1450VC轧机
1450酸轧轧机工艺讲解
主要设备组成有:开卷机、激光焊机、入口活套、破鳞拉矫机、 酸洗槽、漂洗槽、出口活套、圆盘剪、联机活套、五机架连轧 机、飞剪、卷取机及焊缝检测仪、张力辊、纠偏辊、测厚仪、 板型仪等。
中国二冶集团有限公司
轧机段主要设备介绍
五机架连轧机
卷取机
功能:改变带钢规格和改善板型。 参数:工作辊:450/390×1420mm
中国二冶集团有限公司
2#测厚仪:检测1#机架出口厚度,并及时1#机架 出口厚度情况反馈给1#轧机,以便1#轧机及时调整 辊缝和轧制力,以确保1#机架出口厚度满足目标要 求;
1#测厚仪和2#测厚仪分别起前馈和反馈作用,构 成闭环控制系统,以确保1#机架出口厚度满足目标 要求。
3#、4#测厚仪控制原理与1#、2#机架相同,最 终确保成品厚度满足目标要求。
中国二冶集团有限公司
张力计、板型仪功能说明
张力计:冷轧酸轧机组轧机段共6个张力计,见下图:
1#
2#
3#
4#
5#
速度方向
1#
2#
3#
4#
5#
6#
张力计:检测轧机入出口及机架间张力,以确保带钢稳定轧制, 其中6#张力计同时还起检测板形的功能,反馈轧后板形情况, 以便操作工及时调整。
冷轧机
支承辊S1-S5 1300/1150
1420 780 24930 低于0.002 低于0.002 圆柱形 60-65 合金锻钢
中国二冶集团有限公司
最大轧制力 最高轧制速度 轧制线标高
牌坊
中间辊窜动
弯辊与平衡装置
22000kN 1400m/min 1500mm 高:9695mm 宽:3170mm 厚:700mm 重:110 吨/单片牌坊 轧机综合刚度:450t/mm 单辊窜动力:Max 100 吨 窜动行程:300 mm 窜动精度:±1mm 工作辊弯辊力:正弯辊力:50t/轴承座,负弯辊力:35t/轴承座 中间辊弯辊力:正弯辊力:60t/轴承座 支撑辊平衡力:60t/轧辊
1450VC轧机的设计
目录摘要 ..................................................................................................................... 1Abstract .. (2)1绪论 (3)1.1四辊轧机的板形控制问题 (3)1.2六辊HC轧机的出现极其机构原理 (4)1.2.1 UHC轧机的特点 (7)1.2.2 纵观HC轧机的研制与应用,大体可分为下述三个阶段: (9)2 设备主要参数及计算 (12)2.1力能参数 (12)2.1.1 材料:热轧酸洗低碳钢带卷、紧卷,每卷焊缝不多于一个 (12)2.1.2 产品 (12)2.13六辊可逆式VC轧机 (12)2.2轧制力的计算 (12)2.2.1轧制压下规程的制定 (13)2.2.2轧制力计算 (13)2.3轧制力矩的计算 (19)3 六辊可逆式VC轧机 (23)3.1轧机主要技术参数 (23)3.1.1 辊系尺寸: (23)3.1.2压下及各部分油缸性能 (23)3.2上轧制线调整装置 (24)3.3机架主要尺寸 (24)3.4可逆式六辊VC轧机结构说明 (25)3.4.1 机架 (25)3.4.2轧辊轴承 (25)4 辊系受力分析 (27)4.1辊系受力分析 (27)4.1.1工作辊受力分析 (27)4.1.2中间辊受力分析 (28)4.1.3滚动摩擦力臂m的计算 (29)4.2偏心距的选择 (31)5 轧机主要零部件强度校验 (33)5.1轧辊轴承的强度校核 (33)5.1.1工作辊轴承 (33)5.1.2支撑辊轴承: (34)5.2轧辊强度的校验 (35)5.2.1工作辊强度校验 (35)5.2.2支撑辊强度校核: (37)5.2.3轧辊的接触应力校验 (38)6 机架的强度和刚度计算 (40)6.1 机架机架材料及许用应力 (40)6.2机架强度计算 (40)6.3对机架刚度的计算 (43)7 中间辊轴向的计算 (45)7.1中间辊轴向抽动距离S的确定 (45)7.2中间辊轴向抽动力: (45)7.3弯辊力得确定 (46)结论 (47)致谢 (48)参考文献 (49)摘要随着现代工业的发展,对金属板形的要求越来越高。
1450五机架UCMW冷连轧轧机简介解析
名称
型号
数量 供货 重量 备注
对中行程:
+/- 100 mm
精确度: 纠偏辊 压辊
+/- 1mm以内
Φ1200mm(包括15mm的聚氨酯外 壳)×1700mm
2
Φ280mm×1700mm
1
带钢对中液压缸:
Ф180/100 mm X 280 mm
1
压辊气缸:
Ф250/63 mm X 100 mm
2
3.04 轧机入口液压剪
名称
型号/参数
数量
供货 重量
备注
开口度
720-1740mm
液压马达
13.7 Mpa×Approx.67 r/min 1套
宽度调整速度 10mm/s(单侧)
垂直辊子
Φ100mm×300mm
每侧2个
3.06.2 Three Roll Bridle
类型:中间下压型 位置:1号轧机入口末端,装在轧机牌坊立柱间。 功能:通过液压压下中间辊,防止带钢在轧机入口跑偏。 中间辊的提升和降落是靠齿条齿轮同步机构实现同步。
辊颈轴承: 型号: φ245 mm/φ345 mm × 310 mm ,四列圆锥滚子 轴承; 厂家: KOYO, NSK, NTN 或同类轴承 单个轴承座重量:1003 kg/pc. 轧辊和轴承座装配后的总重: 5070 kg
3.07.3.2 中间辊轴承座
辊颈轴承: 型号: φ279.4 mm/φ393.7 mm × 320 mm ,四列圆锥滚子 轴承; 厂家: KOYO, NSK, NTN 或同类轴承 单个轴承座重量:1120 kg/pc. 轧辊和轴承座装配后的总重:6356 kg
压力测量: No.1 mill, Load cells No.2 --- No.5 mills, Pressure cells
热轧1450精轧机设备组成及原理简介

精轧机压下装置 • 3、上阶梯垫装置:
• 位于AGC液压缸与上支承辊之间,通过螺栓把合在AGC液 压缸上。每架轧机有1套上阶梯垫装置,阶梯垫窜动液压缸 安装在传动侧(行程600,一级行程150),2块阶梯垫中间 通过连杆铰接。4级高差,F1-F6高差80(F5-F6最后一级高 度(最厚一级)不采用,故而实际使用高差60)。
AdwF5-F6= h+(D F5-F6/2+ dF5-F6)-625
• 例 如: F1-F4 下工作辊 直径 720mm , 下支承辊 直径 1351mm 时,(d+D)/2=1395.5mm,按上表用第9阶梯垫, h=170mm。 • 下工作辊上辊面标高 : • AdwF1-F4=170+1395.5-755=+810.5mm
• 轧线标高的确定 轧线名义标高为+815mm,允许偏差为 ±5mm,标高A在+820~+810范围内(即下工作辊上辊面标 高),其参考点为车间地平面为±0。
精轧机下阶梯垫
• 轧线标高Adw与下阶梯垫厚度h、工作辊直径d和支承辊直 径D的关系为:(见上页附表)
• F1-F4
• F5-F6
AdwF1-F4= h+(D F1-F4/2+ dF1-F4)-755
精轧机压下装置
• 主要补偿工作辊重磨量,支承辊磨损后的调节靠人工在承 压垫板底部加垫板(垫板共3种,厚度分类:20、40、 50)。另上阶梯垫可以实现快速换辊(直接达到最薄厚度)
支承辊直径 1450~1410 1410~1370 1370~1330 1330~1300 垫板厚度 0(不采用垫板) 20 40(20+20) 50(20+20+10)
1450六辊轧机技术方案30万吨
宝生工程科技有限公司1450六辊冷轧机组项目技术方案宝生工程科技有限公司.电话:0316-*******传真:0316-*******地址:中国·河北大厂回族自治县工业园区邮编:065301一、机组工艺参数1.来料规格材质:普碳钢σ=360Mpa机械性能:最大屈服极限s3.0mm 厚度:1000-1250mm宽度:900)mm Φ1800~Φ卷径(内/外):Φ610/(25-30吨最大卷重:2.成品规格厚度:0.15-0.6mm宽度:1000-1250mm卷径(内/外):Φ610/(Φ1800~Φ900)mm最大卷重:25-30吨3.成品精度0.5mm以上纵向厚度偏差≤2%h,0.5mm以下纵向厚度公差±0.01mm. 板型精度:产品最大不平度允许值≤20I.主要技术参数4.1)轧制规格:1050/370/330*1450mm2)最大轧制压力:15000KN3)最大轧制力矩:100KN.m4)穿带速度:18m/min5)轧制速度:450m/min6)开卷张力:60-6KN7)卷取张力: 150-15KN8)最大卷取速度:480m/min9)工作辊单边弯辊力:350/210KN10)中间辊单边弯辊力: 350KN11)中间辊横移力: 550/350KN12)工作辊直径: 330-300 mm13)工作辊辊身长度: 1450 mm14)中间辊直径: 370-340 mm15)中间辊辊身长度: 1470 mm16)支承辊直径: 1050-980 mm17)支承辊辊身长度: 1300 mm18)中间辊横移量: 250 mm19)工作辊最大开口度: 20 mm20)开卷机卷筒轴向浮动量:±75 mm21)轧制线标高: +1000 mm115 mm轧制线标高调整行程:22).23)工艺润滑流量: 4500 L/min24)液压系统工作压力:平衡、弯辊、横移:12-15Mpa25)一般液压传动:10-12Mpa26)机组机械设备电器装机总容量:直流:4300KW;交流:260KW27)年产量:20万吨28)机架断面积:630mmX550mm29)机组机械设备外形尺寸(长*宽*标高)21*28*12m二、生产工艺流程原料→称重→上料→展卷→矫直→切头→牵引→对中→穿带→卷取→轧制→反向卷取→可逆轧制→切尾→卸卷→打包→运输→称重→入库三、机组设备组成及技术特征1、机组设备组成:机组设备由开卷机、上卷车、开头矫直机,左卷取机、上卸卷设备、(左)机前装置、1450mm六辊可逆冷轧机工作机列、(右)机后装置、右卷取机、上卸卷设备、助卷器等,配套的换辊系统及流体设备(液压、设备润滑、工艺润滑)和电仪系统有机组成的机、电、仪、液一体化的自动化成套设备。
1450轧机轧制工艺规程
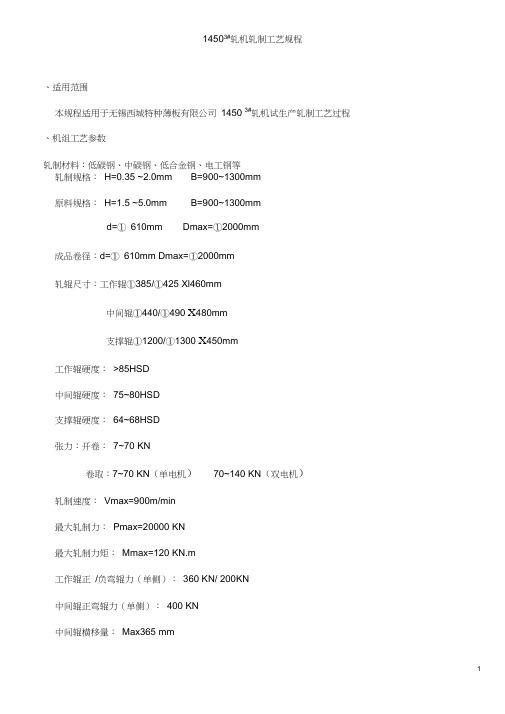
14503#轧机轧制工艺规程、适用范围本规程适用于无锡西城特种薄板有限公司1450 3#轧机试生产轧制工艺过程、机组工艺参数轧制材料:低碳钢、中碳钢、低合金钢、电工钢等轧制规格:H=0.35 ~2.0mm B=900~1300mm原料规格:H=1.5 ~5.0mm B=900~1300mmd=① 610mm Dmax=①2000mm成品卷径:d=① 610mm Dmax=①2000mm轧辊尺寸:工作辊①385/①425 Xl460mm中间辊①440/①490 X480mm支撑辊①1200/①1300 X450mm工作辊硬度:>85HSD中间辊硬度:75~80HSD支撑辊硬度:64~68HSD张力:开卷:7~70 KN卷取:7~70 KN(单电机)70~140 KN(双电机)轧制速度:Vmax=900m/min最大轧制力:Pmax=20000 KN最大轧制力矩:Mmax=120 KN.m工作辊正/负弯辊力(单侧):360 KN/ 200KN中间辊正弯辊力(单侧):400 KN中间辊横移量:Max365 mm主电机功率:Nmax=1197*4 KW= 4788 KW主电机转速:350/800 r/mi n 减速比:1.0588传动方式:双电机上、下工作辊单独传动三、轧制工艺规程3.1原料制度3.1.1化学成分低碳钢化学成分应符合下表规定其余化学元素:N2切.005% , Cu 0.15% , Cr0.08% , Ni 0.10%,也可供应符合上表规定的其他牌号钢种。
3.1.2尺寸精确性和均匀性3.1.3坯料表面质量钢带表面不得有气泡、结疤、裂纹、夹杂和其他对使用有害的缺陷,钢带卷不得有分层3.1.4工艺性能冷轧用坯料力学性能应符合下表规定321压下制度主要是依据设备能力、轧制要求,充分利用带钢塑性,并考虑加工硬化程度,用最少的道次,最大的压下量,分配道次加工量,以尽可能减少中间退火次数,轧出质量合格的产品,达到优质、高产、低成本,操作方便、可靠。
1450八辊轧机技术规格书(机械)
技术合同订造1030×1450八辊可逆冷轧机需方(甲方):供方(乙方):2010年7月1450偏八辊轧机技术附件说明1. 产品规范1.1. 坯料规格:经过酸洗(可切边或不切边)后的热轧钢卷1.1.1. 材料:不锈钢、普碳钢、低合金钢代表钢号:SUS201、SUS304、Q235、Q3451.1.2. 材料性能:σb=300~620N/mm σs=205~360N/mm²1.1.3. 厚度:1.8~3mm1.1.4. 宽度:800~1300mm1.1.5. 钢卷内径:Ø508mm1.1.6. 卷材外径:Ø900~Ø2100mm1.1.7. 最大卷重:25t1.2. 成品:1.2.1. 厚度:0.20~1.6mm1.2.2. 宽度:800~1300mm1.2.3. 卷材内径:Ø508mm1.2.4. 卷材外径:Ø900~Ø2100mm1.2.5. 最大卷重:25t2 .机组主要技术参数:(轧制方向-----从左至右)2.1 最大轧制压力: 16000kN2.2 最大轧制速度: 180m/min2.3 穿带速度: 30m/min2.4 最大卷取速度: 180m/min2.5 卷取张力:100~400kN2.6卷取机卷筒直径:(实心):φ610mm2.7 工作辊尺寸:φ160×1450mm2.8 中间辊尺寸:φ145×1400mm2.9 侧支承辊:φ260×1400mm2.10支承辊尺寸:φ1030×1400mm2.11压下装置:AGC液压压下2.12设备总功率:4500KW2.13总占地面积:22m×23m2.14简单工艺流程:原料→上卷鞍座→去捆带→上卷小车→开卷机→引料导板→压辊→转向辊→五辊直头机→引料导板→转向辊→压辊→去污张力压板→测厚仪→对中侧导辊→擦拭辊→隔水辊→机架内去污张力压板→主轧机→隔水辊→擦拭辊→对中侧导辊→测厚仪→去污张力压板→压辊→转向辊→引料导板→卷取机→天车吊运存放。
1450冷轧机组

1450冷轧机组电能质量综合治理方案目录一、综述 (3)二、典型的轧机电能质量测试数据分析 (4)三、本V 系列无源滤波器特点 (8)四、该轧机采用本系列无源电力滤波器后效果对比 (12)五、配电系统情况及电能质量治理分析 (17)六、推荐设备及治理目标 (17)七、推荐设备主要元器件配置表 (18)八、公司介绍及技术实力保证....................................错误!未定义书签。
九、售后服务计划........................................................错误!未定义书签。
1450可逆轧机电能质量综合治理方案一、综述冷轧机组是一种特殊的非线性冲击负荷,因为冷轧生产线的电气传动采用晶闸管可控整流,带动轧钢直流电动机,整流设备在运行过程中会产生大量的谐波,所以轧机在运行过程中会产生大量的谐波电流。
又因为轧机的特点是冲击性负荷,短时间内负荷电流从零增到很大,并且负荷的变化具有一定的周期性,因而会产生无功冲击并导致电压波动、闪变和功率因数降低等电能质量问题,降低供电系统的可靠性,并危害其他设备安全。
冷轧机引起谐波问题的危害性:1、对变压器的影响:谐波电流使铜损增加、漏磁增加;谐波电压使铁损增加;谐波造成噪声增大、温升提高。
2、对电力电缆的影响:谐波电流易过载,导致过热、破坏绝缘、集肤效应加大,特别是在电力系统三相不对称运行时,对中性点直接接地的供电系统线损的增加尤为显著。
3、对电动机的影响:谐波电流增加铜损、谐波电压增加铁损,谐波的功率造成机械效率减小,功率因数下降,有效转矩减小。
4、对控制系统的影响:电压零点漂移、线电压的不等、仪表仪器的指示不准,以致控制判断错误,甚至控制系统失控。
5、对通信设备的影响:谐波会产生感应电磁场,影响通信质量。
6、对电容器的影响:谐波对电容器的影响最为突出,据统计,电容器的损害危害中40%是因为谐波造成的。
1250轧机介绍
1250轧机介绍按轧制品种、轧机型式和公称尺寸来命名。
“公称尺寸”的原则对型材轧机而言,是以齿轮座人字齿轮节圆直径命名;初轧机则以轧辊公称直径命名;板带轧机是以工作轧辊辊身长度命名;钢管轧机以生产最大管径来命名。
有时也以轧机发明者的名字来命名(如森吉米尔轧机)。
本轧机适用于以铸轧卷材为坯料生产成品卷材,为板材精整和铝箔生产提供坯料。
本轧机轧制范围为来料厚度:max7mm,成品2.0—0.1mm的纯铝及铝合金。
整台轧机装机水平先进,操作维护方便可靠,可为用户带来良好的经济效益。
本公司拥有设计制造多台铝冷轧机及铝箔轧机的成熟经验,并可靠地保证该冷轧机的技术性能,保证整机的协调。
主要技术参数(1)轧机形式:四重不可逆式冷轧机轧辊尺寸:工作辊:φ320mm×1300mm支承辊:φ750mm×1250mm轧辊表面最大速度: 200 m/min穿带速度: 18 m/min压下率: 20~50%前滑值: 0~15%压下形式:液压压上轧制力: max 600t轧制力矩: max 7.5t.m主电机: z500-2a 340kw 44v 350/1000rpm开卷机电机:z4-315-11 98kw 400v 360/1200rpm 卷取机电机:z4-280-31 2x80kw 400v 450/1400rpm 机列方向:从到 (以操作侧看板材流动方向) (2)轧制材料1000系列,3000系列,8011,5052(3)坯料规格宽度: 800~1100 mm650(5052)厚度: 7mm卷重: max6000kg(带套筒)卷材内径:φ510mm(不带套筒时)φ505mm(带套筒时指套筒内径)卷材外径:φ1700mm(最大)φ800(最小)(4)成品规格宽度: 750~1050 mm(切边)厚度: 0.1~2mm卷重: max6000kg(带套筒,不切边)卷材外径:φ1700mm(最大)套筒尺寸:φ505/φ565×1250 mm(5)轧制速度轧辊表面速度: max200m/min开卷速度: max180m/min卷取速度: max230m/min速度变化率:±0.2%(在最大速度时)(6)张力开卷张力: max8000kgf min370kg卷取张力: max8000kgf min200kg张力变化率:±5%额定张力(加减速时)±2%额定张力(稳态时)(7)轧辊冷却能力: max2200 l/min冷却剂:矿物油(8)公用设施ac380v, 50hz 3相ac220v, 50hz单相压缩空气:大于0.58mpa(6kgf/cm2)冷却水:大于0.147mpa(1.5kgf/cm2)实现金属轧制过程的设备。
1450轧机技术附件
2.5.4 计算结果 可逆轧机产量计算如下: 普碳钢
原料厚 厚度 度 mm mm
平均厚 度 mm
平均宽 度 mm
卷重 t
小时 产量 t/h
总产量 比例
t
%
轧制 时间 h
2.2
0.21~≤ 0.3
0.3
1000 20 27.2 30000 15
1102
2.2
0.21~≤ 0.3
0.3
1250 25 29.9 30000 15
轧制力 P,KN 9440 9220 10290 8387
轧制力矩 M,KN-m 114 90 77 38
轧制功率 KW 4078 4555 4570 2954
轧制时间 t,s 187 191 239 230
纯轧时间:14.12 min. 加减速时间:2min. 上卸卷时间:10min. 小时产量:55 t/h
张力:Max.60 kN
传动电机功率:618kW×1 台(直流)
3、 轧机前后卷取机
卷筒:φ610mm
速度:≤640m/min. (张力:Max.170 kN)
速度:≥600m/min. (张力:Max.125 kN)
传动电机功率:1000kW×2 台(直流)
1450 板带轧机技术附件
2.4 产品大纲
道次
1 2 3 4 5
入口厚度 H,mm 2.2
出口厚度 h,mm 1.4 0.9 0.6 0.38 0.30
道次压缩率 ε% 36 35 33 36 21
轧制速度 V, m/s 5 10 12 15 15
前张力 TF,KN 170 110 70 45 36
后张力 TB,KN 80 170 110 70 45
1450六辊冷轧机(600m)

高速高精度宽带1450mm六辊可逆冷轧机组技术附件机组速度:600m/min唐山宏德伟业实业有限公司2010年6月目录1 附件一概述及工艺描述……………………………………2 附件二机组设备技术描述…………………………………3 附件三电气自动化描述及马达表…………………………4 附件四设计和设备分交……………………………………5 附件五供方提供技术资料的范围、进度…………………6 附件六需方提供技术资料的范围、进度…………………7 附件七外购标准件及生产厂家……………………………8 附件八设备安装与调试……………………………………9 附件九售后服务……………………………………………附件一概述及工艺描述目录1 概述………………………………………………………………2 机组主要工艺参数………………………………………………3 机组工艺流程……………………………………………………4装机水平…………………………………………………………5 主要电机功率……………………………………………………1. 概述1450毫米六辊可逆冷轧机组是在常温状态下,将材质为普通碳素钢和低合金优质钢,厚度为2.0~3.0mm的经过酸洗后的热轧带卷,经过若干道次的轧制,使其成为具有所需厚度、表面粗糙度的各种规格的冷轧带卷。
2 . 机组主要工艺参数2.1 原料状态:经过酸洗(可切边或不切边)后的热轧钢卷。
2.1.1 原料材质:低碳钢、中碳钢。
代表钢号:Q195、Q215、Q2352.1.2 厚度: 1.0~3.0mm2.1.3 宽度:1000~1250mm2.1.4 卷材内径:φ508mm/φ610mm2.1.5 卷材外径:φ1000~φ2000mm(设计考虑φ2100mm)2.1.6 最大卷重:28t2.2 成品:2.2.1 厚度:0.25~1.5mm2.2.2 宽度:800~1000mm2.2.3 卷材内径:φ508mm2.2.4 卷材外径:φ1000~φ1800mm(设计考虑φ2100mm)2.2.5 最大卷重:28t(设备能力)2.3 成品纵向厚度偏差:稳态轧制:1.5% h;加减速轧制:2%h;。
1450轧机操作规程

郑州市华驰薄板科技有限公司1450轧机操作规程———————————————————————————————编号:编写:审批:版号:发布日期:2006年10月10 实施日期:2006年10月20日1450轧机操作规程一、工艺流程(酸洗)热轧原料卷→检查准备→上卷→开卷→对中→夹送→矫直→切头→穿带→卷取→压下→建张→单向轧制→切尾→重复可逆轧制→卸卷→打捆→标记→入库二、工艺技术参数2.1 原料规格及技术要求钢种:08Al、低碳钢、SPHC、SPHD、SPHE、SS400.入口厚度:2.75~4mm入口宽度:900~1250mm最大外径:Φ1900mm内径:Φ610mm/Φ900mm最大卷重:25t最小内径:Φ1000mm技术要求:表面质量、尺寸规格及精度,化学成份等均应满足“热轧钢带技术标准”(内控)及相应GB要求。
2.2 成品规格及技术要求成品厚度:0.25-1.0 mm成品宽度:900~1250mm最大外径:Φ1900mm公称内径:Φ510/Φ1000-Φ1900mm最大卷重:25t厚度公差:≤ 0.3mm时±10um;≥0.30mm时±3﹪.2.3 轧机轧制速度:0~468~1050m/ min最大开卷速度:400m/min穿带速度:30m/min主电机型号 Z710-4B功率(DC) 1250KW*4=5000 KW660V 450/1000r.p.m卷取电机:1000KW*2=2000 KW(单边)开卷机功率:510KW压下方式:液压压上最大轧制力:≤ 15000 KN最大轧制力矩:110KN.M油缸最大承载量:10000*2 KN油缸行程:150mm油缸最大工作压力:21Mpa支承辊规格:Φ1190~Φ1250×1350mm中间辊规格:Φ415~Φ450×1450mm工作辊规格:Φ370~Φ400×1450mm中间辊横移量:200 mm工作辊最大开口度:20mm联合减速机中心距:2*1100mm(550+550)联合减速比:1.2牌坊断面:68cm*60cm=4080cm2开卷张力: 80~8KN卷取张力: 170~17KN (V≤640 m/min、速比:2.46) 100~10KN (V≥640 m/min、速比:1.48) 开卷卷筒直径: Φ560 –Φ620(正圆Φ610)卷取卷筒直径:Φ510~Φ495 (正圆Φ510)最大卷取速度:1000m/min钳口开口度: 10 mm工作辊最大弯辊力:正弯:375t 负弯:280t(单边)中间辊最大弯辊力:正弯:450t中间辊横移力:680/430KN传动方式:传动上下工作辊压下型式:液压压上轧机刚度: 300N/mm2轧制线标高: 1000mm轧机总重量: 560 吨冷却介质:乳化液工艺润滑最大流量:6300L/ min液压系统工作压力:0.5Mpa液压AGC: 21-25Mpa弯辊、横移、CPC: 12-18 Mpa普通液压传动:10 Mpa机械设备电器装机总容量直流 9510KW交流 900KW最大换辊重量 43吨(下支持辊装置)最大件重量 83吨(牌坊)机组外形尺寸 23.522*26.202*(6.1/-6.5)m年产量: 20万吨/年三、机组的技术水平1全数字直流调速,可控硅供电,机组PLC控制2全液压压下,AGC厚度控制3工作辊正负弯、中间辊正弯调节,中间辊横移预设定及轧辊分段冷却冷却辊控制板型。
热轧1450轧机设备组成及原理简介共30页文档
热轧1450轧机设备组成及原理简介
1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
1450生产线简介
k)采用带高位水箱的层流冷却装置,层流冷却装置分粗调区 和精调区,控制开启的喷水组数和调节水量,保证精确的 卷取温度; l)卷取机前面设有全液压式侧导板,带短行程控制功能,保 证带钢严格地对中,改善卷形; m)采用三助卷辊全液压式的地下卷取机,卷筒为无级涨缩式, 助卷辊具有自动踏步控制(AJC)功能,防止内层钢卷在 较大的压力下被带钢头部挤压造成压痕,保证卷取质量; n)卷取机后设有钢卷自动打捆,便于钢卷的储存和运输; o)从板坯上料开始至钢卷运输全过程实现计算机自动控制和 生产管理,自动化系统分为基础自动化系统(一级)、过 程控制计算机系统(二级); p)主辅传动全部采用交流调速装置,维护量小,效率高。
6.主要工艺特点
a)为节省能源和降低生产运行成本,实现最大限度地节能, 采用直接热装轧制(DHCR)的方式。连铸和热轧毗邻布置, 以利于缩短工序间工艺流程,实现直接连接和组织一贯制 管理的连续化生产; b)轧线除设有高压水粗除鳞、精除鳞外,在粗轧机立辊前和 水平辊轧机后也设有除磷点,保证将板坯和中间坯表面的 氧化铁皮清除干净,改善带钢表面质量; c)具有能力强大的四辊粗轧机,四辊轧机设有电动压下+液 压微调液压缸,可提高中间坯厚度精度,纠正镰刀弯。粗 轧机附属的立辊轧机采用全液压压下,具有AWC和SSC功能, 可提高宽度控制精度,减少头尾失宽,提高成材率;
生产线设备组成设备名称数量单位精轧机组6架预留f7生产主要钢种碳素结构钢优质碳素结构钢低合金结构钢焊接结构用耐候钢汽车大梁用钢焊接气瓶用钢花纹钢板集装箱用钢高耐候结构钢管线钢以及供冷轧的中低牌号无取向硅钢超低碳钢if等
吉林钢铁 1450热带钢连轧机介绍
轧钢项目部
钢铁生产的主要流程
(1) 烧结厂对外购的矿粉经过粗加工,生产出球团矿、烧 结矿。 (2) 由焦化厂将焦煤产制成焦炭。 (3) 由炼铁厂将焦化厂、烧结厂的产品进行炼制,炼成铁 水,为供给炼钢厂的原料。 (4) 炼钢厂接到炼铁的铁水后经过转炉、炉外精炼等工艺 送给炼钢厂的连铸车间,由连铸车间将精炼后的钢水浇铸 成连铸板坯供轧钢厂使用。 (5) 轧钢厂将炼钢连铸生产出的板坯进行加热、轧制后形 成我厂最终产品—钢卷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计说明书
G RADUATE D ESIGN
设计题目:1450VC轧机
学生姓名:
专业班级:
学院:
指导教师:本设计包含说明书及CAD图纸QQ229780692
2007年06月22日
目录
摘要 ..................................................................................... 错误!未定义书签。
Abstract ........................................................................................ 错误!未定义书签。
1绪论 .......................................................................................... 错误!未定义书签。
1.1四辊轧机的板形控制问题 ........................................... 错误!未定义书签。
1.2六辊HC轧机的出现极其机构原理 ............................. 错误!未定义书签。
1.2.1 UHC轧机的特点................................................. 错误!未定义书签。
1.2.2 纵观HC轧机的研制与应用,大体可分为下述三个阶段:错误!
未定义书签。
2 设备主要参数及计算 ........................................................... 错误!未定义书签。
2.1力能参数 ................................................................. 错误!未定义书签。
2.1.1 材料:热轧酸洗低碳钢带卷、紧卷,每卷焊缝不多于一个错误!
未定义书签。
2.1.2 产品 ..................................................................... 错误!未定义书签。
2.13六辊可逆式VC轧机............................................ 错误!未定义书签。
2.2轧制力的计算 ......................................................... 错误!未定义书签。
2.2.1轧制压下规程的制定 .......................................... 错误!未定义书签。
2.2.2轧制力计算 .......................................................... 错误!未定义书签。
2.3轧制力矩的计算 ..................................................... 错误!未定义书签。
3 六辊可逆式VC轧机 ............................................................. 错误!未定义书签。
3.1轧机主要技术参数 ................................................. 错误!未定义书签。
3.1.1 辊系尺寸: ......................................................... 错误!未定义书签。
3.1.2压下及各部分油缸性能 ...................................... 错误!未定义书签。
3.2上轧制线调整装置 ................................................. 错误!未定义书签。
3.3机架主要尺寸 ......................................................... 错误!未定义书签。
3.4可逆式六辊VC轧机结构说明.............................. 错误!未定义书签。
3.4.1 机架 ..................................................................... 错误!未定义书签。
3.4.2轧辊轴承 .............................................................. 错误!未定义书签。
4 辊系受力分析 ....................................................................... 错误!未定义书签。
4.1辊系受力分析 ......................................................... 错误!未定义书签。
4.1.1工作辊受力分析 .................................................. 错误!未定义书签。
4.1.2中间辊受力分析 .................................................. 错误!未定义书签。
4.1.3滚动摩擦力臂m的计算..................................... 错误!未定义书签。
4.2偏心距的选择 ............................................................... 错误!未定义书签。
5 轧机主要零部件强度校验 ................................................... 错误!未定义书签。
5.1轧辊轴承的强度校核 ................................................... 错误!未定义书签。
5.1.1工作辊轴承 .......................................................... 错误!未定义书签。
5.1.2支撑辊轴承: ...................................................... 错误!未定义书签。
5.2轧辊强度的校验 ........................................................... 错误!未定义书签。
5.2.1工作辊强度校验 .................................................. 错误!未定义书签。
5.2.2支撑辊强度校核: .............................................. 错误!未定义书签。
5.2.3轧辊的接触应力校验 .......................................... 错误!未定义书签。
6 机架的强度和刚度计算 ....................................................... 错误!未定义书签。
6.1 机架机架材料及许用应力 .......................................... 错误!未定义书签。
6.2机架强度计算 ............................................................... 错误!未定义书签。
6.3对机架刚度的计算 ....................................................... 错误!未定义书签。
7 中间辊轴向的计算 ............................................................... 错误!未定义书签。
7.1中间辊轴向抽动距离S的确定............................. 错误!未定义书签。
7.2中间辊轴向抽动力: ............................................. 错误!未定义书签。
7.3弯辊力得确定 ......................................................... 错误!未定义书签。
结论 ......................................................................................... 错误!未定义书签。
致谢 ......................................................................................... 错误!未定义书签。
参考文献 ..................................................................................... 错误!未定义书签。