浅论SBR污水处理工艺对自动控制系统的需求
小型SBR废水处理PLC电气控制系统
小型SBR废水处理PLC电气控制系统小型SBR废水处理PLC电气控制系统,是一种高效、智能化的废水处理系统,在环保领域得到广泛应用。
该系统主要由PLC控制器、人机界面、传感器以及执行元件等关键组件构成。
本文将针对小型SBR废水处理PLC电气控制系统的工作原理、结构特点和应用范围等方面进行探讨。
一、工作原理小型SBR废水处理PLC电气控制系统,主要采用Sequential Batch Reactor(顺序批处理反应器)的废水处理方法,即将废水批量注入反应器中,在一定的时间内进行反应,然后通过传送带将反应液排出。
该系统的主要工作流程如下:1、废水进水处理单元,由PLC控制器对进水预处理器进行控制,同时将水流量监测信息传输至人机界面进行显示。
2、将经过预处理的废水注入反应器中,进行一定时间的反应。
此时,PLC控制器对机械臂进行控制,从反应器中将反应液取出,并送入沉淀池中。
3、沉淀池中的废水经过过滤,可将其中的固体颗粒物去除。
同时,PLC控制器将过滤后的水流至氧化池。
4、氧化池中的废水被当做新的进水送至反应器中,继续进行后续的废水处理操作。
二、结构特点小型SBR废水处理PLC电气控制系统包括PLC控制器、人机界面、传感器、执行元件等组成部分。
其中,PLC控制器是该系统的核心部件,它通过对各个传感器器件感应信号的采集和判断,实现对整个系统进行自动化控制。
该系统具有以下几个结构特点:1、以PLC为核心控制器,通过采用高性能的控制器和程序,实现废水处理自动化控制和优化运行。
2、通过人机界面实现废水处理过程的实时监测和控制,方便操作者了解系统的运行情况,及时调整废水的处理参数。
3、传感器和执行元件等配件完善,可实时监测废水的各项指标以及执行系统调控任务。
4、系统具有良好的可靠性、稳定性和高效性,确保废水处理过程中的安全性和优质性。
三、应用范围小型SBR废水处理PLC电气控制系统是一种智能、高效的废水处理系统,在以下领域得到广泛的应用:1、城市污水处理:通过小型SBR废水处理PLC电气控制系统进行处理,对城市污水进行净化,满足环保和排水安全要求。
序批式活性污泥工艺(SBR)自动化控制及工艺性能研究
序批式活性污泥工艺(SBR)自动化控制及工艺性能研究序批式活性污泥工艺(SBR)自动化控制及工艺性能研究摘要:序批式活性污泥工艺(SBR)是一种逐批次操作的生物处理系统,拥有灵活的运行模式和高效的废水处理效果。
本文旨在研究SBR工艺在自动化控制条件下的性能,并探讨其优化方法。
通过实地调研, SBR工艺的自动化控制系统可以有效地提高工艺的稳定性、可控性和处理效率。
此外,本文还通过实验研究探讨了SBR工艺的关键因素对处理效果的影响,如反应时间、曝气时间、污泥浓度等。
实验结果表明,在适宜的控制条件下,SBR工艺能够稳定地实现高效的有机物和氮磷去除,进一步验证了工艺的可行性和可靠性。
针对SBR工艺的优化,本文提出了一系列改进措施,包括控制环境条件、优化操作参数和提高氧气传质效果。
这些改进措施可以进一步提高SBR工艺的处理效果和资源利用。
1. 引言序批式活性污泥工艺(SBR)是一种基于混合液进出、生物反应和沉淀相交替进行的废水处理工艺。
与传统的连续流程相比,SBR工艺具有时间上的灵活性和取样分析的便捷性。
在SBR工艺中,废水进入反应槽,生物反应和沉淀操作在同一系统内逐批次进行,包括厌氧、好氧和静置等阶段。
因此,SBR工艺适用于多种废水类型的处理,如有机物、氮、磷等富集废水。
2. SBR工艺自动化控制系统的原理SBR工艺自动化控制系统由传感器、执行器和控制器等组成。
传感器可以实时监测废水的流量、浊度、溶解氧和污泥浓度等关键参数。
执行器则根据控制器的指令,控制曝气、进水和出水装置等操作机构进行有序的废水处理。
控制器根据传感器的反馈信息,判断当前废水状态和处理效果,并根据预先设定的控制策略,实现自动化的过程控制。
3. SBR工艺自动化控制对工艺性能的影响通过实地调研,我们发现SBR工艺的自动化控制系统可以显著提高工艺的稳定性、可控性和处理效率。
自动化控制可以消除人为误差,避免操作者对废水处理的主观干预,从而提高工艺的可靠性和一致性。
自动控制系统在SBR工艺中的应用

自动控制系统在SBR工艺中的应用发布时间:2022-08-14T06:29:18.230Z 来源:《科学与技术》2022年第7期作者:李长春[导读] SBR(Sequencing Batch Reactor)法,即序批式活性污泥法,为间歇运行的污水处理工艺,李长春中铁成都规划设计院有限责任公司四川成都 610031摘要:SBR(Sequencing Batch Reactor)法,即序批式活性污泥法,为间歇运行的污水处理工艺,包括进水,反应,静置,排水,闲置五个阶段。
SBR法集进水,厌氧,好氧,沉淀反应于一体,工艺流程简单,占地小,构筑物少。
并且它的运行方式灵活,可以根据出水需求进行运行时间分配调整,具有较强的脱氮除磷能力。
灵活性是SBR最大特点,在一个反应池中保证各阶段稳定运行,相互切换并实时监测调整,这对自动控制的精准性与时效性要求更加严格。
因此,根据污水量实时状态选择控制参数来明确有机物浓度变化,进而控制曝气时间,对有机物降解和整个系统的运行起着关键作用。
对污水中适宜参数(DO,PH等)在线监测,选择曝气方式,进而控制曝气量,是SBR自动控制智能化的一个发展方向。
模糊控制作为智能控制的分支,能解决高度非线性,时变性及随机性的复杂系统控制,对于SBR法这种复杂动态变化的系统,采取模糊控制法十分必要。
基于SBR法特点及利弊,自动控制对于SBR法系统运行有着重要作用。
本文从SBR自动控制系统以及在重要阶段(曝气)中的曝气量模糊控制进行学习分析,并提出SBR自动控制优化思考。
关键词:序批式活性污泥法;自动控制系统;模糊控制;优化1. SBR工艺1.1 SBR工艺概述SBR (Sequencing Batch Reactor) 法,即序批式活性污泥法,为间歇运行的污水处理工艺,包括进水,反应,静置,排水,闲置五个阶段。
从时空性来看,这种工艺将五个阶段放在同一个设有曝气或搅拌装置的反应池内依次运行,将处于不同时间不同空间的普通污泥法过程变为在不同时间同一空间下的运行,在流态上虽为完全混合式,但从有机物降解反应来看,可视为时间上的推流。
基于SBR工艺污水处理自动控制系统研究与设计
制器 , 一个 为主站 , 一个为备用站 。 两个 P L C之 间通过并行总
进 行信 息交换, 相 互监视 , 实现双机热各冗余。每个 现代化 的污水处理系统需要实现管理与控制一体化,实 线通讯 ,
现 办公 自动化 。控制 系统不仅与 下层控 制设备有 良好 的接 P L C上安装 一块 P r o i f b u s —F MS 通信模块 C P 与P of r i b u s —
基于S B R 工艺污水处理 自 动控制系统研究与设计
1 弋1 士】 匹
( 荆 州职业技术学院
摘 要
湖北 ・ 荆州 4 3 4 0 2 0 )
在污水处理 自动控制系统 中采用现场 总线和冗余技术提高 了信号传 输的精度 和准确 性, 解决 了传统控 制方
案 中敷线过多的 问题 , 提高 了系统 的可靠性和扩展性。 该 系统采用 了三层 网络结构 : 管理级 、 控制级和现场级 ; 具 有设 计先进、 易于扩展和运行安全可靠等特 点, 实际运行效果非常 明显。 关键词 S B R 冗余技 术 分布 式 I / O模块
的可靠性 。 装有 Wi n C C运行版 的 P C机作为监控工程师操作 可像集中配置那样进行程序 设计。 在控制点比 较集中的控制
站。 这 种配置 的最主 要的优点是保证数据的完整性和监 控操 现场 配置 一个远程 分布式 智能 I / O模块 E T 2 0 0 M, 现场 I / O信 作的连续性 。 如果一个 Wi n C C服务器出现故障, 该服 务器 的 号直接输入 I / O模 块, 每个 E T 2 0 0 M模块上安装有两块I Ml 5 3
风量控制、 水泵 的启停等) 、 多设备( 如格栅机 、 水泵 、 鼓风机、 阀 层 。控制级要求具有高可靠性 ,所 以在系统的关键部分中要
《2024年序批式活性污泥工艺(SBR)自动化控制及工艺性能研究》范文
《序批式活性污泥工艺(SBR)自动化控制及工艺性能研究》篇一一、引言随着城市化进程的加快和工业的快速发展,水资源的保护和治理已成为环境保护领域的重要课题。
序批式活性污泥工艺(SBR,Sequencing Batch Reactor)作为一种有效的污水处理技术,因其操作灵活、处理效果好、节能环保等优点,得到了广泛的应用。
本文旨在研究SBR工艺的自动化控制及其工艺性能,以期为SBR工艺的优化和推广应用提供理论支持。
二、SBR工艺概述SBR工艺是一种间歇运行的活性污泥污水处理技术。
其基本原理是将污水连续引入反应器,通过间歇曝气、沉淀、排水等步骤,实现污水的生物处理。
SBR工艺具有操作灵活、处理效果好、节能环保等优点,尤其适用于中小型污水处理厂和分散式污水处理系统。
三、SBR工艺的自动化控制3.1 自动化控制系统设计SBR工艺的自动化控制系统主要包括中央控制系统、传感器系统、执行机构等部分。
中央控制系统负责整个系统的监控和控制,传感器系统实时监测反应器内的水质参数(如pH值、溶解氧浓度、污泥浓度等),执行机构根据中央控制系统的指令进行相应的操作。
3.2 自动化控制策略自动化控制策略是SBR工艺运行的关键。
通过合理的控制策略,可以实现SBR工艺的稳定运行和优化。
常见的控制策略包括时间控制策略、水质参数控制策略、智能控制策略等。
其中,智能控制策略结合了人工智能技术,能够实现更加精确的控制和优化。
四、SBR工艺的工艺性能研究4.1 SBR工艺的处理效果SBR工艺具有优异的处理效果,能够有效去除污水中的有机物、氮、磷等污染物。
研究表明,通过合理的运行参数和控制策略,SBR工艺对有机物的去除率可达到90%。
序批式活性污泥工艺(SBR)自动化控制及工艺性能研究

序批式活性污泥工艺(SBR)自动化控制及工艺性能研究序批式活性污泥工艺(SBR)自动化控制及工艺性能研究摘要:随着城市污水处理厂的不断发展和提高,序批式活性污泥工艺(SBR)作为一种高效、灵活的污水处理工艺,受到了广泛关注。
本文通过对序批式活性污泥工艺的自动化控制和工艺性能的研究,探讨了SBR工艺在提高污水处理效果、减少能耗方面的潜力,并在此基础上提出了一些改进措施和建议。
1.引言污水处理是城市生活中必不可少的环节,对于保护环境和促进社会可持续发展具有重要意义。
序批式活性污泥工艺是一种将活性污泥与废水在同一反应器中进行固-液分离的技术,其特点是工艺灵活、自动化程度高,能够适应不同水质和处理要求。
近年来,序批式活性污泥工艺在污水处理领域得到了广泛应用,但其自动化控制和工艺性能的研究还比较薄弱。
2.序批式活性污泥工艺的自动化控制序批式活性污泥工艺的自动化控制是提高处理效果和减少人为干预的关键。
首先,应根据污水的进水水质和处理要求确定合理的处理工艺参数,如进水流量、周期时间、曝气时间等,并通过传感器实时监测处理系统的运行情况。
其次,利用先进的自动控制设备和算法,如PID控制器和模糊控制,对处理过程进行精确调控,使其达到最佳处理效果。
此外,还可以结合人工智能和大数据技术,通过分析历史数据和模型预测,提前对处理系统进行故障预警和优化调整。
3.序批式活性污泥工艺的工艺性能序批式活性污泥工艺在工艺性能方面具有一定的优势。
首先,由于其反应器内活性污泥与废水进行循环接触,能够有效去除水中的悬浮颗粒和有机物质,提高出水水质。
其次,由于SBR工艺具有灵活的操作方式,可以根据实际处理需求对处理过程进行调整,适应不同的水质和处理效果要求。
再次,由于SBR工艺的反应器具有一定的高度,能够实现反硝化和脱氮处理,进一步提高处理效果。
最后,SBR工艺反应器的自动化控制可以实现对处理过程的实时监测和调控,减少人为干预,提高处理效率。
污水处理厂SBR法工艺自动化管理系统

硬件的配置
硬件的配置
污水处理厂进行自动化控制、管理的主要手段是可编程序控制器(PLC)和计算机。自动化管理系统一般都采 用分散控制集中管理的模式,即按工艺要求将全厂的控制系统分成若干个单元,每个单元由一台PLC控制,PLC与 PLC之间可由专用通讯电缆连接,构成主、从PLC模式。主PLC与计算机之间有通讯线相连。
1.1微机自动化管理系统的设计
目前国际上普遍采用的自动化管理系统一般都采用这一模式:
人←→计算机←→PLC←→现场设备
PLC是这一模式中的关键设备,PLC中事先已输入工艺运行的程序,PLC可以根据工艺参数按运行模式自动监 控、运行设备。计算机在这一模式中起三个作用:①实时显示运行工况。②实时向PLC传送调整设备运行状态的 指令。③建立数据库,储存记录运行中各参数、指标等资料。人可以通过计算机随时改变工艺运行的模式。PLC 根据工艺运行的模式自动调整设备的运行,并对工况运行的数据库加以整理保存。
对于SBR污水处理工艺,管理控制可分为两个层次,它与连续流不同,处理操作需要开、关反应池进水阀门, 在预定的进水时间内,根据反应池的充满程序,确定启、停鼓风机、滗水器等一系列操作,这些均需PLC来控制。 另外,由于季节变化污水量少、水质浓度的变化,处理效果需要通过调整周期内时间配置来调节。如出水氨氮过 高,则需延长曝气时间,出水NOX-N过高则需增加反硝化时间等,一般可以在PLC内预先设置几套周期配置模式, 以便根据实际水量、水质、水温等因素,在一段时间内选用一种周期模式,或昼夜用不同的周期模式。此外, PLC内还具有意外情况下的处理对策,如突然停电一段时间后,应以何种措施过渡恢复等,这些均是SBR法有别于 连续流工艺控制管理的方面。
PLC的配置,首先应当结合工艺、土建解决好PLC的单元布置,主要解决集控室与PLC、PLC与PLC之间的距离 问题。各控制单元之间的距离应尽量短。如果各控制单元的距离不大于200米,可采用主、从PLC控制模式,主 PLC设在集控室,可通过通讯口与计算机直接连接,从PLC采用专用通讯线与主 PLC连接。这种模式较为经济。如 果PLC与PLC之间的距离较大,则通讯干扰大,可靠性差,不宜采用上述模式。可以采用具有络功能的PLC,PLC之 间构成一个络结构并与计算机相连。每个PLC独自控制一个单元,但这一模式的工程造价较高。
浅谈污水处理厂自动控制系统
浅谈污水处理厂自动控制系统摘要:随着现代工业的不断发展,污水问题日益严峻,在此背景下,污水处理引起了社会各界的广泛关注,正因如此,污水处理厂如雨后春笋般纷纷涌现,成了现代城市之中不可或缺的一项基础设施。
污水处理厂的运行对自动化控制程度提出了较为严格的要求。
本文主要介绍了PLC在污水处理厂中的自动化控制。
关键词:PLC;污水处理;自动化控制1引言近年来,随着工业的快速发展,各种污染问题越来越严重,尤其是水体污染问题。
采用传统的污水处理方工艺已经跟不上社会的需求。
如污水处理厂的传统运行控制方式在水质发生突变时,实验人员很难做到及时采样分析,往往在水质分析结果出来之前水质又发生了新的变化,运行的变化很难跟上水质的变化,其结果只能使出水水质难以达标。
自动控制系统应用不仅可以在水质发生变化时及时采取有效的处理措施,还可以节省能耗与运行费用,达到国家节能减排效果。
因此,必须安装污水处理自动化控制系统,实现对污水处理厂的自动控制,保证污水处理厂中的处理系统的运行安全可靠,或者运行出现故障、处理出水水质恶化时,能采取有效的措施,使操作人员准确、及时地了解掌握,并根据这些参数对工艺及设备运行进行控制、调整。
2 自动化控制系统的概述污水处理厂的自动化控制系统可分为两种情况:一种是使用数据监控采集系统,另一种是全自动的控制系统(即所谓的无人值守模式)。
数据监控采集烯烃主要是通过数据采集终端对生产过程中的运行参数实时监控,能及时地发现在污水处理过程中出现的数据波动,相对来说投入的费用较少,具有的功能比较简单。
全自动控制系统是当前污水处理过程中最先进的技术,其通过数据的采集对污水处理实现自动控制,能提高污水的处理质量和设备的稳定运行。
PLC是通过数字的运算进行设备控制的一种自动化装置,它使用可编程系统内部的储存程序,通过数字的输出执行运算,顺序控制、计时、定时等相关的指令,主要是通过模拟量和数字量的输入和输出来控制污水处理设备的运行。
污水处理自动控制系统的设计(硬件部分)论文
本科毕业论文(设计)题目污水处理自动控制系统的设计(硬件部分)学院能源与电气工程学院专业自动化班级学号学生姓名指导教师完成日期西安思源学院教务处制二〇一四年五月摘要本文重点研究污水处理自动化控制系统硬件部分的PLC控制系统,国内相对落后的污水处理系统导致了很多经过处理的污水达不到排放的标准,投入了大量的资金和人力却达不到预期的效果。
由此可见,一套好的自动控制系统对于提高污水处理效果有着极其重要的意义。
本文以SBR污水处理工艺中PLC控制系统的具体应用为例。
首先对PLC控制系统的硬件结构和工作原理进行了具体的介绍。
接下来的工作就是对PLC控制系统的基本原则和步骤进行设计。
然后进行自动控制线路和电气控制方案的设计,主要对设备的状态信号、启停等进行设计。
最后对PLC控制系统进行设计,主要有PLC的选型、系统资源配置和PLC编程等。
污水处理自动化控制系统的优化对国家的水资源可持续发展利用有着极其重要的意义。
关键词:污水处理 PLC SBR 自动控制AbstractThis article focuses on sewage treatment automatic control system hardware of PLC control system, relatively backward in the domestic sewage treatment system caused a lot of the treated sewage can not meet the discharge standard, but spend a lot of money and manpower to reach the desired effect. Thus, a good set of automatic control system is of extremely important significance to improve the effect of sewage treatment.Based on SBR wastewater treatment process of application of the PLC control system as an example. First of all, the hardware structure and working principle of PLC control system has carried on the detailed introduction. The next job is to the basic principles and steps of PLC control system design. Then for automatic control circuit and the design of the electrical control scheme, mainly to the state of the equipment signal, start-stop, etc to carry on the design. Finally to PLC control system design, including PLC type selection, system resource allocation and PLC programming.Sewage treatment automatic control system of the optimization to the state of water resources sustainable development use has very important significance.Keywords:Sewage treatment PLC SBR A utomatic control目录第一章绪论 (1)一、课题研究背景 (1)二、课题研究目的和意义 (1)三、国内外研究状况 (2)四、本文研究的主要内容 (2)第二章污水处理系统工艺流程 (3)一、污水处理工艺过程阐述 (3)二、格栅除污系统 (4)(一)转鼓格栅除污机工作原理 (4)三、调节池 (4)四、SBR反应池 (4)(一)SBR工艺简介 (4)(二)曝气系统 (6)五、排水系统 (6)六、系统所需设备仪表 (7)七、参量的选择与测量 (8)八、本章小结 (8)第三章电气控制系统方案的选择及硬件设计 (9)一、PLC的工作原理 (9)(一)循环扫描技术 (9)(二)PLC的输入/输出响应时间 (9)二、PLC控制系统设计原则与步骤 (10)三、PLC与MCGS组态软件的通信 (11)四、SBR 污水处理电气控制系统设计要求 (12)五、SBR污水处理电气控制系统的总体设计 (12)西安思源学院本科毕业论文(设计)(一)设计过程 (12)(二)控制系统方案设计 (13)(三)SBR污水处理电气控制系统硬件电路设计 (14)六、本章小结 (22)第四章污水处理控制系统程序设计概述 (23)一、污水处理控制系统总体概述 (23)二、污水处理各个子程序的设计 (23)(一)空气阀门、潜水搅拌机、回流污泥泵控制子程序的设计 (23)(二)滗水器控制子程序的设计 (23)(三)粗、细格栅除污机控制子程序的设计 (24)(四)进水阀门控制子程序的设计 (24)三、本章小结 (25)结论 (26)参考文献 (27)致谢 (29)污水处理自动控制系统的设计(硬件部分)第一章绪论一、课题研究背景在经济飞速发展的今天,工业化和城市化对水资源造成了严重的污染,导致了水资源日益紧缺。
SBR工艺的自动化控制
SBR工艺的自动化控制SBR法是序批式活性污泥法[Sequencing Batch Reactor]的简称。
该工艺在1914年就面世了,但是由于该工艺的操作过程比较繁琐,与其它工艺相比较SBR 所需控制的参变量较多,对仪表的精度和可靠性有较高的要求,而当时的自动化控制水平很低,也不可能有精度和可靠性都较高的仪表,限制了SBR工艺的发展和推广。
随着科学技术的迅猛发展,特别是自动化水平的提高,对污水处理过程进行全自动化的管理和监控成为可能,所以SBR法近年来得到迅速的推广。
在国内,SBR工艺的应用还不多见,其工艺过程和原理并不十分复杂,但对过程控制的各种参数要求很高,对仪表的稳定性和准确性有一定的要求。
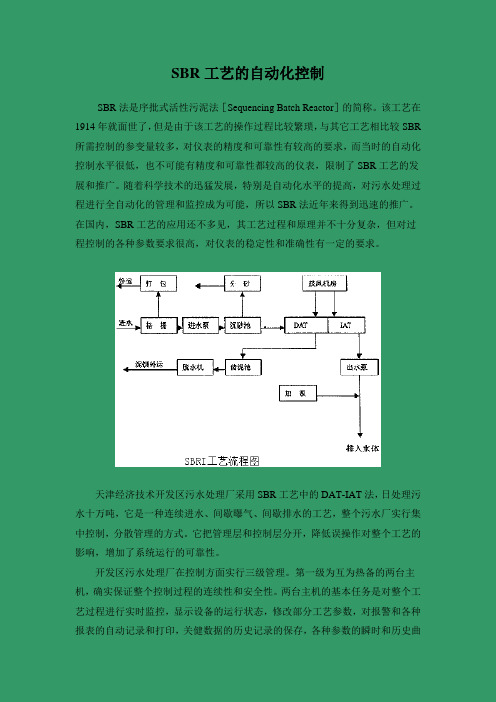
天津经济技术开发区污水处理厂采用SBR工艺中的DAT-IAT法,日处理污水十万吨,它是一种连续进水、间歇曝气、间歇排水的工艺,整个污水厂实行集中控制,分散管理的方式。
它把管理层和控制层分开,降低误操作对整个工艺的影响,增加了系统运行的可靠性。
开发区污水处理厂在控制方面实行三级管理。
第一级为互为热备的两台主机,确实保证整个控制过程的连续性和安全性。
两台主机的基本任务是对整个工艺过程进行实时监控,显示设备的运行状态,修改部分工艺参数,对报警和各种报表的自动记录和打印,关健数据的历史记录的保存,各种参数的瞬时和历史曲线的显示,第二级为现场控制站,它是由水区、泥区、模拟屏三个PLC构成,分别对水区、泥区的信号进行采集和控制。
第三级为就地控制级,是分布全厂的四个马达控制中心。
污水流入厂内的第一道工序是粗格栅,对粗格棚的控制有两种方式,一种为时间控制,另一种为液位控制,通过粗格栅前后的超声波液位计计算差值,运行方式的选择在上位机进行。
与粗格栅相配合动作的还有螺旋压榨机,把粗格栅清除的污物压挤打包,与粗格栅同步起动,但停止时间滞后于粗格栅半分钟。
污水经由格栅进入进水泵房,进水泵房有六台潜水泵,由于开发区污水厂地处工业区,水量的供应极不平衡,变化系数比较大,这就需根据进水泵房超声波液位计反馈的水位信号来起动进水泵的台数,按照先开先停,后开后停,优先起动累计运行时间最短的原则来控制进水泵的起停,并设有液位超高报警和泵的干运转保护。
SBR 污水处理工艺的自动控制系统研究
《装备维修技术》2020年第4期— 13 —SBR 污水处理工艺的自动控制系统研究孟明辉(重庆科技学院机械与动力工程学院 401331)摘 要:针对SBR 污水处理自动化控制的问题,研究自动控制系统,开发基于C 的自动控制软件,以现有工艺设备为基础,搭建自动化控制系统,根据污水处理工艺,设计自动控制流程,通过控制继电器、电动阀等完成SBR 污水处理系统的自动化,并开发组态界面监控污水处理各阶段的运行状态,实时采集储存Do、pH 数据,编译人机交互界面,搭建高效率、高稳定的污水处理自动控制系统。
关键词:SBR;污水处理;自动控制近年来,随着环境保护的意识的提升,工业生产的污水排放标准的要求越来愈高,SBR(sequencing batch reactor)法污水处理工作,由于采用微生物处理污水,处理污水种类范围较广,可用于各种工业废水的处理。
SBR 法通过对各处理阶段的时间分配,能够适应工业生产的不同情况下产生的污水。
由于SBR 法污水处理工艺在几个阶段的有氧和无氧的条件下处理污水,而且间隔时间较长,采用人工按时间操作,耗时耗力,而且效率较低,时间精度不够精确,故需研究高效率、低成本、稳定的实验方式。
随着控制技术和自动化的发展,采用一种自动控制方法,可以实现计算机监测、自动控制、运行数据管理等方式高效率、高质量的处理污水。
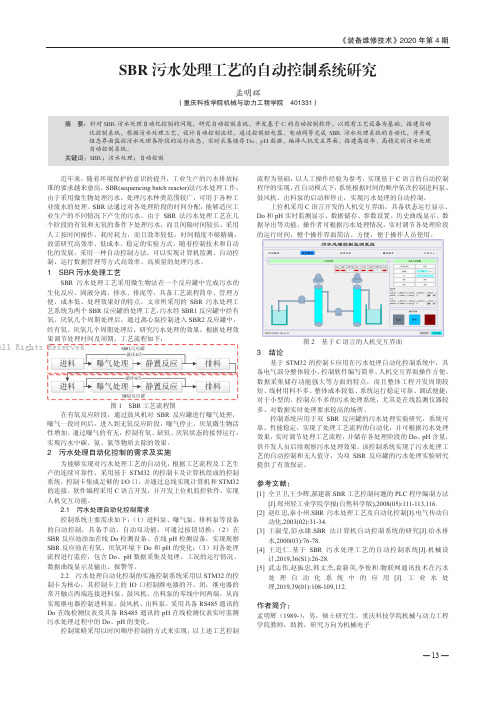
1 SBR 污水处理工艺SBR 污水处理工艺采用微生物法在一个反应罐中完成污水的生化反应、固液分离、排水、排泥等,具备工艺流程简单、管理方便、成本低、处理效果好的特点。
文章所采用的SBR 污水处理工艺系统为两个SBR 反应罐的处理工艺,污水经SBR1反应罐中经有氧、厌氧几个周期处理后,通过离心泵控制进入SBR2反应罐中,经有氧、厌氧几个周期处理后,研究污水处理的效果,根据处理效果调节处理时间及周期。
工艺流程如下:图1 SBR 工艺流程图在有氧反应阶段,通过鼓风机对SBR 反应罐进行曝气处理,曝气一段时间后,进入到无氧反应阶段,曝气停止,厌氧微生物活性增加。
污水处理厂SBR法工艺自动化管理系统

处理效果:通过自动化管理系统的应用,实现了工业废水处理的高效稳定运行,各项指标达到 预期效果。
经济效益:提高了废水处理效率,降低了运营成本,为企业带来了显著的经济效益。
案例概述:某市 生活污水处理项 目采用了SBR法 工艺自动化管理 系统,实现了高 效、稳定、节能 的污水处理。
数据传输:将采集到的数据通 过通讯协议传输至中心控制系
统
数据安全:采用加密技术确 保数据传输和存储的安全性
实时监测:对污水处理厂的工艺流 程进行实时监测,确保处理过程的 稳定运行。
故障诊断:对工艺流程中的异常进 行诊断,及时发现并处理故障。
添加标题
添加标题
添加标题
添加标题
自动控制:根据监测数据,自动调 整工艺参数,实现自动化控制。
反应动力学: SBR法的反应速 率与反应条件密 切相关,通过优 化反应条件可以 提高污水处理效
果
自动化控制:SBR 法工艺自动化管理 系统实现对SBR池 的自动控制,包括 曝气量、污泥回流 量等工艺参数的自
动调节
软件系统:包括控制软件、 数据采集软件等
硬件设备:包括传感器、执 行器、PLC等
通讯网络:实现设备与系统 之间的数据传输
案例实施:该系 统在某市生活污 水处理项目中成 功应用,处理规 模达到每天数万 吨。
案例效果:通过该 系统的应用,某市 生活污水处理项目 实现了出水水质达 标排放,同时提高 了污水处理效率, 降低了能耗和运营 成本。
案例总结:某市生 活污水处理项目应 用案例充分证明了 SBR法工艺自动化 管理系统的优势和 效果,为类似项目 的建设和运营提供 了有益的参考和借 鉴。
(OA自动化)污水处理厂SBR法工艺自动化管理系统
污水处理厂SBR法工艺自动化管理系统1 前言污水厂的管理目前大都停留在经验决策阶段,因此污水处理质量极大程度上受管理人员素质的制约。
随着污水处理水质要求的日趋严格,污水处理工艺过程更趋复杂,控制要求越来越高,管理水平将是污水处理事业进一步发展的障碍之一。
近年来从国外引进设备的污水厂基本上都采用计算机管理,一般都取得了较好的效果。
本文就污水处理厂SBR法工艺自动化作些探讨。
1.1微机自动化管理系统的设计目前国际上普遍采用的自动化管理系统一般都采用这一模式:人←→计算机←→PLC←→现场设备PLC是这一模式中的关键设备,PLC中事先已输入工艺运行的程序,PLC可以根据工艺参数按运行模式自动监控、运行设备。
计算机在这一模式中起三个作用:①实时显示运行工况。
②实时向PLC传送调整设备运行状态的指令。
③建立数据库,储存记录运行中各参数、指标等资料。
人可以通过计算机随时改变工艺运行的模式。
PLC根据工艺运行的模式自动调整设备的运行,并对工况运行的数据库加以整理保存。
1.2微机自动化控制系统的特点1.2.1将分散在工艺流程上各控制点的监测数据经处理后作为PLC控制的依据。
1.2.2将监测的数据作为计算机选择运行模式的依据,实现PLC对各设备有效的、自动的控制。
1.2.3计算机实现对全厂运行情况有序的、集中的管理,保证操作人员对整个系统的监控。
2 SBR法工艺流程SBR工艺是一种间歇(批式)处理污水的工艺技术,它采用单个反应池通过时间序列来完成进水、反应、沉淀、排水、闲置等功能。
在SBR池进水阶段,利用污水进水中所含有机碳源,将上一批反应排水后残留在池内污水中的硝酸盐氮予以还原,经过一段时间后,开始曝气,在含碳有机物被氧化的同时,先后进行氧化和硝化反应,曝气结束后进行沉淀,然后将上部澄清液排出,并保留部分处理后污水供下一周期反硝化反应。
对于SBR污水处理工艺,管理控制可分为两个层次,它与连续流不同,处理操作需要开、关反应池进水阀门,在预定的进水时间内,根据反应池的充满程序,确定启、停鼓风机、滗水器等一系列操作,这些均需PLC来控制。
SBR废水处理工艺自控系统技术改造及应用
Absr c A e c ito s g 、 n o h e o a in p ic p e a d s o e o h o to y tm o ta t d s rp in i ie f te r n v t rn i l n c p ft e c n r ls se fr ’ o teS h BR f u n r am e tp o e s Thn r s lsae o t ie e e tte t n rc s . l r u h a t a p r t o d r n v to e u t r b an d,a d o n t e a tm ai p r t n o a h p o sr a ie h u o t o e a i fe c o li e lz d,t e e y a s rn trte t e trs l a d lg e i g c o h r b s u ig wa e r am n e u  ̄ n ihtn n lb ri tn i . a o n e st y K e w o ds S y r BR a tm a i o to r n v t n u o tc c n r l e o ai o
水处理 站进 行调 试 研 究 , 仅 能实 现 污 水 进 行达 不
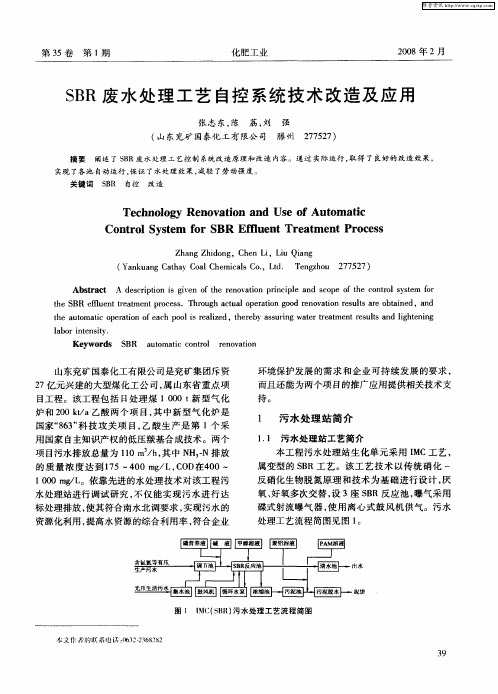
本工程污水处理站生化单元采用 I C工艺 , M
属变 型 的 S R工 艺 。该 工 艺 技 术 以 传统 硝化 一 B 反 硝化生 物脱 氮 原理 和技 术 为基 础 进 行设 计 , 厌
序批式活性污泥工艺(SBR)自动化控制及工艺性能研究
序批式活性污泥工艺(SBR)自动化控制及工艺性能研究一、引言序批式活性污泥工艺(SBR)是一种灵活、高效的生物处理工艺,已广泛应用于污水处理厂的有机物和氮磷的去除。
然而,传统的SBR工艺存在着操作复杂、工艺波动等问题,因此,针对SBR工艺的自动化控制及工艺性能进行研究具有重要的意义。
二、SBR工艺自动化控制研究(一)SBR工艺流程控制SBR工艺是根据处理水质需求和处理过程要求,通过控制进水时间、曝气时间、沉淀时间、出水时间等操作参数来实现工艺的控制。
目前,常用的SBR控制策略有定量控制策略、周期控制策略和反馈控制策略等。
定量控制策略通过事先设定好进水时间、曝气时间等操作参数来进行控制,适用于处理水质波动较小的情况。
周期控制策略根据循环周期控制每个操作步骤的时间,适用于处理水质波动较大的情况。
反馈控制策略通过监测各个处理步骤的水质指标来动态调整操作参数,适用于处理水质波动较大且要求水质稳定的情况。
(二)SBR工艺自动化控制系统SBR工艺自动化控制系统主要由传感器、控制器和执行机构组成。
传感器用于采集各个操作步骤的关键参数,如水质指标、液位、气体浓度等。
控制器根据传感器采集的数据进行计算和处理,并发出控制信号控制执行机构的动作。
执行机构根据控制信号完成相应动作,如打开/关闭气阀、启停搅拌器等。
三、工艺性能研究(一)有机物去除性能SBR工艺在有机物去除方面具有优势,可以实现COD和BOD的高效去除。
通过控制进水时间和曝气时间等操作参数,可以获得良好的有机物去除效果。
(二)氮磷去除性能SBR工艺在氮磷去除方面也具有一定的优势。
通过不同操作参数的控制,如曝气时间、进水C/N比等,可以实现氮磷的高效去除。
(三)工艺稳定性SBR工艺的自动化控制可以提高工艺的稳定性。
传统SBR工艺中,由于人为操作的差异和不稳定性,常常导致工艺波动。
而自动化控制系统能够根据实时监测到的数据进行调整,保持工艺的稳定性。
四、结论序批式活性污泥工艺(SBR)的自动化控制及工艺性能研究对于提高工艺的操作稳定性和处理效果有着重要的意义。
基于SBR污水处理工艺的自动控制系统
基于SBR污水处理工艺的自动控制系统作者:李幸生李善田王康来源:《数码设计》2017年第07期摘要:针对现有污水处理厂自动化程度不高,运行效果不好等问题,在对SBR污水处理流程进行自动控制的基础上,提出一种废以水生物处理技术为基础的ICEAS(间歇式循环延时曝气活性污泥法)方法,以连续进水,间歇排水的方式进行。
由于其阀门与电机设备较多,启停操作频繁,时序要求严格,因此对自动化程度要求很高,本文以湖北黄梅与阳新基于ICEAS 工艺的污水处理厂为例探讨其高度自动化的运行模式、软件设计思想。
关键词:SBR;污水处理;自动控制;AB PLC;factorytalk view中图分类号:X703 文献标识码:A 文章编号:1672-9129(2017)07-0129-03Automatic Control System of Wastewater Treatment Process Based on SBRLI Xingsheng1*, LI Shantian2, WANG Kang1(1.Anhui University of Science and Technology , Huainan, Anhui ,232001, China; 2. Hunan investment limited liability company, Changsha, Hunan ,410000, China)Abstract:According to the existing sewage treatment plant automation degree is not high,operation effect is not good, on the basis of automatic control of SBR sewage treatment process,put forward a kind of waste water biological treatment technology based ICEAS (ICEAS method)method, with continuous feeding, intermittent drainage way.Due to its valves and electrical equipment is more, start-stop frequent operation, strict time sequence, thus to a high degree of automation requirements, this paper takes hubei province huangmei and based on where the ICEAS process of sewage treatment plant as an example to explore the operation mode of the highly automated, software design idea and effective way to improve the innovation.Keywords:SBR; Sewage treatment; The automatic control; ABPLC; factory talk view引言国外的污水处理厂已基本完全使用计算机控制系统,一些技术先进的国际化污水处理厂已经实现完全自动化。
基于SBR工艺污水处理自动控制系统研究与设计

基于SBR工艺污水处理自动控制系统研究与设计作者:代任远来源:《科教导刊·电子版》2013年第06期摘要在污水处理自动控制系统中采用现场总线和冗余技术提高了信号传输的精度和准确性,解决了传统控制方案中敷线过多的问题,提高了系统的可靠性和扩展性。
该系统采用了三层网络结构:管理级、控制级和现场级;具有设计先进、易于扩展和运行安全可靠等特点,实际运行效果非常明显。
关键词 SBR 冗余技术分布式I/O模块中图分类号:TP29 1 文献标识码:A进入21世纪,随着我国工业发展以及生活水平的提高,工业废水、生活污水的净化处理成为当务之急。
投资少、运行灵活的SBR处理工艺得到广泛的应用。
污水处理是一个多参量(如液位、水质成分、流量、压力等)、多任务(如污水输送、风量控制、水泵的启停等)、多设备(如格栅机、水泵、鼓风机、阀门等)且具有随机性、时变性和耦合性的复杂系统。
因此,污水处理应由一个智能监控与综合管理系统来进行现代化的管理,使之安全可靠地运行。
现代化的污水处理系统需要实现管理与控制一体化,实现办公自动化。
控制系统不仅与下层控制设备有良好的接口,而且具有与上层管理系统集成的接口,同时具有可扩展性。
所以现代化污水处理系统要求在底层采用现场总线或者工业以太网等技术,上层则选用优秀的监控组态软件。
为了加强系统的可靠性,使整个系统能够长时间无故障地运行,需要采用容错技术。
根据全集成自动化(Totally Integrated Automation)的思想,将污水厂控制系统分为管理级、控制级、现场级。
1 管理级管理级是系统的核心部分,完成对污水处理过程各部分的管理和控制,并实现厂级的办公自动化。
管理级提供人机接口,是整个控制系统与外部信息交换的界面。
管理级的各台计算机具有相互通讯的功能,实现数据交换或共享。
考虑到管理层功能结构的层次性和可分割性,采用客户/服务器(Client/Server)的体系结构。
服务器选用大型的网络关系数据库,满足开放、分布式数据库管理方式的要求。
基于SBR的PLC污水处理自动控制系统
基于SBR的PLC污水处理自动控制系统随着人民生活水平的日益提高、城市规模的不断扩大,产生的生活污水越来越多。
为了缓解水污染带来的环境压力,各种污水处理厂应运而生。
目前,有许多污水处理厂采用了自动控制系统,但是与发达国家相比,我国自行研制的污水处理自动控制系统存在许多不足,有待进一步完善。
因此,设计一种运行高效可靠、经济实惠的污水处理自动控制系统变得尤为重要。
一、SBR工艺SBR工艺是污水处理工艺的一种,采用的是间歇曝气的方式处理污水。
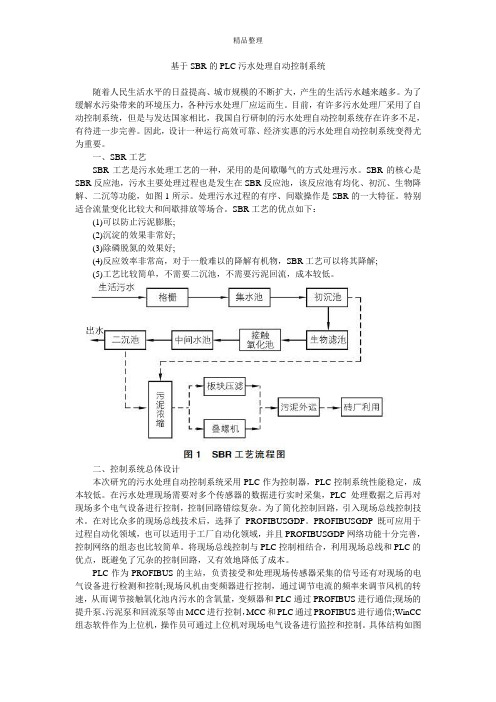
SBR的核心是SBR反应池,污水主要处理过程也是发生在SBR反应池,该反应池有均化、初沉、生物降解、二沉等功能,如图1所示。
处理污水过程的有序、间歇操作是SBR的一大特征。
特别适合流量变化比较大和间歇排放等场合。
SBR工艺的优点如下:(1)可以防止污泥膨胀;(2)沉淀的效果非常好;(3)除磷脱氮的效果好;(4)反应效率非常高,对于一般难以的降解有机物,SBR工艺可以将其降解;(5)工艺比较简单,不需要二沉池,不需要污泥回流,成本较低。
二、控制系统总体设计本次研究的污水处理自动控制系统采用PLC作为控制器,PLC控制系统性能稳定,成本较低。
在污水处理现场需要对多个传感器的数据进行实时采集,PLC处理数据之后再对现场多个电气设备进行控制,控制回路错综复杂。
为了简化控制回路,引入现场总线控制技术。
在对比众多的现场总线技术后,选择了PROFIBUSGDP。
PROFIBUSGDP既可应用于过程自动化领域,也可以适用于工厂自动化领域,并且PROFIBUSGDP网络功能十分完善,控制网络的组态也比较简单。
将现场总线控制与PLC控制相结合,利用现场总线和PLC的优点,既避免了冗杂的控制回路,又有效地降低了成本。
PLC作为PROFIBUS的主站,负责接受和处理现场传感器采集的信号还有对现场的电气设备进行检测和控制;现场风机由变频器进行控制,通过调节电流的频率来调节风机的转速,从而调节接触氧化池内污水的含氧量,变频器和PLC通过PROFIBUS进行通信;现场的提升泵、污泥泵和回流泵等由MCC进行控制,MCC和PLC通过PROFIBUS进行通信;WinCC 组态软件作为上位机,操作员可通过上位机对现场电气设备进行监控和控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[ 关键 词 ] R 自 S B 动控帝 系统 活性污泥法 】 污废水处理过程的特点十分复杂 ,为达到安 全稳定 长周期高效率 运行 , 它的管理必须由一个现代化的 自控系统来完成 [ 1 】 。依据 S R污废 B 水处理工艺技术的特点 , 自控系统有 如下要求 : 对 () 1 可靠性 : 污废水 正常运行处理产生直接影响 。 对 () 2 安全性 : 防干扰 , 确保信 号正确及设备安全 。 () 3 实时性 : 按规定 时间间隔采集 的现场监测参数 或设 备状态或 对 异常情 况需 进行实时处理 。 () 4 先进性 : 用主流技术 和国际标准进行 分析 、 采 设计及 实现 系统 自动控制。 () 5 经济性 : 资的合 理性要求开发过程必须考虑 系统性 能价格 比 投 及投 入产出 比, 尽可能节省投 资。 () 6 易维护及 高效性 : 系统应易 于维护 、 开发 、 实施 。 现今我 国大部 分的污废水 处理系 统一般都是 用 D S P C的计 C 或 L 算机控制技术 , 由于他们 的集散系统都是 自封闭式的 , 很难实现系统与另 外网络的连接 , 现场运行设备之间也不能联 系, 最终不能实现资源共享。 而 FS C 现场 总线技术是 在传统 D S P C系统 的基础上发 展起 C 与 L 来的先进控制技术 , 是现场 自控技术与数字通信 、 计算 机技 术结合的产 物, 总线用来相连数字智能化的 、 分散式分布 的及 网络节 点中的控制和 检测设备 , 达到设 备以及 网络之 间实现信息 的交互和共享 。 而且还是开 放的通信网络 ,实现模拟信号到数字信号 的转变 ,实 现远距 离传 输信 息, 控制系统安全可靠 , 干扰性 能, 抗 精确性高 。 它使用现场总线将连接 在总线内的所有网络节点共 同联合组成 自动化 系统 , 以完成控制 、 算 计 及显 示等功能特性 , 进的网络集成 自动化系统 , 为先 该技术从 根本 上说 是一种工业 现场级 的设备数 字化 网络通信技术 。 1 B . R工艺对现场 总线的特点及需求 S FS C 现场总线控制技术 为了适 应发展控制网络的需要 ,使用数 字 进行 通信, 发展成 为了数字 的 自 现场检测设备装置到控制室 P 机 的通 C 信网络。它具有 可靠性 的全 数字化通信 、 彻底的分散性和分布性 、 息 信 集成 功能强大 、 经济性 和开放性等特点 。 现场总线技术 的主要种类具体如下表 1 所示 :
C NB S A U
德国B oc sh
德 国由 1 个公 司联 1 合研发
I018 8 S 9 1
1 9 年发布 91 技 术规范
汽车制造 、 机器人液压系统 15 一 M 2K 1
A S
—
IT R A E N E F C
E 525 N 0 9
19 芘 93
过程 自动化
工程 自动化
18 6K
3 1
P 0 IU R FB S
德国 SM N IE S
E 5 0 IC l5 — N 17 6 18 3 E
19 矩 90
过程 自动化 楼宇 自 化 动
9 —2 1M 6
10 m 0K
16 2
P O I U (r e i d u) 当今 先进现 场总线 技术 的代表 , R FB S o s F l b s P c s e 为 它 是开放式的国际性的技术标准。 R FB S P O IU 总线 的一般速率传输为 9 . 6 M p 与 1M p 之间 , bs 2 bs 可以同时连接站点一百二十六个 。 传输介质为能 够达到防爆本质安全和总线 供电的光 缆或双 绞线 , 它在 1 M p 进行传 2 bs 输时最大传输 长度 能达到一百米 ,在 1 M p 进行传输时能达 到四百 . bs 5 米, 如果使 用中继器增强的话 能够 达到十公里 。F O I U 现场总线主 R FB S 要有三种 , 当中在现场 级使用 的为 P O IU — P系列 , R FB S D 它的数据接 口 使用的是 R 4 5 各个开发商的不同标 准装置 能够被它连接起来 。 S8 , 综 上 所 述 现 场 各 个 控 制 站 与 操 作 员 站 间 的 通 信 网 络 使 用 P O IU 现场总线网络 ,目的是为 了将 来扩展系统 的长远需求而选 R FB S
表 1现场 总线技术主要种类 现场总线类型 研发公 司 标准 投入 市场时间
19 9 7妊
应用领域
汽车 、 化工 、 发电
速率
5 M
最大长度
3K O m 1K1 0 1 3 10 , 0 m可用 中继 器加 长
站点数
9 9
C T 0L E 美 国 R HWE L B ,D 4 IC 15 — 0N R N T OC XL S I 2 1E 6 18 2 D
科技信息
工程 技 术
浅论 S R污水 处理工 艺对自动控 制系统昀需求 B
兖州煤业兖矿 国宏化工有限责任公 司 卢 飞 贺成艳
[ 摘 要] 随着我 国经济的不断发展 , 对环境保护 的要 求越来越高 , 国各地 相继建成 污水处理厂 , 全 但在 实际运行 中, 自动化程度 不 高, 而且运行 效果不佳。S q ecn Ba hRec rS R) 序 列间歇 式活性 污泥 法, e un ig t c at ( B ) o  ̄ 又称作序批式活性污泥法 , 是一种 污废水 生物 处 理技术。 在二十世纪后期被用于处理间歇排放 的、 水量及 水质变化很 大的工业 污废水取得 了很 大成功并被广泛应用。 B 污水处理 SR 工艺需要 更高的 自动控 制技 术 , 所以需要 对其 自控 系统进行 需求分析 。
中具 有 可 扩充 性 功能 的 P O IU 。 R FB S
管理控制等较高级别的功能。 集成计算 机控制 系统及 网络通信 系统而形 成的 S R工 艺污废 水 B 处理厂站生产现场 自动控 制系统 的组成见下表 2 所示 。 表 2S R工艺 污废水处理生产现场系统组成 B