3D46C2000IC制造程序图2012-6-5
ZhongLian方料成型机电路图
SB34 X54 布料室急救按扭 SQ39 X124 顶门开限位
X174 配料输送带反转启动
X5 报警扫描输入6
SQ1 X55 布料小车上限1
SQ40 X125 顶门关限位
X175
SB1 X6 布料端门控制盒急停 SQ2 X56 布料小车下限1
CJ5 X126 3#小搅拌电子称量程 X176
SB2 X7 布料小车前进
921 922 923 924 925
927 930 931 932 933 934 935 936 937 940 941 9133 9134 9135 9136 9137 9140 9141 9145 9146
N1 L4
KM6 KM7 KM8 KM9A KM9B
KM11 KM12 KM13 KM14 KM10 KM16A KM16B KM17A KM17B KM18A KM18B KM19 KM20 KM21 KM22 KM23 KM24 KM25 KM26 KM27
SQ3 X57 布料小车上限2
CJ6 X127 4#小搅拌电子称量程 X177
SB3 X10 布料小车后退
SQ4 X60 布料小车下限2
SB35 X130 1#小搅拌开/停
SB4 X11 布料小车上升
SQ5 X61 布料小车原位
SB36 X131 2#小搅拌开/停
SB5 X12 布料小车下降
SQ6 X62 布料小车下料位后 SB37 X132 3#小搅拌开/停
KM10 Y33 主搅拌波箱冷却 YV32 Y103 脚仔开启
B61 Y153 4#小搅拌运行
KM16A Y34 花色转角带正转 YV33 Y104 脚仔复位
YV56 Y154 4#小搅拌下料门开
数控铣床教学用.pdf

数控铣床机床坐标系的确定方法右手笛卡尔坐标系:CopyG17、G18、G19选择加工平面G17 选择XY平面G18 选择ZX平面G19 选择YZ平面1.8.4绝对坐标编程和相对坐标编程1.采用绝对坐标编程时,尺寸字描述的是刀具运动的终点坐标。
绝对坐标﹕G902.而采用相对坐标编程,尺寸字描述的是刀具相对前一个程序段中运动终点的位移。
相对坐标﹕G91为了方便编程,工件编程坐标一律采用工件固定、刀具移动的坐标系,由CNC系统自动转换成刀具的运动。
在编程时,直接使用机床坐标系计算被加工工件的坐标点会很不方便,所以一般要建立工件坐标系,要确定工件原点。
工件原点也称编程原点,设在工件的工艺基准处。
2.1练习程序:G01X0Y0F100X230X300Y40Y120X230G02X180R25G01Y140G03X120R30G01Y120G02X70R25G01X0Y03 .1数控铣编程特例整圆的遍程G15H1 T1 M03G90 X0 Y0 Z5G00X30Y0G01 Z-3F100G03I-30 J0G00 Z5G00X0Y0MO5M302.2数控铣床训练试题1.1.1 左补偿(G41)的判定:面对走刀方向,刀具根据要保留的材料,其中心相对于理论轨迹向左移动一个刀具半径值,从而形成一个新的刀具中心轨迹。
此时被称为左补偿。
半径左补偿(G41)程序:G41G01X0Y0D01F100G01Y120G01X70G03X120R25G01Y140G02X180R30G01Y120G03X230R25G01X300刀位点X-30Y-30G01Y40G01X230Y0G01X0G40G01X-30Y-301.1.2右补偿(G42)的判定:面对走刀方向,刀具根据要保留的材料,其中心相对于理论轨迹向右移动一个刀具半径值,从而形成一个新的刀具中心轨迹。
此时称为右补偿。
半径右补偿(G42)G42G01X0Y0D01F100G01X2301.1.3 取消刀具补偿每完成一个封闭轮廓的加工,为了不把刀补代入过渡轨迹以及不同刀具补偿的重新建立,我们都需要取消补偿。
XingLiDa方料成型机电路图

YV20 Y111 2#小搅拌下料门关
KM25 Y42 3#小搅拌树脂搅拌 YV21 Y112 3#小搅拌树脂阀
KM26A Y43 花色转角带正转
YV22 Y113 3#小搅拌下料门开
KM26B Y44 花色转角带反转
YV23 Y114 3#小搅拌下料门关
KM27A Y45 花色长输送带正
YV24 Y115 1#压头上升
KM101 Y7 柱塞泵
B46 Y57 2#小搅拌段速A
KM1 Y10 液压站
B47 Y60 2#小搅拌段速B
KM2 Y11 液压冷却循环泵
B51 Y61 3#小搅拌变频器正转
KM3 Y12 振动先导泵
B56 Y62 3#小搅拌段速A
KM4 Y13 冷却塔水泵
B57 Y63 3#小搅拌段速B
KM5 Y14 液压和压头冷却水泵 V3 Y64 柱塞泵卸荷阀
YV5 Y72 压料室端门上升
KM12 Y23 2#罗茨泵(搅拌布料室) YV6 Y73 压料室端门下降
KM13 Y24 3#罗茨泵(搅拌布料室) YV7 Y74 下料门开启
KM14A Y25 顶门开启
YV8 Y75 下料门关闭
KM14B Y26 顶门关闭
YV9 Y76 布料车上升
KM15A Y27 出料小车运行
SB1 X7 布料端门控制盒急停 SB2 X10 布料小车前进 SB3 X11 布料小车后退 SB4 X12 模具上升 SB5 X13 模具下降 SB6 X14 布料端门上升 SB7 X15 布料端门下降 SB8 X16 中门上升 SB9 X17 中门下降 SB10 X20 压料小车前进 SB11 X21 压料小车后退 SB12 X22 模具上升 SB13 X23 模具下降 SB14 X24 压料端门上升 SB15 X25 压料端门下降 SB16 X26 压头上升 SB17 X27 压头下降 SB18 X30 压料端门控制盒急停 SB19 X31 搅拌顶急停 SB20 X32 搅拌停止 SB21 X33 搅拌启动 SB22 X34 树脂阀开启 SB23 X35 主搅拌树脂搅拌启动 SB24 X36 顶门开启 SB25 X37 顶门关闭 SB26 X40 抽油泵启/停 SB27 X41 加油泵启/停 SB28 X42 水泵启/停 SIG X43 加油信号 SA1 X44 手动/自动 CJ1 X45 总电子称量程 CJ2 X46 主搅拌电子称量程 SQ1 X47 布料小车原位
YuanDa方料成型机电路图

方料成型机
DB320X160
(远达 3#方料机电路图)
JBX0-电源输入及照明输出 12345678
R S T N N N 1L 1L
YuaDa 主控制柜端子接线排
2 1
2 1
JBX1-柱塞泵动力柜
123456 7
711 X0 X1 906 907 N1 L4
KM101 KM201
SQ布 27 SQ布 28 S位 Q2布9 S位 Q3布0
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
SQ中 33 SQ中 34
门
门
保
保
险
险
开
复
位
位
SQ压 35 SQ压 36 S位 Q3压7 S位 Q3压8
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
16 1 2 3 4
+24V X124 X125 +0V +24V
树
树
搅
搅
搅
色
色
输
输
料
料
脂
脂
脂
脂
脂
脂
色
脂
脂
脂
脂
拌
拌
拌
转
转
送
送
小
小
泵
搅
泵
搅
泵
搅
液
各种单元电路图1
3
VCC
DDC CLK DDC DAT
D605 BAV99
DGND2
R629 10K
R630 10K
R627 100
R628 100
R632 10K
D606 BAV99
DGND2
V33
D603 BAV99 DGND2
DGND2
V33
XS607 VGA 输
入
21 43 65 8 87 10 9 12 11 14 13
C1017 0.22
R1018 1K
V1001 BC847
R1016 470
+ C1020
22u
C1019 0.015
R1019 10
R1020 100
SCL SDA
R2008 100
R2000 100
R2042 10K
R2041 10K
+5V-2 R2043 10K
V2001 BC847
L2001 2.2u
C809 1000u
R574 R568 R563 10K 10K 10K
R564 10K RP501
33X4
RP502 33X4
V33
1
20
19
2 3 4
N514
18 17 16 15
5 74LVC 14
6 7
541A 13
输入输
12 11
8 出接口
9
10
GND3
GND3
V33
C508 0.1u
GND3
C333 0.1
C334 22u
AGND1
V33D
C302 C332 C313 C328 C305 C321 C327 C326 C323 C304 C306 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
C200原理图
220V电源
203
D
L N
轿厢照明
D
LU
204 GND 203
LU
GND L N GND L N GND L N GND
B C
轿厢风扇
VENT
VENT
204 GND
C
188
VFDC
189 GND 188
VFDC门机
F/S
IRP
B
189 GND
光幕 IR1
深圳市美伦达电气有限公司
A
C200控制系统原理、接线图
TB1 A+ AA+ AB+ BIP IG FE
G
VVVF
PG-B3
F
B+ B24V 0V
F
E
C200
PG_12V PG_0V INA
D
安川变频器L1000A
集电极开路编码器接线
E
TB2 AO IG
D
INB
BO IG
C
说明:屏蔽线采用10Mbit/s以上屏蔽双绞(STP)五类(CAT-5)网 线,取用其中的两股即四根,长度适中,接线方式如上图。
HVIN
G
G
189
接触器线圈
AC220V A1
F
5 6
F
A2
10A
T1
380V 220V 110V 0V IN 0V OUT 4A
配电盒
L1
主电源 L2 三相五线 L3 380V N
E
VT
VIA
P22 0P 7 8
E
GND AC110V 抱闸线圈
1 +
K1
2
D
RTF P2 34 33 83 84
华中数控车床实训图纸及参考程序

工作任务1机械加工工序卡片刀具卡片加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2G00X100Z100M05M00T010195M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2G00X100Z100M05M00T010195M1500FG00X42Z2N10G00X19G01Z0Z-10X23Z-25X36W-15X35N20X40G00X100Z100M05M30工作任务2机械加工工序卡片刀具卡片加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z210GG1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42G00X100Z100M5M30工作任务3机械加工工序卡片刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2G00X100Z100M05M00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2G00X100Z100M05M00T010195M1500FG00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13Z-33X18X20Z-43W-5G02X24Z-50R2G00X100Z100M05M00T0202 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片刀具卡片加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG00X32Z2G0X100Z100M05M00T010195M1500F 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M3500FG0X32Z2G0X100Z100M5M0T010195M31500FG0X32Z210GG01Z0100M 4mm切槽刀95M3500FG00X32Z2Z-27X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10-23F100M工作任务5机械加工工序卡片刀具卡片加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X32Z2G0X100Z100M5M0T010195M31500FG0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;95M500FG0X32Z2Z-34X30W3X24W-3X30W8X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X32Z2G0X100Z100M5M0T010195M31500FG00X32Z2N10G00X0G01ZX12X16Z-2Z-2020G100M 3mm的切槽刀;95M3500FG00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2-18FG00X100Z100M5M30工作任务6机械加工工序卡片刀具卡片加工程序6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X32Z2G0X100Z100M0T010195M31500FG0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;95M3500FG00X32Z2Z-20X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2-17FG00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;95M3500FG0X32Z2G0X100Z100M5M0T010195M31500FG0X32Z2N10G00ZX0G01Z020G100M工作任务7机械加工工序卡片刀具卡片加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z210GG01Z0100M 5mm切槽刀;95M3500FG00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:O0002%0002T0101 90°外圆车刀;95M3600FG00X42Z2G00X100Z100M05M00T010195M31500FG00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28Z-52100M 4mm切槽刀;.95M500FG00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X42G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6-25F100M工作任务8刀具卡片机械加工工序卡片加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z2N10G00ZX0G01Z0Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-292.1FG00X100Z100M5M30工作任务9机械加工工序卡片刀具卡片加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M0T010195M31500FG0X52Z2N10G00ZX0G01Z0X26X30-2Z-19Z-31 加了4毫米;N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;95M3500FG00X52Z2Z-19X32W1X26W-1G00X52Z-38X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500-17FG00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00ZX0G01Z0100M工作任务10机械加工工序卡片刀具卡片加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X62Z2G0X100Z100M5M0T010195M31500FG0X62Z210GG01Z0Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;95M3400FG0X22Z295M3800F10G100M 5mm内孔切槽刀;95M500FG00X22Z2Z-20X22W2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2-16FX31Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;95M3500FG0X62Z2G0X100Z100M5M0T010195M31500FG0X62Z2N10G00X56G01Z0100M10.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;95M3400FG0X22Z295M3800F10G100M工作任务11机械加工工序卡片刀具卡片加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00ZX0G01Z0N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00ZX0G01Z0N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00ZX0G01Z0N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T010195M3500FG0X10Z295M31500F10G100M工作任务12机械加工工序卡片刀具卡片加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z210GG01Z0Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;95M500FG00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;95M3600FG0X42Z2G00X100Z100M05M00T010195M31500FG0X42Z2N10G0X0G1Z020GG0X100Z100M5M3012.3.2 件1左端外圆程序: 0003 文件名;%0003 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z210GN20Z-15G00X100Z100M5M30T0303 内孔车刀;95M3400FG0X24295M3550F10GG1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G00X100Z100M5M0T010195M31500FG0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;95M3450FG0X24Z295M3550F10G工作任务13机械加工工序卡片刀具卡片加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00X0G01Z0N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X52Z2G0X100Z100M5M0T010195M31500FG0X52Z2N10G00X0G01Z0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X5Z2G0X100Z100M5M0T010195M31500FG0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;95M3500F95M3800F10G100M工作任务14机械加工工序卡片刀具卡片加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z2N10G00X0G01Z0N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2G0X100Z100M5M0T010195M31500FG0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M514.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M3500FG0X42Z2:G0X100Z100M5M0T010195M31500FG0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;95M3500FG00X42Z2Z-30X32W2X32W2X30X26W-2W-2X32G00X100Z100M5T0303 60°螺纹刀;G95M3S500G00X38Z2-25F100M14.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;95M3400FG0X26Z295M3800F10G100M 60度内孔螺纹刀;G95M3S400G00X28Z2-32F100M工作任务15机械加工工序卡片刀具卡片加工程序15.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 90度外圆车刀;95M3500FG0X52Z295M31500F10G100M 3mm刀宽的切槽刀;95M3500FG00X52Z2Z-21X38W3X38W2X36W-3G00X50X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G00X38Z2-16F100M15.3.2 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 30度外圆尖刀;95M3500FG0X52Z295M31500F10G100M15.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 90度外圆车刀;95M3500FG0X52Z295M31500F10G100M15.3.4 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;95M3400FG0X24Z295M3800F10G100M 内切槽刀是3mm;95M3500FG00X24Z2Z-21X30W3X38W-3G0X24X100Z100M05M0T0303 60度内螺纹刀;G95M3S500G00X30Z0-16FX36Z-16X36Z-16G00X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 90度外圆车刀;95M3500FG0X52Z295M31500F10G100M14.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;95M3400FG0X24Z295M3800F10G20G100M工作任务16机械加工工序卡片16.3.1 件二外圆左端程序: O1 文件名;%1 程序名;T0101 外圆车刀;95M500FG00X52Z2G00X100Z100M05M00T0101 外圆刀95M1500F 精加工;G00X52Z210GG01Z0Z-15X32N20Z-35G00X100Z100M05M00T0202 5mm刀宽的外切槽刀;95M450FG00X32Z2Z-15G01X26G04P2 暂停指令;G00X32X100Z100M05M00T0303 外螺纹刀;G95M03S450G00X32Z2-11FX26Z-11G00X100Z100M05M3016.3.2 件二外圆右端程序: O2 文件名%1 程序号T0404 尖刀95M450FG00X52Z2G00X100Z100M05M00T0404 尖刀95M1500FG00X52Z2N10G00X26G01Z0X34Z-15W-520GG00X100Z100M05M3016.3.3 件1外圆程序:O3 文件名%1 程序号T0101 外圆刀95M500FG00X52Z2G00X100Z100M05M00T0101 外圆刀95M1500FG00X52Z210GG01Z0100M16.3.4件三外圆程序: O4 文件名%1 程序号T0101 外圆刀95M500FG00X52Z2G00X100Z100M05M00T010195M1500FG00X52Z210GG01Z0100M 文件名%1 程序号T0202 内孔刀95M450FG00X22Z2100M 内孔刀95M600FG00X22Z2N10G00X42G01Z0X38W-2Z-31N20X22G00Z2X100Z100M05M00T0303 内螺纹刀G95M03S450G00X26Z2-31FX30Z-31X30Z-31G00X100Z100M05M30O6 文件名%1 程序号T0202 内孔刀95M500FG00X22Z2100M 内孔刀95M600FG00X22Z2N10G00X34G01Z0Z-21N20X22G0Z0X100Z100M05M30工作任务17机械加工工序卡片加工程序17.3.1 件2程序:O1 文件名%1 程序名T0101 内孔车刀95M500FG00X22Z2G00X100Z100M05M00T0101 内孔车刀95M800F 精加工G00X22Z2N10G00X28G01Z0X38Z-25X36W-1W-12W-16X22N20G00Z2X100Z100M5M0T0202 内螺纹刀G95M03S500G00X22Z2-58FX28Z-58X28Z-58G00X100Z100M05M3017.3.2O1 文件名%1 程序名T0101 外圆车刀95M500FG00X52Z2G00X100Z100M05M00T0101 外圆刀95M1500F 精加工G00X52Z2N10G00X0G01Z0#1=40WHILE #1GE0#2=24/40*SQRT[40*40-#1*#1] G01X[2*#2]Z[#1-40]#1=#ENDWN20G01W-5G00X100Z100M05M00T0202 切断刀95M500FG00X52Z-44 4mm的刀宽G01X35X50G00X100Z100M5M3017.3.2 件一右端程序: O1 文件名%1 程序名T0101 外圆车刀95M500FG00X52Z2G00X100Z100M05M00T0101 外圆刀95M1500F 精加工G00X52Z210GG01Z0Z-13X34X36W-1N20X52G00X100Z100M5M00T0202 外切槽刀刀宽4mm 95M3500FG00X30Z2Z-13G00X50X100Z100M5M00T0303 60度外螺纹刀G95M3S500G00X30Z2G82X27Z-12G00X100Z100M05M3017.3.3 件一左端程序:O1 文件名%1 程序名T0101 外圆车刀95M500FG00X52Z2G00X100Z100M05M00T0101 外圆刀95M1500F 精加工G00X52Z2N10G00X0G01Z0#1=40WHILE #1 GE0#2=24/40*SQRT[40840-#1-31]#1=#N20ENDWG00X100Z100M05M30工作任务18件一件二机械加工工序卡片材料φ60×150mm 零件图号18号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 夹住毛胚一头,用φ22钻长为85的盲孔,用切断刀在75处切断.落料为件01.G71 T0101 3002 夹住件01一头,外圆车刀车右端外圆,车玩外圆切槽,换内孔车刀车内孔。
数控车床加工件零件图及编程程序
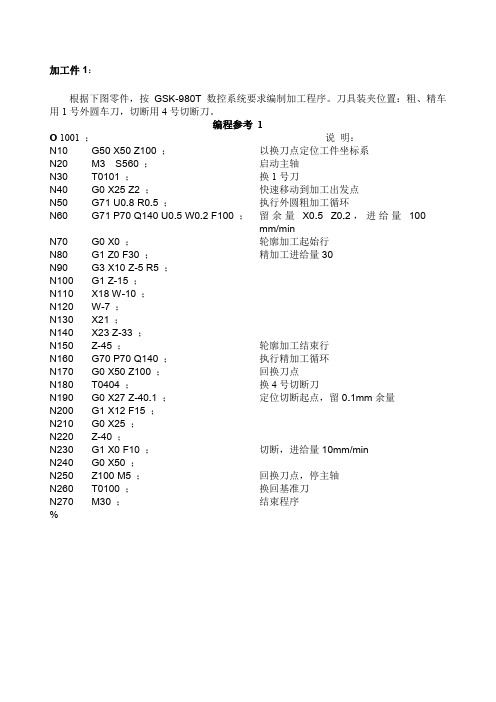
根据下图零件,按GSK-980T数控系统要求编制加工程序。
刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。
编程参考 1O 1001 ;说明:N10 G50 X50 Z100 ;以换刀点定位工件坐标系N20 M3 S560 ;启动主轴N30 T0101 ;换1号刀N40 G0 X25 Z2 ;快速移动到加工出发点N50 G71 U0.8 R0.5 ;执行外圆粗加工循环N60 G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100mm/minN70 G0 X0 ;轮廓加工起始行N80 G1 Z0 F30 ;精加工进给量30N90 G3 X10 Z-5 R5 ;N100 G1 Z-15 ;N110 X18 W-10 ;N120 W-7 ;N130 X21 ;N140 X23 Z-33 ;N150 Z-45 ;轮廓加工结束行N160 G70 P70 Q140 ;执行精加工循环N170 G0 X50 Z100 ;回换刀点N180 T0404 ;换4号切断刀N190 G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N200 G1 X12 F15 ;N210 G0 X25 ;N220 Z-40 ;N230 G1 X0 F10 ;切断,进给量10mm/minN240 G0 X50 ;N250 Z100 M5 ;回换刀点,停主轴N260 T0100 ;换回基准刀N270 M30 ;结束程序%下图为待加工零件,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
编程参考2O 1002 ;说明:N10 G50 X50 Z100 ;以换刀点定位工件坐标系N20 M3 S560 ;启动主轴N30 T0101 ;换1号刀N40 G0 X25 Z2 ;快速移动到加工出发点N50 G71 U0.8 R0.5 ;执行外圆粗加工循环N60 G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100mm/minN70 G0 X4.307 ;轮廓加工起始行N80 G1 Z0 F30 ;精加工进给量30N90 G3 X8.268 Z-1.722 R2 ;N100 G1 X12 Z-15 ;N110 W-5 ;N120 X14 ;N130 G2 X23.5 Z-30 R15 ;N140 Z-45 ;轮廓加工结束行N150 G70 P70 Q140 ;执行精加工循环N160 G0 X50 Z100 ;回换刀点N170 T0404 ;换4号切断刀N180 G0 X26 Z-36 ;定位切槽起点N190 G1 X18 F10 ;切槽N200 G4 X4 ;槽底暂停4秒N210 G0 X26 ;N220 Z-40.1 ;定位切断起点,留0.1mm余量N230 G1 X12 F15 ;N240 G0 X20 ;N250 Z-39 ;退刀至倒角起点N260 G1 X16 Z-40 F10 ;车尾端倒角N270 X0 F10 ;切断,进给量10mm/minN280 G0 X50 Z100 ;N290 M5 ;回换刀点,停主轴N300 T0100 ;换回基准刀N310 M30 ;结束程序%工件如下图所示,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,60°螺纹刀装在3号刀位,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
数控机床程序编制的一般步骤和手工编程
数控机床程序编制的一般步骤和手工编程数控机床程序编制(又称数控编程)是指编程者(程序员或数控机床操作者)根据零件图样和工艺文件的要求,编制出可在数控机床上运行以完成规定加工任务的一系列指令的过程。
具体来说,数控编程是由分析零件图样和工艺要求开始到程序检验合格为止的全部过程。
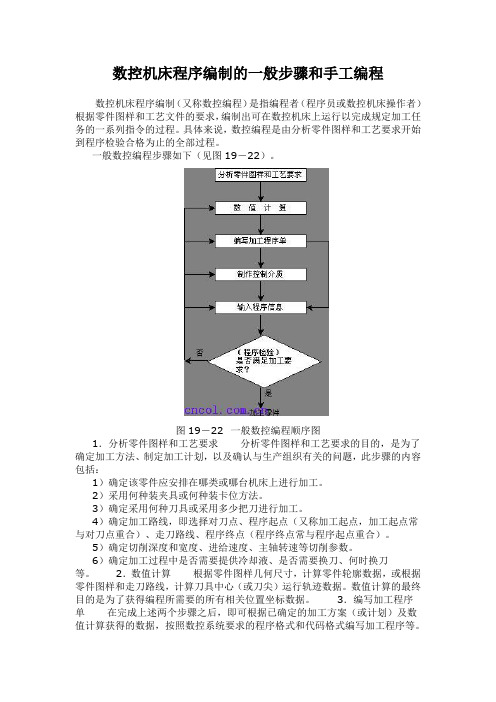
一般数控编程步骤如下(见图19-22)。
图19-22 一般数控编程顺序图1.分析零件图样和工艺要求分析零件图样和工艺要求的目的,是为了确定加工方法、制定加工计划,以及确认与生产组织有关的问题,此步骤的内容包括:1)确定该零件应安排在哪类或哪台机床上进行加工。
2)采用何种装夹具或何种装卡位方法。
3)确定采用何种刀具或采用多少把刀进行加工。
4)确定加工路线,即选择对刀点、程序起点(又称加工起点,加工起点常与对刀点重合)、走刀路线、程序终点(程序终点常与程序起点重合)。
5)确定切削深度和宽度、进给速度、主轴转速等切削参数。
6)确定加工过程中是否需要提供冷却液、是否需要换刀、何时换刀等。
2.数值计算根据零件图样几何尺寸,计算零件轮廓数据,或根据零件图样和走刀路线,计算刀具中心(或刀尖)运行轨迹数据。
数值计算的最终目的是为了获得编程所需要的所有相关位置坐标数据。
3.编写加工程序单在完成上述两个步骤之后,即可根据已确定的加工方案(或计划)及数值计算获得的数据,按照数控系统要求的程序格式和代码格式编写加工程序等。
编程者除应了解所用数控机床及系统的功能、熟悉程序指令外,还应具备与机械加工有关的工艺知识,才能编制出正确、实用的加工程序。
4.制作控制介质,输入程序信息程序单完成后,编程者或机床操作者可以通过CNC机床的操作面板,在EDIT方式下直接将程序信息键入CNC系统程序存储器中;也可以根据CNC系统输入、输出装置的不同,先将程序单的程序制作成或转移至某种控制介质上。
控制介质大多采用穿孔带,也可以是磁带、磁盘等信息载体,利用穿孔带阅读机或磁带机、磁盘驱动器等输入(输出)装置,可将控制介质上的程序信息输入到CNC系统程序存储器中。
3D46C2000IC制造程序图2012-6-5

波峰机
203.04
1
1
4 5 6
OK
遮蔽焊接 周转箱、遮蔽焊接工装 工装下线 电烙铁、防静电毛刷、 补焊 清洗液 剪脚、分 气剪、斜口钳 板 插线 自制工装 自制工装 自制工装 平板车
8 40.8 7.65 7.13 3.57 8 6
1 1 1 1 1 1 1
1 2 1 1 1 1 1 1
7 8
5
波峰
波峰机
153.16
1
1
6
OK
遮蔽焊接 气剪 工装下线 补焊 总检 电烙铁
13 15 13 7 30 140
1 3 1 1 2 12
1
NG OK
7
NG
对波峰焊接后的焊接质 3 量进行修正(包含B面贴 片件)
1 1 2 A面检查(含器件缺损、锡 渣等) 测试上屏电压值,防止电压 过高烧屏 一键写入
工站总数 标准时 工位 间 人力 数量 (sec)
26 工位内容
开始 1 2 3 4 遮蔽焊接 周转箱、遮蔽焊接工装 工装上线 机检 插件 波前检 L型支架 防静电物料盒 防静电物料盒 10 8 14 1 1 5 1 1 1 5 1 遮蔽焊接工装上线、并周转 该工装 对机贴板进行质量检查,分 板,包含机贴板上线 插装元器件 对手插元器件进行检查 1、波峰参数设置; 2、加料:投放焊锡条和助 焊剂; 3、焊接后的印制 板组件进行抽样并填写《波 峰焊接质量抽检记录》表; 4、测量波峰机的各项参数 并填写波峰焊机管理表 5、设备清洁、保养; 6、焊料、助焊剂、锡渣等 物料交接 去除引脚长度超过工艺要求 的遮蔽焊接工装下线
1 3
1 3 A面检查(含器件缺损、锡 渣等)、插装元器件、对手 插件进行检查 1、波峰参数设置; 2、加料:投放焊锡条和助 焊剂; 3、焊接后的印制 板组件进行抽样并填写《波 峰焊接质量抽检记录》表; 4、测量波峰机的各项参数 并填写波峰焊机管理表 5、设备清洁、保养; 6、焊料、助焊剂、锡渣等 物料交接 波峰后进行遮蔽焊接工装1 、遮蔽焊接工装2下线 对波峰焊接后的焊接质量进 行修正 元器件引脚超过工艺要求的 去除,将拼版分开 插装遥控线、按键线 遥控功能检查 按键功能检查
东风车标CAM及数控加工20
综合训练报告书题目东风车标CAD/CAM与数控加工应用技术学院系机械设计制造及其自动化专业0983班20 号学生姓名聂明羽指导教师关耀奇袁平王高升郭建新.完成日期2012.7.3.湖南工程学院应用技术院二○一二年七月CAD/CAM与数控加工综合训练任务书题目:东风车标CAD/CAM与数控加工姓名聂明羽系别应用技术学院专业机械设计班级 0983 学号 20 指导老师关耀奇袁平王高升郭建新教研室主任关耀奇一、训练目的本综合训练是机械设计与制造及其自动化专业教学计划中规定的专业必修课程,是学生进入专业课程学习阶段必须进行的一个重要的实践性教学环节,其目的是提高学生计算机综合应用能力,巩固和加深所学的理论知识,深入了解CAD/CAM软件在产品设计开发和加工制造过程中的作用,掌握产品数控加工的全过程,培养理论联系实际的工作作风和分析问题、解决问题的能力。
二、指定零件(图例)图0-1 东风车标1-毛坯尺寸Φ55mm×125mm图0-2 球头销三、训练任务1.应用Master-cam等CAD/CAM软件完成指定零件的CAD/CAM过程。
训练内容:1)指定零件的几何造型;2)工艺分析;3)刀具走刀路径的生成;4)数控仿真加工;5)指定数控系统的数控程序生成。
2.指定零件的数控切削加工训练内容:1)确定毛坯类型,编制零件的加工工序,填写加工程序单;2)根据已制订的加工工序,填写刀具调整单,动手调整、操作相应机床,完成零件的数控加工;3)正确地选用检验方法及计量器具,对零件进行质量检测和分析。
四、训练要求1) 完成指定零件的3D造型;2) 完成指定零件的2D图,并正确标注好尺寸;3)对零件进行正确的工艺分析,按指定的格式填写数控加工工艺卡片;4)刀具路径与指定数控系统的数控程序生成;5)数控加工零件,并对零件进行质量检测和分析;6)撰写综合训练说明书,说明书应涵盖整个训练内容,字数不少于3.5千字;7) 答辩与成绩的给定。
PLC控制的全自动洗衣机课程设计程序及调试图

P L C控制的全自动洗衣机课程设计程序及调试图(总16页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March目录摘要………………………………………………………….设计题目全自动洗衣机PLC控制的控制要求及工作原理全自动洗衣机的基本结构和工作流程洗衣机控制要求及工作原理全自动洗衣机控制系统的硬件设计控制系统硬件控制方案PLC控制和I/O分配全自动洗衣机控制系统程序设计程序流程分析程序的编制及调试总结参考文献摘要随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。
洗衣机的全自动化、多功能化、智能化是其发展方向。
本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。
本次设计采用步进顺控指令编程,根据工艺要求编程简单、可允许双线圈使用,PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理。
最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法。
本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。
基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。
AbstractWith the continuous progress of science and technology and the rapid development of society, washing into people's everyday life, household products.Fully automatic washing machines, multi-functional and intelligent direction of its development. This paper describes the development of washing machines, washing machine and then focuses on the design and programming software, the program flow chart are described, and finally the system is simulated. The design uses a step sequence programming instructions, according to process requirements of simple programming, which allows dual coils, PLC sampling buttons and limit switch changes the external input signal, perform the appropriate procedure, and then reversing the motor output control and dehydration treatment.Finally on the subject summarized the work done, and further research put forward their views. The design of the automatic washing process requirements need to be improved, not a separate set of time dehydration and laundry; Due to time constraints, no further improvement. Automatic washing machine based on widely used in daily life, the design of a wide range of promotional value.设计题目全自动洗衣机全自动洗衣机PLC控制的控制要求及工作原理全自动洗衣机的基本结构和工作流程1、全自动洗衣机的基本结构全自动洗衣机的基本结构如图1-1所示。
PLC与文本屏、编码器、变频器程序实例-彩钢瓦裁切控制程序

1 系统配线及控制原理:彩钢瓦是一种建筑材料,出厂成型料长度是固定的(如15米),客户需要的却是长度不一的材料。
如一客户需要长度为12米的5根,长度5米的10根,长度为8米的3根。
如用人工裁切,每根长度都需测量,费时费力。
用PLC、文本屏、变频器控制实施自动裁切,操作工只要将此三种裁切长度值和裁切数量值从文本屏画面输入,设备就会自动切出这三种长度规格的彩钢瓦来.原设备是采用西门子变频器和触摸屏进行控制的,但因PLC和触摸屏严重损坏,不宜修复。
应用户要求,现在用LS型PLC和YD20型文本屏,对其进行改造式修复。
原设备的控制线路的主电路,见图5-45彩钢瓦自动裁切设备主电路,可分为三部分:油泵控制线路,为常规启、停电路,不受PLC控制,上班后由操作人员进行启/停控制,为气压阀提供压力源;变频器控制线路,具有手动进、退和自动中的两段速运行控制,由手动和PLC自动控制,完成对彩钢瓦材料的输送;刀具上行、下行的气压阀控制线路,对彩钢瓦进行裁切和控制刀具复位,由PLC 自动控制。
PLC的控制过程:裁切长度和数量由文本屏输入到PLC的程序中。
由旋转编码器采集彩钢瓦的长度信号,经程序计算,控制变频器的启、停和气压阀的裁切动作.图5—45 彩钢瓦自动裁切设备主电路整机控制电源由空气断路器QF1控制,再由380V/220V隔离变压器供给控制电路,以提高抗干扰性能和操作安全性,也避免了采用火、零二线220V供电时,零线接触不良时的供电不稳.设置SA0急停开关,在系统运行异常时,可快速停掉控制电源,无论手动或自动运行都被中止。
油泵的运行提供裁切刀具的工作压力,油泵的起/停由SB1、SB2按钮手动控制;刀具的上行(抬起归位)、下行(裁切)由PLC的输出接点驱动KA1、KA2两只继电器,再由继电器驱动KP1、KP2两只压力电磁阀;变频器的起/停、运转方向、运行速度均可以有手动/自动两种工作方式.手动裁切时用SB3、SB4按钮实现反转和运行控制,用SB5按钮控制手动下刀裁切。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NG
OK NG
遥控板调 试 9 按键调试 3D发射板 10 调试 10 材料员
NG NG
OK
收料,分发各工位物料和及 时移走各工位垃圾 维修机芯班的故障板 将合格品暂存,给整机配送 合格品 辅助生产 安排每日生产计划、辅助生 产
机芯修理 修理工具 班 14 转运 15 小组长 16 班长 742.35
3
波峰
波峰机
203.04
1
1
4 5 6
OK
遮蔽焊接 周转箱、遮蔽焊接工装 工装下线 电烙铁、防静电毛刷、 补焊 清洗液 剪脚、分 气剪、斜口钳 板 插线 自制工装 自制工装 自制工装 平板车
8 40.8 7.65 7.13 3.57 8 6
1 1 1 1 1 1 1
1 2 1 1 1 1 1 1
7 8
8 9
NG
NG
NG
OK
测试上屏 自制工装 电压 10 程序写入 电脑、自制工装 调试工装、流媒体、DVD 11 调试 、遥控器、U盘、USB接 口转接线 粘贴散热 12 器和机芯 散热器和机芯条码 条码 13 插线
12 主板实用性功能检查
13 15
1 1 1 1
1 1 1 1 1 插接1根线束,周转防静电 衬垫
5
波峰
波峰机
153.16
1
1
6
OK
遮蔽焊接 气剪 工装下线 补焊 总检 电烙铁
13 15 13 7 30 140
1 3 1 1 2 12
1
NG OK
7
NG
对波峰焊接后的焊接质 3 量进行修正(包含B面贴 片件)
1 1 2 A面检查(含器件缺损、锡 渣等) 测试上屏电压值,防止电压 过高烧屏 一键写入
检查器件缺损、明显的歪曲, 装车,下线防静电衬垫
OK
14 装车
晾架车
11
OK
机芯修理 修理工具 班 15 转运 开始
维修机芯班的故障板 将合格品暂存,给整机配送 合格品
第 1 页,共 2 页
辅板线:
1、 2
遮蔽焊接 周转箱、遮蔽焊接工装 工装上线 机检、插 件、波前 防静电物料盒、L型支架 检
8 8
1 3
1 3 A面检查(含器件缺损、锡 渣等)、插装元器件、对手 插件进行检查 1、波峰参数设置; 2、加料:投放焊锡条和助 焊剂; 3、焊接后的印制 板组件进行抽样并填写《波 峰焊接质量抽检记录》表; 4、测量波峰机的各项参数 并填写波峰焊机管理表 5、设备清洁、保养; 6、焊料、助焊剂、锡渣等 物料交接 波峰后进行遮蔽焊接工装1 、遮蔽焊接工装2下线 对波峰焊接后的焊接质量进 行修正 元器件引脚超过工艺要求的 去除,将拼版分开 插装遥控线、按键线 遥控功能检查 按键功能检查
工站总数 标准时 工位 间 人力 数量 (sec)
26 工位内容
开始 1 2 3 4 遮蔽焊接 周转箱、遮蔽焊接工装 工装上线 机检 插件 波前检 L型支架 防静电物料盒 防静电物料盒 10 8 14 1 1 5 1 1 1 5 1 遮蔽焊接工装上线、并周转 该工装 对机贴板进行质量检查,分 板,包含机贴板上线 插装元器件 对手插元器件进行检查 1、波峰参数设置; 2、加料:投放焊锡条和助 焊剂; 3、焊接后的印制 板组件进行抽样并填写《波 峰焊接质量抽检记录》表; 4、测量波峰机的各项参数 并填写波峰焊机管理表 5、设备清洁、保养; 6、焊料、助焊剂、锡渣等 物料交接 去除引脚长度超过工艺要求 的遮蔽焊接工装下线
1
1 1 2 1
46
53
草 拟: 修 订 内 修订日期
审
核:
修订记录 版本号
修订人 会 签: 批 准:
第 2 页,共 2 页
3D46C2000\2080\2180\2280i制造程序图
日期:2013.04.12 产品名称 Rev.﹕ 1 53
3D46C2000\2080\2180\2280i
直接人力
LCD产品
备注:本机写程工位采取一键写入;3D 背光源数据皆采取一键写入
工位数量
46
产量:2000台 主流程 主板线: 副流程 站别 工站内容 设备&治具