围 ·人性化界面,可通过按键设定各种运行参数 ·可实现多台逆变器并联组合运行,简化发电站设计 ·CE 认证
通 讯: ·RS485/以太网/GPRS 通讯接口(可选) ·电脑监控软件
安 全: ·完善的保护功能:过压保护,短路保护,孤岛保护,过热保护, ·过载保护 ·符合标准:EN61000-6-1, EN61000-6-2, EN61000-6-3, EN61000-6-4,EN61000-3-2, EN61000-3-3, EN60164-1-1,EN55022, EN50178
IEC61400-1-2005风电机组设计要求标准英汉对照

需要什么文档直接在我的文档里搜索比直接在网站大海捞针要容易的多也准确省时的多
INTERNATIONAL STANrbines – Part 1:
Design requirements
Publication numbering As from 1 January 1997 all IEC publications are issued with a designation in the 60000 series. For example, IEC 34-1 is now referred to as IEC 60034-1.
Further information on IEC publications The technical content of IEC publications is kept under constant review by the IEC, thus ensuring that the content reflects current technology. Information relating to this publication, including its validity, is available in the IEC Catalogue of publications (see below) in addition to new editions, amendments and corrigenda. Information on the subjects under consideration and work in progress undertaken by the technical committee which has prepared this publication, as well as the list of publications issued,is also available from the following: IEC Web Site (www.iec.ch) Catalogue of IEC publications The on-line catalogue on the IEC web site (www.iec.ch/searchpub) enables you to search by a variety of criteria including text searches,technical committees and date of publication. Online information is also available on recently issued publications, withdrawn and replaced publications, as well as corrigenda. IEC Just Published This summary of recently issued publications (www.iec.ch/online_news/justpub) is also available by email. Please contact the Customer Service Centre (see below) for further information. Customer Service Centre If you have any questions regarding this publication or need further assistance, please contact the Customer Service Centre: Email: custserv@iec.ch Tel: +41 22 919 02 11 Fax: +41 22 919 03 00 .
津南高压电机参数 -回复

津南高压电机参数-回复津南高压电机是一种专用于高压电力系统中的电动机,广泛应用于电力、冶金、化工等行业。
它具有高效率、高可靠性和适应性强的特点,被誉为高压电动机的标杆产品。
首先,津南高压电机的额定功率范围一般从500千瓦到10000千瓦不等。
根据具体的工况和需求,用户可以选择合适的功率级别进行匹配。
同时,该电机具有适应不同转速和电压等级要求的能力,可满足不同工业领域的需求。
其次,津南高压电机的额定功率因数通常在0.8到0.85之间。
功率因数是电动机的一个重要参数,它反映了电机的有功功率和视在功率之间的关系。
功率因数越接近于1,电机的运行效率越高。
因此,津南高压电机具有较高的功率因数,可以最大限度地提高电机的功耗效率。
此外,津南高压电机具有较高的转速范围。
一般而言,电机的转速范围应能满足工况要求,包括启动、运行和停止等环节。
津南高压电机的转速通常在3000转/分到6000转/分之间,可满足不同工业领域对转速精度和速度调节范围的要求。
津南高压电机还具有较高的绝缘等级。
绝缘是电动机保持正常运行和延长使用寿命的重要因素之一。
该电机采用的是B级或F级绝缘材料,耐高温性能好。
通过合理选择和配置绝缘材料,津南高压电机能够在高温、潮湿和腐蚀环境下稳定运行,大大提高了电动机的可靠性和使用寿命。
此外,津南高压电机还具有较低的噪声和振动水平。
作为齿轮传动系统的重要组成部分,电动机的噪声和振动对设备和操作人员都有一定的影响。
津南高压电机采用先进的减振和降噪措施,通过优化机身结构、减少不平衡力和降低机械振动等方式,有效降低了噪声和振动水平,提升了工作环境的安静和舒适度。
最后,津南高压电机的工作效率较高。
工作效率是电机性能的重要指标,它直接影响到电机在长期运行中的能耗和电能利用效率。
津南高压电机在额定负载条件下的工作效率通常在92以上,部分负载下的效率也能保持较高水平。
这意味着津南高压电机在同等功率下,能够更好地利用电能,降低能耗成本,并且对环境的影响也较小。
10MW发电机技术参数
10MW发电机技术参数
首先是额定功率,10MW发电机的额定功率为10兆瓦(10^7瓦)。
额定功率指的是发电机在额定工况下能够持续稳定地输出的最大功率。
其次是额定转速,平常会用每分钟转数(rpm)作为计量单位。
10MW 发电机的额定转速通常在合适的负载下在600-1800 rpm范围内。
接着是额定电压,电力系统的额定电压是指电力系统设计时确定的电压值。
对于10MW发电机,额定电压通常是高压电网(如110kV、220kV、330kV等)的电压等级。
然后是额定频率,电网的标准频率是指发电机在额定负载下运行时产生的交流电电压的频率。
通常10MW发电机的额定频率为50Hz或60Hz。
再者是磁通密度,磁通密度是指在发电机电磁铁系统中磁场的密度。
10MW发电机的磁通密度通常在1.5-2.5特斯拉(T)之间。
最后是电机效率,电机效率是指发电机将机械能转化为电能的效率。
10MW发电机的电机效率通常在95%以上。
除了以上的主要技术参数外,10MW发电机还有其他一些技术指标,包括外形尺寸、重量、绝缘等级、工作温度范围、振动和噪音水平等。
这些指标根据实际应用需求和制造厂商的要求可能会有所差异。
总之,10MW发电机是一种大功率的发电设备,其技术参数涵盖了额定功率、额定转速、额定电压、额定频率、磁通密度、电机效率等方面,这些参数是设计和选择发电机时需要考虑的重要指标。
宁波建龙钢铁公司1780热连轧自动化系统基本设计规格书
工程编号:GT03A012版本号:A修改号:宁波建龙1780mm热轧带钢工程三电基本设计规格书设计:建龙1780mm热轧带钢工程项目组审核:批准:北京金自天正智能控制股份有限公司2003年6月目录第 1 章建龙1780mm热轧带钢生产线工艺及设备............................... 1-1 1.1设计依据....................................................................................................................................... 1-1 1.2设计范围与设计原则................................................................................................................... 1-1 1.2.1.1设计范围.............................................................................................................................. 1-1 1.2.2设计原则 .................................................................................................................................. 1-1 1.3生产规模、成品大纲与金属平衡............................................................................................... 1-2 1.3.1生产规模 .................................................................................................................................. 1-2 1.3.2成品大纲 .................................................................................................................................. 1-2 1.3.3金属平衡 .................................................................................................................................. 1-4 1.4生产线主要设备组成与布置....................................................................................................... 1-4 1.5生产线工艺简述..........................................................................................................................1-10 1.5.1生产线工艺流程 .....................................................................................................................1-10 1.5.2生产线工艺与装备主要特点 .................................................................................................1-13 第 2 章自动化控制系统综述 ................................................................... 2-1 2.1自动化控制系统总体配置方案................................................................................................... 2-1 2.1.1网络系统 .................................................................................................................................. 2-1 2.1.2过程机系统 .............................................................................................................................. 2-9 2.1.3HMI设备 ................................................................................................................................2-12 2.1.3.1HMI服务器........................................................................................................................2-12 2.1.3.2HMI ....................................................................................................................................2-12 2.1.3.3打印机.................................................................................................................................2-14 2.1.4PLC设备.................................................................................................................................2-14 2.2系统设备配置与功能分配..........................................................................................................2-18 2.2.1过程自动化系统的配置和功能 .............................................................................................2-18 2.2.2HMI服务器的配置和功能 ....................................................................................................2-20 2.2.3HMI的配置和功能 ................................................................................................................2-20 2.2.3.1L2级HMI的功能分配 .....................................................................................................2-20 2.2.3.2L1级HMI的功能分配 .....................................................................................................2-21 2.2.4基础自动化控制系统PLC、TDC 的控制功能 ..................................................................2-25 2.3轧线自动化控制系统的控制方式及非正常情况处理 ..............................................................2-33 2.3.1轧线自动化控制系统的控制方式 .........................................................................................2-33 ---------------------------------------------------------------------------------------------------------------------------------------------------------2.3.2轧线的非正常情况处理 .........................................................................................................2-34 第 3 章过程自动化控制系统 ................................................................... 3-1 3.1过程控制系统功能和结构........................................................................................................... 3-1 3.1.1过程控制计算机与基础自动化级的数据通信....................................................................... 3-1 3.1.1.1过程控制计算机与HMI服务器之间的数据通讯 ............................................................ 3-1 3.1.1.2过程控制计算机与PLC之间的数据通讯......................................................................... 3-1 3.1.1.3过程控制计算机之间的数据通讯...................................................................................... 3-2 3.1.1.4过程控制计算机与数据中心计算机通讯.......................................................................... 3-2 3.1.2过程控制级系统功能 .............................................................................................................. 3-2 3.1.2.1轧制规程的设定.................................................................................................................. 3-2 3.1.2.2轧制规程的再设定.............................................................................................................. 3-2 3.1.2.3提高成品率.......................................................................................................................... 3-2 3.1.2.4提高产品质量...................................................................................................................... 3-3 3.1.2.5加快新品种、新工艺研制.................................................................................................. 3-3 3.1.3过程控制计算机结构 .............................................................................................................. 3-3 3.1.3.1数据采集子系统.................................................................................................................. 3-3 3.1.3.2轧件跟踪子系统.................................................................................................................. 3-3 3.1.3.3过程监控子系统.................................................................................................................. 3-3 3.1.3.4轧机控制子系统.................................................................................................................. 3-3 3.1.3.5实用工具软件子系统.......................................................................................................... 3-4 3.1.4过程控制计算机系统的功能说明 .......................................................................................... 3-4 3.2过程控制计算机系统数据管理................................................................................................... 3-5 3.2.1ORACLE数据库数据处理..................................................................................................... 3-5 3.2.2过程控制计算机ORACLE数据库设计 ................................................................................ 3-5 3.2.2.1过程控制计算机ORACLE数据库设计............................................................................ 3-5 3.2.2.2数据库中数据表的组成...................................................................................................... 3-6 3.2.3过程控制计算机C++编程环境及全局变量处理 .................................................................. 3-7 3.2.4过程控制计算机启动时全局变量处理 .................................................................................. 3-8 3.2.5过程控制计算机通信数据 ...................................................................................................... 3-8 3.2.5.1过程控制计算机与基础自动化级通信数据...................................................................... 3-8 3.2.5.2过程控制计算机与操作站级通信数据.............................................................................. 3-9 3.2.6过程控制计算机启动时数据处理 .......................................................................................... 3-9 3.3过程控制计算机轧件跟踪........................................................................................................... 3-9 3.3.1过程控制计算机轧件跟踪实现方法 ...................................................................................... 3-9---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.1过程控制计算机轧件跟踪基本原理.................................................................................. 3-9 3.3.1.2过程控制计算机轧件跟踪实现方法.................................................................................. 3-9 3.3.1.3轧件跟踪实现方法.............................................................................................................3-10 3.3.1.4跟踪映象表的结构:.........................................................................................................3-10 3.3.1.5轧件跟踪信息的有效性检查............................................................................................. 3-11 3.3.1.6过程控制计算机轧件跟踪修正功能.................................................................................3-12 3.3.1.7过程控制计算机轧件数据库数据存取方式.....................................................................3-13 3.3.1.8过程控制计算机轧件跟踪进程功能.................................................................................3-13 3.3.1.9过程控制计算机轧件跟踪进程信号来源.........................................................................3-13 3.3.1.10过程控制计算机轧件数据库SRTCOM更新方式...........................................................3-13 3.3.1.11跟踪传感器的选择.............................................................................................................3-15 3.3.1.12跟踪修正.............................................................................................................................3-15 3.3.1.12.1轧件跟踪加热炉区跟踪事件传感器选择 ....................................................................3-15 3.3.1.12.2粗轧区跟踪区跟踪事件传感器选择 ............................................................................3-16 3.3.1.12.3精轧跟踪区跟踪事件传感器选择 ................................................................................3-16 3.3.1.12.4轧件跟踪卷取跟踪区传感器选择 ................................................................................3-16 3.3.1.13加热炉区轧件跟踪.............................................................................................................3-17 3.3.1.13.1加热炉区板坯核对 ........................................................................................................3-17 3.3.1.13.2加热炉区板坯装炉规则 ................................................................................................3-17 3.3.1.13.3加热炉入口侧跟踪方法 ................................................................................................3-18 3.3.1.13.4加热炉入口侧跟踪事件 ................................................................................................3-18 3.3.1.13.5加热炉炉内跟踪方法 ....................................................................................................3-18 3.3.1.13.6加热炉炉内跟踪事件 ....................................................................................................3-19 3.3.1.13.7加热炉炉内位置跟踪 ....................................................................................................3-19 3.3.1.13.8加热炉炉内位置跟踪修正 ............................................................................................3-20 3.3.1.13.9加热炉出炉轧件跟踪 ....................................................................................................3-21 3.3.1.13.10加热炉出炉轧件跟踪事件 ......................................................................................3-21 3.3.1.13.11加热炉强制入炉 ......................................................................................................3-21 3.3.1.13.12加热炉跟踪修正 ......................................................................................................3-21 3.3.1.14粗轧区轧件跟踪.................................................................................................................3-21 3.3.1.14.1粗轧区轧件跟踪方法 ....................................................................................................3-21 3.3.1.14.2粗轧区轧件跟踪事件 ....................................................................................................3-21 3.3.1.15精轧区轧件跟踪.................................................................................................................3-22 3.3.1.15.1精轧区轧件跟踪方法 ....................................................................................................3-22---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.15.2精轧区轧件跟踪事件 ....................................................................................................3-22 3.3.1.16卷取区轧件跟踪.................................................................................................................3-22 3.3.1.16.1卷取区轧件跟踪方法 ....................................................................................................3-22 3.3.1.16.2卷取区轧件跟踪事件 ....................................................................................................3-22 3.3.1.17卷取区卷取出口部分轧件跟踪.........................................................................................3-23 3.3.1.17.1过程控制计算机轧件跟踪实现方法的特点 ................................................................3-24 3.3.2轧件跟踪激活的轧线控制 .....................................................................................................3-24 3.3.2.1轧件跟踪激活的设定模型.................................................................................................3-25 3.3.2.1.1轧件位于加热炉入口时激活的设定模型 ....................................................................3-25 3.3.2.2轧件位于加热炉出口时激活的设定模型.........................................................................3-26 3.3.2.2.1轧件位于加热炉出口且实际出炉温度与轧制尺寸有效 ............................................3-26 3.3.2.2.2轧件位于加热炉出口高温计D.O.PY201激活自学习模型........................................3-26 3.3.2.2.3轧件首次位于PY202入口时激活的设定模型 ...........................................................3-26 3.3.2.2.4轧件位于E1R1粗轧末道次出口激活的设定模型 .....................................................3-26 3.3.2.2.5轧件位于LCE1 (正向)、轧件LCR1 (反向)入口激活的在线模型............................3-26 3.3.2.2.6轧件位于LCE2 (正向)、轧件LCR2 (反向)入口激活的在线模型............................3-26 3.3.2.2.7轧件位于E1R1末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.8轧件位于E2R2末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.9轧件位于E2R2粗轧末道次出口激活的设定模型 .....................................................3-27 3.3.2.2.10轧件位于精轧入口高温计PY302激活的设定模型 ...................................................3-27 3.3.2.2.11轧件位于精轧F1、F2、F3咬钢时激活的自适应模型..............................................3-27 3.3.2.2.12轧件位于精轧F2或F3咬钢时激活的设定模型........................................................3-27 3.3.2.2.13轧件位于精轧末机架咬钢时激活的在线模型 ............................................................3-27 3.3.2.2.14轧件位于精轧出口高温计出口PY303激活模型 .......................................................3-27 3.3.2.2.15轧件位于卷取机入口高温计入口时激活的在线模型 ................................................3-27 3.3.2.2.16轧件位于卷取机入口高温计出口时激活的模型 ........................................................3-27 3.3.2.2.17卷取机出口事件激活的自学习模型 ............................................................................3-27 3.3.2.3模型输入输出.....................................................................................................................3-27 3.3.2.3.1粗轧模型设定计算输入输出 ........................................................................................3-27 3.3.2.3.2卷取机模型设定计算输入输出 ....................................................................................3-28 3.3.2.3.3精轧0次设定模型计算输入输出 ................................................................................3-28 3.3.2.3.4精轧1次设定模型计算输入输出 ................................................................................3-29 3.3.2.3.5精轧2次设定模型计算输入输出 ................................................................................3-30 3.3.2.3.6层流冷却设定模型输入输出 ........................................................................................3-31---------------------------------------------------------------------------------------------------------------------------------------------------------3.4.2轧制节奏控制的工作方式 .....................................................................................................3-33 3.4.3轧制节奏触发事件 .................................................................................................................3-34 3.4.4轧制节奏控制模型 .................................................................................................................3-34 3.5报表子系统..................................................................................................................................3-34 3.5.1生产报表 .................................................................................................................................3-35 3.5.2故障报表 .................................................................................................................................3-37 3.6过程控制计算机的监控功能......................................................................................................3-37 3.6.1报警信息 .................................................................................................................................3-37 3.6.2生产计划输入和管理 .............................................................................................................3-37 3.6.2.1轧制计划的组织和主要数据内容.....................................................................................3-37 3.6.2.2轧制计划的输入和传送.....................................................................................................3-42 3.6.3轧制计划的管理 .....................................................................................................................3-42 3.6.3.1轧制计划的编辑和显示.....................................................................................................3-43 3.6.4轧辊数据接收和存档 .............................................................................................................3-43 3.6.4.1轧辊数据输入和存档.........................................................................................................3-43 3.6.4.2轧辊数据修改.....................................................................................................................3-43 3.6.4.3轧辊数据.............................................................................................................................3-44 3.7精轧卷取区轧制规程计算及精轧卷取模型系统 ......................................................................3-44 3.7.1精轧策略 .................................................................................................................................3-44 3.7.1.1压下率方式.........................................................................................................................3-44 3.7.1.2轧制力分配方式.................................................................................................................3-44 3.7.1.3精轧轧制规程计算流程.....................................................................................................3-44 3.7.2精轧轧制规程计算 .................................................................................................................3-45 3.7.2.1精轧轧制规程计算模型结构.............................................................................................3-45 3.7.2.2精轧轧制规程计算模型表.................................................................................................3-46 3.7.3精轧轧制规程计算方法 .........................................................................................................3-47 3.7.3.1精轧轧制规程压下制度计算.............................................................................................3-48 3.7.4机架速度设定值计算 .............................................................................................................3-49 3.7.5精轧在线控制功能 .................................................................................................................3-50 3.7.5.1穿带自适应.........................................................................................................................3-50 3.7.6终轧温度的在线控制 .............................................................................................................3-50 3.7.7卷取机设定计算 .....................................................................................................................3-50---------------------------------------------------------------------------------------------------------------------------------------------------------3.8.2精轧模型 .................................................................................................................................3-51 3.8.3卷取机模型 .............................................................................................................................3-55 3.8.4自学习方法 .............................................................................................................................3-58 3.8.4.1长期自学习.........................................................................................................................3-58 3.8.4.2短期自学习.........................................................................................................................3-58 3.9系统维护工具..............................................................................................................................3-58 3.10模拟轧钢......................................................................................................................................3-59 3.11过程控制计算机之间的通信数据..............................................................................................3-59 3.11.1加热炉过程控制计算机传送给精轧过程控制计算机信号..................................................3-59 3.11.2粗轧过程控制计算机传送给精轧过程控制计算机信号......................................................3-59 3.11.3精轧过程控制计算机传送给粗轧过程控制计算机信号......................................................3-60 3.11.4精轧过程控制计算机传送给数据中心计算机信号..............................................................3-61 3.11.5数据中心计算机传送给精轧卷取过程控制计算机信号......................................................3-61 第 4 章加热炉区基础自动化控制系统 ................................................... 4-1 4.1公共逻辑控制系统PLC101 ......................................................................................................... 4-1 4.1.1系统配置及硬件组成 .............................................................................................................. 4-1 4.1.2PLC101功能说明.................................................................................................................... 4-2 4.1.3操作台、机旁箱 ...................................................................................................................... 4-6 第 5 章粗轧区基础自动化控制系统 ....................................................... 5-15.1粗轧区公共逻辑与介质控制系统PLC201A、PLC201B .......................................................... 5-1 5.1.1PLC201A .................................................................................................................................. 5-1 5.1.1.1系统配置及硬件组成.......................................................................................................... 5-1 5.1.1.2PLC201A功能说明 ............................................................................................................ 5-2 5.1.1.3机旁操作箱、机旁控制箱.................................................................................................. 5-5 5.1.2PLC201B .................................................................................................................................. 5-5 5.1.2.1PLC201B系统配置图 ........................................................................................................ 5-5 5.1.2.2PLC201B功能说明 ............................................................................................................ 5-6 5.2粗轧E1 & R1控制系统PLC202 ..............................................................................................5-10 5.2.1系统配置及硬件组成 .............................................................................................................5-10 5.2.2PLC202功能说明................................................................................................................... 5-11 5.2.3操作台、机旁箱 .....................................................................................................................5-18---------------------------------------------------------------------------------------------------------------------------------------------------------5.3粗轧E2 & R2区控制系统PLC203 ..........................................................................................5-18 5.3.1系统配置及硬件组成 .............................................................................................................5-18 5.3.2PLC203功能说明...................................................................................................................5-19 5.3.3操作台、机旁箱 .....................................................................................................................5-25 5.4粗轧E1 & E2 AWC控制系统PLC204 .....................................................................................5-25 5.4.1系统配置及硬件组成 .............................................................................................................5-25 5.4.2PLC204功能说明...................................................................................................................5-26 5.4.3操作台、机旁箱 .....................................................................................................................5-29 5.5粗轧R2自动厚度控制系统PLC205 .........................................................................................5-29 5.5.1系统配置及硬件组成 .............................................................................................................5-29 5.5.2PLC205功能说明...................................................................................................................5-30 5.5.3操作台、机旁箱 .....................................................................................................................5-35 第 6 章精轧区自动化控制系统 ............................................................... 6-16.1飞剪控制系统PLC301................................................................................................................. 6-1 6.1.1系统配置及硬件组成 .............................................................................................................. 6-1 6.1.2功能说明 .................................................................................................................................. 6-1 6.1.3操作台、机旁箱 ...................................................................................................................... 6-5 6.2精轧区公共逻辑及介子控制系统PLC302A、PLC302B .......................................................... 6-5 6.2.1PLC302A .................................................................................................................................. 6-5 6.2.1.1系统配置及硬件组成.......................................................................................................... 6-5 6.2.1.2功能说明.............................................................................................................................. 6-7 6.2.1.3操作台、机旁箱................................................................................................................. 6-11 6.2.1.4PLC302B ............................................................................................................................6-12 6.2.1.4.1PLC302B系统配置及硬件组成...................................................................................6-12 6.2.1.4.2PLC302B功能说明.......................................................................................................6-12 6.2.1.4.3精轧液压站 ....................................................................................................................6-15 6.2.1.4.4AGC液压站 ..................................................................................................................6-15 6.2.1.4.5精轧1#稀油润滑站 .......................................................................................................6-16 6.2.1.4.6精轧2#稀油润滑站 .......................................................................................................6-16 6.2.1.4.7精轧3#稀油润滑站 .......................................................................................................6-17 6.2.1.4.8精轧4#稀油润滑站 .......................................................................................................6-17 6.3精轧速度主令及活套控制系统PLC303 ....................................................................................6-18 6.3.1系统配置及硬件组成 .............................................................................................................6-18 6.3.2功能说明 .................................................................................................................................6-18---------------------------------------------------------------------------------------------------------------------------------------------------------。
艾诺综合测试仪用户手册
PDF created with pdfFactory trial version
PDF created with pdfFactory trial version
目录
目录
第一章 安全规则 ....................................................................................................1 1.1 一般规定 ...................................................................................................1 1.2 安全警示标志 .........................................................................................1 1.3 测试工作站 .............................................................................................2 1.4 操作人员规定 .........................................................................................2 1.5 测试安全程序规定 .................................................................................3 1.6 操作规则 .................................................................................................3
Comet 10K-HD短时间曝光激光10KW功率测量方案

Comet 10K-HD短时间曝光激光10KW功率测量方案Comet 10K-HD短时间曝光激光10KW功率测量方案来自短时间曝光的大功率测量Ophir有多种方法可以测量不超过12kW的高激光功率,而无需配备重水冷却设备。
如今,大多数激光器都可以设置为在精确控制的短时间内进行发射。
如果在激光下暴露很短时间(0.3-10秒)就足以测量功率,则可以使用紧凑型非冷却探头。
1、工业级Helios可测量脉冲宽度,进行Profinet通信并有防护盖。
2、还有许多更简单的探头,可通过测量短时间暴露的能量来计算功率。
3、*简单的Ophir Comet功率圆盘解决方案。
Comet经济型Comet系列功率圆盘可在激光下暴露10秒,从而测量不超过10kW的激光功率。
探头可以进行多次测量,然后需要进行冷却。
Comet 1K P/N7Z02702Comet 1K是一款便携式功率圆盘激光传感器,具有50mm孔径。
通过对激光功率的10s曝光采样,可实现20W - 1000W的功率测量范围。
其具有频谱平坦的宽带涂层,频谱覆盖范围为0.2~20µm。
Comet 10K P/N7Z02705Comet 10K是一款便携式功率圆盘激光传感器,具有100mm孔径。
通过对激光功率的20s曝光采样,可实现200W - 10kW的功率测量范围。
其具有频谱平坦的宽带涂层,频谱覆盖范围为1.06~10.6µm。
Comet 10K-HD P/N7Z02706高损伤阈值Comet 10K-HD是一款便携式功率圆盘激光传感器,具有55mm孔径。
通过对激光功率的30s曝光采样,可实现200W - 10kW的功率测量范围。
配备一个偏转椎体及光谱平坦宽带涂层,光谱覆盖范围为1.06 - 10.6µm。
10kw直流电动机

目录引言 (3)1 课程设计要求与目的 (3)2 设计内容 (3)2.1 主电路选择与参数计算 (3)2.1.1 主电路选择原则 (3)2.1.2 控制电路 (5)2.1.3 KC04移相触发电路 (6)2.2 参数计算包括 (7)3 设计方案 (7)3.1 直流电动机 (7)3.2 电动机供电方案 (7)3.3 反馈方式的选择 (8)3.4 直流调速系统框架图 (8)3.5 主电路计算 (8)3.5.1 U2的计算 (8)3.5.2 一次电流I1和二次电流I2的计算 (9)3.5.3 变压器容量的计算 (9)3.5.4 晶闸管元件的选择 (9)(1) 晶闸管的额定电压 (9)(2) 晶闸管的额定电流 (9)3.5.5 晶闸管保护环节的计算 (10)(1) 交流侧过电压保护 (10)(2) 阻容保护 (10)3.6 压敏电阻的选择 (11)3.7 直流侧过电压保护 (11)3.8 晶闸管及整流二极管两端的过电压保护 (11)3.9 过电流保护 (11)3.9.1 交流侧快速熔断器的选择 (12)3.9.2 元件端快速熔断器的选择 (12)3.10 平波电抗器 (13)3.10.1 平波电抗器电阻计算 (13)3.10.2 平波电抗器电感量计算 (13)4 直流电动机 (13)4.1 直流电动机的结构 (13)4.2 直流电机的励磁方式 (13)4.3 直流电动机的工作原理 (14)5 PWM控制的直流电动机调速系统 (14)5.1 系统设计原理 (15)5.2 元器件的选择比较 (16)5.3 光耦隔离开关 (16)5.4 驱动电路部分与电源部分 (16)5.5 用示波器检测电路 (17)6 结论 (18)参考文献资料 (19)引言在励磁电流不变的前提下,直流电动机的转速与直流电机电枢绕组的感应电动势成正比。
利用电压负反馈电流补偿来代替转速负反馈,可以节省测速装置,降低调速系统成本。
采用主电路串入取样电阻Rs ,形成电流正反馈,只能补偿电枢内阻产生的压降,而不能补偿电枢自感产生的压降。
10kw柴油发电机发电使用效率

10kw柴油发电机发电使用效率一、介绍10kw柴油发电机的基本情况1. 10kw柴油发电机的功能和用途10kw柴油发电机是一种小型发电设备,通常用于户外野外活动、临时用电或一些偏远地区的供电需求。
它可以将柴油燃料转化为电能,为用户提供稳定的电力支持。
2. 10kw柴油发电机的技术参数在介绍10kw柴油发电机的使用效率之前,需要先了解该发电机的技术参数,包括额定功率、最大输出功率、燃料消耗量以及发动机的转速等。
3. 10kw柴油发电机的工作原理通过燃烧柴油,发电机内部的发动机可以驱动发电机进行发电。
发电机会将机械能转化为电能,输出给用户使用。
而发电机的使用效率与其工作原理有着密切的关系。
二、10kw柴油发电机的发电使用效率1. 发电机的燃料消耗率10kw柴油发电机在发电过程中会消耗柴油燃料,而燃料的消耗率直接影响着发电机的使用效率。
一般来说,燃料消耗率可以通过每小时消耗的柴油量来计算,这个参数通常在发电机的技术参数中会有明确的标注。
2. 发电机的发电功率10kw柴油发电机的发电功率指的是其输出的电能大小,一般以千瓦(kw)为单位。
发电功率直接受到发电机内部转换效率的影响,而转换效率与发电机的设计、制造质量以及使用环境等因素密切相关。
3. 发电机的总体使用效率综合考虑燃料消耗率和发电功率,可以计算出10kw柴油发电机的总体使用效率。
这个数值反映了发电机在实际使用中将燃料转化为电能的效率水平,是衡量发电机性能的重要指标之一。
三、提高10kw柴油发电机的使用效率的途径1. 选用高品质燃料使用高品质的柴油燃料可以提高燃烧效率,减少燃料在发电过程中的浪费,从而提高发电机的使用效率。
2. 定期维护和保养定期对10kw柴油发电机进行维护和保养,可以保证发动机的正常运转和内部零部件的良好状态,进而提高发电机的工作效率。
3. 优化使用环境发电机的使用环境也会影响其使用效率,比如保持发电机通风良好、避免高温和高湿等条件,都有助于提高发电机的工作效率。
手启动柴油发电机

手启动柴油发电机汉萨动力发电机手启动发电机分为手摇式柴油发电机和手拉式柴油发电机一般手摇式多为大功率发电机的发动机,而手拉式发电机一般功率较小发动机多为单缸发动机启动简单当然现在大功率发电机由于手启动比较困难,现在多采用电启动的方式如下是汉萨集团汉萨动力品牌手启动柴油发电机的参数10KW柴油发电机16KW柴油发电机产品型号:HS-12.5/S 产品型号:HS-20/S额定频率 (HZ) 50HZ 60HZ 频率 (HZ) 50HZ 60HZ 最大输出功率 (KW) 12.5KVA 最大输出功率 (KW) 16.5KW 21KW 额定功率 (KW) 12KVA 额定功率 (KW) 15KW 18.75KW 额定电压(V) 220 额定电压(V) 220V 功率因数 0.8 功率因数 0.8 额定电流(A) 18 额定电流(A) 27 相数单相相数单相油箱大油箱启动方式电启动启动方式电启动噪音指数 (Dba/7m) 75-80db 噪音指数(Dba/7m) 75-80Dba 油箱容积 (L) 小油箱连续工作时间 (hr) 5 to 6 hours 连续工作时间 (hr) 5-6小时发动机型号: HS-385D 发动机型号 HS-485D 耗油量(g/kw.h) 258 发动机 (L) 3.26 尺寸(mm) 1600*850*1040 气缸数 2 重量 680 耗油量(g/kw.h) 263尺寸(mm) 2000*850*107020KW柴油发电机24KW柴油发电机产品型号 HS-25/s 产品型号 HS-30/S 频率 (HZ) 50/60 频率(HZ) 50HZ 60HZ 最大输出功率(KW) 23/31 最大功率(KW) 26.4KW 33KVA 额定功率 (KW) 20/27.5 额定功率(KW) 24KW 30KVA 额定电压 (V) 400/230 额定电压(V) 400/230 功率因数 0.8 功率因数0.8额定电流(A) 54 额定电流(A) 43相数单相相数3相4线启动方式电启动启动方式电启动噪音指数 (Dba/7m) 75 噪音指数(Dba/7m) 75-80分贝连续工作时间 5-6小时油箱容积(L) 小油箱耗油量(g/kw.h) 252 连续工作时间(hr) 6 到7小时尺寸(mm) 2000*850*1070 发动机型号: HS-4100D 缸数4机油容积(L) 3.54 发动机型号: HS-490D 缸数 4 净重(kg0 750kg 耗油量(g/kw.h) 251尺寸(mm) 2000*850*1070重量850kg30KW柴油发电机40KW柴油发电机产品型号:HS-37.5/S 产品型号:HS-50/S 频率(HZ) 50HZ 60HZ 频率(HZ) 50HZ 60HZ 最大输出功率(KW) 33KW 41KW 最大功率(KW) 44KW 45KW 额定功率(KW) 30KW 37.5KW 额定功率(KW) 40KW 50KW 额定电压(V) 400/230 额定电压(V) 400/230 功率因数0.8 功率因数0.8 额定电流(A) 78A 额定电流(A) 相数3相4线相数3相4线启动方式电启动启动方式电启动噪音指数(Dba/7m) 78-80分贝噪音水平(Dba/7m) 75-80Dba 动力型号 HS-4102D 连续工作时间(hr) 6-8小时连续工作时间6-8小时动力型号: HS-LR485-D Displacement Capacity(L) 3.26 机油容积(L) 4.33 耗油量(g/kw.h) 252 缸数 4 尺寸(mm) 2100*850*1240 耗油量(g/kw.h) 231 净重1200尺寸2150*950*129050KW柴油发电机产品型号: HS-65.5/S 额定频率(Hz) 50 60 额定电压(V) 220最大输出功率(kw/kva): 55/69 额定功率(kw/kva): 50/62.5 功率因素(cos): 0.8 额定电流(A): 90相数:单相启动方式:电启动噪音水平(Dba/7m) : 75分贝发动机型号: HS YT482Z-D 缸数: 4 缸径×行程(mm): 105x125耗油量(≦g/kw.h): 224g/kw.h 尺寸(LxWxH)(mm): 2000*750*1450 净重(kg): 1200。
10kw_bbu备电成本_概述及解释说明

10kw bbu备电成本概述及解释说明1. 引言1.1 概述本文将对10kw bbu备电成本进行概述及解释说明。
备用电源是通信运营商网络系统中的重要组成部分,它能够在主电源故障时提供稳定的电力支持,确保通信设备的正常运行。
而BBU备电成本则是指维护和管理这些备用电源所需花费的费用。
1.2 文章结构接下来,我们将从以下几个方面展开讨论:首先,我们将介绍BBU备电成本的重要性,并分析其对运营商的影响以及管理所面临的挑战与机遇;然后,我们将详细解释BBU备电成本的计算方法以及影响因素,并通过实际案例分析加以说明;最后,我们将提出一些减少BBU备电成本的策略和措施;最后,我们将总结主要结论,并展望未来发展趋势,并提出相关建议。
1.3 目的本文旨在全面了解和分析10kw BBU备电成本,在掌握计算方法和因素分析的基础上,为运营商提供有效降低BBU备电成本的策略和措施。
同时,通过对未来发展趋势的思考,为相关领域的决策者提供参考和建议。
2. BBU备电成本的重要性2.1 BBU备电系统概述BBU(基带单元)备电系统是指在通信网络中,保证无线基站等设备持续供电的重要系统。
它通过连接到主要电网和备用电源来确保设备在停电或电网故障时仍能正常运行。
BBU备电系统由大容量蓄电池、整流器和UPS(不间断供电系统)组成。
这些设备必须保持良好状态以确保网络通信的连续性。
2.2 BBU备电成本对运营商的影响BBU备电成本对于网络运营商而言具有重要意义。
首先,BBU备电成本直接影响了运营商的经济效益和盈利能力。
高昂的备电成本将增加企业运营成本,可能导致较低的利润率。
其次,BBU备电系统的可靠性与整个通信网络的稳定性密切相关。
任何一次停机都会给用户造成不便,并产生巨大经济损失。
漏掉一个电话、一个重要短信或一个紧急呼叫可能导致生命安全问题。
因此,保持BBU备电系统始终处于良好状态至关重要,以确保网络服务的连续性和用户满意度。
2.3 BBU备电成本管理的挑战与机遇BBU备电成本管理面临一些挑战,但同时也提供了一些机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
+0.5∕-6db.
-2.30db.
-0.85db.
群时延-频率特性
±40
20ns
-32ns
2T脉冲(K2T)
≤2%
1.1%
1.3%
场频倾斜K50
≤2%
1.5%
1.3%
行频倾斜Kb
≤2%
0.5%
1.3%
Kpb
≤2%
-0.2%
-0.5%
亮度非线性失真
≤10%
5.8%
8.8%
微分增益失真
≤±5%
-47db
-47db
相邻频道外无用发射功率
≤70db
-71db
-71db
注:1、测试仪器:VM700泰克综合测试仪;TSG-271泰克视频信号发生器;RS-ETL频谱仪(有解调功能);ASG100泰克音频信号发生器;MODEL4715-200鸟牌通过式功率计。
2、测试人员:严新生、徐大军、曲晓伟、陈春民、李明春、丁军
2.81%
2.92%
微分相位失真
≤±5°
4.49°
2.20°
色度、亮度增益差
±15%
4.6%
5.3%
色度、亮度时延差
±50ns
-9.3ns
-14ns
随机杂波信杂比(不加劝)
≥50db
52.5db
52.4db
随机杂波信杂比(加劝)
≥57.5db
60.1db
60.1db
相邻频道内无用发射功率
≤-40db
3、测试时间:2012年6月12日-----2012年6月15日。
2012年6月15日
0.5MHZ
±0.5db.
-0.02db.
0.17db.
1.0 MHZ
±0.5db.
-0.16db.
-0.10db.
2.0 MHZ
+0.5∕-1db.
-0.35db.
-0.37db.
4.0 MHZ
+0.5∕-1db.
0.15db.
0.24db.
4.8 MHZ
+0.5∕-1db.Байду номын сангаас
-0.31db.
0.47db.
临沂广播电视台10KW电视发射机指标测试记录(1CH)
技术指标
国家标准
主激励器
备激励器
输出功率
10.03KW
9.98KW
视频输入电平
1000mvP-P
1003.4 mv
1009.2 mv
同步头电平
300mv
303.9mv
308.5 mv
色同步信号
300mv
293.7 mv
291.7 mv
振幅频率特性(品响)