镶嵌螺母表
注塑件镶嵌螺母工艺流程
注塑件镶嵌螺母工艺流程英文回答:Injection molding is a widely used manufacturing process for producing plastic parts. It involves injecting molten plastic material into a mold cavity, where it cools and solidifies to form the desired shape. One common application of injection molding is the embedding of nuts in plastic parts. This process, known as insert molding, allows for the creation of plastic components with integrated threads for fastening purposes.The process of embedding nuts in plastic parts typically involves the following steps. First, the mold is prepared by creating a cavity that matches the shape and size of the plastic part to be produced. The mold also includes features such as holes or recesses to accommodate the nuts. Next, the mold is closed and molten plastic material is injected into the cavity under high pressure. The plastic material fills the cavity and flows around thenuts, ensuring that they are securely embedded in the part.After the plastic material has cooled and solidified, the mold is opened and the finished part is ejected. The embedded nuts are now firmly held in place, ready for usein assembly or installation. The resulting plastic part provides a convenient and reliable way to attach other components or fasteners without the need for additional hardware.中文回答:注塑是一种广泛应用的制造工艺,用于生产塑料零件。
螺柱通用设计规范

1. 目的2. 实用范围3. 术语\定义\名词解释4 螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5. 常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
螺丝头的形状螺丝头的槽型常见螺丝材质a. 低碳钢b. SS-304c. SS-302d. 铝合金 5052d. 黄铜e. 青铜f. 锑铜其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。
螺柱通用设计规范

螺柱通用设计规范————————————————————————————————作者:————————————————————————————————日期:ﻩ1. 目的2. 实用范围3.术语\定义\名词解释4螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5.常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计ﻫ7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D)螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
铜螺母
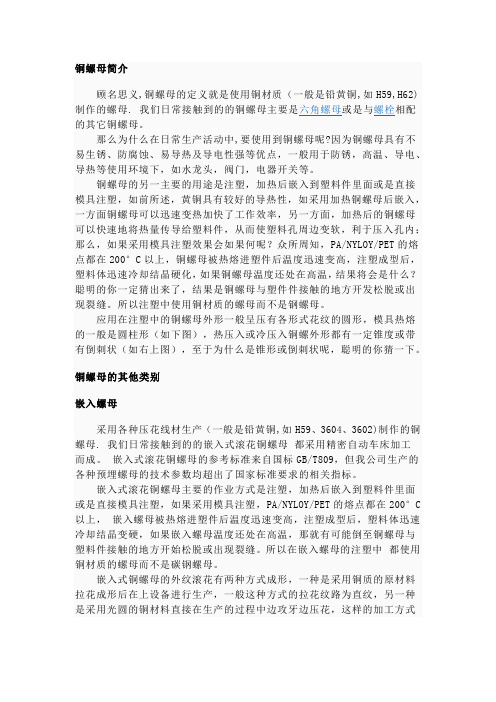
铜螺母简介顾名思义,铜螺母的定义就是使用铜材质(一般是铅黄铜,如H59,H62)制作的螺母. 我们日常接触到的的铜螺母主要是六角螺母或是与螺栓相配的其它铜螺母。
那么为什么在日常生产活动中,要使用到铜螺母呢?因为铜螺母具有不易生锈、防腐蚀、易导热及导电性强等优点,一般用于防锈,高温、导电、导热等使用环境下,如水龙头,阀门,电器开关等。
铜螺母的另一主要的用途是注塑,加热后嵌入到塑料件里面或是直接模具注塑,如前所述,黄铜具有较好的导热性,如采用加热铜螺母后嵌入,一方面铜螺母可以迅速变热加快了工作效率,另一方面,加热后的铜螺母可以快速地将热量传导给塑料件,从而使塑料孔周边变软,利于压入孔内;那么,如果采用模具注塑效果会如果何呢?众所周知,PA/NYLOY/PET的熔点都在200°C以上,铜螺母被热熔进塑件后温度迅速变高,注塑成型后,塑料体迅速冷却结晶硬化,如果铜螺母温度还处在高温,结果将会是什么?聪明的你一定猜出来了,结果是铜螺母与塑件件接触的地方开发松脱或出现裂缝。
所以注塑中使用铜材质的螺母而不是钢螺母。
应用在注塑中的铜螺母外形一般呈压有各形式花纹的圆形,模具热熔的一般是圆柱形(如下图),热压入或冷压入铜螺外形都有一定锥度或带有倒刺状(如右上图),至于为什么是锥形或倒刺状呢,聪明的你猜一下。
铜螺母的其他类别嵌入螺母采用各种压花线材生产(一般是铅黄铜,如H59、3604、3602)制作的铜螺母. 我们日常接触到的的嵌入式滚花铜螺母都采用精密自动车床加工而成。
嵌入式滚花铜螺母的参考标准来自国标GB/T809,但我公司生产的各种预埋螺母的技术参数均超出了国家标准要求的相关指标。
嵌入式滚花铜螺母主要的作业方式是注塑,加热后嵌入到塑料件里面或是直接模具注塑,如果采用模具注塑,PA/NYLOY/PET的熔点都在200°C 以上,嵌入螺母被热熔进塑件后温度迅速变高,注塑成型后,塑料体迅速冷却结晶变硬,如果嵌入螺母温度还处在高温,那就有可能倒至铜螺母与塑料件接触的地方开始松脱或出现裂缝。
DIN 6331-2003 1.5d厚六角头环形螺母Hexagon collar nuts with a height of 1,5 d
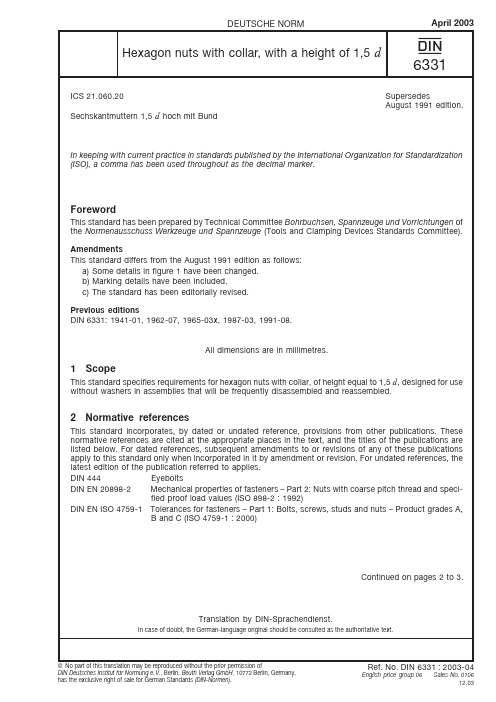
ICS 21.060.20Sechskantmuttern 1,5 d hoch mit BundIn keeping with current practice in standards published by the International Organization for Standardization (ISO), a comma has been used throughout as the decimal marker.Ref.No.DIN 6331:2003-04English price group 06Sales No.010612.03DEUTSCHE NORM April 20036331{Continued on pages 2 to 3.©No part of this translation may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e.V., Berlin. Beuth Verlag GmbH , 10772Berlin, Germany,has the exclusive right of sale for German Standards (DIN-Normen).Hexagon nuts with collar, with a height of 1,5 dTranslation by DIN-Sprachendienst.In case of doubt, the German-language original should be consulted as the authoritative text.SupersedesAugust 1991 edition.ForewordThis standard has been prepared by Technical Committee Bohrbuchsen, Spannzeuge und Vorrichtungen of the Normenausschuss Werkzeuge und Spannzeuge (Tools and Clamping Devices Standards Committee).AmendmentsThis standard differs from the August 1991 edition as follows:a)Some details in figure 1 have been changed.b)Marking details have been included.c)The standard has been editorially revised.Previous editionsDIN 6331: 1941-01, 1962-07, 1965-03x, 1987-03, 1991-08.All dimensions are in millimetres.1ScopeThis standard specifies requirements for hexagon nuts with collar, of height equal to 1,5 d , designed for use without washers in assemblies that will be frequently disassembled and reassembled.2Normative referencesThis standard incorporates, by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text, and the titles of the publications are listed below. For dated references, subsequent amendments to or revisions of any of these publications apply to this standard only when incorporated in it by amendment or revision. For undated references, the latest edition of the publication referred to applies.DIN 444Eyebolts DIN EN 20898-2Mechanical properties of fasteners – Part 2: Nuts with coarse pitch thread and speci-fied proof load values (ISO 898-2 : 1992)DIN EN ISO 4759-1Tolerances for fasteners – Part 1: Bolts, screws, studs and nuts – Product grades A,B andC (ISO 4759-1 : 2000)www.bz f x w.c o mPage 2DIN 6331:2003-043Dimensions and designationNut dimensions shall be as given in figure 1 and table 1.Design details left unspecified shall be selected as appropriate.Figure 1:Dimensions of hexagon nut with collar (notation)Designation of an M12 hexagon nut with collar (M12) of property class 10 (10):Nut DIN 6331 – M12 – 10Table 1:Nut dimensionsThread ad 1d a 1)emsApprox. mass,size (d )js14h13min.max.min.js15Tolerancein kg,per 1000 unitsM631466,7511,059106M83,51888,7514,38121312M104221010,817,77151622M12425121320,031818h1330M165311617,326,75242468M206372021,633,533030124M246452425,939,983636219M277502729,145,634041320M308583032,451,284546464M3610683638,961,315455h14790M4212804245,472,6163651290M4814924851,883,91727519701) Nuts shall be countersunk on both sides at 120° down to diameter da .4MaterialNuts of sizes M6 to M36 shall be made of steel of property class 10 (recommended) or 8 as specified in DIN EN 20898-2.Nuts of sizes M42 and M48 shall have a hardness of (240 + 62) HV 30 (recommended) or (188 + 114) HV 30.www.bz f x w.c o mPage 3DIN 6331:2003-045DesignHexagon nuts with collar shall be manufactured in product grade A as in DIN EN ISO 4759-1.6MarkingHexagon nuts with collar shall be permanently and legibly marked with the DIN number and the manufacturer ’s name or symbol.Where the marking is not applied to the nut itself, the smallest, commercially available package shall be marked.7AssemblyHexagon nuts with collar may be assembled with bolts as shown in figure 2.www.bz f x w.c o m。
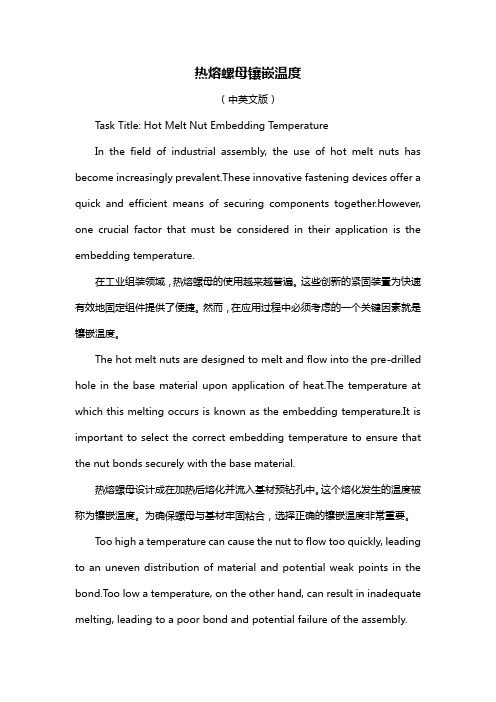
史上最详细的螺丝牙型分类图文解说

先端部 推撥長度
公稱直徑 螺距 C
D
d1
E
最小 最大 最小 最大 最小 最大 最小 最大
1.4
0.45 1.37 1.43 1.31 1.37 0.72 0.92 0.60 1.10
1.6
0.5 1.57 1.63 1.50 1.56 0.846 1.046 0.75 1.25
1.7
0.5 1.67 1.73 1.60 1.66 0.946 1.146 0.75 1.25
*配合孔徑(材質-鋼)
0.8 1.0 1.2
1.6 2.0 2.6
3.2 4.0
2
1.7
1.7 1.7
1.7
1.75
2.3
2.0
2.0 2.0
2.0 2.0
2.5
2.2
2.2 2.2
2.2 2.2 2.25
2.6
2.3
2.3 2.3
2.3 2.3 2.35 2.35
3
2.65 2.7 2.7
2.7 2.75 2.75 2.8
2.0
2.02 2.12 1.94 2.04
2.5
2.53 2.63 2.44 2.54
B 型螺絲
特點: 標准三角牙螺絲,是最符合常規鐵板或塑膠鎖附的螺絲。
*圖形
*螺紋公差
外 徑
先端部 先端部
公稱直徑 牙數 C mm D mm C ' mm 長度
最大 最小 最大 最小 最大 最小 最大 最小
2
40 2.04 1.96 1.96 1.88 1.46 1.26 1.6 1.2
*UNC 英制粗牙螺紋規格表( 2A) *UNC 英制細牙螺紋規格表 ( 2A)
注塑件镶嵌螺母工艺流程

注塑件镶嵌螺母工艺流程The process of embedding nuts in injection molded parts is an essential technique used in various industries. This process involves securely attaching nuts to plastic components during the injection molding process, providinga reliable and efficient solution for joining parts together. In this discussion, we will explore the different aspects of the injection molding process for embedding nuts, including the materials used, the equipment required, the steps involved, the advantages and limitations, and the industries that commonly utilize this technique.To begin with, let's delve into the materials used in the injection molding process for embedding nuts. Theplastic material chosen for the part should have suitable properties, such as high strength, good dimensional stability, and compatibility with the nut material. Commonly used plastics include ABS, nylon, polycarbonate, and polypropylene. The nut itself is typically made from metal, such as steel or brass, to provide the necessarystrength and durability.Moving on to the equipment required for the process, specialized injection molding machines equipped with insert molding capabilities are utilized. These machines have the ability to hold the nut securely in place while injecting molten plastic around it. Additionally, molds with specific features, such as an undercut or cavity, are designed to accommodate the nut during the molding process.Now let's discuss the steps involved in embedding nuts in injection molded parts. The process begins with the preparation of the mold, which includes placing the nuts in their designated positions within the mold cavities. The mold is then closed, and the injection molding machine starts the cycle. Molten plastic material is injected into the mold under high pressure, surrounding and encapsulating the nuts. After the plastic has cooled and solidified, the mold opens, and the finished part, with the nuts securely embedded, is ejected.One of the significant advantages of embedding nuts ininjection molded parts is the enhanced strength anddurability of the assembly. By integrating the nutsdirectly into the plastic component, a more robust and reliable connection is achieved compared to traditional methods, such as post-molding fastening. This techniquealso allows for more design flexibility, as the nuts can be positioned precisely in complex geometries, enablingefficient assembly and reducing the need for additional fasteners.However, it is important to consider the limitations of this process. The size of the nut and the complexity of the part design can impact the feasibility of embedding nuts. Smaller nuts may be challenging to handle during themolding process, while intricate part geometries mayrequire careful mold design to ensure proper nut placement and adequate plastic flow. Additionally, the cost of the equipment and tooling required for insert molding can be higher compared to conventional injection molding processes.The technique of embedding nuts in injection moldedparts finds applications in various industries. Automotive,electronics, and consumer goods sectors commonly utilize this process to manufacture components such as housing enclosures, brackets, and handles. These industries benefit from the improved strength and assembly efficiency provided by the embedded nuts, resulting in cost-effective and high-quality products.In conclusion, the process of embedding nuts in injection molded parts is a crucial technique that offers numerous advantages in terms of strength, designflexibility, and assembly efficiency. By utilizing suitable materials, specialized equipment, and careful mold design, manufacturers can achieve reliable and durable connections between plastic components and nuts. Despite some limitations, this technique finds widespread use in industries where strong and efficient assembly is required, contributing to the production of high-quality products.。
一种高温合金镶嵌式螺母的研制探讨

一种高温合金镶嵌式螺母的研制探讨摘要】本文就航空、航天、船舶等领域使用的一种高温合金镶嵌式螺母进行研制探讨,最终设计开发出一种操作方便、性能稳定、质量可靠、适用温度范围广的高温合金镶嵌式螺母,满足了航空、航天、船舶等领域特种环境下的使用需要。
关键词:镶嵌式螺母研制探讨1 引言在机械行业尤其航空、航天、船舶等机械行业领域,需大量使用螺纹紧固零件来组成部、组件,再由部、组件最终组成机械产品,从而实现其预期机械功能。
在这些螺纹紧固件中,能实现自我锁紧功能的自锁螺母更是广受青睐。
随着航天、航空、船舶等科技水平的快速发展,普通的自锁螺母已经不再适合一些寿命要求较长、适用温度范围广、可靠性极高、操作方便等苛刻条件要求。
在自锁螺母的选用时必须根据工作环境对其使用寿命、使用环境、使用载荷和安装方法等的要求来进行合理选用。
本文所研讨的高温合金镶嵌式螺母就是在这种环境下应运而生。
这种高温合金镶嵌自锁螺母的成功研制,解决了航空、航天、船舶等行业的迫切需求,同时必将影响到高铁等行业的快速发展。
2产品结构特点及原理高温合金镶嵌式自锁螺母由螺母体和角片组成。
螺母本体镶嵌在角片上;螺母本体1包括:扳拧部位、直纹齿防松脱部位、铆接部位、收口部位;扳拧部位位于螺母体的中部;直纹齿防松脱部位和收口部位分别位于扳拧部位的两端;铆接部位位于螺母体的端部,用于将螺母体铆接固定在角片上;角片呈L形,其包括:安装孔、加强筋一、加强筋二、螺母铆装孔;安装孔和螺母铆装孔分别设在L形角片的相对两端;安装孔用于将角片固定在相应位置上;螺母铆装孔用于将螺母体固定;加强筋一、加强筋二分别位于L形角片的两角端;螺母体的材质选用高温合金材料A286;角片的材质选用奥氏体不锈钢1Cr18Ni9Ti。
结构如图1所示。
图1 高温合金镶嵌式螺母外形中端是六角面,一端锥形开槽(锁紧部位),另一端带有花齿的镶嵌式自锁螺母。
其工作原理是通过花齿端在压力作用下压入夹层板预置的孔内,致使压入的顶端周边产生塑性变形而固定,再通过铆接将螺母固定在夹板上,固定稳固可靠,具有良好的防震、防松、耐腐蚀等性能。
热熔螺母镶嵌温度
热熔螺母镶嵌温度(中英文版)Task Title: Hot Melt Nut Embedding TemperatureIn the field of industrial assembly, the use of hot melt nuts has become increasingly prevalent.These innovative fastening devices offer a quick and efficient means of securing components together.However, one crucial factor that must be considered in their application is the embedding temperature.在工业组装领域,热熔螺母的使用越来越普遍。
这些创新的紧固装置为快速有效地固定组件提供了便捷。
然而,在应用过程中必须考虑的一个关键因素就是镶嵌温度。
The hot melt nuts are designed to melt and flow into the pre-drilled hole in the base material upon application of heat.The temperature at which this melting occurs is known as the embedding temperature.It is important to select the correct embedding temperature to ensure that the nut bonds securely with the base material.热熔螺母设计成在加热后熔化并流入基材预钻孔中。
这个熔化发生的温度被称为镶嵌温度。
为确保螺母与基材牢固粘合,选择正确的镶嵌温度非常重要。
锁紧螺母

种类
第一种是用两个一样的螺母拧在同一支螺栓上,在两个螺母之间附加一个拧紧力矩,使得螺栓连接可靠。
第二种是专用的防松螺母,需要和一种可以防松垫片一起使用。专用的防松螺母不是六角螺母,而是一中圆 螺母,在螺母的圆周上开有3个、4个、6个或者8个缺口(视螺母大小和生产厂家产品系列不同而异),这几个缺 口既是拧紧工具的着力点,又是防松垫片卡口的卡入处。
第三种是在螺母的外圆表面至内圆螺纹面钻有贯穿的螺纹孔(一般是2个,在外圆面呈90分布),用来拧入 小直径的沉头螺钉,目的是给螺纹施加一个向心方向的力,防止锁紧螺母松开。市场上销售的质量比较好的锁紧 螺母在螺母的内圆面镶有与该锁紧螺母螺纹一致的铜制小块,用于避免径向顶紧ห้องสมุดไป่ตู้钉直接与被锁螺纹接触而损坏 后者。这种锁紧螺母在旋转运动类零件的轴端锁紧场合逐步开始应用,比如滚珠丝杠安装端轴承的防松。
经电镀处理的全金属螺母:-50℃~+230℃;嵌入非金属元件的螺母:-50℃~+120℃。本标准不适用于有特 殊性能要求的螺母(如焊接性能和耐腐蚀性能)。对不锈钢、有色金属以碳钢或合金钢制造的细牙锁紧螺母或薄 螺母,经双方协议可采用本标准规定的有效力矩的性能指标及试验方法。
影响因素
锁紧螺母最大拧出力矩受多方面因素的影响。对于锁紧螺母低周疲劳性能的研究,螺纹中径、螺旋升角和牙 型斜角均保持不变,仅螺纹片最大弹性恢复力 FNmax和当量摩擦角ρe在重复使用后会出现一定程度的改变。因 此,仅需从这两方面对锁紧螺母承受循环载荷时最大拧出力矩的变化规律进行分析。
第四种锁紧螺母是由两部分组成,每个部分都有交错的凸轮,由于内部楔式设计坡斜角度大于螺栓的螺母角 度,这个组合便紧紧的咬合成一个整体,当有振动发生时,防松螺母凸起部分相互错动,产生抬升张力,从而达 到完美的防松效果。
螺栓防拆标记

螺栓防拆标记是一种用于标识螺栓或螺母已经被正确安装并经过正式检查的标志。
这有助于确保螺栓连接的完整性,防止未经授权的拆卸或松动。
以下是一些常见的螺栓防拆标记方法和标志:
1. **涂漆或标记笔:** 使用特定颜色的油漆或标记笔,在螺栓头部或螺母上进行标记。
这种方法可以使未经授权的拆卸变得明显,因为标记会被破坏或改变。
2. **刻痕或切口:** 在螺栓头部或螺母上刻痕或切口,以便标识。
这些刻痕或切口可以通过视觉检查来识别是否有拆卸迹象。
3. **封口:** 使用特殊的密封膜或胶水,将螺栓头部或螺母与相应的安装部件粘合在一起。
一旦拆卸,封口会被破坏,表明螺栓已被拆卸。
4. **安全螺丝或防盗螺丝:** 使用具有特殊设计的螺丝,需要特殊工具才能拧下。
这些螺丝通常用于需要高度安全性的场合,如汽车零部件或建筑结构。
5. **电子标记:** 使用RFID(射频识别)或其他电子标记技术,在螺栓或螺母上附加一个电子标签,以便远程监测和识别。
这种方法通常用于大型工程项目或需要高度监测的应用。
6. **镶嵌物或标牌:** 在螺栓连接点附近安装镶嵌物或标牌,上面标明了安装日期、负责人员等信息。
这有助于跟踪螺栓的维护和检查历史。
无论选择哪种螺栓防拆标记方法,都需要确保标记是可靠的,不易伪造,并且在需要时容易识别。
这些标记有助于维护螺栓连接的完整性,提高安全性,并防止未经授权的拆卸。
选择合适的方法取决于具体的应用和安全要求。
NFE标准代号
NFE标准代号商人博客产品产品公司生意经批发直达求购信息资讯论坛商友NFE标准代号(2010/04/2811:12)430-2004带法兰的六角焊接螺母,NFE25430NFE25-430NFE25-430NFE25-422-19972型细螺距公制长效扭矩式全金属六角螺母.性能等级5,8和10,NFE25422NFE25-422NFE25-422NFE25-421-19971型带米制小节距螺纹的通用扭矩型六角扁螺母.性能等级6,8,10,NFE25421NFE25-421NFE25-421NFE25-420-19972型通用扭矩全金属六角螺母.性能等级5,8,10和12,NFE25420NFE25-420NFE25-420NFE25-419-1991紧固件.电阻焊接方头螺母.符号QSR,NFE25419NFE25-419NFE25-419NFE25-418-1991紧固件.电阻焊接六角头螺母.符号HSR,NFE25418NFE25-418NFE25-418NFE25-417-1986带锥形盘簧密封垫圈的常用力矩形六角螺母(非金属镶嵌件).A级产品,NFE25417NFE25-417NFE25-417NFE25-416-1987紧固件.带普通平密封垫圈的六角头螺母.A级产品,NFE25416NFE25-416NFE25-416NFE25-415-1986带锥形盘簧垫圈的六角螺帽.A级,NFE25415NFE25-415NFE25-415NFE25-414-1998带法兰缘的常用扭矩型全金属六角形螺母,NFE25414NFE25-414NFE25-414NFE25-413-1998带法兰缘的(非金属镶嵌件)的常用扭矩型六角形螺母,NFE25413NFE25-413NFE25-413NFE25-412-1997通用扭矩型六角形薄厚度螺母(带非金属镶嵌件),NFE25412NFE25-412NFE25-412NFE25-411-1985开槽金属自锁六角螺帽.A和B级.符号HFR,NFE25411NFE25-411NFE25-411NFE25-410-19971型、长效扭矩型全金属六角形螺母.5,8和10级别性能,NFE25410NFE25-410NFE25-410NFE25-409-19971型、通用扭矩型六角螺母(用非金属镶嵌件).5,8和10级别性能,NFE25409NFE25-409NFE25-409NFE25-408-1997通用扭矩型钢六角螺母.机械特性和性能,NFE25408NFE25-408NFE25-408NFE25-407-20012型六角头螺母.A和B级产品,NFE25407NFE25-407NFE25-407NFE25-406-1998带法兰缘的六角形螺母,NFE25406NFE25-406NFE25-406NFE25-406-1-2003带法兰的六角螺母.细牙螺纹,NFE254061NFE25-406-1NFE25-406-1NFE25-405-2-2001六角头薄螺母(非倒角的).B级产品,NFE254052NFE25-405-2NFE25-405-2NFE25-405-1-2001六角头薄螺母(倒角的).A和B级产品,NFE254051NFE25-405-1NFE25-405-1NFE25-404-1983方螺母.C级产品.符号Q,NFE25404NFE25-404NFE25-404NFE25-403-1983方螺母.A级和B级产品.符号Q,NFE25403NFE25-403NFE25-403NFE25-402-2001六角头螺母.C级产品,NFE25402NFE25-402NFE25-402NFE25-401-20011型六角头螺母.A和B级产品,NFE25401NFE25-401NFE25-401NFE25-400-8-2004螺母的锥形保证载荷试验,NFE254008NFE25-400-8NFE25-400-8NFE25-400-7-2004螺母的扩孔试验,NFE254007NFE25-400-7NFE25-400-7NFE25-400-6-1998耐腐不锈钢紧固件的机械特性.第2部分.螺母,NFE254006NFE25-400-6NFE25-400-6NFE25-400-4-1996紧固件的机械性能.第6部分:有规定标准载荷值的螺母:小节距螺纹,NFE254004NFE25-400-4NFE25-400-4NFE25-400-3-2004紧固件.表面缺陷.第2部分:螺母,NFE254003NFE25-400-3NFE25-400-3NFE25-400-1-1994紧固件的机械性能.第2部分:有规定的验证载荷值的螺母.粗牙螺纹,NFE254001NFE25-400-1NFE25-400-1NFE25-176-2004带米制细牙螺纹的六角凹头帽螺钉,NFE25176NFE25-176NFE25-176NFE25-175-2004有柄开槽无头螺钉,NFE25175NFE25-175NFE25-175NFE25-174-2004内六角凹端紧定螺钉,NFE25174NFE25-174NFE25-174NFE25-173-2004内六角圆柱端紧定螺钉,NFE25173NFE25-173NFE25-173NFE25-172-2004内六角锥端定位螺钉,NFE25172NFE25-172NFE25-172NFE25-171-2004内六角平端紧定螺钉,NFE25171NFE25-171NFE25-171NFE25-170-2004内六角孔量规,NFE25170NFE25-170NFE25-170NFE25-163-1992蝶形端开槽调整螺钉,NFE25163NFE25-163NFE25-163NFE25-162-1992长制动端开槽调整螺钉,NFE25162NFE25-162NFE25-162NFE25-161-1992锥端开槽调整螺钉,NFE25161NFE25-161NFE25-161NFE25-160-1992平端开槽调整螺钉,NFE25160NFE25-160NFE25-160NFE25-152-2001米、制细牙螺纹的六角头螺栓.A和B级产品,NFE25152NFE25-152NFE25-152NFE25-151-2001带米制细牙螺纹的六角头螺钉.A和B级产品,NFE25151NFE25-151NFE25-151NFE25-150-1998带普通垫圈的螺钉和垫圈组件.垫圈强度等级为200HV和300HV.,NFE25150NFE25-150NFE25-150NFE25-149-1998十字槽圆头螺钉,NFE25149NFE25-149NFE25-149NFE25-146-2004内六角孔沉头螺钉,NFE25146NFE25-146NFE25-146NFE25-145-1991紧固件.部分螺纹的电弧焊螺钉.符号SF,NFE25145NFE25-145NFE25-145NFE25-144-1991紧固件.全螺纹的电弧焊螺柱.符号SF,NFE25144NFE25-144NFE25-144NFE25-143-1991紧固件.电容贮能接触焊接螺柱.符号SD,NFE25143NFE25-143NFE25-143NFE25-142-1991紧固件.电阻焊金属螺钉.缩小钉头,NFE25142NFE25-142NFE25-142NFE25-141-1991紧固件.电阻焊接螺钉.大头.符号L.SR.,NFE25141NFE25-141NFE25-141NFE25-140-1994紧固件.电弧焊接螺柱加载.符号SA.尺寸和物理化学特性.拉制电弧焊接螺柱系统,NFE25140NFE25-140NFE25-140NFE25-139-1987紧固件.螺钉.带Z形十字槽和一字槽的盆头螺钉.A级产品.符号CBLZS,NFE25139NFE25-139NFE25-139NFE25-137-1986带槽的六角头螺钉.A级产品.符号HS,NFE25137NFE25-137NFE25-137NFE25-136-1986紧固件.螺纹杆.A和B级产品,NFE25136NFE25-136NFE25-136NFE25-135-1986紧固件.螺柱.A和B级产品,NFE25135NFE25-135NFE25-135NFE25-134-1987紧固件.螺旋千斤顶螺钉.带短圆柱轴止端的小四方头螺钉.A和B级产品.符号QZ,NFE25134NFE25-134NFE25-134NFE25-133-1987紧固件.螺旋千斤顶的螺钉.带长圆柱轴止端的小六角头螺钉.A和B级产品.符号HZ,NFE25133NFE25-133NFE25-133NFE25-132-1986带外搭接齿锁紧密封垫圈的螺钉.A级产品,NFE25132NF已投稿到:创业频道暂时无网友评论欢迎您加入阿里巴巴商人博客!在这里您将会结交更多商友,分享更多经验!得到更多推荐与展示的机会!博客宝贝先教您几招--《扩大知名度,巧用博客三板斧!》详情查看:发表评论请严格遵守相关法律,严禁恶意评论和垃圾评论博主信息(点此看大图)天瑞标准件山不在高,有仙则名。