注塑模具简介(1)
注塑模具知识概述(1)

三板模中的浇注系统:
优点﹕开模时自动断料﹐残余痕迹小 缺点﹕加工困难﹐压力损失较大,塑胶浪费大
三板模的三次分型:
第一次分型
第二次分型 第三次分型
开模状态的三板模:
第二次分型 第一次分型
一次分型
第三次分型
选择三板模的时机: A.制品必须在顶部开浇口,不能在边缘或侧面开浇口. B.为了实现充填平衡. D.自动切除浇口. 采用三板模形式的模具: 1.中心进胶的多型腔模具; 2.中心进胶的点形浇口单型腔模具; 3.表面进胶多处点形浇口模具; 4.边缘进胶的不平衡多型腔模; 5.多处边缘进胶的单型腔模具。
双射成型机的特点:
1.动模侧中心供水能随动Байду номын сангаас板旋转180度 2.一般模具水路开在机台内侧 3.两套独立作用的顶出系统
1.采用两组水平射出装置,平行配置. 2.A.B射出装置可独立或同时动作.
有兩套獨立作用的頂出系統﹐ 第一射不頂出,第二射頂出產品
双射成型视频
视频1(双击图片播放)
视频2 (双击图片播放)
三板模的优点: A﹑浇口的位置可依成品形状找到最优处 B﹑浇口可以使用针点进浇来自动切断 C﹑三板模点浇口比的边缘浇口小,这样浇口痕迹容易隐藏,同时限流作用会增大塑料的流速, 提高料温便于填充。 三板模的缺点 A﹑流道面积大﹐制品废料多 B﹑模具分模行程大﹐而且不稳定﹐需用较大的成型机 C﹑成型过程中压力损失大 D﹑模具构造复杂﹐价格高﹐容易出故障。
双射模具与普通两板模之间的区别: (1)双射模是由两套模具配合生产 (2)双射模与普通两板模所用机台不同 (3)冷却水路接法不同﹐双射模必须接内侧 (4)两套模具有分别独立的浇注系统 (5)两套模具有相同的顶出系统 (6)两套模具公模侧是相同结构
注塑模具基础知识

3.1、浇口形式
1)直接进浇:大水口、点浇口
大水口
点浇口
2)侧浇口:边缘浇口、搭接浇口、扇形浇口
边缘浇口
搭接式浇口
扇形浇口
3)潜伏浇口:
隧道式浇口
牛角式浇口
3.2、抽芯机构
1)滑塊抽芯
2)斜顶抽芯
3.3、顶出系统
扁顶
1)顶针、司筒
司筒/针
使用范围: 顶针:大曲面 司筒:柱位 扁顶:筋位 双节顶针:小曲面
2.1 气辅成型模具
原理:在塑胶充填到型腔适当的时候(90%~99%)注入 高压惰性气体(N2),气体推动融熔塑胶继续充填满型腔, 用气体保压来代替塑胶保压过程。 优点:节省原料、缩短周期、改善缩水 缺点:走气难控制,表面易有气道痕
2.2 热流道模具结构图
热嘴
三、 模具ห้องสมุดไป่ตู้构介紹
1. 浇口形式. 2. 抽芯机构. 3. 顶出系统. 4. 冷卻系统.
A板
B板
开模顺序: 1、A板与脱料板分开:料头脱离 产品,从A板内脱出,留在脱料板 和上固定板上。 2、脱料板与上固定板分开:料头 脱离上固定板留在脱料板上。 3、A板与B板分开:成品取出。
小拉杆作用﹕1.控制第一﹑二次 开模行程;2.推动脱料板
二、按成型方式分类
1、气辅模具 2、热流道模具:直浇口、阀浇口
双节顶针
2)顶块
(a) 成品侧壁太深时:
此側壁太深
(b) 框架狀成品且不易排顶针时
顶块
3)延迟顶出
3.4、冷卻系统
(a) (c)
(d) (b)
一、塑胶模具常用模座
1、两板模:A板、B板 2、三板模:A板、B板、脱料板
1.1 两板模
01-注塑 模具 基础

交口夹板
22
1. 模具的概念及构造
注塑 模具的动作顺序 2段模具
- PARTING面上 固定侧移动侧分开 - 成型品与交口 成型后分离开 (SLIDE GATE,DIRECT GATE) - 构造简单 取给容易 - 适合自由垂下 (submarline 交口; 不必要后加工) - 故障少价格低廉 料把, 交口及注塑交口和行腔在同一面上的 模具. 1个衔接面 上 可动侧与固定侧分离 料把, 交口, 成型品成一体进行脱模 23
15
⑤ Blow Molding
16
⑥ 熱成型(Thermoforming)---真空成型(Vaccum Mould): 热可塑性 塑料的 板及胶片加热后软解, 形和素材板之间 空气 向打头透的洞内 密封且进行成型, 把其冷却后得到理想的部品的方法 . 或压孔成型法是 形的相反方向 抽出压缩空气再把素材板向形上粘贴 成型的方法厚板及 变形抵抗大的热可塑性 塑料上适用 .
展延性(Malleability,
Ductility),
流動性(Fluidity) 等 性質把材料를加工成形, 作为製品 生産 道具 可叫‘模’或‘形’. 小范围意义 : 利用金屬材料 来作成的 模(形).
技術的 意味 : 为把同一 規格的 製品 大量进行 生産而作成的 母體性模. * 现如今大部分的 工業製品随着被 大量生産此种 所有 工業製品根据 量産成形来存在 * 模具正是 把这些变为可 量産 成形的 道具
로케이팅 링 디스크 스페이서
导柱 导管
sprue 부시
앵귤러 핀(12도) 테이퍼 록 핀
디스크 스페이서
顶杆
2段顶杆 2nd 스페이서 링
顶杆导柱
밀판 가이드 부시 스톱 핀
模具设计与制造专业毕业论文--注塑模具设计
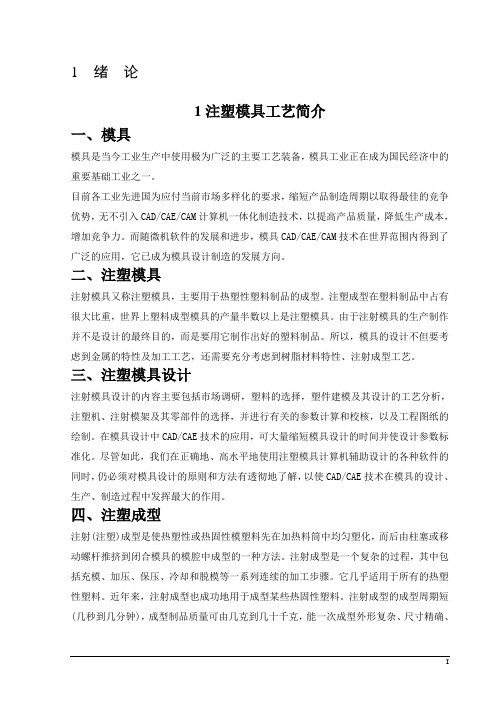
1 绪论1注塑模具工艺简介一、模具模具是当今工业生产中使用极为广泛的主要工艺装备,模具工业正在成为国民经济中的重要基础工业之一。
目前各工业先进国为应付当前市场多样化的要求,缩短产品制造周期以取得最佳的竞争优势,无不引入CAD/CAE/CAM计算机一体化制造技术,以提高产品质量,降低生产成本,增加竞争力。
而随微机软件的发展和进步,模具CAD/CAE/CAM技术在世界范围内得到了广泛的应用,它已成为模具设计制造的发展方向。
二、注塑模具注射模具又称注塑模具,主要用于热塑性塑料制品的成型。
注塑成型在塑料制品中占有很大比重,世界上塑料成型模具的产量半数以上是注塑模具。
由于注射模具的生产制作并不是设计的最终目的,而是要用它制作出好的塑料制品。
所以,模具的设计不但要考虑到金属的特性及加工工艺,还需要充分考虑到树脂材料特性、注射成型工艺。
三、注塑模具设计注射模具设计的内容主要包括市场调研,塑料的选择,塑件建模及其设计的工艺分析,注塑机、注射模架及其零部件的选择,并进行有关的参数计算和校核,以及工程图纸的绘制。
在模具设计中CAD/CAE技术的应用,可大量缩短模具设计的时间并使设计参数标准化。
尽管如此,我们在正确地、高水平地使用注塑模具计算机辅助设计的各种软件的同时,仍必须对模具设计的原则和方法有透彻地了解,以使CAD/CAE技术在模具的设计、生产、制造过程中发挥最大的作用。
四、注塑成型注射(注塑)成型是使热塑性或热固性模塑料先在加热料筒中均匀塑化,而后由柱塞或移动螺杆推挤到闭合模具的模腔中成型的一种方法。
注射成型是一个复杂的过程,其中包括充模、加压、保压、冷却和脱模等一系列连续的加工步骤。
它几乎适用于所有的热塑性塑料。
近年来,注射成型也成功地用于成型某些热固性塑料。
注射成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。
因此,该方法适应性强,生产效率高。
注塑模具基础知识

注塑模具介绍—排气系统
排气系统:各个零件之间的配合间隙就是模具的排气系统, 当这些间隙不能满足要求时,就需要额外加排气槽排气,如 上图所示排气槽。有时,需要在模具的特殊位置用烧结金属 (蜂窝煤式金属合金)制作排气入子。
模具加工工艺
热处理:模具中常用的热处理方式有: 调质、淬火、回火、表面渗碳、表面渗 氮等。
表面处理:主要是对应与产品表面的咬 花处理。活動零部件的表面塗層處理。
抛光:模具上的抛光主要应用与产品表 面要求的抛光位置;深肋位,产品脫模 不顺的地方等。
磨床:主要有圆磨床和平面磨床。一般加工精度在 0.005mm。
圆磨床加工导柱、销钉、顶针、圆型芯等圓形零件。
平面磨床主要進形零件的平面加工,也可利用治具加工零 件外圓。
模具加工工艺—钻床
钻床:钻床加工精度一般都只要求在0.1mm。主要 加工水路、顶针过孔、螺丝过孔等。
模具加工工艺—CNC
热流道的优点: 1、热流道集合了两板模和三板模
的优点,并拥有很多不可比拟的 优点。 2、热流道模具可以做到没有流道, 节省流道消耗物料,不需要冷却 流道,不需要等待塑料计量,大 大节省成型周期。 热流道的缺点:热流道结构复杂, 维修困难;需要成型机外接设备 (如温控箱、外接气管);成品 高;只适用于大批量生产。
模具加工工艺
塑胶模具常用加工及处理方法: 车、镗、铣、磨、钻、CNC、电火花、 线切割、热处理、表面处理、抛光等。
模具加工工艺—车床
车床:加工精度一般0.02mm。加工圓 形零件及零件上的圓形結構。
注塑模具基础知识介绍

产品
完成3D图
完成2D图
2:模房收到图纸-前后模仁深孔钻;
深孔钻加工运水,螺丝孔,镶针孔,顶针孔,热嘴进胶孔等;
新产品开模流程
3:前后模CNC加工;(编程出加工程式,拆铜公,出NC及EMD加工图纸)
4:EMD(电火花)加工;
电极
新产品开模流程
5:前后模仁检测;
检测工具:精准卡尺,三次元; 检验标准:图纸。
16:完成模具组装-试模。
修改模方式
修改模方式
• 主要的修模方式:烧焊,线割镶件,局部放电减 铁料,降面,更换零件。
– 修补焊:零件需要加铁料,用激光补焊,或者是氩弧焊 焊接铁料上去。 – 线割镶件:通过线切割机,从模仁上割掉一块铁料,重 新制作一个镶块装配到模具上。 – 局部放电减铁料:模具上只需要减少铁料就可以满足产 品要求的地方。 – 降面:将模仁,镶件,斜销,滑块,顶针等全部加工去 除一部分铁料。 – 更换零件:原来就是镶件的地方,更换新的镶件
骨位较深改模内容 评估,改图,出图 订购镶件料,顶针 CNC编程订料,回来加工铜公 拆后模胚模仁
骨位较浅改模内容 评估,改图,出图 订购顶针 CNC编程订料,回来加工铜公 拆后模胚模仁
模仁打孔线割镶件孔,做挂台 骨位打火花 骨位打火花 B板/顶针面板加工顶针孔 镶件料回来后割镶件,CNC加 工、骨位打火花、配镶件 产品异形面顶针还需CNC、打 火花 装模、配模、试模
• 修改模应注意的事项
– 更换零件:原来就是镶件的地方,更换新的镶件 – 产品如需加胶(减铁)需避开顶针位置,如旁边有斜 顶需保 证不干涉斜顶脱模(俗语铲胶) – 如需减胶(加铁)位置较大需做镶块的需避开模具水路和气路 系统 – 产品加胶是否合理?是否会导致外观缩水? – 如产品外观底面局部减胶超过超0.5mm的,为避免表面厚薄胶 印,建议加大过渡。
注塑模具简介

模具行業 海關分類
標準
Customs and Practices of the
Moldmaking Industry
Classifications of Injection Molds for Thermoplastic Materials
A Guide for the Purchaser or Manufacturer of Thermoplastic Injection Molds
Tooling Development模具發展
Processing Problems 製程上所遇之問題
•Weld Lines結合線 •Burn Marks燒痕 •Dimensional Control尺寸控制 •Streaking流痕 •Sticking黏模 •Brittleness脆性
Tooling Development模具發展
1.開模(公母模分開)
Tooling Mold Types模具成型型式
Two Plate Mold Ejection 二板模分模情形
2.頂針將成品頂出落下
Ejected Part頂出成品
Injection Molding Tooling射出成型模具
3.頂針退回,準備合模
Injection Molding Tooling射出成型模具
Ejector Plate 頂出板
•Support Plate承板
•Clamping Plate夾模板
•Plate公模
Tooling Mold Types模具成型型式
Parting Line分模面
Tooling Mold Types模具成型型式
Two Plate Mold Ejection 二板模分模情形
注塑模具知识大全
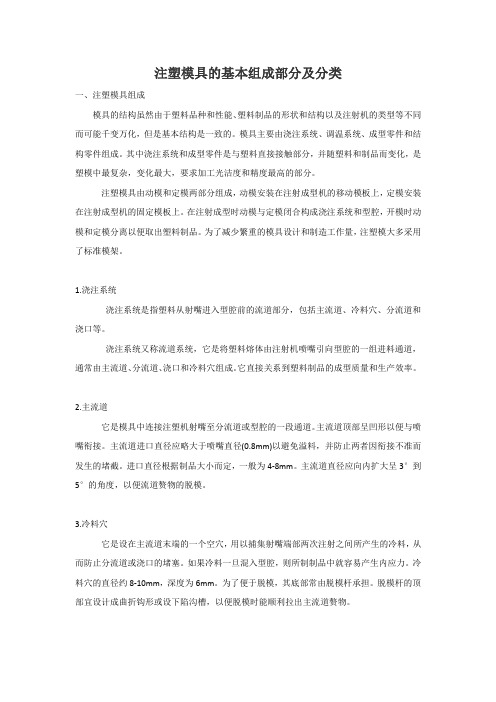
注塑模具的基本组成部分及分类一、注塑模具组成模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、调温系统、成型零件和结构零件组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
1.浇注系统浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。
它直接关系到塑料制品的成型质量和生产效率。
2.主流道它是模具中连接注塑机射嘴至分流道或型腔的一段通道。
主流道顶部呈凹形以便与喷嘴衔接。
主流道进口直径应略大于喷嘴直径(0.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。
进口直径根据制品大小而定,一般为4-8mm。
主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
3.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。
如果冷料一旦混入型腔,则所制制品中就容易产生内应力。
冷料穴的直径约8-10mm,深度为6mm。
为了便于脱模,其底部常由脱模杆承担。
脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
4.分流道它是多槽模中连接主流道和各个型腔的通道。
为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。
分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。
注塑模具简介
蒸汽模的应用:
汽车等厚壁外壳及外观零件; 各类家电产品的外壳或机壳; 大型LCD透光板,大口径塑件
镜头等光学仪器用零件; 薄的外壳注塑品; 精密注塑成型品。
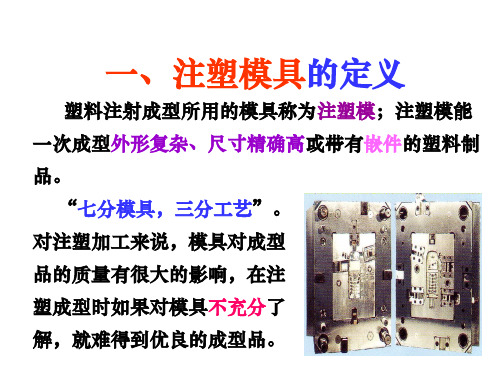
一、注塑模具的定义
塑料注射成型所用的模具称为注塑模;注塑模能 一次成型外形复杂、尺寸精确高或带有嵌件的塑料制 品。
“七分模具,三分工艺”。 对注塑加工来说,模具对成型 品的质量有很大的影响,在注 塑成型时如果对模具不充分了 解,就难得到优良的成型品。
二、注塑模具的结构及组成
1、成型零件
赋予成型材料形状、结 构、尺寸的零件,通常由 型芯(凸模)、型腔(凹 模)以及螺纹型芯、镶块 等构成。
注塑模的分类方法很多,按其所用注塑机的类 型可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑机用注塑模等; 按模具的型腔数目可分为单型腔和多型腔注塑模; 按分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注系 统和热流道浇注系统注塑模;另外还有气辅注塑模 具、蒸汽模具、重叠式模具(叠模)。
导套
流道板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板
六角螺丝
六角螺丝
顶夹板
导套(1) 主流道板 导套(2) 水口拉板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板 六角螺丝
六角螺丝
三板模
四板模
热流道结构
热流道结构
热流道模具
重叠模具结构图
双色模具图
5、抽芯机构
对于有侧孔或侧凹的塑件,在被顶出脱模之前,须先 进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统 ★
为了满足注射成型工艺对模具温度的要求,需要有 模温调节系统(如:冷却水、热水、热油、蒸汽、冷 风及电热系统等)对模具温度进行调节的装置。
注塑模具简介

2.2.4流道断面形状
圆形分流道:表 面积小,热量损 失小,阻力小; 制造较困难,费 用高 梯形分流道: 只切削加工一 个模板,热损 失和阻力均不 太大 半圆形分流道: 表面积大,热 量损失大
正六面体分流道: 表面积略大于圆 形 制造较较圆形形 稍易
U形分流道: 特点同梯形分 流道
矩形分流道: 表面积大于; 脱模斜度小, 不易脱模
Guide pin
Stop pin
顶杆顶 出
司筒 顶出
推板顶 出
2.8冷却系统
目的:
提高制品的质量{调整变形度,光泽度(咬花)等} 缩短生产周期,提高生产效率
冷却系统示意图
模溫調節機 Temperature controlling unit
冷卻迴路 1 Cooling Circuit 1
軟管 Hoses 泵 Pump
二 注塑模具的结构
2.1注塑模具典型结构介绍
注塑模具典型结构: (1)成型零部件:公模;母模;型芯 (2)浇注系统:浇口;主流道;分流道;冷料井。 (3)导向系统:导套;导柱。 (4)分型抽心系统:滑块,斜导柱。 (5)顶出系统:顶杆,顶杆底板,顶杆固定板。 (6)排气系统:排气槽,顶杆或型芯与模具间隙。 (7)模温调节系统:冷却水路,模温机等
用于三板模中,开模时料头与制品自动断开,制品 上残留浇口痕迹很小;另外,可降低假塑性流体的 表观粘度。
2.4.3边缘浇口
加工容易,精度高,易于修改浇口尺寸 gate
part
2.4.4扇形浇口
物料在垂直于料流方向均匀分配。用以成型宽度较 大的薄片制品
2.4.5平缝浇口
类似扇形浇口,物料能均匀填充型腔,降低制件的 内应力;但是除去浇口的工作量大,提高产品成本。
注塑模具知识概述

精加工
对模具进行精细加工,确保模 具型腔和结构的精度和表面质 量。
设计阶段
根据产品需求进行模具结构设 计,考虑模具的强度、寿命、 脱模等要素。
粗加工
对模具进行粗加工,初步形成 模具型腔和结构。
组装与调试
将各部分组装在一起,并进行 试模、调整,确保模具正常工 作。
制造材料
钢材
高强度、耐磨性好的钢材是制 造注塑模具的主要材料,如 Cr12、718等。
注塑模具知识概述
目 录
• 注塑模具简介 • 注塑模具的设计 • 注塑模具的制造 • 注塑模具的使用与维护 • 注塑模具的发展趋势与未来展望
01 注塑模具简介
定义与作用
定义
注塑模具是一种用于生产塑料制品的 成型工具,通过高温、高压将塑料熔 融并注入模具型腔,冷却固化后得到 所需形状的塑料制品。
作用
模具调试
在生产前对模具进行试模,检查模具的成型效果、尺寸精度和浇注系统是否符合要求,并进行必要的调整。
模具使用注意事项
控制注射压力和速度
注意模具清洁
注射压力和速度对模具的成型效果和 产品质量有重要影响,应合理选择和 控制。
定期清理模具表面和内部,保持模具 干净整洁,防止杂物和积垢影响成型 效果。
保持模具温度
THANKS FOR WATCHING
感谢您的观看
注塑模具是塑料制品生产的关键设备 ,能够高效、精确地生产出各种形状 和规格的塑料制品,广泛应用于家电 、汽车、电子、包装等领域。
注塑模具的组成
动模和定模
型腔
浇注系统
顶出系统
冷却系统
注塑模具由动模和定模 两部分组成,动模随注 塑机移动,定模固定。 动模和定模闭合形成型 腔,熔融塑料注入型腔 后冷却固化。
注塑模具结构基础知识
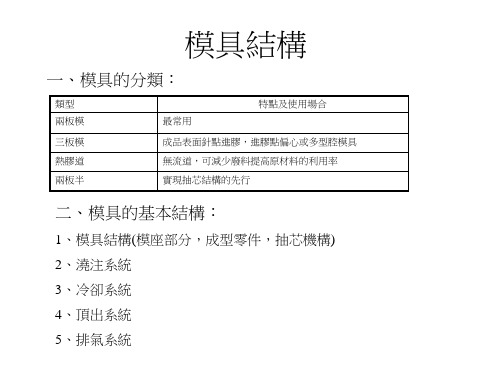
一、模具的分類:
類型 兩板模 三板模 熱膠道 兩板半
最常用
特點及使用場合
成品表面針點進膠,進膠點偏心或多型腔模具
無流道,可減少廢料提高原材料的利用率
實現抽芯結構的先行
二、模具的基本結構:
1、模具結構(模座部分,成型零件,抽芯機構) 2、澆注系統 3、冷卻系統 4、頂出系統 5、排氣系統
(一)、二板模:
強制回位拉杆 強制回位導向塊
定位環 注口襯套 抓料梢
RETURN ROD RETURN GUIDE LOCATING RING SPRUE BUSHING RUNNER LOCK PIN
常用材質
738:需氮化 SK-3,SKD-61:需熱處理
適用場合
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
738:需氮化 SK-3,SKD-61:需熱處理
NKD-80 738:需氮化 SK-3,SKD-61:需熱處理 738:需氮化 738:需氮化
8407,SKD-61:需熱處理 SKD-61 NAK-80,CENA-1,420
738
8407,SKD-61:需熱處理
SKD-61
738 NAK-80,CENA-1,420 738 8407,SKD-61:需熱處理
SKD-61 FDAC,GS808:需氮化 SKD-61:需熱處理
表三 編碼
中文名稱 滑塊束塊
CORE INSERT
注塑模具结构介绍
Content
一、注塑模基本类型
FAMILY MOLD实例:有3个产品型腔
Content
一、注塑模基本类型
3、按注塑材料
A、单色模
单色模是指产品只有一种注塑材料成型的模具,最常见的模具。
B、双色模
双色模是指有两种不同特性注塑材料共同成型产品的模具。
C、多色模
B、双分型面(三板模)
三板模是以不同分型面分别取出流道和塑件,与两板模相比, 三板模是在上顶板和定模A板之间增加一块脱料板,流道设计 在定模A板与脱料板之间; 三板模结构复杂、制造成本较高,需要较大的开模行程,但 浇口可以用点浇口开在塑件上方的任意位置。
Content
一、注塑模基本类型
三板模开合模:开模顺序2-3-1;合模顺序3-2-1
孔水平摆放,熔接痕在 一条线上,影响产品强度
孔垂直摆放,熔接痕分开
二、注塑模组成系统
F.常用浇口
Content
二、注塑模组成系统
Content
二、注塑模组成系统
Content
二、注塑模组成系统
Content
二、注塑模组成系统
Content
二、注塑模组成系统
Content
G. 影响流道因素: 产品材料、产品壁厚、流道排布长度、流道截面积大小;
➢对于流动性好的材料,流道尺寸可取小,反之取大; ➢流道直径大小一般取产品壁厚的 2.5~3倍; ➢为平衡注射压力损失,流道截面半径每层级相差0.5mm;
➢流道排布尽量使产品充填平衡,尽量减短流道长度,从而节约材料,提高充填效果; ➢流道设计要经过模流分析验证;
分流道
主流道
平衡排布
塑件注塑模具基础介绍

在模具安裝上成型机時起定位模具用﹐尺寸大 小以成型机注口处定位孔大小为准。 常用規格一般为﹕直径﹕100mm﹐120mm 注﹕模具定位环位置通常为成型机的注口中 心﹐模具设计时需特別注意成型机的注口中心 与定位环中心一致。
三.注口衬套 注口衬套
通常为浇注系统注流道的坚流道部位﹐主要作 用: 1.便于加工流道 2.为减小流体流动时的磨损而更换硬度较好的 钢材。 3.损坏或需调整流道大小便于更换或修模。 4.注口衬套设计时需注意与成型机射嘴配合R角 的大小﹐通常注口衬套R角要大于成型机射嘴R 角﹐以保证注口处不漏胶。 RE>RT(差值约为0.5mm) 成型机射嘴
两板模具结构 板模具结构
停止销 九.停止销(STP)
一‧STP的作用。 1. 减少顶出板与下固定板接触面积,易调整顶出板平面度。 2. 防止顶出板与下固定板直接接触。 二‧STP材质-----S45C, 热处理HRC40°~45° 三‧STP位置的確定。 1. 回位销(RP)下必裝STP,因受力最大,防止变形。 2. STP避免与其它零件干涉, 如SP、EGP、定位孔及顶管。 四‧STP安裝形式。(如下图):
2. 模具有斜销机构且斜销有靠破时, RP底部装弹簧以保護斜销靠破面。 3.RP材质------SUJ2; 热处理HRC60°±2(高频淬火)。
两板模具结构 板模具结构
定位块 八.定位块
定位块作用﹕ 1.定位块用于模具合模时的精确定位﹐从而保护模仁內的插破面。 2.定位块可以起到抵挡射压,防止公母模仁因错位而影响成品质量。 定位块种类﹕ 1.直角定位块主要作用是模具合模时的精确定位﹐从而保护模仁內的插破面。 2.角度定位块主要作用是起到抵挡射压,防止公母模仁因错位而影响成品质量。
注塑模具三板模介绍
DC 和FC TYPE是我们最常用,最典型的三板模 它比我们最常用的两板
模SC TYPE 多一块剥料板,多二次分型(共三次分型),在母模板与公模板之 间装有开闭器(分塑料与机械两种),这种装置必须在外加拉力达到一定值时 才会使公母范本分开,以保证在三板模中公,母范本不首先分开. DC(FC) TYPE比EC(GC) TYPE 多一块剥料板 EC (GC)TYPE也是一种常用的小水口模座,当用母模滑块或母模斜稍时常用这 种结构的模座,这种结构与大水口很相似, 多一次上固定板与母模板的分型.
2021/10/10
11
三板模
5.拉料销设计
5.拉料梢的设计方法 5.1拉料梢的作用 A、将料头从母范本中脱离 B、在第一次开模时,拉料梢之倒勾形成 上固定板与剥料板分开的阻力 5.2设计要点 A、在进胶点上方,排布拉料销 B、对于料头长或有曲线变化时,每隔一 段距离在转弯处增加拉料梢 C. 剥料板前端需有5°的斜度 D. 拉料梢头部应埋在剥料板内
2﹑大拉杆
2.1 作用﹕A:支撑范本扩及剥料板重量 B:导向作用
2021/10/10
7
三板模
2.2大拉杆位置
因手机塑模其模座较小﹐通常以大拉杆导向代替导柱﹐其位置也于标准模座的 导柱位置﹐如下图1所示。当设计较大产品模具则要保留导柱。如下图2
图一
2021/10/10
图二
大拉杆
8
3﹑开闭器
三板模
作用﹕将公模的开模力传递至母范本 3.1塑料式 适用范围﹕ a温度用于模温100度以下 b受力不太大
大拉杆
上固定板
剥料板 料头
小拉杆
拨块
开闭器 公模仁
滑块
公范本 上顶出板 下顶出板
注塑模具分类
注塑模具分类
1.按制造方式分类
(1)常规注塑模:按标准模具制造工艺制造的模具,适用于普通注塑机;(2)复合模:具有复杂结构的模具,通常由数种模具制造工艺复合而成;(3)快速模具:采用加工方法快速制造模具,适用于用户比较紧急,生产规模不大的注塑加工;
(4)大型模具:大型注塑件,模具规模比较大的模具;
(5)高精度模具:表面质量要求高的注塑件,模具至少采用中高级数控机床和配对设备加工。
2.按照构造方式分类
(1)定向模:模腔固定,模板和移动副都没有改变;
(2)钢板模:简单结构,适用于生产大量少数量的注塑件;
(3)插板模:通常用于生产大量中、小型注塑件;
(4)复杂模:模具结构复杂,适用于生产高档注塑件;
(5)流道模:流道板与模板安装在同一平面上,流道板可以根据不同的塑料料性进行选用。
3.按照注塑成型方式分类
(1)冷流道模:适用于注塑成型精度要求不高的产品加工;
(2)热流道模:适用于注塑成型精度高,产品外观要求好的注塑件加工;(3)盆式模:也称为射动模,用于成型长成射缩的产品;
(4)盒式模:用于产品成型外型较大、结构简单的注塑件;
(5)立式模:高度和宽度比较相等,比较适用于成型中、小型产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑模具简介(1)
Tooling Mold Types模具成型型式
三板模分模情形
Parting Line 1第一合模面
Main Leader Pin 主要導柱
1.脫料板分開,將 水口與成品分開
注塑模具简介(1)
Tooling Mold Types模具成型型式
三板模分模情形
Parting Line 2第二分模面
A Guide for the Purchaser or Manufacturer of Thermoplastic Injection Molds
Up to 400 Tons and 400 tons and over.
PSI
熱塑性模 具分類
400到400噸 以上熱塑性模 具購買指南
注塑模具简介(1)
注塑模具简介(1)
Tooling Development模具發展
Processing Problems 製程上所遇之問題
•Weld Lines結合線 •Burn Marks燒痕 •Dimensional Control尺寸控制 •Streaking流痕 •Sticking黏模 •Brittleness脆性
MOLD MAKER模具加工商
注塑模具简介(1)
Tooling模具
TOOLING DEVELOPMENT 塑膠模具發展
注塑模具简介(1)
Tooling Development模具發展
Processing Problems 製程上所遇之問題
•Black Specks黑點 •Gloss光澤度 •Jetting噴射現象 •Delamination分層 •Fingerprinting手紋 •Plate-Out電鍍
Tooling Runners模具澆道
Unbalanced System非平衡式澆道設計
B
A
A
B
B
A
A
B
注塑模具简介(1)
Tooling Runners模具澆道 Artificially Balanced人工設計平衡澆道
1/8
1/4
3/8
1/2
1/2英吋 Dia直徑
注塑模具简介(1)
Tooling Runners模具澆道
COLD SPRUE BUSHING冷式射嘴
注塑模具简介(1)
Tooling Sprue Bushings模具射嘴
SPRUE BUSHING射嘴 Gas Pipe瓦斯管
Gas Pipes瓦斯管
Heater Band電熱環
注塑模具简介(1)
Tooling Sprue Bushings模具射嘴
Hot Sprue Bushing熱射嘴
• Faster Cycles成型周期減少15~20% - 15-20% Faster
• Eliminates Material Waste排除材料浪費 - No Sprues or Runners無注口或澆道
• Improves Part Quality改進成形品品質 - Less Stress較低殘留內應力 - Better Appearance較佳之外觀
Tooling模具
MOLD TYPES 模具種類
注塑模具简介(1)
Tooling Mold Types模具型式
Types of Molds 模具型式 (Tools) (Dies)
•Series •Series •Series •Series Class A Class B Collapsible Core Two Plate二板模 Three Plate三板模
注塑模具简介(1)
Tooling Runners模具澆道
RESTRICTIVE 限制性
PREFERRED 首選
注塑模具简介(1)
Tooling Runners模具澆道
n R2 P
Q= 8n L
Q Proportional to R2 Q與R2成正比
Q=Volumetric Flow Rate單位體積流動速率
•Support Plate承板
•Clamping Plate夾模板
•Plate公模注塑模具简介(1)
Tooling Mold Types模具成型型式
Parting Line分模面
注塑模具简介(1)
Tooling Mold Types模具成型型式
Two Plate Mold Ejection 二板模分模情形
Two Plate Design二板模設計
Exploded Vie 爆炸圖
; Plate母模板
Leader Pin導柱
Support Plate承板
Return Pin 回位銷
Ejector Housing下模板
Elector Retainer Plate下頂出板
Ejector Plate上頂出
注塑模具简介(1)
Tooling Development模具發展
Processing Problems 製程上所遇之問題
• Inconsistent Cycle 周期不一致
THE WORST PROBLEM 最嚴重的問題
注塑模具简介(1)
Tooling Development模具發展
The CHEAPEST Tool is The One That WORKS 左圖為最便宜之模 只有一個模板
Parting Line 1第一分模面
2.公母模分開
注塑模具简介(1)
Tooling Mold Types模具成型型式
三板模分模情形
Parting Line 2第二分模面
Parting Line 1第一分模面
3.公模頂出板將成品頂出
注塑模具简介(1)
Tooling Mold Types模具成型型式
注塑模具简介(1)
Tooling Development模具發展
Processing Problems 製程上所遇之問題
•Short Shots短射 •Flash毛邊 •Sinks/Voids縮水
•Warpage翹曲 •Splay裂開/Silver Streaking銀痕 •Gate Blush進澆白化/Halo
1.開模(公母模分開)
注塑模具简介(1)
Tooling Mold Types模具成型型式
Two Plate Mold Ejection 二板模分模情形
2.頂針將成品頂出落下
Ejected Part頂出成品
注塑模具简介(1)
Injection Molding Tooling射出成型模具
3.頂針退回,準備合模
- Anonymous佚名
注塑模具简介(1)
Tooling Development模具發展
模具行業 海關分類
標準
Customs and Practices of the
Moldmaking Industry
Classifications of Injection Molds for Thermoplastic Materials
Acceleration KO ?Side Injection
Lifter CAM Runnerless
- Internally Heated - Externally Heated Prototype MUD Etc. 注塑模具简介(1)
Tooling Mold Types模具型式
Top Clamping Plate上模板
r/d W D
W
1/8 3/16 1/8
rd
D rd
3/16 1/4 3/16 1/4 5/16 1/4
5/16
•Equivalent Round Runner 同效果之圓形與梯形剖面
•Design Alternative 設計上可選擇二種其中之一
3/8
7/16 1/2
5/16 3/8
注塑模具简介(1)
R = Radius半徑
A small increase in radius dramatically increases the flow through the runner.
少量增加澆道半徑,Q值流動速率會大幅增加注塑模具简介(1)
Tooling Runners模具澆道
Round Cross Section
Balanced System平衡的澆道系統
A
A
A
A
A
A
A
A
注塑模具简介(1)
Tooling Runnerless Molding模具無澆道系統
RUNNERLESS MOLDING 無澆道系統
注塑模具简介(1)
Tooling Runnerless Molding模具無澆道系統
Hot Runner Benefits熱澆道的優點
Tooling Sprue Bushings模具射嘴
SPRUE BUSHINGS射嘴
• Heated Sprue加熱式射嘴 - Helical Heaters螺旋電熱片式加熱
- Gas Pipe瓦斯管加熱 • Non-heated Sprue無熱式射嘴
注塑模具简介(1)
Tooling Sprue Bushings模具射嘴
1.Full Round Most Efficient
澆道剖面為圓形者,為最佳流
動狀態
2.Trapezoidal Good
澆道剖面為梯形流動
性良好
3.Half Round Not Good 澆道部面為半圓形流動性不佳
注塑模具简介(1)
Tooling Runners模具澆道
Runners澆道 Trapezoid Profiles梯形剖面澆道
注塑模具简介(1)
Injection Molding Tooling射出成型模具