注塑粘模取出器
注塑模具设计结构篇--注塑模脱模系统的设计培训
29
30
31
4.推块脱模机构 对于端面平直的无孔塑件,或仅带有小孔的塑件,为保证塑件在模具打开 时能留到动模一侧,一般都把型腔安排在动模一侧,如果塑件表面不希望留下 推杆痕迹,必须采用推块机构推推塑件,如图4-86所示。对于齿轮类或一些带 有凸缘的制品,如果采用推杆推出容易变形或者是采用推板推出容易使制品粘 附模具时,也需采用推块作为推出零件。推动推块的推杆如果用螺纹连接在推 块上,则复位杆可以与推杆安装在同一块固定板上,如图4-86(a)所示。如果 推块与推杆无螺纹连接,必须采用图4-86(b)所示的复位方法。推块实际上成 为型腔底板或构成形腔底面大部分,推件运动的配合间隙既要小于溢料间隙, 又不产生过大的摩擦磨损,这就对配合面间的加工,特别是非圆形推块的配合 面提出很高要求,常常要在装配时研磨。
一次推出机构 塑件在推出零件的作用下,通过一次推出动作,就能将塑件全部脱出。 这种类型的脱模机构即为一次推出机构,也称为简单脱模机构。它是最常见 的,也是应用最广的一种脱模机构。一般有以下几种形式。
8
1.推杆脱模机构 (1) 机构组成和动作原理 推杆脱模是最典型的一次推出机构,它结构简单,制造容易且维修方便, 其机构组成和动作原理如图4-76所示。它是由推杆1、推杆固定板2、推板导套 3、推板导柱4、推杆垫板5、拉料杆6、复位杆7和限位钉8等所组成的。推杆、 拉料杆、复位杆都装在推杆固定板2上,然后用螺钉将推杆固定板和推杆垫板 连接固定成一个整体,当模具打开并达到一定距离后,注塑机上的机床推杆将 模具的推出机构挡住,使其停止随动模一起的移动,而动模部分还在继续移动 后退,于是塑件连同浇注系统一起从动模中脱出。合模时,复位杆首先与定模 分型面相接触,使推出机构与动模产生相反方向的相对移动。模具完全闭合后, 推出机构便回复到了初始的位置(由限位钉8保证最终停止位置)。
注塑缺陷总结(含产品缺陷、模具缺陷)
起皮
• 起皮:。
原因: • 1、原料不良。 • 2、混料,不能熔融。 • 3、水口料掺太多。 • 4、水口料多次回用,降解。
碳化
• 碳化:烧焦、“胶屎”。
原因: • 1、加热温度太高(特别是热嘴、浇口处)。 • 2、加热时间太长。 • 3、模具局部排气不良。
料花
• 料花:制品表面或侧面出现类似“气冲花”不同光泽的小 片
水口拉断不良
• 水口剪切不良:水口拉断后不平、突出,通常称“水口位 突出、水口位高”。
原因: • 1、水口太厚,难剪断。 • 2、水口截面不是平面,弧面难以剪平。 • 3、拉断部位尺寸太大,拉断后不平。 • 4、连接水口部位产品胶位薄,易拉裂。
(水口、产品)出模不顺
• 出模不顺 原因: • 1、顶出行程不够,不能完全脱出。 • 2、牛角结构不合理,弹性不够。 • 3、牛角位于三叉位置,顶断。 • 4、抛光不够,粘断。 • 5、再生料,易断。 • 6、有倒扣结构。 • 7、抛光不良,产品出模向一侧偏移,使另一侧不能脱模。 • 8、皮纹太深。 • 9、骨位、柱位等太深,出模斜度太小。
1、产品缺陷
变形
• • • • • • • • 变形:弯曲、扭曲、翘曲、不平。 原因: 1、保压压力过大,内应力大,出模后24h内变形大。 2、冷却不均匀,导致翘曲。 3、浇口位置不合理,进浇量不均匀,应力集中。 4、出模时局部粘模导致拉变形。 5、模具型腔变形(抛光变形)。 6、顶出结构不合理,顶针未下在包紧力最大处,顶出变 形。
发白/拉白Blushing
• 发白:产品在脱模时局部受力处发白(颜色偏白),常见 有“边发白、扣位发白、柱位发白、拖白”。 原因: • 1、出模时产品包斜顶,顶出后扣位拉白。 • 2、抛光不良,局部粘模,出模轻微变形,粘模部位拉白。 • 3、顶出布局不合理,出模轻微变形造成拉白。 • 4、顶针板变形或注塑机顶棍长度不一,造成顶出不平衡 而产生拉白。
海天注塑机器操作说明书
电脑全自动塑料注射成型机操作说明书型号: TT-160B(配弘讯A62I5Color 电脑)中国北方工业集团总公司北京泰坦塑料机械有限公司香港泰坦塑料机械有限公司地址: 北京市通县半壁店街北口地址: 香港荃湾白田霸街5-21号,嘉力一号工业中心,A座16楼24室感谢阁下使用泰坦注塑机!泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速冷却后形成塑料制品。
泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公司的生产要求。
为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提供非常详细的技术资料。
贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。
祝阁下生意兴隆!出厂编号出厂日期:2007 年5月目录安全性说明不安全的因素.安...全规.......则.........本...机所...具 ...... 备...的 ... 安全...设施..................警...告..标.志说2明.................技术参数代号说明...........动...力及...其 ...... 它...部分...........锁...模部...........分...........射...台部...........分..........机器的安装机器的起吊...............机...器的...安 ...... 装...地基图...............校...水 . 平...及机.. 身清理..............电源接线 .........................冷...却........................水 .........................注...油............................ 及...润滑 .........................机...器. 的...操.. 作...空间 .........................机...器运...行.的...自...然环境和条7件 .......................7操作机器的一般常识.........机器的启动和停止 ..................................................... 启动前的工作8 .. (8)机器的启动 (8)机器的停止 (8)动作循环顺序表 ..........................................机...器自...动模...式... 的操作说8明 ..........................................可...预.见性9误用 ......................................... (10)5 电脑控制系统的调试 (11)操作画面的说明.......................................................................................画...面..........的选12择.......................................................................................主 .机画.面..的设13定 .........................................如何..设定开关模.1..4 (14)如何设定托模 (15)如何设定射出 (16)如何设定射出储料功能 (17)如何设定中子 (18)如何设定温度 (20)如何进行其它设定 (21)如何使用监测 (22) (26)如何设定参数 (34)如何设定模具资料 (37)版本信息 (40)参数表 .........................................参数二 (46)参数三 (48)警报说明及故障排除 ...................................................................................... 机器的例行检查 ......................................... .压...力 ..........53油 ............... .机...器 的...保....... ... 53 养 ...............537 液压系统的维修 ............................... ................................ 液 ......... 压.5系4统的概况 ...............54 液压系统的工作循环表 ...........................................液...压... 系统原5理4如何显示纪录 (24).4..3..4350机器的保养 .....................................................53图...........................................液...压阀...块介55绍.......................................... (56)8 电器系统的维修 (57)电器控制系统的一般说明...........................................行..程开57关位置及作用.......................................... (58).A..C...控制.原理图58 (59)9 液压系统零件清单 (60)1 安全性说明不安全的因素1. 动模板与定模板之间, 是最大的风险区, 由于动模板的移动速度快; 互相间夹持的力量大,操作者经常进入此风险区拿取制品,所以很容易造成剪切,挤压等危险。
pom注塑

POM注塑简介POM(聚甲醛)是一种工程塑料,具有优异的机械性能和耐腐蚀性能。
POM材料在工业领域广泛应用,其中注塑成型是常见的加工方式之一。
本文将介绍POM注塑的基本原理、工艺流程和应用领域。
基本原理注塑是一种将熔化的塑料材料注入模具中,通过冷却凝固后,获得所需形状的工艺过程。
POM注塑基本原理如下:1.塑料熔融:将POM颗粒加热至熔融状态,形成熔融POM。
2.模具闭合:将模具关闭,形成一个封闭的腔体。
3.注塑射出:通过注射机将熔融POM注入模具腔体,填充整个腔体。
4.冷却固化:等待注塑料在模具中冷却,凝固成为固态POM。
5.开模脱模:打开模具,将成型的POM制品取出。
工艺流程POM注塑的工艺流程包括以下几个主要步骤:1.原料处理:将POM颗粒进行烘干处理,去除其中的湿气,确保注塑过程中的材料质量。
2.注塑机调试:根据POM的特性,设置合适的注塑参数,包括温度、压力、速度等。
3.模具准备:选择合适的模具,并进行清洁和润滑处理,确保模具的表面光洁,不粘附杂质。
4.开模调试:注塑机将熔融POM注入模具腔体后,待冷却后试模。
根据试模结果,调整注塑参数,保证产品质量。
5.批量生产:进行连续的注塑生产,根据产品需求调整模具和注塑机的工作参数。
6.品质检验:对注塑成型的POM制品进行检查,检测其尺寸、外观、物理性能等指标。
7.包装出货:对合格的POM制品进行包装,并按照客户要求进行出货。
应用领域POM注塑成型的制品广泛应用于以下领域:1.汽车工业:POM制品在汽车配件中的应用较为常见。
比如,雨刮器零部件、变速器组件、燃油系统零部件等。
2.电子电器:POM制品在电子电器领域有广泛的应用,如插座、电器开关、接触器等。
3.医疗器械:由于POM具有较好的生物相容性和耐腐蚀性,因此在医疗器械制造中也得到广泛应用,如注射器、手术器械等。
4.机械设备:POM制品在机械设备中用作传动、连接和固定零部件,如轴承、齿轮、活塞等。
注塑机工作原理

注塑机工作原理引言概述:注塑机是一种常用的塑料加工设备,广泛应用于塑料制品的生产创造过程中。
它通过将塑料颗粒加热融化后注入模具中,经过冷却凝固成型,最终得到所需的塑料制品。
注塑机的工作原理十分复杂,下面将详细介绍其工作原理。
一、加料与熔化1.1 加料:首先,将塑料颗粒放入注塑机的料斗中,通过螺杆推动将塑料颗粒送入加热筒中。
1.2 加热:加热筒中设置有加热器,将塑料颗粒加热至其熔点以上,使其融化成为粘稠的熔融塑料。
1.3 搅拌:在加热的过程中,螺杆会不断旋转搅拌熔融的塑料,确保塑料均匀加热并达到均匀的熔化状态。
二、注射与压力2.1 注射:一旦塑料达到熔化状态,注塑机的射出机构会将熔融塑料注入模具中,填充模具的空腔。
2.2 压力:通过射出机构的压力,使熔融塑料充分填充模具的每一个细节和角落,确保最终成型的塑料制品质量。
2.3 注射速度控制:通过控制射出机构的速度,可以调节塑料注入模具的速度和压力,以满足不同制品的生产需求。
三、冷却与固化3.1 冷却:一旦塑料填充模具完成,模具会通过冷却系统降低温度,使熔融塑料快速冷却固化。
3.2 固化时间:不同的塑料材料具有不同的固化时间,需要根据具体的材料特性来确定冷却时间,以确保塑料制品的质量。
3.3 冷却系统:注塑机通常配备有冷却系统,可以通过冷却水循环来快速冷却模具和塑料,提高生产效率。
四、开模与脱模4.1 开模:当塑料制品冷却固化后,模具会打开,将成型的塑料制品从模具中取出。
4.2 脱模:通常需要采用脱模机构来辅助将塑料制品从模具中取出,确保成型的塑料制品完整无损。
4.3 模具结构:模具的结构设计也影响着开模和脱模的效果,需要根据具体的塑料制品来设计合适的模具结构。
五、循环再生5.1 废料回收:在生产过程中产生的废料可以通过再生粉碎机进行回收处理,再次加入注塑机中进行再生利用。
5.2 环保节能:循环再生可以减少原材料的浪费,降低生产成本,同时也有利于环境保护和节能减排。
日语工业用语1

工業用語成形機(せいけいき)注塑机取出し機(とりだしき)机械手、产品取出机乾燥機(かんそうき)干燥箱ホッパードライヤ料(漏)斗干燥器ガス・インジェクション吹气成形、气辅成形スクリュー螺丝、螺杆、螺旋スクリューヘッド螺杆头ジョイント接头、接缝、接合フィーダー送料(加料)器コンパウンド化合物、混炼料ブレンド混合、调合ミキサー混合器、搅拌器ミキシング混合、搅拌クーリングタワー冷却塔チラー冷水机、冷水装置バンドヒーター加热圈、热器带熱電対(ねつでんつい)热电偶ノズル射嘴、喷嘴ノズルヘッド喷嘴头タイバー拉杆、拉扛タイバー間隔(~かんかく)拉杆间隔リミットスイッチ限位(限制)开关操作スイッチ(そうさ~)操作开关操作ガイド操作指南制御盤(せいぎょばん)控制盘、控制器押出し機(おしだしき)挤塑机、押出机押出し挤塑ブロー成形機吹塑机ブロー成形吹塑シャープ高感度、锋利ソフト低感度プログラム制御程序控制プロセス工艺、工序、过程インジェクトバイザー注塑工艺程序控制装置インジェクトロール注塑程序控制装置結晶性高分子(けっしょうせいこうぶんし)结晶性聚合物ポリマー聚合物成形条件(~じょうけん)注塑条件成形サイクル注塑周期精密成形(せいみつ~)精密成形金型取付(かながたとりつけ)安装模具、上模型卸(かたおろし)落模、下模-低圧型締め(~かたじめ)低压锁模背圧(はいあつ)背压、返压型締力(かたじめりょく)合模力、锁模力型締圧力(~あつりょく)锁模压力型締ストローク合模行程型締装置(~そうち)锁模装置型開き(かたびらき)开模型閉じ合模射出量注塑量計量ストローク计量行程インサート嵌入、嵌件肉厚(にくあつ)胶厚、壁厚可塑化(かそか)塑化熱分解(ねつぶんかい)热分解収縮(しゅうしゅく)收缩樹脂(じゅし)树脂プラスチック塑料、塑胶制品ラバー橡胶マスターバッチ色母、注胶料パウダー色粉、粉末ドライカラー色粉、干色粉ペレット粒、塑胶粒ガラス繊維(~せんい)玻璃纤维ホース管、软管アニール退火、热处理オーバーパッキング过分填充型傷(かたきず)模伤、模痕ダメージ损坏、损伤引け(ひけ)缩水、收缩ショートショット充填不足、欠料バリ毛边、披峰糸バリ(いと~)胶丝コールドスラグ冷料、早凝料コールドスラグウエル冷料井凍結(とうけつ)冷凝下塗り底漆上塗り面漆油圧押出(~おしだし)液压顶出、油压脱模油圧ポンプ液压泵油圧モータ液压马达エアコンプレッサー空气压缩机、空压机エアーレギュレーター空气调节装置エアーハイドロブースター空气水利助推器油漏れ(あぶらもれ)漏油-オイルタンク油箱、油槽ピストン活塞エアシリンダー气缸アラーム报警安全ドア(安全~)安全门非常停止(ひじょうていし)紧急停止色変え(いろかえ)换色パージ材(~ざい)清机胶料、过料樹脂温度(じゅしおんど)胶料温度型温(かたおん)模温ヒートアップ升温、升热空打ち(からうち)空打、空射胶離型(りけい)脱模離型剤(りけいざい)脱模剂防錆剤(ぼうせいざい)防锈剂抜けない(ぬけない)粘模、无法脱模ショット注、射、啤、冲击ゲート浇口センターゲート中心浇口スプルーランナー注口、流道料クリアランス间隔、余隔スプルー主流道、注(塑)口エアベント散气孔、通风口ガス抜き排气、散气マシニングセンター加工中心万能フライス盤铣床、锣床平面研削盤(へいめんけんさくばん)平面磨床ワイヤーカット线切割窒化鋼(ちっかこう)氮化钢窒素ガス(ちっそ~)氮气窒化処理(ちっかしょり)氮化处理チタン钛アニーリング退火シルバー银白、银痕フローマーク流纹エェルド溶接线、结合线フラッシュ料花、焊瘤、毛口、溢料油汚れ(あぶらよごれ)油污、油渍打痕(だこん)打痕、击伤割れ(われ)/ヒビ裂、开裂ジェッテング气纹、喷射反り(そり)翘曲、外倾、弯曲曲がり(まがり)弯曲捩れ(ねじれ)扭曲-色斑(いろむら)颜色不均匀偏肉(へんにく)壁厚不均匀気泡(きほう)气泡、空洞、空隙縞(しま)条纹染み(しみ)污垢、污点剥がれ(はがれ)脱落、剥落捲れ(めくれ)翻卷浮き(うき)浮起ネジバカ螺丝滑牙員数不足(いんずうふそく)员数不足、欠品振れ(ふれ)跳动度、偏心、振摆、偏转、偏斜、偏差収縮膨張(~ぼうちょう)收缩膨胀勘合不良(かんごうふりょう)嵌合不良、装配不良内部応力(ないぶ~)内应力段取り(だんどり)安排、准备ショットカウンタ生产数计数器リセットする重新计数サポートプレート托板サポートピラ撑头プーラーロック拉塞プーラーボルト拉杆取付板(とりつけいた)工字板、水口板ボトムプレート底板リターン回针、回流ガイドピン导柱、导向栓ガイドブッシュ导套、导管、导销衬套ダイ模具、动模、移动模板、板牙ダイプレート模板、载模板、印模モジュール模块、模件、模数吊ボルト(つり~)吊环螺栓クーレン起重机、吊车、天车フック勾、吊勾プリハード鋼预加硬钢電極(でんきょく)焊条、电极入れ子(いれこ)镶件スライド行位、滑块勾配(こうばい)斜度、斜面抜き勾配脱模斜度ガイドピン导向柱スリーブピン丝筒针角ピン(かく~)方顶针傾斜突出し(けいしゃつきだし)斜顶针キャビティ模腔、前模、上模コア模心、后模、下模-取数(とりすう)取数、模腔数ロケットリング定位环(圈)Oリング O环、胶圈(模具水管处)肉付け(にくづけ)加胶肉盗み(にくぬすみ)减胶型改造(かたかいぞう)改模(因设变修理)型修正(かたしゅうせい)模具修理ストッパー挡块、浇口塞棒活门ストリッパー推板、脱模板、剥皮器敷板(しきいた)垫板モールドベース模胚型構造(かたこうぞう)模具构造、模具结构インプット输入断面図(だんめんず)剖面图キャドデータ CAD数据二次元データ(にじげん~)平面图数据ソフトウェア软件、程序系统略図(りゃくず)草图抜き方向(ぬきほうこう)出模方向抜き勾配(ぬきこうばい)出模斜度ピッチ间距、齿距テーパー锥形、圆锥、斜度、锥度アンダーカット倒扣、下切、凹槽ワイヤー钢丝、散热片、网膜鑢(やすり)锉刀油砥石(あぶらといし)油石サンドペーパー砂纸メインエアー主气流メッシュ筛号、网状物メッシュベルト网状传送带シボ蚀纹ダイャカット钻石纹ローレット滚花纹、刻痕ブラスト喷沙、喷砂器ホットランナー热流道溶接棒(~ぼう)焊条、电焊条アルゴンアーク溶接氩弧焊トーチバーナ喷燃烧器、火焰燃烧器ゲートブッシュ浇口衬套ダイレクトゲート直接浇口、直接门マルチゲート复式浇口ファンゲート扇形浇口フィルムゲート扇形浇口、片门ジャンプゲート搭接浇口-ゲートバランス浇口平衡水管(すいかん)水管、运水湯溜り(ゆたまり)散水、浇口杯冷却回路(れいきゃくかいろ)冷却回路、运水モデリング模型制造モックアップ模型、原尺寸模型、样机手作りサンプル(てづくり~)手板、手工样品モジュール模数、模量、模件ギア齿轮、连锁装置、传动装置はすば歯車(~はぐるま)螺旋齿轮ソリッド整体的、固体フロッピー磁盘、软盘バージョン种类、形式、版本読み込み(よみこみ)读取読み出し(よみだし)读出データの読取(~よみとり)读数2枚(3枚)プレート两(三)板模オフセット偏移、失调型割り(かたわり)分模割り型(わりかた)对开式模具スライドコア滑动模心ルーズコア活动模心ルーズモールド活动模具突出し(つきだし)顶出エジェクタピン斜顶、凸销ゲート方式水口方式トンネルゲート隧道式浇口、浅水口ピンポイント针孔形浇口、细水口サイドゲート侧水口、大水口ダイセット模座、模架レベラー校平器、整平滚、矫平机フィーダー送料器、加料器絞り(しぼり)拉伸バーリング去毛刺総抜き(そうぬき)複合抜き落とし(ぬきおとし)落料、冲孔曲げ(まげ)折弯ベンド折弯、弯曲箱曲げ箱弯曲L曲げ L折弯V曲げ V折弯穴あけ(あな~)/パンチング冲孔、钻孔抜き冲压、抽去逃げ(にげ)避空-カシメ铆接タップ丝锥、排放、旋塞、龙头、〈电〉分接抽头ダイス板牙リーマー通し(~とおし)铰孔リーマー通し(~とおし)铰刀、扩孔器グラインダー砂轮机、磨床バレル滚筒バレル仕上げ滚筒抛光メッキ电镀真空メッキ(しんくう~)真空电镀真空蒸着(~じょうちゃく)真空电镀、真空沉积クロムメッキ镀鉻亜鉛メッキ(あえん~)镀锌メンテナンス维护、保养、维修ダイカスト压铸焼結(しょうけつ)/シンタリング烧结モンキ活动扳手クランプ夹具(固定模具用)開く(ひらく)打开、读出文件(软件)開けない(ひらけない)打不开、读不出進捗状況(しんちょくじょうきょう)进度状况仕上げ(しあげ)抛光、磨光順送(じゅんそう)级进単発(たんぱつ)单冲パッキングプレート垫板パンチ冲压机、冲头、凸模、冲床、(办公)打孔机パンチ・プレス冲孔机組立(くみたて)/アッセンブリ组装、装配組立ユニット装配组件組立工数(~こうすう)装配工数生産ライン生产线、拉线セル方式(~ほうしき)单人装配コンベア传送带U字ラインU形生产线コンデンサ电容器ダイオード二极管発光ダイオード(はっこう~)发光二极管トランジスター晶体管液晶ディスプレー液晶显示器センサー传感器リレー继电器コネクター连接器、插座トランス变压器ブレカー断路器-ブザー蜂鸣器ドライバー螺丝刀、起子電動ドライバー电动螺丝刀、电批ネジ/スクリュー螺丝ワッシャー垫圈(片)Eリング卡环半田(はんだ)焊锡、软钎料錫(すず)锡アース地线、接地足踏みスイッチ(あしぶみ~)脚踏开关端子(たんし)端子端子台(~だい)端子板スクラップ废铁、废料、废渣防錆剤(ぼうせいざい)防锈剂ダレ塌边、塌角カエリ反边、毛刺シンナー天那水、稀薄剂トリクレン三氯乙烯脱脂剂三価クロム 3价铬六価クロム 6价铬脱脂(だっし)脫脂、去油有害物(ゆうがいぶつ)有害物カット切割板金(ばんきん)板金切断(せつだん)切斷、割斷鉄板(てっぱん)铁板シルバートップ镀锌板板厚(いたあつ)板厚コイル卷材幅きり(はば~)片材クリアランス间隙マッチング接口、匹配、对比フィルム菲林、胶片シルク印刷(~いんさつ)丝印パット印刷移印ホットスタンプ烫印インク印字油墨受入検査(うけいれ~)验收、受入检查抜取検査(ぬきとり~)抽检全数検査(ぜんすう~)全检目視検査(もくし~)目视检查外観検査(がいかん~)外观检查パトロール検査巡检測定器(そくていき)测量仪-目盛り(めもり)刻度、分度メモリー存储、记忆投影機(とうえいき)投影机ラベル标签、标贴バーコード条纹码、条码マイラー胶片、聚酯树脂カウンター计数器カウンター法计数法タイマー定时器デジタル数字(的)、数码コンセント插座、插口プラグ插头、塞子、衬套、销子、插销ランプ灯点灯(てんとう)点灯、灯亮ヒューズ保险丝電源コード(でんげん~)电源线ワイヤーハーネス电线导线ビニールテープ绝缘带異音(いおん)/ノイズ杂音、噪音、异音デシベル分贝(声强单位)直列(ちょくれつ)串联並列(へいれつ)并联クラッチ离合器、连轴器ソレノイドコイル电磁线圈、螺管线圈静電防止(~ぼうし)防静电ファンモータ风扇马达グリース润滑油塗布(とふ)涂油木目付け(もくめつけ)木纹加工サンプル样品、样板、样本限度見本(げんどみほん)限度样品承認サンプル承认样品バラツキ不稳定、波动バランス平衡、均衡検知(けんち)检测チェックポイント检验(重)点テェック漏れ漏检マイクロ千分尺スモールテスト百分表トルクゲージ扭力计スケール刻度尺スコア直角尺巻尺(まきじゃく)卷尺ピンゲージ柱规-シックネスゲージ塞片、测厚计分度器(ぶんどき)角度机テンションゲージ张力计、张力传感器インジケータ千分表、指示器硬度計(こうどけい)硬度计テスター万用表定盤(じょうばん)平台、平板Vブロック V形块ブロックゲージ方块规ダイヤルゲージ千分表、百分表、千分表、针式千分尺データ数据データシート数据单パラメータ参数パレット卡板仕切り(しきり)刀卡通い箱(かよいばこ)周转箱プラダン折叠式周转箱コンテナ集装箱、塑料周转箱ポリ袋(~ぶくろ)胶袋ロープ线、绳子ハンドリフト手推叉车台車(だいしゃ)台车棚卸(たなおろし)盘点デッドストック死库存、积压品支給品(しきゅうひん)支给品購入品(こうにゅうひん)采购品リードタイム交货期、定货期、采购期间艶面(つやめん)光面、光泽面シボ面蚀纹面摺動面(しゅうどうめん)滑动面フィードバック反馈コミュニケーション信息、通知、传达通関手続き(~てつづき)报关手续EDI通関电子报关コンテナ車货柜车フィート英尺パッキングリスト装箱单リスト/清単(ちんだん)清单無木質証明書(むもくしつ~)无木质包装证明书木箱(きばこ)木箱ライセンス批文、许可転廠(てんしょう)转厂輸入枠进口指标アンバランス不平衡-書類提出递单請求書(せいきゅうしょ)请款单、发票デポジット订金、保证金、沉淀物支払条件(~じょうけん)付款条件月末締め(げつまつじめ)月结休日出勤(きゅうじつしゅっきん)加班(节假日)二交代(にこうたい)两班制昼勤(ひるきん)白班夜勤(やきん)夜班人件費(じんけんひ)人工费償却費(しょうきゃくひ)折旧费アワーチャージ加工费、工时费為替レート(かわせ~)汇率付き物(つきもの)附属物逸品(いっぴん)珍品メジャー米尺ヘルメット安全帽手袋手套ベレトスリング吊钩ノコ歯ピッチ锯齿齿距メタルソーパイプ锯片管材曲げ型弯曲模締め型夹模押さえ型导模ローラー滚柱、滚轮、压路机、墨滚エジェクターガイドブッシュ顶出导套(起摸用的装置)エジェクタースリーブ顶出套エジェクタープレート顶出板ディスタンススペーさー垫模块エジェクターロッド顶出杆プリセットマシン(マシーン)自动还刀设备、翻板机、翻盘机ナット締め機螺母紧固记ラジアルボール盤反射式钻床エアレス高压涂料ダイアフラムポンプ隔膜泵コンプレッサ空压机空気タンク/エアータンク储气罐ロボット机械手、机器人ベローズシールポンプ风箱式密封泵サーキュレーション循环フローコントロールバルブ流量控制阀掛け率售价与进价比值、原价与折价比值マ-キング划线、标记、贴商标、打印センター(もみつけ)中心(定中心、中心定位)-テストピース试(焊)件冷却水ポンプ・チラ冷却水泵・冷风装置ショットブラスト喷丸处理、喷砂处理ミリポアチェック微孔检测(器)メモリーハイコーダをセットする设定数据记录仪カーソル压力数值线マニホールドプラグ拨气口セレクトスイッチ选择开关防塵キャップ・防塵ビニール防尘罩・防尘塑料膜工数(花费的)工时アイナット吊環螺母アイボルト吊环螺钉合いマーク对准表记アウトライン轮廓アウトライン大纲亜鉛ジップ扩散、锌电亜鉛めっき鋼板锌钢板アーク切断电弧切割アークサブレッサ电弧抑制器アークサブレッサ用コンデンサ电弧抑制电容器アークサブレッサ用抵抗器电弧抑制电阻器アーク接触子引弧补助触点アクセサリ补助的、次要的圧延鋼轧制钢頭なし溝付ネジ无头带槽定位螺钉頭なし六角穴付ネジ内六角紧定螺钉圧着端子压接端子圧縮荷重压缩载荷圧縮バネ压(缩弹)簧、压力弹簧丸穴圆孔スロッタ加工穴打孔穴ぐり加工穴扩孔ドリル加工穴(钻)孔穴あけ开孔穴(パンチ)冲孔穴ぐり扩孔穴径孔径油遮断器油断路器油入変圧器油浸变压器アブソーバー吸收器、吸收体、减震器アーマチュアコイル电枢线圈アーム杆、杠杆、支架、臂、柄アルゴン溶接弧焊(ガラスの)泡气眼-アンカーボルト地脚螺栓イギリス・スパナ活动扳手、活(络)扳手イコライザー均衡器、均值器、均压器板バネ板簧一次側回路断路器一次电路切断开关一次側電圧原边电压一次側電流原边电流印加電圧外加电压インサイドノギス内径(游标)尺インサイドマイクロメーター内径千分尺、内径测微仪印刷配線印刷电路インターナショナルギヤー内尺轮、齿圈インターナショナルピニオン内尺轮、齿圈インターロック连锁、互锁、结合、连结インターロック機構连锁装置インターロックレバー连锁杆インターロック板连锁板インターロックスイッチ连锁开关インターロック穴连锁槽インチング微动インチねじ英制螺纹インナー・レース内环インパクトレンチ机动扳手インバーター变换器(变流器、变频器、变压器)インバーター反用换流器、到相器、反相器、到换器、逆变器(由直流变交流)ウィットねじ威氏螺纹植込みボルト双头螺栓植込みボルト朱螺栓ウェルダー焊机、焊接装置ウェルド焊接、焊缝打抜き冲载、冲切、冲孔、打孔埋め金铸金属エア作動气动エキセントリック偏心的、偏心轮、偏心器、偏心圆液体抵抗器液体电阻器エコノマイザー降压变压器エポキシ樹脂环树脂円周ピッチ周节円すいねじ圆锥螺纹延長レール延长钢轨エンド・プレート端(面)板、底板、端盖、封头オイルシール油封オイルレス无油式、无油的応急復旧紧急修复、紧急复位-応力除去应力消除応力腐食割れ应力腐蚀裂纹大口電力巨大电功率、强大电力(100千瓦以上)押さえねじ紧固螺钉押しねじ止动螺钉雄ねじ螺栓オプショナル・パーツ任选零件オリフィス锐孔オー(O)リング O形密封圈温度勾配温度倾斜外型模套介在(物)杂物外作外协(加工)外作部品外协(加工)件、外购件界磁開閉器励磁开关潰食侵蚀、渍蚀外注依存度外订购依靠度、外订货依赖率回転真空ポンプ旋转式空气缩机回転シャフト旋转轴ガイドアングル导向角ガイド溝导向槽ガイドホール导向孔ガイド板导板ガイドブロック导块ガイドフレーム导承框ガイドレール导轨開閉能力断开能力開閉サージ开关(时)浪涌、开关(时)冲击開閉遮断電流开关截止电流開路状態断路状态開路動作断路动作開路バネ断开弹簧開路時間断开时间かぎボルト(钩)状螺栓かくネジ方螺栓かくブローチ方孔拉刀加減ボルト调整螺钉加減ネジ调整螺栓加減ナット调整螺母かさ歯車伞齿轮かしめナット自锁螺母過剰品質额外质量ガスシールド气体保护ガス充填充气-ガス切断气割ガス遮断機气体断路器形鋼型钢型鍛造模锻型鋳造模铸型加工模具加工架台框、架、框架、(构)架、机架活線作業带电作业可動導体可动导体可動接触子活动接头可動電極可动电极稼動率运转率、实际作业率、实动率可変抵抗器可变电阻、可变阻力カム・フォローワー凸轮从动件カラー轴环、柱环、套环、圈カレント流、电流、流动、气动間隔片塞块、间隔板貫通形変流器贯通变流器キー溝楔槽キー座楔子機械削り机械切削工作機械机床危険角度临界角危険荷重危险载荷気中開閉器空气开关気中遮断機空气断路器気中コロナ空气中电晕キック反冲、突跳キャッチ门扣、(挡)住、促住キャノンプラグ圆柱形插头キャパシター电容器ギャップ・ゲージ厚薄规、间隙规キャブタイヤコード橡皮绝缘线キューピクル(配电装置的)密封配电盘、隔离配电盘供試体试样極間极距局部ひずみ局部变形、局部应变局部焼入れ局部淬伙局部焼鈍し局部退伙曲率半径曲率半径許容負荷容许负载許容トルク许用转矩切替レバー转换手柄切替レンジ转换量程-切替ノブ转换旋(钮)切替操作变换操作切替時間换向时间切欠き缺口、切口切欠き効果切口(应力集中)效应切り込み切深、吃刀深度KH(キロヘルツ)千赫KV(キロボルト)千伏KVA(キロボルトアンペア)千伏安KW(キロワット)千瓦KWH(キロワットアワー)千瓦小时緊急トリップ紧急断开銀接触银接点、银触点金属被膜金属被覆层金属コネクタ金属结合管、金属插头空気工具气动工具くぎ打ち钉钉子くぎ抜き起钉子鎖車链轮口出し線引出线、引线駆動トルク驱动力矩組立職場装配车间組立ゲージ组合量规組立治具装配夹具グラインディング磨削、研磨グラインド磨、研磨グラウンディング接地、接地装置クラッディング包层、包覆クラッド金属包层クラッド鋼包覆钢クランク軸曲轴グランドパッキン压盖填料、压盖密封グリースアップ加油、注油グリース除去排出黄油、排油、除油クロスバー横臂、横梁計器(ゲージ)规、表、计、测量仪表、量规、测量計器(メーター)计、仪表、表、测量仪表、计数器、米経年変化时效变化、老化削り仕上げ切削加工結線図连结图、接线图欠相缺相欠相保護缺相保护ゲッタ吸气剂、收气剂、吸气器、收气器月間手入(每月定期检修)月修理-ケーブル电(缆)、多心导线、被覆线検電装置验电装置研磨バレル滚(研)磨限界ゲージ极限(量)规限界ねじゲージ极限螺纹量规減磁减磁、去磁、退磁限時継電器定时继电器、限时继电器限流ヒューズ限流熔丝コイル抵抗线圈电阻コイル絶縁线圈绝缘コイルばね螺旋弹簧工作ジグ装配架工作油切削油片側公差单面公差両側公差两侧公差公称電圧公称电压、标称电压、额定电压公称値标称值、公称值、额定值孔食点腐蚀高張力ボルト高拉力拴光度发光强度購買仕様采购规格後備遮断機备用断路器小口電力小额用电擦れ面摩擦面固着剤粘合剂コーティング涂料、包覆、涂覆固定具夹具、工件夹具固定ねじ固定螺钉、锁紧螺钉、定位螺钉固定ピン固定锁固定ベース固定底座コート涂层、镀层、套コード码、代码、电码コード塞绳、软线コード・コネクタ软(连接)接头、软线接头コーナーウエルド角(接)焊缝コーナーカット切角コネクション・スクリュー连接螺钉コネクションボックス分线箱、接线箱コネクタ结合管、对管、连接器、终接器コネクタパイプ连管コネクタピン塞子、插头、插销コネクタプラグ塞子、插头、插销コネクティングフランジ连接用凸缘、连接(用)法兰コネクティングリンク连结杆-コネクティングロッド连杆コネクティングロッド・ピン连杆销ゴムオー・リング橡皮O形密封圈ゴムガスケット橡皮填密片個別アセンブリ单独汇编個別原価計算单個品种成本计算、单件成本计算個別生産单件生产ころがり軸受滚动轴承コンパウンド化合物、複合物、混合物、複合、混合コンパウンドコイル複合线圈コンパウンドブッシング充填绝缘物套管コンビネーションスイッチ组合开关裁断値断路值再投入再次接通、再闭再投入時間再闭合时间再起電圧再闪击电压再点弧電圧再起弧电压サイドプレート侧板サイドギヤ半轴齿轮、侧面齿轮サージサブレッサ电压峰值限制器、电压峰值抑制器サージアブソーバ过(电)压吸收器、浪涌吸收器サージ電圧浪涌电压、冲击电压、脉冲电压サージ電流浪涌电流サージインピーダンス浪涌阻抗、波阻抗サーマル・リレー热动继电器、热敏继电器三相四線式三相四线制三相交流三相交流、三相交变电流仕上げ記号精加工符号、光洁度符号仕上げ代加工余量四角ナット方螺母四角ボルト方螺栓磁気極性磁极性磁気遮断器磁吹(焊弧)断路器磁気吹消遮断器磁吹(焊弧)断路器磁気碍子瓷绝缘子、电瓷瓶軸スリーブ轴套軸受轴承、支承軸ブッシュ轴承衬ジグ夹具、钻模、规尺、导向尺ジグ・プレート夹具板、钻模板ジグ・ボーリング・マシン座标镗床シクネス・ゲージ厚薄规、间隙规シーケンス開路时序电路、程序电路シール密封、气密、油密-シール用コンパウンド密封的化合物シールド効果密封的效应試験成績表试验结果表試験番号试验序号資材回転率材料周转率試作機样机支持碍子支承绝缘子支持金止销、定位销支持枠支承(构)架支持フレーム支架、支座ジスコン分开、解开、切断、切断下塗り底涂下塗り塗料底涂料始動トルク起动扭(转)矩しぼり(加工)拉深、深冲加工しまりばめ静配合締め付け板压板締め付け代过盈量締め付けトルク安装扭矩、安装力矩締め付けナット夹紧螺母、紧固螺母締め付けボルト夹紧螺(栓)、紧固螺(栓)締め付けネジ夹紧螺(栓)、紧固螺(栓)釈放電圧释放电压、断开电压主端子主电路端子、主电路接头手動トリップ手动解扣、手动跳闸、手动脱扣手動投入操作手动合闸操作、手动接通、手动闭合手動復帰手动复位ジョイントカップリング万向接头ジョイントバー连接杆ジョイントパイプ接合管ジョイントピン连接销ジョイントプレート连接板、接合板ジョイントボルト连接螺(栓)仕様書说明书、规格明细仕様値规格值、标准值照会询问、查询照合校对、核对、对証、对照承認図批准图、承认图焼損防止防烧坏自在スパナ活扳手、万能螺旋扳手自在継手万向接头磁束磁通(量)磁束密度磁通(量)密度実験データ实验资料、实验数据-ジブ・クレーン臂架起重机ジャンパー跳线、跨接片、跨接线自己保持開路自保电路自己潤滑軸受自润滑轴承定盤平台、平板消費電力电力消耗心金心轴、心棒真空コンタクタ真空接触器、真空开关真空バルブ真空灭弧室真空開閉器(柱上)杆上真空开关浸漬塗装浸渍浸漬メッキ浸涂浸炭密化渗碳密化浸炭焼入渗碳淬火芯だし定心、找中心、找正芯だし对中心、定心水準器水平仪、水准仪スイッチボックス配电箱スイッチボード配电盘スイッチレバー开关手柄、开关杆スイッチギア交流电力主电路设备水平引出し水平位移すきまゲージ塞尺、厚薄规、间隙规、游隙测量规すきま腐食裂隙(隙间)腐触すきみゲージ塞尺、厚薄规、间隙规スコア角尺、直角尺スケール・アウト超过尺寸范围進み小電流超前小电流スタッド双头螺栓、柱状螺栓スタート・ストップ・ボタン起停按钮スタンプ印记、标记、压花ステー支柱、支板、锁紧片ストッパー制动器、限制器、定程器ストッパーねじ紧定螺钉、止动螺钉ストップ・ボタン停止按钮、止动按钮ストレンゲージ应变仪、应变计、应变规、应变片ストローク冲程、行程ストロークリミット行程极限、行程范围スナップ・スイッチ快速(断开)开关、速断开关スナップ・リング开口环、弹性挡环スパイラル螺旋、螺线、卷线、螺旋管スパン跨度、跨矩、径间、间矩、间隔、期间スピンドル轴、主轴、心轴スピンドルオイル锭油-スプライン花键スプリング弹簧、发条、钢板(弹簧)スプリング・コイル簧圈スプリング・ピン弹簧销スプリング・ワッシャー弹簧垫圈スプリング掛弹簧挂钩スプール卷线筒、线轴、卷轴スプロケット链轮、扣链齿、扣齿スペーサー衬垫、衬套、隔板、隔片、调整垫スペース・ヒーター间隔加热器、空间加热器スペア・パーツ备品、备件スペア・パーツリスト备件表滑り軸受滑动轴承滑り軸受スリーブ滑动轴承套滑り接触滑动接触隅板角板、角撑板、加固板隅肉角焊缝隅肉溶接角焊スライダック滑动式变压器スラスト推力、轴向力、推进力スラストベアリング推力轴承、止推轴承摺り合せ滑配合、配刮、配研寸法許容差尺寸许用极限寸法補助線尺寸界线寸法測定尺寸测量寸法リミット尺寸范围呼び寸法公称尺寸実寸法实际尺寸全長寸法全长尺寸ぜい化脆化、变脆ぜい性破壊脆性断裂、脆性破坏成型絶縁物摸制绝缘子、摸压绝缘制品成型絶縁材料摸制绝缘材料製造仕様生产规格絶縁隔壁绝缘隔层絶縁耐力绝缘强度、介电强度絶縁抵抗绝缘电阻接触スプリング接触压力弹簧接触抵抗接点电阻、接触电阻接触子触头、接点、触点接続プラグ接线塞子接着粘结、胶接、附着、接合接着剤结合剂、粘着剂、粘结剂接着力粘附力、粘接力、结合力-設備保全设备维护保养説明プレート明细标示牌、标牌セメンチング胶接、胶结、粘接せん断剪断、剪切閃絡闪络、飞弧騒音レベル声音级騒音レベル噪声级操業度操作率、运行率、生产能力利用率総組立図总装(配)图操作コイル操作线圈操作ハンドル操作把手操作レバー操作杆送電系統输电系统、传输系统送電容量输电(容)量、输电能力測定端子测量端子測定具测定工具、量具測定箇所测量点側面フレーム侧面框架ソケット插口、插座、接套素子单元、元件、成分、要素、元素ソレノイド螺线管、圆筒形线圈ソレノイド操作电子操作ダイオード二极管タイプテスト定型试验、形式试验、典型试验タイミング同步、计时、定时タイミングリレー定时继电器、延时继电器タイムアウト超时、时间已过タイムアップ时间已到ダイヤル・ゲージ时滞、时延タイアップ联合、合作代案代替方案第一角法第一象限投影法第三角法第三象限投影法ダイキャスト压铸、压力铸造、模铸対地絶縁距離对地绝缘距离対地電圧对地电压耐アーク性耐电弧性耐圧防爆型耐压防爆性耐寒性グリース耐寒形润滑脂、低温润滑脂耐候試験耐气候试验耐震構造抗震结构耐久試験疲劳实验耐電圧試験耐压试验耐薬品性抗化学药品性、耐药品性-ダクト粉尘、灰尘、尘埃ダストカバー防尘罩出入ネジ取防栓、放入栓出入ハンドル取放把手、放入把手多心ケーブル多股电缆タッピング自丝タッピングねじ自攻螺钉タップ丝锥、龙头、〈电〉分接抽头タップあな螺孔ダッシュ・ポット缓冲器ターニング旋转、转、变向タレット旋盤六角车床たわみ弯、弯曲短絡保護短路电流保护チェッキング抑制、抑止、校对、校验チェックポイント检测点、检查部位チェックマーク检验记号、校验表志遅延リレー延迟继电器畜勢畜能着脱装卸、离合チャージ装入、充电、电荷、充气、负荷、畜能、价钱チャージ・モーター畜能马达チャタリング振动、间歇电震、跳跃限象中電圧中间电压注脚柱基、注脚、基脚中空円筒中空圆筒鳥かん図鸟瞰图ちょう型ナット螺形螺母直列串联、串行、直列直列抵抗串联电阻直列リアクトル串联扼流圈地絡事故接地故障チョッパ切碎机、断续装置、交流变换器つかれ限度疲劳极限つかれ破壊疲劳破坏、疲劳断裂つかれ変形疲劳变形付き合せ面对接面継手接头、接缝、连接、耦联、耦合、联接器、分接器、联轴节、耦合器継手ピン连接销、接合销継目连接部分、接头部分、接缝、焊缝継目無管无缝管筒型ヒューズ熔丝管、保险丝管つりあげ装置起重装置つり金具起吊链钩-つり手吊钩吊耳吊环つる巻コイル螺旋线图定位制御静定调节、定位控制定格遮断電流额定断路电流定格遮断時間额定断路时间定格遮断容量额定断路容量、额定遮断功率定格投入電圧额定接通电流定格電力额定功率ディスコン分开、解开、切断ディスチャージ放电、放电的、放出、排出定着固定TIG溶接惰性气体保护金属极弧焊手押し車手推车適正クリアランス适宜间隙、合理间隙デザイン构思、设计、打样、图案デザイン・レビュー设计评论テスター试验器、测试器、测定器、电路检验器テストモード试验方法テーパーねじ锥纹テーパーピン锥销テーパーリーマー锥形铰刀テーパーシャンク・ドリル锥柄钻头テープ带、线带、布带、绝缘带、(黄)胶带デルタ接続三角形接线点線虚线、点线添付図面附带图、图面添付品附带备品、附件電界电场電解研磨电解抛光電気アーク炉电弧炉電気組立品电器部件電気導体导电体電気溶接电焊電動機三相三相感应电动机電動機単相单相感应电动机電流計电流表、安培计電力計瓦特计、功率计電力量計电度表、瓦时计電力定格额定功率投入合闸、接通、闭合、闭路投入コイル闭合线圈、合闸线圈投入時間(無負荷)闭合时间、合闸时间投入状態接通状态-投入電流接通电流動作回数动作计数動作回数計动作计数器動作試験运转试验通しボルト贯穿螺栓、双头连接螺栓トグル肘节、肘板、扭力臂トグルスイッチ搬扭开关、跳动式小开关、扭型小开关時計まわり顺时针旋转溶け込み(深さ)熔深、焊透(深度)塗装涂漆、喷漆塗装回数涂漆次数塗装下地涂底漆トーチ焊矩、焊枪、割矩トーチランプ喷灯突入電流冲击电流ドッキング相接止め座がね止动垫圈、放松垫圈止めナット锁紧螺母、放松螺母止めネジ固定螺定、定位螺定トラフ槽、沟、(波)谷、电缆槽取り合い配合、搭合トリガ触发电路、闸柄、制轮、掣板、扳机トリップ解扣、解脱、跳闸、松开トリップ・コイル解口线圈、跳闸线圈、解脱线圈取り外し折卸取り外す卸下、取下、取出トルク转矩、扭矩トルク・レンチ扭矩扳手、扭力扳手トルク値转矩值トレンチ电缆沟、沟道、地沟ナイフスイッチ闸刀开关中ぐり镫、镫削ならし運転跑合运转ならし運転跑合运转、试运转溝付きナット带槽螺母止めナット锁紧螺母、放松螺母並目ねじ标准螺纹軟鋼软钢、低碳钢難燃材难燃材料、防火材料二次回路次级电路、副边电路、二次电路二次故障二次故障、连累故障、间接故障二次電流二次电流、次级电路电流、次级线圈电流二次電圧次级电压、副边电压ニッパー钳、夹、夹子、剪钳。
注塑产品实验报告
一、实验目的本次实验旨在通过注塑成型工艺,对某种塑料材料进行成型实验,了解注塑成型过程中的关键参数对产品质量的影响,掌握注塑工艺的调整方法,提高注塑产品的合格率。
二、实验原理注塑成型是一种将热塑性塑料或热固性塑料通过注塑机注入模具,在模具内冷却固化后得到所需形状的塑料制品的成型方法。
注塑成型过程中,塑料熔体的温度、压力、流速等参数对产品质量具有重要影响。
三、实验材料1. 塑料材料:聚丙烯(PP)2. 模具:注塑模具3. 注塑机:国产注塑机4. 辅助设备:温度控制器、压力控制器、流速控制器等四、实验步骤1. 准备工作(1)检查注塑机、模具、辅助设备等是否正常;(2)将塑料材料放入料斗,调整料斗温度;(3)检查模具温度,确保模具温度稳定;(4)调整注塑机参数,包括注射压力、保压压力、注射速度、保压时间等。
2. 注塑成型(1)开启注塑机,将熔融塑料注入模具;(2)观察注塑过程中的压力、温度、流速等参数,及时调整;(3)当塑料熔体在模具内冷却固化后,取出注塑产品;(4)检查注塑产品的外观、尺寸、性能等是否符合要求。
3. 数据记录与分析(1)记录实验过程中各参数的设置值;(2)对注塑产品进行外观、尺寸、性能等方面的检测;(3)分析实验数据,找出影响产品质量的关键因素。
五、实验结果与分析1. 外观检测注塑产品的外观应光滑、无气泡、无变形、无粘模等缺陷。
通过观察实验结果,发现注塑产品的外观质量良好,符合要求。
2. 尺寸检测注塑产品的尺寸应符合模具设计要求。
通过测量实验结果,发现注塑产品的尺寸误差在允许范围内,符合要求。
3. 性能检测注塑产品的性能应符合设计要求。
通过实验,发现注塑产品的性能指标如下:(1)拉伸强度:≥30MPa;(2)弯曲强度:≥50MPa;(3)冲击强度:≥5kJ/m2;(4)热变形温度:≥100℃。
分析实验数据,得出以下结论:(1)注射压力、保压压力、注射速度等参数对注塑产品质量有显著影响;(2)调整模具温度、料斗温度等参数对注塑产品质量有重要影响;(3)注塑成型过程中,应严格控制各参数,以确保产品质量。
注塑机

1。
欧洲注塑机品牌:恩格尔engel(奥地利)耐司特(瑞士)德国的有很多,巴顿菲尔battenfeld,克劳斯玛菲(KRAUSS-MAFFEI),德玛格demag,米拉克龙,雅宝(arburg),新德多(意大利)BOY。
欣欣那提(美国)REMU,SIG。
哈斯基husky主要是热流道2。
日本注塑机品牌:日精nissei,日钢jsw,发那科fanuc,宇部,东洋toyo,东芝toshiba,川口KAWAGUCHI,三菱mitsubishi,住友sumitomo,新泻niigata,沙迪克(Sodick),菱屋,3。
韩国及台湾注塑机品牌:宇进,LG,台湾亚塑,台湾震雄,台中精机,全立发,富强鑫,超群,华嵘,义展,舜展,TMC,群基,南嵘,今机,宗伟,华钦,精机,联塑,台塑,4。
香港注塑机品牌:仁兴,力劲,震雄,华大,亿利达,恒生,奥克兰[倒闭],宝源[倒闭],业勤[倒闭],百特灵[倒闭],5。
国产注塑机品牌:震德,海天,佳明,伊之密,上海纪威,上海光塑,格兰,博创,宏大,王牌,东方,涌太,海泰,精力,力马,宏天,宏太,利广,弘力,海星,海鹰,海达,涌江,三顺,金星,浙江塑机总厂,柳塑,申达,双马,三元,海明,海雄,胜岳。
注塑机工作原理:注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。
取出塑件后又再闭模,进行下一个循环。
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。
分别进行注射过程动作、加料动作、注射压力、注射速度、顶出型式的选择,料筒各段温度的监控,注射压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及保通用卧式注塑机证制品具有一定的密度和尺寸公差)。
注塑模具冷流道系统设计手册(1)
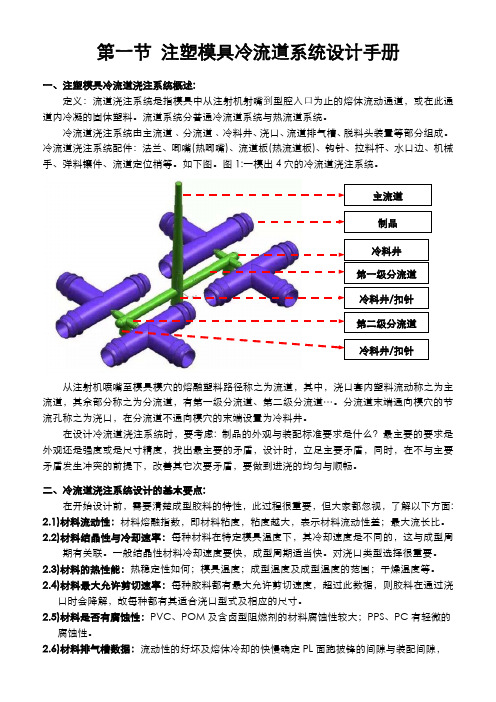
第一节 注塑模具冷流道系统设计手册一、注塑模具冷流道浇注系统概述:定义:流道浇注系统是指模具中从注射机射嘴到型腔入口为止的熔体流动通道,或在此通道内冷凝的固体塑料。
流道系统分普通冷流道系统与热流道系统。
冷流道浇注系统由主流道﹑分流道﹑冷料井、浇口、流道排气槽、脱料头装置等部分组成。
冷流道浇注系统配件:法兰、唧嘴(热唧嘴)、流道板(热流道板)、钩针、拉料杆、水口边、机械手、弹料镶件、流道定位梢等。
如下图。
图1:一模出4穴的冷流道浇注系统。
从注射机喷嘴至模具模穴的熔融塑料路径称之为流道,其中,浇口套内塑料流动称之为主流道,其余部分称之为分流道,有第一级分流道、第二级分流道…。
分流道末端通向模穴的节流孔称之为浇口,在分流道不通向模穴的末端设置为冷料井。
在设计冷流道浇注系统时,要考虑: 制品的外观与装配标准要求是什么?最主要的要求是外观还是强度或是尺寸精度,找出最主要的矛盾,设计时,立足主要矛盾,同时,在不与主要矛盾发生冲突的前提下,改善其它次要矛盾,要做到进浇的均匀与顺畅。
二、冷流道浇注系统设计的基本要点:在开始设计前,需要清楚成型胶料的特性,此过程很重要,但大家都忽视,了解以下方面: 2.1)材料流动性:材料熔融指数,即材料粘度,粘度越大,表示材料流动性差;最大流长比。
2.2)材料结晶性与冷却速率:每种材料在特定模具温度下,其冷却速度是不同的,这与成型周期有关联。
一般结晶性材料冷却速度要快,成型周期适当快。
对浇口类型选择很重要。
2.3)材料的热性能:热稳定性如何;模具温度;成型温度及成型温度的范围;干燥温度等。
2.4)材料最大允许剪切速率:每种胶料都有最大允许剪切速度,超过此数据,则胶料在通过浇口时会降解,故每种都有其适合浇口型式及相应的尺寸。
2.5)材料是否有腐蚀性:PVC 、POM 及含卤型阻燃剂的材料腐蚀性较大;PPS 、PC 有轻微的 腐蚀性。
决定加工精度及加工工艺与加工成本;每种胶料有其特定排气槽的设计数据。
注塑机的工作原理
注塑机的工作原理
注塑机是一种常见的塑料加工设备,其工作原理主要包括注射、射出、冷却和
开模四个步骤。
下面将详细介绍注塑机的工作原理。
一、注射
注射是注塑机工作的第一步,也是最关键的一步。
在注射过程中,塑料颗粒通
过进料斗进入注射缸,然后由螺杆推进,使塑料颗粒熔化。
注射缸内的加热器通过加热将塑料加热到熔化温度,同时螺杆的旋转将熔化的塑料向前推进。
二、射出
射出是注塑机工作的第二步,也是注射机构的核心部分。
当塑料熔化到一定程
度后,螺杆会向前推进,将熔化的塑料注入射嘴。
射嘴通过开启射嘴阀门,将熔化的塑料注入模具的腔室中。
注塑机通过控制螺杆的转速和注射压力来控制射出过程中的塑料流动速度和压力。
三、冷却
冷却是注塑机工作的第三步,也是注塑成型的重要环节。
在塑料注入腔室后,
模具中的冷却系统会通过冷却水或者冷却油来降低模具温度,使塑料迅速凝固。
冷却时间的长短对产品质量有很大影响,过长或者过短的冷却时间都会导致产品缺陷。
四、开模
开模是注塑机工作的最后一步,也是成型产品取出的步骤。
当塑料完全凝固后,注塑机会通过液压系统或者机械系统打开模具,将成型产品取出。
开模过程中需要注意避免产品粘连或者变形。
以上就是注塑机的工作原理。
注塑机通过注射、射出、冷却和开模四个步骤实
现塑料的加工和成型。
在工作过程中,需要控制好注射压力、注射速度、冷却时间
等参数,以保证产品质量。
注塑机广泛应用于塑料制品的生产,如塑料容器、塑料零件等。
模具设计防粘斜顶结构要求
模具设计防粘斜顶结构要求说起模具设计,很多人可能第一时间想到的就是那种精密到极致的金属件,尤其是在注塑成型过程中,模具的设计简直可以说是“成败在此一举”。
而今天咱们要聊的,就是模具设计中的一个关键点——防粘斜顶结构。
这是什么呢?简单来说,防粘斜顶结构是用来解决在模具脱模时可能出现的粘模问题的。
这种情况听起来挺简单的,但是一旦处理不好,麻烦就大了。
大家可能都知道,塑料或者其他原料在注塑过程中会很热,模具冷却时可能因为各种原因发生粘连,这时候就需要一些聪明的设计来解决这个问题。
举个简单的例子,想象一下,如果你做饭时,锅底总是粘锅,做出的菜就肯定不好吃。
这道理其实是一样的。
防粘斜顶结构正是为了避免这种“粘锅”的情况出现。
它通过设计特定的斜顶角度和合理的排气通道,使得模具在成型过程中,能够顺利把产品推出,而不会在模具内被卡住。
你想啊,如果模具设计得不好,产品卡在模具里,怎么取出来?这不就耽误工期,浪费时间,简直是“本末倒置”嘛。
再说了,如果产品粘住不脱,工人费劲巴力地取出来,弄不好还会损坏模具,这样的损失谁来赔?防粘斜顶的设计要求其实并没有那么复杂,但却是不可忽视的。
斜顶角度的选择至关重要。
这个角度不能太大,也不能太小。
角度过大,脱模时产品容易变形,角度过小,可能会导致产品卡住,脱不出来。
所以,设计师们通常会在实践中摸索出一个黄金角度,通常是3度到5度之间,既能保证顺利脱模,又不影响产品的精度。
然后,再说说斜顶的材质选择。
其实在这块儿,模具的材质直接关系到脱模的顺利与否。
假如材料选择不当,模具磨损得厉害,脱模时就可能出现更多的麻烦。
斜顶部件也要有足够的强度,不然受力不均匀,轻轻一推就容易折断,岂不是白忙活一场?而排气通道的设计也是防粘斜顶结构中的重头戏。
排气不畅,空气无法顺利排出,产品容易出现气泡,甚至直接粘在模具壁上。
不知道大家有没有过这种经验,做事的时候就怕“空气不畅”,就像你嘴巴里塞了口香糖,什么都说不清楚。
注塑产品粘前模怎么调模温【干货技巧】
加工塑胶注塑过程中,制品在开模时整体粘在前模(定模)的模腔内而导致无法顺利脱模,这种现象称为塑品粘前模。
在注塑生产过程中经常会发生注塑件粘前模这种问题,这个问题的解决也十分地麻烦。
一旦发生注塑件粘前模,不仅需要花费人力、物力将注塑件从前模中取出,而且会直接影响到注塑生产的效率。
所以学会调粘前模摸温十分重要,跟大家好好说说这个方法:注塑产品粘前模调模温的方法:1、检查模具内塑料温度:注塑模具内的温度各点不均匀,也和注射周期中的时间点有关。
模温机的作用就是保持温度恒定在2min和2max之间,也就是说防止温度差在生产过程或间隙上下波动;2、控制流体温度是最常用的方法,且控制精度可以满足大多数情况要求。
使用这种控制方法,显示在控制器的温度和模具温度并不一致;模具的温度波动相当大,因为影响模具的热因素没有直接测量和补偿这些因素包括注射周期的改变,注射速度,熔化温度和室温;3、进行联合控制,温度传感器在模具中的位置极其重要,放置温度传感器时,必须考虑形状、结构及冷却通道的位置。
4.注塑加工需要温度调节系统来达到产品温度的要求。
温度调节系统根据不同的情况可以分为冷却系统和加热系统两种。
一般情况下,注塑到模具内的塑料温度为200度左右,而注塑件成型后从模具型腔中取出时的温度在60度以下。
5.热塑性塑料在注塑成型后,必须对模具进行有效的冷却,使得塑料的热量快速的传递给模具,从而使得注塑件冷却后能够尽快的脱模。
6.对于那些熔融塑料黏度较低、流动性较好的塑料,如聚乙烯、尼龙和聚苯乙烯等,如果注塑件的边壁比较薄,则模具可以进行自然冷却。
如果注塑加工模具的边壁比较的厚,则需要人工进行冷却,使得注塑件能尽快的定型,提高生产效率。
7.注塑模具每一阶段的温度是需要注塑人员监控的,模具温度过高或不匀会导致塑件变形,模具温度太低容易产生熔接痕,要熟练掌握加热和冷却系统对模具调节温度的方法。
只有做到严格控制,才能使得注塑加工的过程中顺利进行,生产出合格的产品。
粘模的处理措施

粘模的处理措施引言在模具制造和使用过程中,常常会遇到粘模的情况,即模具的工件在取出时无法顺利脱模,与模具表面产生粘附。
粘模不仅给生产带来麻烦,还会导致模具损坏,影响工件的质量。
为了解决粘模问题,制定正确的处理措施非常重要。
粘模的原因分析粘模的出现是由于工件与模具表面之间的粘附力大于摩擦力或脱模力。
粘模的原因主要有以下几个方面:1.材料选择不当:模具制造过程中,如果选择的材料与工件的材料相似或有粘附性,则容易导致粘模问题的发生。
2.模具表面粗糙度不足:模具表面粗糙度不足时,工件与模具表面之间的接触面积增加,粘附力也随之增大,从而导致粘模。
3.模具使用时间过长:长时间使用的模具表面往往会出现磨损、氧化等现象,增加了与工件粘附的可能性。
4.脱模剂使用不当:脱模剂是一种常用的解决粘模问题的方法,但如果使用不当或选择不当的脱模剂,也会导致粘模的发生。
处理措施针对粘模问题,可以采取以下一些措施来解决:1. 优化模具材料选择选择适合工件材料的模具材料,避免相似或有粘附性的材料组合,减少工件与模具表面之间的粘附力。
在选择模具材料时,还需要考虑材料的硬度、耐磨性等性能,以保证模具的使用寿命。
2. 提高模具表面粗糙度通过提高模具表面的粗糙度,减小工件与模具表面之间的接触面积,从而减小粘附力。
可以采取机械加工或表面处理的方式来达到理想的粗糙度。
3. 定期维护模具模具的定期维护非常重要,可以采取以下几个方面的措施来保持模具表面的良好状态:•定期清洗模具表面,去除积存的杂质和残留物。
•定期涂抹保护剂,形成一层保护膜,防止模具表面氧化。
•对于有磨损的模具表面,及时修复或更换。
4. 使用合适的脱模剂脱模剂是一种常用的解决粘模问题的方法。
选择合适的脱模剂,并正确使用,可以有效地减小工件与模具表面之间的粘附力。
5. 调整工艺参数在生产过程中,通过调整工艺参数也可以缓解粘模问题。
例如,可以适当降低注塑成型温度、增加注塑速度等方式来减小粘附力。
注塑成型五大要素解析
第四章:注塑成型五大要素解析章节前言:对于学习注塑成型技术的基础知识,单纯地效仿前辈的作业方式或一味地看书面的理论知识未必能够快速提升自身的技能。
应首先理解注塑成型的各工艺要素,说到工艺要素可能大家都能说出来,如:压力、速度、位置、时间、温度、环境等,但要做到真正理解并合理的运用并非易事,有的甚至十年、二十年都不一定能完全理解其相互关系,因为本行业的从业者每天都需要跟这几大要素打交道,所以理解每个要素至关重要,下面就各大要素来作重点介绍,因各位站长的专业技能或文才有限,不到之处敬请见谅!《注塑成型各大因素的简介》1.压力:由注塑机的压力系统(油泵)或司服马达所提供的动作压力,主要运用于注射装置、熔胶装置、开锁模装置、顶出装置、射台装置,抽芯装置等各动作程序,在注塑机的控制面板输入相关参数后由处理器将其转换成各程序动作的信号,从而控制各个动作程序的执行所需的压力。
压力设定原则为:克服该动作阻力的相应力度,但为配合动作的速度需相应调整其参数值。
2.速度:配合上述的压力来完成各动作程序所需活动速度(系统液压油的流量),速度的基本等级区分:缓流、慢速11-30、中速31-60、高速61-99。
1射胶速度的控制,应用于不同的制品结构及用料来设置大小数值,在此暂不区分(工程/通用塑料,结晶/非结晶塑料,高温/低温塑料,软胶/硬胶塑料)容易混淆视听,作个比较易懂的解释,射胶速度是注塑成型中比较难控制的工艺要素,不象其他的工艺要素都有标准的数据可供参考(后续会作详细的介绍)。
射胶速度的数值设置主要遵循以下几点:依材料的流动性;如PP、LDPE、TPE、TPR、TPU、PVC等软质塑料的流动性较好,在填充时其型腔阻力小,一般情况下可使用较低的射胶速度来填充型腔。
如ABS、HIPS、GPPS、POM、PMMA、PC+ABS、Q胶、K胶、HDPE、等常用的中粘度塑料其流动性稍差,在产品外观光泽度要求不高或产品肉厚适中(产品壁厚或骨位厚度达以上)的情况下射胶速度可用中速来填充,反之需依照产品结构或外观要求来适当提高填充速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、有污染——在燃烧时会产生有害气体及浓烟,对车间会造成污染。 塑胶粘模取出器——是我司针对煤气火枪使用的弊端,最新开发、研制出来的一种高科技新
产品。主要采用先进变压技术,根据电流电阻加热原理,性能稳定可靠。广泛用于塑胶制品注塑或 吹塑成型过程中,加热取出粘附于注塑或吹塑模具上的塑胶。 产品外观图如下:
2、 高效:快速加热,可在 3 秒内将铁钉或铁片烧红快速取出粘模的塑胶;
3、 低耗:热效率高,耗电能少,按最大负载(150W)计算,连续使用 6.5 小时才 耗电 1 度,但实际加热仅需数秒,所以使用耗电成本几呼为 0;
4、环保:卫生清洁,不产生有害气体; 5、方便:体积小,重量轻,可便捷式手提至需工作区台面,在连接 220V 电压即可使用。 方法——用手(注意导热后烫伤手)或铁钳夹住铁钉或铁片一端,把另一端放在加热器 的两个铜管面接触好直至发红,就可放入模具粘模处塑胶内使用,待冷却后拔出。 产品规格 »
1、高危险——使用液化石油气火枪时很容易使车间塑胶原料点燃而引起火灾——很多塑胶 厂的火灾都是由于使用煤气火枪的明火烧而引起的。另外,在车间里存放液化石油气瓶也类似潜 伏安装了一个危险炸弹;
2、效率低——1 瓶 125 元的煤气总重约 30KG(含瓶身重量),如此笨重的东西既不便移动亦
不便放置;
3、成本高——1 瓶 125 元的煤气仅使用一个半月左右,1.5 年的煤气费用=125 元/瓶×12 瓶=1500
塑特威科技有限公司 地址:深圳市松岗镇塘下涌第二工业区 手机:13622394158 电话:0755-29303356
注塑粘模取出器
-------------------- 彻底淘汰煤气火枪
在注塑或吹塑成型生产中,经常会发生水口粘模,产品粘模,产品筋位或柱子断裂粘模等现象,
以前一般的做法是用煤气火枪烧热铁钉或铁片插入粘模处,待冷却后取出粘在模具上的殘胶。
此种较原始的处理方法,既落后、又潜在很大的安全隐患,主要有以下几点:
铁片放在铜柱 上始加热
产品尺寸及重量: 产品体积:长 170mm×宽 150mm×140mm 产品重量:约 4KG
把加热的铁片放入 模具粘模/其它物品 内
产品简介 » 一、塑胶粘模取出器用途:
代替煤气火枪加热铁钉或铁片,快速取出粘附于注塑或吹塑模具上的塑胶。 二、塑胶粘模取出器的优点(特点)
1、 安全:没有明火,杜绝火灾的发生;电压很低(仅 1.0V~2.5V),不会有触电危险。 耐用,加有过载保险丝保护,当加热时间超长或铁丝直径超过 5MM,保险丝会自动断开;
荣誉证书»
荣获深圳机械协会颁发会员证书,是广东省塑胶协会推荐使用产品
厂家信息»
本公司是一家以科学、环保、节能的角度进行推广科学注塑系统技
术服务(提供注塑技术咨询、技术研发、行业交流)及生产相关注塑配套的配件等产品。创业迄今, 始终秉持以专业、质量、诚信为理念,潜心致力于科学注塑系统的技术研发及产品创新,产品在珠 三角地区得到较好的反响,并将逐步向全国推广, “客户满意、服务至上!”是我公司发展宗旨。
一、塑胶粘模取出器的参数规格
1、额定功率:150W、额定频率:50Hz; 2、输入电压 220V,输出 12.5V 超低电压,对人体没有危险(绝对安全); 3、配有防漏电的接地和过载保险丝保护作用(绝对安全); 4、可根据铁钉或铁片的大小而调节加热速度。
产品质量 »
产品质量过硬,性能可靠,保修 2 年,使用寿命十年以上