加工程序清单
CNC程序加工清单

操作员/工号:---------
日期:--------2OF2
仓库确认:-----------F-EG-020-RC
刀具类型刀具直径加工总深备注定位棒定位钻中心钻钻头面铣刀四刃高速钢铣刀两刃高速钢铣刀粗铣刀钨钢铰刀刀具明细清单单位
CNC加工程序清单
图号及版本: 程序名:
零点对刀说明:
版本:
编程员:梅宇松
编程日期:
机器:3轴MAZ
生产日期:
装夹(或压块)位置明细图:
定位方式:
装夹最小深度:
虎钳夹持力度:
压块次序:
当前加工的工艺步序:
下工序的程序名:
刀 号
刀具类型ቤተ መጻሕፍቲ ባይዱ
刀具明细清单(单位:MM)
刀具直径 加工总深
刀具有 效长度
备注
操作员/工号:---------
日期:--------1OF2
仓库确认:-----------F-EG-020-RC
定位棒
定位钻
中心钻
钻头
丝攻
面铣刀 四刃高速 钢两铣刃刀高速 钢铣刀 粗铣刀
钨钢铰刀
精镗刀 四刃钨钢 铣两刀刃钨钢 铣高刀速钢铰 刀 中心钻
工艺过程清单
工艺过程清单工艺过程清单工艺过程清单是一份详细的工艺流程表,它记录了生产过程中每一个步骤和所需的工序、工具、设备和原材料,起到指导作用。
以下是一个比较完整的工艺过程清单,对于想要了解生产线整体流程和生产设备的人会有帮助:1. 原材料进场检验- 到货确认- 检查外观和质量- 扫描货物码- 检验报告生成2. 原材料存放- 区分存储地点- 安排标记- 按照 FIFO 原则发放3. 原材料加工- 磨削、钻孔或切割- 烟台电梯- 准确测量尺寸- 锻造或润滑(如果需要)4. 烤箱- 选择符合规格的工件- 填写运行程序- 放入烤箱加热- 确认工件的烤炉时间和温度5. 抛光、和光- 选择符合要求的磨刀片- 机器进行抛光- 平整表面6. 表面处理- 喷涂、镀铬或烤漆- 精确调整颜色或厚度- 执行检验7. 分装或组装- 在标准化的工作台上完成 - 筛选原材料- 组装产品- 完成一个组件8. 反复检验- 操作员进行初步检验- 按照标准化的程序执行详细检查 - 质量检验员进行终检操作- 签发符合品质检验证书9. 包装和物流- 按照订单要求进行标记和包装 - 生成运输票据和单据- 选择适合的运输工具和方式- 检查运输过程中的保护10. 成品储存- 根据订单要求进行分区储存- 按 FIFO 原则发放11. 售后服务- 进行售后支持工作- 提供技术咨询和维护服务- 升级和维修产品对于不同的行业,工艺过程清单的具体内容也会有所不同。
但总的来说,工艺过程清单对于企业来说是非常重要的,它能协调各个环节,保证了生产的质量和效率。
4程序清单
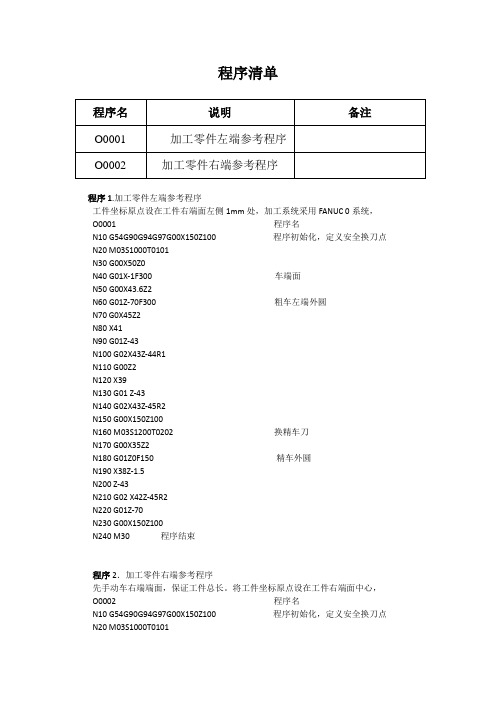
N160 M03S1200T0202换精车刀
N170 G00X35Z2
N180 G01Z0F150精车外圆
N190 X38Z-1.5
N200 Z-43
N210 G02 X42Z-45R2
N220 G01Z-70
N230 G00X150Z100
N240 M30程序结束
程序2.加工零件右端参考程序
N80 G01Z-30
N90 G0Z2
N100 X33
N110 G01Z-20
N120 X36Z-30
N130 G0Z2
N140 X30
N150 G01Z0
N160 X32.6Z-1.5
N170 Z-20
N180 X35.5Z-30
N190 X42
N192 G00 X150Z100
N194 M03S1200T0202换刀,准备精车外圆
N200 G0X29Z2
N210 G01Z0F150
N220 X32Z-1.5
N230 Z-20
N240 X35Z-30
N250 X40
N260 X42Z-31
N270 G00X150Z100返回安全换刀点
N280 M30程序结束
N30 G00X50Z0
N40 G01X-1F300车端面
N50 G00X43.6Z2
N60 G01Z-70F300粗车左端外圆
N70 G0X45Z2
N80 X41
N90 G01Z-43
N100 G02X43Z-44R1
N110 G00Z2
N120 X39
N130 G01 Z-43
N140 G02X43Z-45R2
外发加工单流程说明
外发加工单流程说明
一、填写外发加工单
1. 根据产品需求情况,制订外发加工需求;
2. 按外发加工单格式,填写产品名称、品位要求、工艺要求、数量要求等基本信息;
3. 经部长审核通过外发加工需求后,制作外发加工单。
二、外发加工单审批流程
1. 生产部门经理审核外发加工单内容及时间安排;
2. 质量部门负责人审核外发加工单中的品位要求是否合格;
3. 财务部门经理审核外发加工单中的费用预算;
4. 决策委员会成员集体审核通过外发加工单。
三、下达外发加工单
1. 完成外发加工单审批通过后,即可下达给外供应商;
2. 质量部门对外供应商的生产能力、品质水平等指标进行评估;
3. 选择合格的外供应商开始外发加工生产。
四、外发加工产品进厂验收
1. 外供应商完成外发加工后,经过质检后入厂;
2. 进行产品规格和品质复核验收;
3. 合格后入库,不合格部分返修或退回。
常用数控系统程序举例

FANUC 0TD1. 加工程序清单O002N010M3N015S1500T0101N020G96S150N025G00X65.Z0.T0101N030G01X-1.6F0.5N035G00X65.Z3.N040G71U2.R0.5N045G71P50Q115U0.4W0.2F0.4 N050G00X10.N055G01Z0.N060X18.N065Z-2.X20.N070Z-15.N075Z-30.X26.N080G03Z-35.X36.K-5.I0.N085G01Z-45.X36.N090Z-55.X45.N095Z-70.N100X56.N105Z-72.X60.N110Z-75.N115X61.N120G00Z30.N125X150.Z150.T0100N130G00X65.Z30.T0202N135G70P50Q115N140G00X150.Z150.T0200N145M05N150M022. 三维加工视窗3. 二维加工轨迹线FANUC 0MD1. 加工程序清单%N0001G40G49G80N0002G21N0003G91G28Z0.G28X0.Y0.G90G92X450Y250Z260. N0005M06T01N0006G00X0.Y0.Z150. N0007M3S800N0008M08N0009X10.Y10.N0010Z100N0011G01X20.F100N0012G42Y20.D1N0013Z50N0014X115.N0015X120.Y40.N0016X115.N0017G02X85.R15.N0018X57.268Y49.378R20. N0019X57.Y50.624R3.03N0020G01Y65.N0021G03X47.R5.N0022G01Y50.N0023G02X25.R11.N0024G01X20.N0025Y20.N0026Z50N0027G40N0028X10.N0029Y10.N0030G00X10.Y10.N0031Z150.N0032M05N0033M30%2. 三维加工视窗3. 加工轨迹线FANUC 0i T1. 加工程序清单N1T0101N2M03S400N3G00X6Z3G72W1.2R1G72P5Q15X-0.2Z0.5F100 N5G00x0z0G01x66Z-10X46Z-20Z-30G03U-8W-4R4G01X30Z-44N15X0N16G00Z80N17X100N18M05N19M302. 三维加工视窗3. 二维加工轨迹线FANUC 0iM1. 加工程序清单N10 G40 G49 G80 G17 M06 T01 N20 G54 G90 G0 X-80 Y-80 Z0 N40 M03 S800N50 M08N60 G99 G83 Z-30 R1 Q2 F200 N70 G91 X40 K4N80 Y80N90 G91 X-40 K4N100 Y80N110 X40 K4N120 G80 G90 G0 Z50N130 M05 M09N140 G91 G28 Z0 Y0N150 M22. 加工轨迹线3. 三维加工视窗FANUC 18iT 1. 零件图2. 加工程序清单N10T0101N20M03S100N30G01X75.Z0.F100.M8N50G71U2.R0.5N60G71P70Q140U0.4W0.2F0.4N70G0X20.Z0.N80G01X30.Z-5.Z-34.N90G02X38.Z-38.R4.N100G01Z-51.N110X50.N120G01Z-70.N130G01X60.N140G01Z-90.N150G00X100.Z100.T0100N160T0202N170G70P70Q140N180G0Z200T0200N181T0303N182G0X27.Z2.N182G76P051060Q100200N183G76X27.Z-34.P1083Q300F1.5 N184G0X150.Z200.T0300N185T0404N186G0X0Z5.N187G01Z-60.N188G01Z5.N194G0X150.Z200. N195M053. 二维加工轨迹线4. 三维加工视窗FANUC 18iM1.加工程序清单N01G54X0Y0Z100.0N02G90G00X-35.0Y35.0S800M03 N03Z-15.0M08N04G41G01X-10.0Y35.0D01F100 N05X0N06G02X30.668Y16.867R35.0N07G02X31.15Y15.603R5.0N08G02X25.502Y-17.628R43.65 N09G02X25.396Y-17.777R5.0N10G02X-25.396Y-17.777R31.0 N11G02X-25.502Y-17.628R5.0N12G02X-31.15Y15.603R43.65N13G02X-30.668Y16.867R5.0N14G02X0Y35.0R35.0N15G01X10.0N16G40G00X35.0Y35.0M09N17Z100.0N18X0Y0M05M19M303.三维加工视窗SIEMENS 801M03S100T01D01G00X100Z50R100=80R101=0R102=100R103=-100 R104=2R105=1R106=0.5R109=5R110=35R111=15R112=0R113=8R114=1LCYC97M05M22.二维加工轨迹线3.三维加工视窗SIEMENS 802ST 1.零件图2.加工程序清单主程序:T1D1M03S800G0X50Z2_CNAME="L42"R105=1 R106=0.3 R108=2 R109=7R110=1.5 R111=0.4 R112=0.25LCYC95R105=5 R106=0LCYC95G0X200Z200T1D0T2D1G0X40Z-43R100=38 R101=-45 R102=38 R103=-60 R104=1.5 R105=1 R106=0.2 R109=2R110=3 R111=0.975 R112=0 R113=4 R114=1LCYC97G0X100Z100T2D0M05M02L42.spfG1X0Z0G3X20.8Z-25.8K-15I0G2X31.6Z-39.5CR=8G1Z-45X35X38Z-46.5Z-58.5X35Z-60Z-65X39X42Z-66.5Z-75M023.二维加工轨迹线4.三维加工视窗SIEMENS 802SM1.加工程序清单主程序G54X0Y0Z10F100M03S100 R10=-15 R11=-9.06L1R10=15 R11=-9.06L1R10=0L2子程序:L1.SPFG0 X=R10+12.5-4 Y=R11G1 Z-6 F100G3 I=4-12.5G1 X=R10+8 Y=R11G41 D1 X=R10+4 Y=R11G2 I-4G0 Z5R1=4R2=90AAA:R3=R1*COS(R2)+4+R10R4=R1*SIN(R2)-R1G0 X=R3 Y=R11G1 Z=R4 F300G2 I=R10-R3G0 Z1R2=R2-1IF R2>=0 GOTOB AAAG0 Z10M17L2.SPFR1=35R2=15R3=0G0 X=R1+R10 Y=R11G1 Z-5 F100AAA:R4=R1*COS(R3)+R10R5=R2*SIN(R3)+R11G1 X=R4 Y=R5 F100R3=R3+1IF R3<=360 GOTOB AAA G0 Z5M172.加工轨迹线3.三维加工视窗SIEMENS 802DT1.零件图2.加工程序清单主程序:T1D1M03S800G0X0Z2CYCLE95("L18",1.5,0.3,0.3,0.2,0.2,0.2,0.2,9,0,0,1)G0X100Z100T1D0T2D1G0X32Z-30.5G1X27G0X100Z100T2D0T3D1G0X28Z-14CYCLE97(1.5,3,-16,-27.5,30,30,2,2,1.35,0.1,0,0,3,2,3,1) G0X100Z100T3D0M05M02L18.spfG1X0Z0F0.2G03X20Z-10CR=10G1Z-16X27X30Z-17.5Z-30.5X40Z-35.5G02Z-50CR=20G1X50Z-58Z-70RET3.二维加工轨迹线4.三维加工图形SIEMENS 802DM 1.程序加工清单M03S1000M06 T1D1N110 G17 G0 G90 G94 F2000G54 X0 Y0 Z20CYCLE71( 10, 0, 2,-11, 0, 0, 100, 100, 0, 6, 3, 5, 0, 4000, 11, 2) N125 G0 G90 X0 Y0N130 M302.加工轨迹线3. 三维加工视窗SIEMENS 810/840DT1.加工程序清单G94 G90 M03 S1000 F100 T01D01G00 X65 Z5CYCLE95 ("AA1", 1.000, 0.000, 0.000, 0.100, 100.000, 50.000, 80.000, 1, 0.000, 0.000, 1.000)S2000AA1G00 X100 Z100M30子程序AA1.spfG00 X47.349 Z2G01 Z0G03 X60 Z-35 CR=100X28.793 Z-71.289 CR=50G02 X13.73 Z-85.767 CR=25X16.905 Z-117.157 CR=80X32.134 Z-124.482 CR=10G01 X46.832 Z-126.044G03 X50 Z-128 CR=2G01 Z-131X61RET2.二维加工轨迹线3.三维加工视窗SIEMENS 810/840DM 1.程序加工清单M3S1000T01D01G0X0Y0Z20SLOT2 (10, 0, 5, -10, 10, 4, 40, 15, 0, 0, 25, 60, 0, 100, 100, 3, 3, 0.5, 2, 3)M5M302.生成加工的轨迹线3.三维加工视窗显示HNC21T1.零件图2.加工程序清单%0001M03S1000T0101G00X54Z1G01X54F0.2G71U1R1P1Q2E0.3 N1G01X10F0.1X19.95Z-2Z-33G01X30Z-43G03X42Z-49R6G01Z-53X36Z-65Z-73G02X40Z-75R2G01X44X46Z-76Z-84G02Z-113R25G03X52Z-122R15 G01Z-133N2G01X54G00X100Z50M5M23.生成二维轨迹线4.三维加工视窗HNC21M1.程序清单主程序:%0068N10 G54 X0 Y0 Z50N15 G90 G17 M03 S600N20 G43 Z-5 H02N25 M98 P200N30 G68 X0 Y0 P45N40 M98 P200N60 G68 X0 Y0 P90N70 M98 P200N20 G49 Z50N80 G69 M05 M30%200N100 G41 G01 X20 Y-5 D02 F300 N105 Y0N110 G02 X40 I10N120 X30 I-5N130 G03 X20 I-5N140 G00 Y-6N145 G40 X0 Y0 N150 M992.加工轨迹3.三维加工视窗。
专升本模拟题答案-机械电子工程完-数-数控技术A-C13

《数控技术》模拟题(A)一、单项选择题:在每小题列出的四个选项中只有一个选项是符合题目要求的,请将正确选项前的字母填在题干后的括号内。
1.对于数控机床闭环控制系统的伺服驱动元件,为了维护方便起见,最好采用【 B 】A.直流伺服电动机B.交流伺服电动机C.液压步进马达D.功率步进电动机2. 对于卧式数控车床的坐标系,一般以主轴上夹持的工件最远端面作为Z轴的基准点,则Z轴的正方向是【 A 】A.从此基准点沿床身远离工件的方向B.从此基准点沿床身接近工件的方向B.从此基准点垂直向上的方向 D.从此基准点垂直向下的方向3. 采用逐点比较法插补第一象限的直线时,直线起点在坐标原点处,终点坐标是(5,7),刀具从其起点开始插补,则当加工完毕时进行的插补循环数是【C】A. 10B. 11C. 12D. 134. 经济型数控机床的进给驱动动力源主要选用【 B 】A.交流异步电动机B.步进电动机C.交流伺服电动机D.直流伺服电动机5. 闭环控制系统与半闭环控制系统的区别在于【 D 】A.采用的伺服电动机不同B.采用的传感器不同C.伺服电动机安装位置不同D.传感器安装位置不同6. 位置控制器输出的是数字量,要去控制调速单元,必须经过【B 】A. F/V变换B. D/A变换C.电流/电压变换D.电压/电流变换7. 直线感应同步器滑尺的正弦和余弦绕组在空间错开的电角度为【C 】A. π/6B. π/3C. π/2D. π8. 对于数控机床位置传感器,下面哪种说法是正确的【C 】A.机床位置传感器的分辨率越高,则其测量精度就越高B.机床位置传感器的精度越高,机床的加工精度就越高C.机床位置传感器的分辨率越高,机床的加工精度就越高D.直线位移传感器的材料会影响传感器的测量精度;9. 数控机床移动部件的位置偏差X反映了移动部件在该点的【B】A.重复定位误差B. 系统性误差C. 运动误差 D. 随机性误差10. 数控机床在某位置的定位误差的分布符合正态分布曲线的统计规律,其均方根误差 反映了机床在该位置的A.重复定位精度B. 反向差值 C. 系统性误差 D. 失动量【A 】二、简答题11. 简述数控系统的发展趋势?答:数控系统的发展趋势:(1)体系机构开放化;(2)控制功能智能化;(3)数据管理网络化;(4)设备层总线化;(5)功能实现软件化。
加工中心编程实例(1)

数控铣床编程实例(参考程序请看超级链接)实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束实例二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。
数控加工工艺加工工序卡、刀具卡、

N
X27.;
N
G04P1000;
N
G01X75.;
N
G00G40X100.Z100.;
N
M30;
T01
单位名称
实习厂
产品名称
零件名称
零件图号
实训件
实训件01
XYYJZ01
工序号
程序编号
夹具名称
使用设备
数控系统
车间
002
O0002
三抓自定心卡盘
仿真机床
FANUC OI
工步号
工步内容
刀具号
刀具规格
/mm
主轴转速
n/(r/min)
进给量
背吃刀量
备注
1
切端面
T01
2
粗车右端外轮廓X向留余量0.2,Z向0.05
N
N100G01G42X27.496Z0F0.15S1000;
N
G03X23.617Z-22.221R17.;
N
G02X24.896Z-31.381R6.;
N
G03X22.5Z-40.R5.;
N
G01Z-48.;
N
X31.54;
N
X40.Z-72.;
N
N200Z-75.;
N
G00G40X100.Z100.;
N
G70P100Q200;
N
G00G40X100.0Z100.0;
N
T0303S350;
N
G00X35.0Z-29.0;
N
G01X24.0F0.15;
N
G04P1500;
N
G01X35.0F0.3;
N
G00X100.0Z100.0;
情境一圆柱(锥)面数控加工程序的编制

任务一 外圆柱面Ⅰ数控加工程序的编制
一、外圆柱面数控加工程序的编制项目任务书,见表1-1。
情境名称 学习目标
•表1-1项目任务书
圆柱(锥)面数控加工程序的编制 1、掌握外圆柱面的加工工艺的制定; 2、掌握外圆柱面数控编程技巧与方法。
零件名称 阶梯轴Ⅰ 材料 45钢 毛坯尺寸
Φ50×100
2
任务内容:制定阶梯轴Ⅰ的加工工艺并编制其数控加工程序。 学习指令:快速点定位(G00)、直线插补指令(G01)、S功能、F功能、 M功能和T功能等编程指令的使用。 备注
17
图2-切1 刀削尖工圆件弧的半右径端对面加时工精,度车的刀影圆响弧的切点A与理论刀尖点P的Z坐标 值相同;车外圆时车刀圆弧的切点B与点P的X坐标值相同。切削出的 工件没有形状误差和尺寸误差,因此可以不考虑刀尖圆弧半径补偿。 如果车削外圆柱面后继续车削圆锥面,则必存在加工误差BCD(误差值 为刀尖圆弧半径),这一加工误差必须靠刀尖圆弧半径补偿的方法来修 正。
图1-1 快速点定位
5
G00指令要求刀具以点位控制方式从刀具所在位置以最快的速度移动到 指定位置。它只实现快速移动,并保证在指定的位置停止,在移动时对运
动轨迹与运动速度并没有严格的精度要求。如果两坐标轴的脉冲当量和最 大速度相等,运动轨迹是一条45º斜线,如果是一条非45º斜线,刀具的运 动轨迹可能是一条折线。例如图2-32所示,使用快速点定位指令G00编写 程序,程序的起始点是工件坐标系原点O,先从O点快速移动到参考点A, 紧接着快速移至参考点B,执行程序时刀具移动轨迹是两条折线,如图粗 线所示。
使用G00时,应注意以下几点: 1)G00是模态指令,上面例子中,由A点到B点实现快速点定位时,因
前面程序段已设定了G00,后面程序段就可不再重复设定定义G00,只写 出坐标值即可。
第2章 数控加工基础(第二版)习题册 参考答案
第二章数控加工工艺设计一、填空题:1、数控加工编程任务书数控加工工序卡数控加工刀具明细表2、辅具刃具及切削参数切削液3、刀具明细表4、连接点5、节点6、确定控制其尺寸精度7、合理选择机床、刀具及切削用量8、一次装夹中9、同一把刀具10、加工路线11、缩短加工路线12、最后一次走刀中13、切向14、主轴转速背吃刀量进给速度15、小于16、常规模块化17、车削镗铣钻削18、尖形圆弧形成形19、直线形切削刃20、刀刃圆心21、光滑连接(凹形)的成型面22、样板刀刃23、小半径圆弧螺纹24、成形25、可转位标准化26、7∶2427、刀柄模块中间连接模块刀头模块28、粗基准精基准粗基准精基准29、不加工表面重复使用30、设计基准装配基准重合31、通用专用组合随行二、判断题:1.×2.√3.√4.×5. ×6.√7.√8.√9.×10.√11.×12.√13.×14.×15.×16.√17. ×18.×19.×20.√三、选择题:1.D2.D3.B4.A5.C6.A7.A8.B9.A10.D11.A12.C13.C14.A15.A16.C四、名词解释:1、数控加工程序单数控加工程序单是编程员根据加工工艺,经过数值计算,按照机床特点的指令代码编制的,它是记录数控加工工艺过程、工艺参数、位移数据的清单。
2、加工路线在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线。
3、基点构成零件轮廓的几何要素之间的连接点称为基点。
4、节点用直线段或圆弧段去逼近非圆曲线,逼近线段与被加工曲线的交点称为节点。
5、粗基准以毛坯表面作为基准面的基准称为粗基准。
6、精基准以已加工过的表面作为基准面的基准称为精基准。
五、简答题1、常用的数控加工工艺文件包括哪些?答、不同的数控机床,工艺文件的内容有所不同,主要包括编程任务书、数控加工工序卡、数控加工刀具明细表、数控加工程序单等。
项目加工件出库流程
项目加工件出库流程英文回答:The project outflow process for manufactured components involves several steps to ensure the smooth and efficient delivery of the finished products. Here is a detailed description of the process:1. Order Confirmation:Once the manufacturing of the components is completed, the order is confirmed by the project manager or the responsible personnel.The confirmation includes verifying the quantity, quality, and specifications of the components.2. Documentation Preparation:The necessary documents are prepared, including thedelivery note, invoice, and any other relevant paperwork.These documents are essential for record-keeping and financial purposes.3. Quality Control:Before the components are ready for dispatch, a thorough quality control check is conducted.This ensures that the components meet the required standards and specifications.Any defective or non-compliant components are identified and set aside for further inspection or rework.4. Packaging and Labeling:The components are carefully packaged to protect them during transportation.Appropriate packaging materials, such as boxes,crates, or pallets, are used based on the size and nature of the components.Each package is labeled with relevant information, including the project name, component details, and handling instructions.5. Transportation Arrangements:The logistics team arranges for the transportation of the packaged components.The mode of transportation, such as trucks, ships, or airplanes, is determined based on factors like distance, urgency, and cost.The team also coordinates with external shipping agencies or carriers, if required.6. Loading and Dispatch:The packaged components are loaded onto thedesignated transportation vehicles.The loading process ensures that the components are securely placed and protected from damage during transit.Once the loading is complete, the vehicles are dispatched to the delivery destination.7. Tracking and Monitoring:Throughout the transportation process, the logistics team tracks and monitors the movement of the components.This is done using advanced tracking systems or by maintaining constant communication with the drivers or carriers.Any delays or issues are immediately addressed to ensure timely delivery.8. Delivery Confirmation:Upon reaching the destination, the components are unloaded and delivered to the designated recipient.The recipient verifies the delivered components against the delivery note and signs off on the receipt.Any discrepancies or damages are reported and documented for further investigation.中文回答:项目加工件出库流程包括多个步骤,以确保成品的顺利交付。
电火花零件加工工序流程、工艺注意事项
电火花零件加工工序流程、工艺注意事项1. 引言1.1 概述电火花加工是一种常用的零件加工技术,通过在金属材料上产生高频电火花放电来实现切割和雕刻等加工目的。
该技术具有高精度、高效率和良好的表面质量等优点,在汽车制造、航空航天、模具制造等领域广泛应用。
然而,在进行电火花零件加工过程中,合理的工艺流程和注意事项能够显著影响加工效果。
本文将重点介绍电火花零件加工的工序流程以及需要注意的工艺细节。
1.2 文章结构本文共分为五个部分,每个部分包含多个子章节。
首先,引言部分给出了整篇文章的概述、目的以及文章结构。
其次,第二部分将详细阐述电火花零件加工的工序流程,包括各个操作步骤、设备与工具准备以及加工精度控制等方面内容。
第三部分将呈现一些必须要注意的工艺要点,包括安全操作规范、清洁维护要点和物料选用建议等方面内容。
接下来,第四部分将通过实际操作案例分析,介绍一个电火花零件加工的具体案例,并提出问题解决方法以及成果评估与反思。
最后,在第五部分中,我们将进行结论总结,分析存在的问题和改进方向,并展望未来电火花加工的发展趋势。
1.3 目的本文旨在全面介绍电火花零件加工的工序流程和注意事项,帮助读者了解该加工技术的基本原理和操作流程,并提供一些实用的工艺要点以及问题解决方法。
通过深入研究和分析实际操作案例,本文还旨在总结经验教训并提出改进方向,以推动电火花加工技术在未来的发展中取得更大突破。
希望读者能够从本文中获得有用的知识,并能够应用到自己的工作和学习中。
2. 电火花零件加工工序流程2.1 工序步骤:电火花零件加工是一种常见的金属加工方法,主要用于制造复杂形状、高精度零件。
下面将详细介绍电火花零件加工的具体步骤:1. 零件设计与准备: 根据所需零件的设计图纸和规格要求,进行合理的准备工作,包括选择合适的材料和确定加工路径。
2. CAD/CAM编程: 将设计好的零件图纸输入到计算机辅助设计(CAD)软件中,并进行程序编写,生成加工路径。
凉菜厨师标准化操作程序
凉菜厨师标准化操作程序目录清单程序标准化操作项目文件编号页码备注一凉菜厨师工作主流程图2二参加班前会3餐前准备流程图4原料、调料准备三餐前准备5工具、用具准备餐具准备预制加工流程图6预制调味汁7四预制加工预制调味油7原料熟处理8菜品制作流程图9拌制菜品10五菜品制作果盘制作11六班后收尾12-13七班后自查14八签退15XX大饭店标准化操作程序任务编码任务参加班前会设备/物品要求考勤表、圆珠笔、《签到签退记录本》任务(做什么)工作程序(如何做)目的(为什么)接受点名-凉菜厨师与厨房其他员工一起按高矮个列队站立,注意力集中,精神饱满。
-接受厨师长点名,听到自己名字时要回答“到”。
▲声音宏亮、刚劲有力。
掌握员工出勤情况,便于安排工作。
接受仪容仪表检查-凉菜厨师与厨房其他员工一起列队站立,接受厨师长仪容仪表检查。
▲工装整齐洁净,工服、工帽、围裙无污点油渍、无皱折破损,工帽直立挺拔,工服衣扣清洁齐整,无破损、短缺;▲领结打法符合规定标准;▲工号牌应佩戴在胸前工作服左上方的蓝海标志下、口袋上方的位置,并保持平、正;▲鞋子干净无污渍破损;▲男员工头发短而齐整,不留胡须;女员工头发遮盖于工帽内。
▲女员工不佩戴任何首饰;▲不留长指甲,指甲内无污秽物;▲秋、冬季工作服内的衬衣领口、袖口干净无污渍、灰尘。
仪容仪表合格,维护酒店的整体形象,体现从业人员的素质;同时确保操作时的食品卫生。
听取上餐工作情况总结-凉菜厨师认真听取厨师长对上餐问题的总结,包括对员工的表扬、对作业规范的批评、纠正、对菜品质量及顾客意见的分析。
-占灶及时反映工作中需协调解决的问题。
-由于休班等特殊情况没有参加班前会的,下餐或次日要查看记录本上记录的相关信息。
了解上餐出现的问题,尽量减少以后的出现。
听取当餐工作布置-凉菜厨师与厨房其他员工听取厨师长对上级会议精神的传达、工作的调整安排、布置当餐的工作任务。
▲认真听讲,服从安排,并予以落实。
使当日工作更有针对性。
外协加工工作流程

1.0目的为了规范外协加工管理过程,确保公司的外协加工产品及其损耗得到有效管控,制定本流程。
2.0范围适用于构成项目的生产及施工物料(总仓发货)外协加工全过程。
3.0职责3.1 PMC部(计划): 负责《发外加工计划表》、《发外加工单》的编制,外协加工进度的跟踪处理;3.2 PMC部(仓库): 负责《外协领料单》和《外协加工差异表》的编制、《外协加工台帐》的建立及物料收发工作;3.3 采购部: 负责外协产品加工的询价议价、《发外加工订单》的编制、下达及跟踪、《外协加工差异表》的对账确认;3.4 财务部:负责对《外协加工差异表》进行复核及财务结算。
4.0作业程序4.1计划员将设计外协加工的材料及车间需外发加工的产品整理编制于《发外加工计划表》,并每次制作《发外加工单》经PMC经理与制造副总审核批准后,提前一天分发至采购部和仓库执行;4.2采购员从合格外协厂商中经询价、比价、议价并报批准后选择外协厂商下达《发外加工订单》并通知供应商在规定的时间到厂领料,同时将发外加工订单内容列入《采购管制表》中;4.3仓库仓管员根据《发外加工单》、车间《进仓单》提前一天进行备货,外协厂商到厂领料时,由仓管员编制《外协领料单》交外协厂商提货人员签字确认后方可发货,仓管员需发货当天将发货内容记录在《外协加工台账》上;4.4采购员依《采购管制表》每天对外协厂商加工产品的进度、品质、数量进行追踪,计划员每天跟采购员核对进度状况;4.5外协厂商根据发外加工订单上的指定时间、地点交货;仓管员或项目保管员《发外加工单》或《材料清单》对外协商的《送货单》实物进行核对和数量点收;4.6品质部质检员按《报检单》到仓库、外协厂商、工地收货区(工地无质检时,由项目负责人检验)检验外加工产品,并按《来料检验及不合格处理工作流程》处理不合格品;4.7仓管员或项目保管员对合格产品安排入库并开出《外协进仓单》,仓管员负责根据《外协进仓单》将进仓内容记录在《外协加工台帐》上;4.8计划员、质检员及仓管员跟进不合格品的处理;并及时提出是否补充加工、向外协厂索赔事宜;然后由仓管员每月根据《外协加工台帐》建立《外协加工差异表》,经主管审批后在次月3日前提交给采购部,由采购部在2个工作日内交供应商确认,确认后由仓管员最终报财务部跟进处理;4.9采购员在外协厂商结算中,明确外协厂商应承担的责任,并按规定执行处罚,财务对结算资料进行复核。