微注射成型技术的现状与发展_吴波
微注射成型技术国际最新发展与应用
(2)微机械制件:电动齿轮控制 器、多纤维柱塞、微垫圈、辊子、微热 交换器、微齿轮和齿轮机架、注模相互 连接设备、电子零件、表芯、微机电组 件、微模片泵、液体分离器。
(3)微型光学制件如光学透镜、光 学纤维元件等、DVD塑料基层、导光板。
(4)微执行器如微开关等。 (5)医疗用微导管、微浓度测量 仪、生物芯片、微混合器、小型药用过 滤器、人造器官等。(如表1) 微塑件产品举例: Ribcon®连接器、红外线微型分光
Plastic Molding Technology Column ·注塑成型技术 专栏
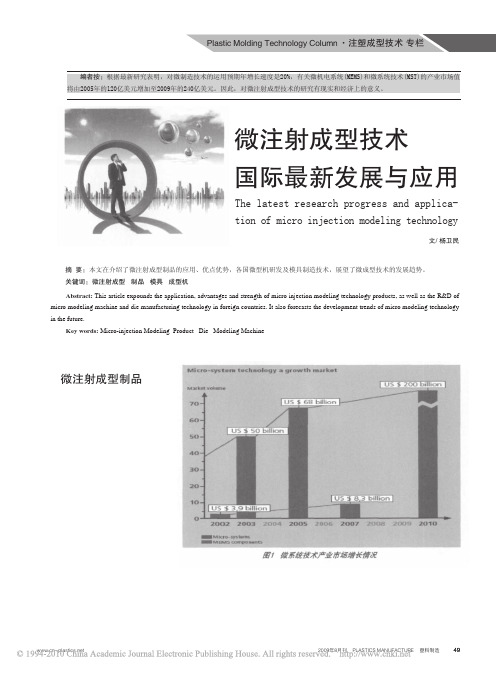
编者按:根据最新研究表明,对微制造技术的运用预期年增长速度是20%,有关微机电系统(MEMS)和微系统技术(MST)的产业市场值 将由2005年的120亿美元增加至2009年的240亿美元。因此,对微注射成型技术的研究有现实和经济上的意义。
1、微注射成型技术发展于20世纪 80年代。20世纪90年代,欧洲、日本和 美国的一些公司就与科研机构合作开发 了各类专用微注射成型机。
2、目前国外主要设备供应厂商 包括Arburg、Battenefld、Dr.Boy、
射机的注射速度为200mm/s,电气伺服马 达驱动式注射机的注射速度为600mm/s, 而微注射成型工艺通常要求聚合物熔体 的注射速度达到800mm/s以上。
微注射成型制品
1、微机电系统的发展 (1)对微制造技术的运用预期年 增长速度是20%。 随着科学技术的进步,产品不断向 微型化方向发展,产生了新世纪产业需 求的微机电系统(MEMS)技术。 微机电一直是这几年备受瞩目的研 究方向,在光通讯、3C、生化等产业的 快速进步中已可看出,产品体积持续小 型化、轻量化、功能更多样化,加上IC 的制程纳米化技术的纯熟,微细化零组 件的生产制程将有急迫性的需求。对微 制造技术的运用预期年增长速度是20%。 (2)根据最新研究表明,随着对 微型制品需求的增加,有关微机电系统 (MEMS)和微系统技术(MST)的产业市场值 将由2005年的120亿美元增加至2009年的 240亿美元。(如图1所示)
2024年金属粉末注射成型(MIM)市场发展现状
金属粉末注射成型(MIM)市场发展现状概述金属粉末注射成型(MIM)是一种先进的制造技术,将金属粉末与聚合剂混合,制成可注射的糊状物,然后通过注射成型、脱脂、烧结等工艺,制造出具有复杂形状和高精度的金属件。
MIM技术在汽车、航空航天、医疗器械等领域有广泛应用,因其高效、经济和环保等特点而备受关注。
市场规模及增长趋势MIM市场近年来呈现稳定增长的趋势。
据市场研究公司的数据显示,2019年全球MIM市场规模达到了XX亿美元,预计未来几年将保持年复合增长率在X%左右。
主要驱动市场增长的因素包括:1. 产品需求的增加电子产品、汽车、医疗器械等行业对高精度、复杂形状金属件的需求不断增加,推动了MIM技术的应用和市场发展。
2. 成本和时间的节约相比传统的加工制造方法,MIM技术具有较低的生产成本和较短的生产周期。
这使得MIM技术成为替代传统制造方法的优选选择,进一步推动了市场的发展。
3. 技术的不断进步和创新MIM技术在材料、设备和工艺等方面不断创新和发展,使其能够应对更加复杂和高要求的产品制造。
这为MIM市场的拓展提供了更多的机会。
市场竞争态势目前,MIM市场存在多家重要的参与者,包括供应商、制造商和研发机构。
这些参与者通过不同的战略竞争以获取市场份额和技术优势。
1. 供应商竞争金属粉末供应商是MIM市场的关键参与者之一。
这些供应商通过提供高质量、高纯度的金属粉末,满足市场对材料质量的要求,并与制造商建立战略合作关系。
2. 制造商竞争MIM制造商之间的竞争主要体现在产品质量、生产效率和成本方面。
制造商通过提高工艺技术和生产设备的水平,不断优化生产工艺,降低成本,提高产品质量和生产效率。
3. 技术创新竞争MIM市场也存在着技术创新的竞争。
通过开发新型材料、新工艺和设备,提高产品性能和生产效率,企业能够获得竞争优势。
市场前景和挑战MIM市场具有广阔的发展前景,但也面临一些挑战。
1. 技术门槛MIM技术涉及材料科学、工艺工程等多个学科领域,技术要求较高。
微注射成型技术的现状与发展
位 的微 注射成 型 技术 在 物料 、成 型工 艺 及成 型设 备 等方 面 都 提 出 了不 同要 求 。本 文 将 在 以下 几 个 方 面 进行
分析 阐述 。
及 P 2 C 等 。 但 现 有 的 聚 合 物 材 料 很 少 能 同 时 兼 顾 所 Al 一
像传 输 、生化 医疗 、信息 存储 、精 密 机械 等 领域 .如 插
头 式 光 纤 连 接 器 、 医 学 用 微 量 泵 、 内 窥 镜 零 件 、 旋 转 传 感 器 中 的 衍 射 光 栅 以及 微 齿 轮 等 。2 0 0 2年 全 世 界 在 这 一
差值 越 小 ,流动 充模 后熔 体 固化所 需 的时间越 短 。
日本等 紧随 其后 。我 国 目前 有 清华 大学 微 纳米 中心 、上 海 交通 大学 微纳 米研 究 院 、中科 院力 学 所 和 中南大 学模 具技 术研 究 所对 微流 体 流动 行 为 、微 流 体实 验 技术 及 微
注 射 成 型 机 理 进 行 了 一 些 卓 有 成 效 的 研 究 探 讨 。但 都 尚 未 开展 实 质 性 的工 程 应 用 。 同传 统 注 射成 型 技 术 相 比 , 成 品 重 量 以 毫 克 为 计 量 单 位 、成 品 尺 寸 以 微 米 为 度 量 单
有 的成 型 与使 用性 能 的要 求 .因此 用 具有 微小 尺 寸 的填
1 微 注 射 成 型 的物 料
用 于 微 注 射 成 型 的 物 料 要 在 尺 寸 微 小 的情 况 下 具 有
料 填充 基体 .过 加入 特 殊助 剂 的方 法使 物料 更适 合微
微量注塑机的现状与发展趋势
72
工程 塑 料 应 用
20 0 8年
,
第3 6卷 , 9期 第
微 量 注 塑 机 的 现 状 与 发 展 趋 势
蒋炳 炎 蓝 才 红 楚 纯朋 谢 磊
40 8 : 10 3
,
(. 1 中南大学现代复杂装备设计与极端制造教育部重点实验室 , 长沙
产品尺寸通常非常微小 , 多为亚微米 、 米甚 至纳米级 , 微 产品
质 量 也 仅 以 毫 克 度 量 。根 据 微 注 射 成 型 产 品 的结 构 特 点 ,
K ka ul 等学者通 常将其分 为四类 一 ① 微量注射成型件 , : 此
类 零 件 以毫 克 为 计 算 单 位 , 体 尺 寸 通 常 小 于 1m 但 其 尺 主 m,
关键词 微 量 注 塑机 微注射成型 微 结 构
随 着 微 、 米 科 学 技 术 的进 步 , 品 不 断 向微 型 化 方 向 纳 产 发 展 , 征 尺 寸 为 微 米 级 的微 机 电 系 统 技 术 ( MS 受 到 了 特 ME )
展 历 史 并 不 长 , 它 是 一 个 极 具 发 展 潜 力 的技 术 领 域 , 展 但 开 这 领 域 的研 究 不 仅 可 以带 动 传 统 注射 成 型技 术 的 发 展 , 时 同 也 可 以促 进 M MS的 开发 和 应 用 。 E
率 只 能 达 到 20 m / , 0 m s 电气 伺 服 马 达 驱 动 式 注 塑 机 的 注 射
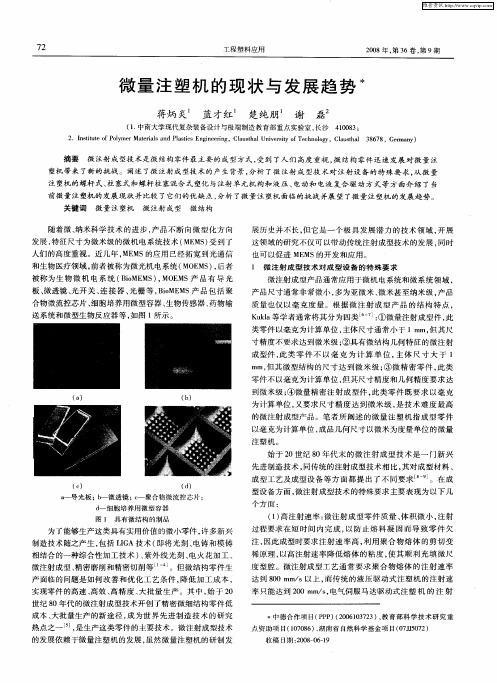
为了能够生产这类具有 实用价值 的微小 零件 , 许多新 兴
制 造 技 术 随之 产 生 , 括 LG 包 I A技 术 ( 即将 光 刻 、 铸 和 模 铸 电 相 结 合 的一 种 综 合 性 加 工 技 术 ) 紫 外 线 光 刻 、 火 花 加 工 、 、 电 微 注 射 成 型 、 密 磨 削 和 精 密 切 削 等 J 精 。但 微 结 构 零 件 生
高聚物成型技术的研究与马克思主义哲学-中国马克思主义与当代期末论文作业
高聚物成型技术的研究与马克思主义哲学(中国马克思主义与当代期末论文)摘要高分子材料已成为是现代工业和高新技术的重要基石,是国民经济基础产业以及国家安全不可或缺的重要材料,其成型加工技术新方法、技术及装备的研究与应用,对我国的工业、农业、国防和科技等领域的发展都有着举足重轻的作用。
高聚物成型技术的研究开发过程,实际上就是运用马克思主义哲学观点(不管是自觉地还是不自觉地),认识和改造客观世界的过程。
在这一过程中,以马克思主义哲学基本原理为指导,正确运用现代技术的理论和物质手段,有助于我们寻找聚合物成型技术发展的内在规律并预测其发展趋势,从而为聚合物成型技术研究指明方向,这对促进我国聚合物成型加工技术及其工业的发展,具有重要意义。
关键词:高聚物成型技术马克思主义哲学高聚物也称合成高分子材料,进入21世纪,高分子材料已成为是现代工业和高新技术的重要基石,是国民经济基础产业以及国家安全不可或缺的重要材料。
合成高分子材料行业的发展,取决于两大方面的研究进展,一是对材料本身的研究,即新材料的开发,二是对材料加工方法的研究,即新的加工工艺和方法的开发等。
马克思主义哲学对各门科学的具体发展有着重要的指导意义,对于高聚物成型技术的发展也不例外。
高聚物成型加工技术是多学科的交叉和综合,在研究和开发过程中需要处理好多种辩证关系:如加工条件、聚合物材料结构和制品性能三者之间的关系;理论与实践的关系等。
本文在综述高聚物成型技术的发展及趋势的基础上,对马克思主义哲学之于高聚物成型加工技术发展的指导意义作一分析讨论。
一、高聚物成型技术的发展(一)高聚物成型技术发展历史高聚物成型技术有挤出成型、注射成型、压延成型、压制成型和吹塑成型等等多种方式,其中挤出成型、注射成型和压延成型一起称为热塑性塑料的三大成型方法。
1.挤出成型挤出成型是利用螺杆旋转加压方式,连续地将塑化好的成型物料从挤出机的机筒中挤入机头,熔融物料通过机头口模成型为与口模形状相仿的型坯,用牵引装置将成型制品连续地从模具中拉出,同时进行冷却定型,制得所需形状制品。
注射成形技术的进步
24金属功能材料 2000年主要受粉末流动性制约,本公司利用独家制粉技术与润滑剂等配合开发成功了流动性极佳的各种粉末。
从而实现了传统难成形材料的薄壁件的冲压成形。
(2)高弹性模量材料:将高杨氏模量(纵弹性系数)硬质颗粒分散于铁基体中可获得杨氏模量大为改善的材料,用于制作活塞销等,由于轻量化可有效地节省发动机耗油量,提高功率。
(3)金属注射成形用球形微粉:利用独家制粉技术成功地生产了球状化高摇实密度金属粉末,其中无镍耐蚀合金粉末消除了人体对镍的过敏问题,已取得广泛应用。
(4)压粉铁芯用绝缘涂层粉末:已开发成功制作压粉铁芯用的纯铁、铁2硅系、Fe2Si2Al系、Fe2Ni系、Fe2Co系合金粉末,以及混合粉末,适合多方面应用的需求。
通过调整合金粉末的成分、形状、粒度,以及表面加以绝缘层涂层,使其适应冲压条件和热处理条件最佳化,实现了全面控制其磁特性。
适用于扼流圈用铁芯、马达铁芯、汽车电子燃料喷射装置等电磁阀用铁芯。
(5)电磁波吸收材料:利用软磁金属将电磁波转变为磁损失或涡流损失形式的热能,即可把从低频到高频的无用电磁波(噪声)吸收掉,开发成功可防止电子机器发生误动作的双相橡皮电磁波吸收材料“DPR”,只要将其粘贴在电子机器上即可消除电磁波噪声,广泛适用于电子计算机等电子机器上。
(文 凡取自《特殊钢》, 2000,49(3):50)气体雾化粉末热处理对粉末压制磁体磁特性的影响Mn2Al2C合金磁体由于其廉价而资源丰富的组成元素,从金属资源的有效利用观点来看是一类极有发展前途的磁性合金。
这种合金磁体的力学性能、耐大气腐蚀性优良,而且密度小(5Mg/m3),机械加工性好,故颇适合在动态应力负荷下使用,可满足对于高可靠性和耐蚀性的要求。
Mn:Al摩尔比接近于1:1的Mn2Al2C 磁体,在高温下是ε相,常温平衡相是γ2相和β相,这些相都是非磁性相。
这种磁体的主相铁磁性τ相是通过控制冷却速度由高温平衡相ε相转变而形成的。
汽车轻量化用高分子材料成型加工研究进展吴波
汽车轻量化用高分子材料成型加工研究进展吴波发布时间:2021-08-18T12:02:23.671Z 来源:《基层建设》2021年第15期作者:吴波[导读] 随着汽车工业的发展,环保、资源、能源等几大因素促使汽车轻量化走上日程。
广东炜林纳新材料科技股份有限公司摘要:随着汽车工业的发展,环保、资源、能源等几大因素促使汽车轻量化走上日程。
节省资源和减少对环境的污染是其迫切需要解决的两大问题。
减轻汽车自重在一定程度上有利于减低汽车燃料排放物和保护环境,汽车自重在减少10%的情况下,燃油消耗量降低6%~8%,排放量降低5%~6%。
汽车的轻量化很大一部分是通过车用材料对燃料经济性改善作出贡献。
在汽车轻量化的大势所趋下,具有一定强度和刚度并轻质化的新材料应运而生。
而塑料制品具有良好的性能、低廉的价格、简单的加工工艺。
纤维增强树脂基复合材料在聚合物基体易改性易加工的基础上通过纤维高强度外增强提升了复合材料的强度,在满足高性能化同时代替了部分金属,符合了汽车材料轻量化发展趋势。
关键词:轻量化;高分子材料;成型引言近年来,我国汽车工业快速发展,在给人们带来便利的同时,也带来了环境污染和能源消耗的问题,如何最大限度地减少能源消耗以及对汽车尾气排放进行有限控制是汽车行业急需解决的难题。
在汽车用电池与发动机技术提升难度日益增加的背景下,汽车轻量化技术成为节能减排的重要途径。
汽车轻量化技术主要包括轻量化材料技术、轻量化设计技术和轻量化制造技术,以国内现有技术,很难在短时间内有所突破,并且研发周期长,成本高。
而开发新型的汽车材料,可以有效地减少汽车的总质量,是目前汽车轻量化技术的主要发展方向,尤其是高分子材料和高分子基的复合材料,正逐渐受到世界各汽车厂商的青睐。
1新能源汽车轻量化的必要性当前我国社会经济发展速度迅速,能源的消耗量相较于90年代而言正在日益的提升。
由于各行各业对于能源的需求量飞升较快,特别是在一些重工业和产品生产方面更加促进了能源的使用速度。
微注射成型技术的发展现状与展望
(t 大 学 材 料 科 学 与 工 程 学 院 , 苏 镇 江 ,1 0 3 i苏 江 2 21 )
摘 要 :阐述 了微 注 射 成 型 技术 的工 艺 特 点 及 其 应 用 前 景 , 点 分 析 了微 注 射成 型 与传 统 注射 成 型 技 术 对 成 型设 备 的 不 重 同要 求 及 研 究 状 况 , 并介 绍 了 当前 微 型 模 具 制 造技 术 , 望 了微 注 射成 型 的发 展 趋 势 。 展
维普资讯
现 1 期
M 0DERN PLAS CS PROCES NG TI SI AND APP CAT1 LI 0NS
幛
9o . K》 e o l e 《 o
微 注射 成 型 技 术 的发 展 现 状 与展 望 *
趋势 。
硅基 材料微 小构件 成型 工艺相 比 , 制造 成本大 其 幅度 下 降 , 生产 周 期大 为缩 短 , 且 成 型工 艺 简 并 单 , 件 质量 易 于保 证 , 易 实现 自动化 和 批量 构 容 生产 。微注射 成 型 技术 已成 为模 具 技 术 中一个
新的 分支 , 在得 到快速 的发 展 。 正
W a ia g ng Le g n NiXue e g fn Hu n o W a gYu a g Ya n n
( c o l fMaeil S i c n n ier g Ja g uUnv ri ,Z e j n ,i g u 1 0 3 S h o tr s c n ea dE gn ei , in s ies y h ni g J n s ,2 2 1 ) o a e n t a a A s a t Th rcs h rcei i a d a piain te d o co ijcin modn bt c : ep o es caa tr t n p l t rn fmi net lig r sc c o r o tc n l yaerv we .T etc n lg i ee c e urme t b t e nmi oijcin eh oo r e i d h eh oo ydf rn ei rq i g e f n e n s ew e c et r n o
注射成型技术进展
注射成型技术进展世界塑料原料1991年突破一亿吨,1999年突破1.5亿吨,达到156717000吨。
在原料大幅度增长的同时,塑料成型加工技术也取得长足进步,下面就主要的注射成型作一简介。
一、注射成型注射成型是低成本、大批量生产塑料制品的极好的加工方法,同时,也是开发高技术商品不可或缺的加工技术。
以前,注射成型加工技术常常由塑料机械厂商和树脂厂商提出,而现在必须由成型厂商、最终的组装厂商、模具厂商、周边机器厂商等所有相关厂商合作,从各自的角度提出各种新技术,推动注塑技术的进步。
在新产品开发和降低成本的激烈竞争中,为提高产品的附加价值,各生产厂商必须积极开发公司自己的最佳成型方法来成型本公司的产品,力争用个性化的技术生产个性化的产品。
这些正是注射成型技术和注射成型机进步的动力。
近年,开发的注射成型技术包括超高速注射技术、薄壁成型技术、气体辅助注射成型技术、多材料复合注射成型技术、嵌件注射成型技术、模内装饰技术等;注射成型机进展包括电动式注射成型机、螺杆预柱塞式注射成型机、微型注射成型机、注射压缩成型机、各种专用注射成型机、无拉杆注射成型机等。
与注射成型技术相关的还有模具技术、辅助机械和周边机器技术、控制技术等也有相应的进展。
模具技术典型的有热流道模具技术,辅助机械技术典型的有机械手,控制技术典型的有闭环控制技术。
各种成型技术和机械互相渗透,互相促进。
二、注射成型模具热流道模具热流道模具也称无流道模具,是指不产生浇注系统凝料(料把)的流道系统的模具。
因可以省去浇口凝料切除工序,可提高生产率,也省去了料把的回收,可节省工时和能源,因而受到用户的欢迎。
在一些加工厂,为增加生产能力常常靠通过增加设备数量来达到,而很少考虑去提高现有设备的有效时间,而热流道模具的应用正可以通过增加有效时间提高生产效率。
对于像CD—R、DVD、瓶盖和一次性调羹这样大量和简单的产品的生产,非常适合采用热流道模具。
热流道能节约成本,肯德基炸鸡公司使用32腔调羹的热流道模具就是一个很好的例子。
中国金属注射成形产业和技术现状——机遇与挑战
LI Yi - mi n , LI U J i a n - mi n , HE Ha o
( P o w d e r Me t a l l u r g y R e s e a r c h I n s t i t u t e , C e n t r a l S o u t h U n i v e r s i t y , C h a n g s h a 4 1 0 0 8 3 , C h i n a )
文章 编号 : 1 6 7 4 — 9 6 6 9 ( 2 0 1 3 ) 0 2 — 0 0 0 1 — 0 7
中国金属注射成 形产业和技术现状—— 机遇 与挑 战
李益 民, 刘剑敏 , 何 浩
( 0 0 8 3 )
第 4 卷 第 2 期
2 0 1 3 年 4 月
有 色金属科 学与工程
No n f e r r o u s Me t a l s S c i e n c e a nd En g i ne e r i n g
Vo 1 . 4, No . 2 Apr. 201 3
摘 要 : 综述 了中 国金属 注射成 形 ( MI M) 市场 、 科研 、 发展 和相 关公 司情 况. 分 析 了其产 品主要 应 用 市 场, 如 消 费类 电子产 品 、 五 金 器具 和 汽 车配件 市场. 报 道 了金 属 共 注射 成形 、 微 注射 成 形 、 充模 模 拟和 注射 材料研 究情 况. 对三种 典 型的 中 国金属 注射 成 形公 司和他 们 的产品 、 技 术特点 给 予 了讨论 .
关键词: 金 属 注射成 形 ( MI M) ; MI M 技 术现 状 ; MI M 公 司概 况 中 图分类 号 : T F 1 2 4 文献标 志 码 : A
2024年金属粉末注射成型技术市场分析现状

2024年金属粉末注射成型技术市场分析现状概述金属粉末注射成型(Metal Powder Injection Molding, MIM)技术是一种将金属粉末与有机增塑剂混合,通过注塑成型和烧结工艺制备具有复杂形状的金属制品的高效方法。
随着制造技术的不断发展,MIM技术在各个领域中得到了广泛应用。
本文将对金属粉末注射成型技术市场现状进行分析。
市场规模在过去几年里,金属粉末注射成型技术市场呈现出快速增长的趋势。
根据市场研究公司的数据显示,2019年全球金属粉末注射成型技术市场规模已经达到了xx亿美元,预计到2025年将以xx%的年复合增长率增长至xx亿美元。
市场驱动因素金属粉末注射成型技术在市场中受到了诸多因素的驱动。
1. 快速生产周期和低成本相对于传统的金属加工方法,金属粉末注射成型技术具有更快的生产周期和更低的成本。
通过MIM技术,制造商可以在更短的时间内生产出复杂形状的金属零部件,且无需进行额外的加工。
这大大缩短了产品的上市时间,并降低了生产成本。
2. 设计自由度高金属粉末注射成型技术可以制造出具有较高设计自由度的金属制品。
MIM技术可以实现对金属粉末的高度精细控制,因此可以制造出复杂的形状、具有细节和微小尺寸的金属部件,在航空航天、汽车、医疗器械等领域中得到广泛应用。
3. 资源节约金属粉末注射成型技术使用金属粉末和有机增塑剂作为原材料,相对于传统的金属加工方法,节约了大量的原材料成本。
此外,金属粉末注射成型技术可以进行材料的混合使用,利用了废料和回收材料,提高了资源的利用效率。
市场应用金属粉末注射成型技术在许多领域中得到了广泛应用。
1. 汽车制造汽车制造业是金属粉末注射成型技术的重要应用领域之一。
MIM技术可以制造出具有复杂几何形状的零部件,如汽车引擎零部件、传动系统零部件等。
这不仅提高了汽车整体性能,同时也降低了汽车的重量,提高了燃油效率。
2. 医疗器械金属粉末注射成型技术在医疗器械领域中也得到了广泛应用。
微量注射市场分析报告
微量注射市场分析报告1.引言1.1 概述微量注射市场是指使用微小的注射器或针管进行微量级别的药物输送或注射的市场。
随着生物医药技术的不断创新和发展,微量注射已经成为医疗行业中的重要技术手段之一。
本报告旨在对微量注射市场进行深入分析,包括市场概况、应用领域和市场趋势等方面。
通过本报告,我们希望能够为行业投资者和相关企业提供有益的市场参考,促进微量注射市场的健康发展和持续创新。
1.2 文章结构文章结构部分主要包括以下内容:1. 引言:介绍微量注射市场分析报告的背景和意义。
2. 正文:分析微量注射市场的概况、应用领域和趋势。
3. 结论:总结市场机会与挑战,提出发展建议,并对整篇文章进行总结。
1.3 目的:本报告旨在对微量注射市场进行全面分析,包括市场概况、应用领域、趋势、市场机会与挑战以及发展建议。
通过对市场环境、竞争格局、消费者需求等方面的深入研究,希望为相关企业提供可靠的市场情报,指导其制定正确的市场战略,把握商机,规避风险,实现可持续发展。
同时,也希望能为行业内的相关从业人员和投资者提供有价值的参考信息,为行业发展做出贡献。
1.4 总结总结:微量注射市场作为新兴市场,在不断变化和发展的过程中出现了许多机遇和挑战。
随着医疗技术的不断进步,微量注射在各个应用领域都有着广阔的发展前景。
然而,市场竞争激烈和监管政策的不确定性也给行业发展带来了一定的压力。
因此,我们需要不断追踪市场趋势,找准市场机会,同时制定相应的发展策略,以应对市场挑战。
希望本报告能够为相关行业提供有益的参考和指导,促进微量注射市场的健康发展。
2.正文2.1 微量注射市场概况微量注射市场概况微量注射市场是医疗美容行业中一个受到越来越多关注的领域。
随着人们对外貌和健康的重视程度不断提高,微量注射作为一种非手术美容技术,逐渐成为人们追求美丽的选择之一。
微量注射的技术和产品不断更新和进步,市场规模逐渐扩大。
根据市场调研数据显示,2019年全球微量注射市场规模已达到了数十亿美元,并且呈现出稳步增长的趋势。
2024年金属注射成形市场调研报告
2024年金属注射成形市场调研报告1. 引言金属注射成形(MIM)是一种高效、灵活和精密的制造技术,目前在全球范围内得到广泛应用。
本调研报告旨在对金属注射成形市场进行深入调查和分析,旨在为相关企业提供参考和指导。
2. 背景金属注射成形是通过将金属粉末与聚合物注射成形技术相结合,生产出各种形状复杂的金属制品。
该技术具有高生产效率、低生产成本、高尺寸精度和优异的表面质量等特点,因此广泛应用于汽车、医疗、电子、航空航天和军工等行业。
3. 市场规模和趋势根据市场调查数据显示,金属注射成形市场正处于快速增长阶段。
预计在未来几年内,市场规模将继续扩大。
这主要得益于金属注射成形技术不断的创新和改进,以满足不同领域对产品质量和性能的要求。
4. 市场分析4.1 主要产品类型金属注射成形市场主要包括不锈钢、铁合金、镍基合金和钛合金等产品类型。
不锈钢产品目前占据市场份额最大,但随着技术的进步,其他金属材料的市场份额也在逐渐增加。
4.2 应用领域分析金属注射成形产品广泛应用于汽车制造、医疗器械、航空航天、电子设备和工业机械等领域。
其中,汽车制造行业是金属注射成形市场的主要需求来源。
4.3 区域市场分析金属注射成形市场主要集中在北美、欧洲和亚太地区。
目前,北美地区是市场规模最大的地区,而亚太地区则是增长最快的地区。
5. 市场竞争格局金属注射成形市场竞争激烈,存在众多的厂商和供应商。
主要厂商包括ARC Group Worldwide、Dynacast International、Indo-MIM和惠普(HP)等。
这些厂商通过不断提升产品质量、降低生产成本和加强研发创新来保持竞争优势。
6. 市场机遇和挑战金属注射成形市场存在一些机遇和挑战。
机遇包括新兴市场的增长、产品创新和技术进步。
然而,市场也面临着技术壁垒、环境监管和原材料供应问题等挑战。
7. 导向建议根据市场调研和分析结果,我们提出以下导向建议: - 制造企业应加大对金属注射成形技术的研发投入,不断提升产品质量和性能。
微量注塑机的现状与发展趋势
微量注塑机的现状与发展趋势摘要:微注射成型技术是微结构零件最主要的成型方式,受到了人们高度重视,微结构零件迅速发展对微量注塑机带来了新的挑战。
阐述了微注射成型技术的产生背景,分析了微注射成型技术对注射设备的特殊要求,从微量注塑机的螺杆式、柱塞式和螺杆柱塞混合式塑化与注射单元机构和液压、电动和电液复合驱动方式等方面介绍了微量注塑机的发展现状并比较了它们的优缺点,分析了微量注塑机面临的挑战并展望了微量注塑机的发展趋势。
关键词:微量注塑机;现状;发展趋势前言随着微、纳米科学技术的进步,产品不断向微型化方向发展,特征尺寸为微米级的微机电系统技术(MEMS)受到了人们的高度重视。
为了能够生产这类具有实用价值的微小零件,许多新兴制造技术随之产生,包括LIGA技术(即将光刻、电铸和模铸相结合的一种综合性加工技术)、紫外线光刻、电火花加工、微注射成型、精密磨削和精密切削等。
但微结构零件生产面临的问题是如何改善和优化工艺条件,降低加工成本,实现零件的高速、高效、高精度、大批量生产。
其中,始于20世纪80年代的微注射成型技术开创了精密微细结构零件低成本、大批量生产的新途径,成为世界先进制造技术的研究热点之一,是生产这类零件的主要技术。
1、微型注塑技术已经成为国内外的研发热点时下,塑料制品在汽车、机电、仪表、航天航空等国家支柱产业及与人民日常生活相关的各个领域中得到了广泛的应用。
塑料制品成形的方法虽然很多,但最主要的方法是注塑成形,世界塑料成形模具产量中约半数以上是注塑模具。
注塑成型是塑料制品成型的一种重要方法。
几乎所有的热塑性塑料、多种热固性塑料和橡胶都可用此法成型。
我国目前注塑制品约占塑料制品总量的30%左右,注塑机占塑料机械总产值的38%左右。
注塑成型可制造各种形状、尺寸、精度、性能要求的制品。
微型注塑成型通常用于医疗、电信、计算机、电气等领域,医疗和电子器械越来越小型化,因此对人们希望制件可以做得越来越小。
塑料模具制造微注塑模具一般轻于1g,但产品所含部件的总重量仅0.01g。
微注射文献综述
微注塑成型工艺研究现状及展望摘要:阐述了微注塑成型技术的工艺特点及其应用前景,分析总结了微注塑成型工艺的实验和模拟研究现状,展望了微注射成型的发展趋势。
关键词:微注塑成型;工艺参数;模拟分析Current Situation and Prospectof the process research in Micro Injection Molding Abstract:The paper elaborated the process characteristic and application trend of micro injection molding technology, then the present situation and research fields of experiment research and simulation analysis of process in micro injection molding were analyzed. The development direction and trend of micro injection molding were pointed out at last. Key words:Micro Injection Molding;Process Parameters;Simulation Analysis1 概述随着科学技术的进步,特别是微机电系统(MEMS)的发展,微注塑制品以其质量轻、体积小、抗腐蚀及绝缘性能好、尺寸一致性好、成型效率高等优点,在航空航天、精密仪器、生物与基因工程、医药工程、信息通讯、环境工程和军事等领域,得到了广泛的应用和发展[1]。
随着微塑件的应用领域不断拓展, 人们对其质量有了越来越高的要求, 获得其合理的工艺参数设置越来越迫切。
由于微塑件特征尺寸微小、模具型腔表体比较大、微小熔体具有的热量较小、微尺度效应影响熔体流动行为等原因,使得微注塑成型过程中工艺参数设置与传统注塑成型有所差别,若仍采用传统注塑成型过程时的常规设置,容易导致微注塑模具中型腔充填不足、翘曲、收缩、气穴等缺陷,从而影响塑件的质量。
微注塑成型技术研究进展
微注塑成型技术研究进展摘要:微注塑成型与传统成型有很大的区别,其对成型材料、成型工艺及成型设备等方面都提出了不同要求。
现有很多成熟的注射成型技术和理论并不适用于微注塑成型,必须在理论和实践上对微注塑成型的特点进行系统和彻底的研究与探讨。
关键词:微注塑成型工艺CAE软件微注塑成型技术始于20世纪80年代末,是一门新兴先进制造技术。
在微注塑成型过程中,由于微制品的尺寸、体积和重量的微小使得与传统注射成型有很大的区别,微制品结构在普通工艺条件下容易出现填充不满的现象。
熔体在微型腔中的流动变得复杂。
因此若能够对微注塑成型过程进行数值模拟,预测熔体在型腔内流动行为,从而科学地选择制品、模具设计以及工艺条件的最佳方案,成为提高微制品成型的重要手段。
一、微注塑概念到目前为止,对于微注塑成型技术还没有准确统一的定义,但多数研究者都是从成型微小尺寸与微小体积塑件开始研究的。
Kukla C等[1]从微型塑件的角度,给出了微注塑成型技术的概念。
即微注塑成型技术应能够成型以下类型的塑件:1.塑件的整体结构尺寸微小2.表面具有微细结构的塑件3.微型精密塑件二、研究进展微注塑成型技术同传统注塑成型技术相比在工艺条件的设置上有很大差别,如果仍采用普通注塑成型过程时的模具温度和注射压力,通常会导致微小模具结构的型腔充填不足。
然而目前关于微注塑成型工艺条件的具体研究尚未获得一致的结果。
在Piotter V.[2]等的研究中,使用由LIGA工艺成型的微结构模具型腔进行注塑成型试验,指出必须通过提高模具温度才能保证微型塑件的成型质量。
对于无定形塑料(如PMMA,PC,PSU等),模具温度要高于其玻璃态转变温度;对于半结晶形塑料(如POM,PA等),模具温度通常要达到其结晶温度。
而且在多数情况下,塑料熔体在注射机喷嘴处的温度经常要达到材料允许的成型温度的上限。
同时他们还认为在微结构模具注射成型中,只有预先将模腔内的气体排净,才能实现微结构塑件的完全充填。
微成型的研究现状与展望
微成型的研究现状与展望摘要:综述了近年来微成型在微热压成型、微挤出成型、微注射成型三个领域的发展及现状,概述了三种成型模具的设计方式,对微成型的发展进行了总结和建议,并对微成型的发展趋势进行了展望。
关键词:微热压成型; 微挤出成型; 微注射成型; 模具设计Research Status and Prospect of MicroformingAbstract: This paper summarizes the development and current situation of microform in Micro-hot forming, Micro-extrusion Molding and Micro-injection molding in recent years. The design methods of three molds are summarized, and the development of microforming is summarized and summarized. The development trend of microforming is prospectedKey words:Micro-hot forming; Micro-extrusion Molding; Micro-injection molding; Mold design0 引言微机电系统(MEMS)技术经过十几年的发展,现已取得了长足的进步,并在流体、医疗、光学和电信等领域得到了广泛的应用。
为了进一步拓展微机电系统的应用领域,微型部件或构件的批量生产具有重要的意义。
虽然现有的生产方法可以生产三维的单晶硅、纯金属和一些二元合金等微型部件,然而多数情况下生产成本是非常高的,且难以做到批量生产。
与其他工业领域一样,塑料在微机电系统中也是一种不可或缺的原料,因为其可以通过注射成型技术进行批量生产,于是微成型技术应运而生。
2023年金属粉末注射成型技术行业市场研究报告
2023年金属粉末注射成型技术行业市场研究报告金属粉末注射成型技术是一种通过将金属粉末注射到模具中,然后经过烧结和热处理等工艺制作金属零件的先进制造技术。
该技术具有制造复杂形状零件的能力,且制造的零件具有高度的精度和优良的性能。
随着制造业的发展和对高性能零件的需求增加,金属粉末注射成型技术在全球范围内得到了广泛的应用和推广。
金属粉末注射成型技术行业的市场规模呈现出逐年增长的趋势。
根据市场调研数据显示,2019年全球金属粉末注射成型技术市场规模达到了50亿美元,并且预计在2025年将达到100亿美元。
这主要归因于以下几个因素:首先,金属粉末注射成型技术具有制造复杂形状零件的能力,且可以在一次成型过程中完成多个工序,减少了生产成本和时间。
这使得金属粉末注射成型技术在汽车、航空航天、医疗设备等领域得到广泛应用,推动了市场的快速增长。
其次,金属粉末注射成型技术制造的零件具有高度的精度和良好的性能。
这使得金属粉末注射成型技术在高科技产业中得到广泛应用,如航天航空领域的涡轮叶片、医疗设备中的人工关节等。
随着高科技产业的快速发展,金属粉末注射成型技术市场需求也不断增加。
另外,金属粉末注射成型技术可以制造出具有特殊性能的材料,如高温合金、难熔合金等。
这满足了对于特殊性能材料的需求,也推动了金属粉末注射成型技术的市场增长。
然而,金属粉末注射成型技术市场依然面临一些挑战。
首先,金属粉末注射成型技术设备价格昂贵,投资成本高。
这限制了中小企业的发展和应用。
其次,金属粉末注射成型技术的工艺复杂,技术要求高,需要专业人才的支持。
这也限制了技术的推广和应用。
综上所述,金属粉末注射成型技术市场具有广阔的发展前景,但也面临一些挑战。
随着制造业的发展和对高性能零件的需求增加,金属粉末注射成型技术将在全球范围内得到进一步的推广和应用。
2024年金属粉末注射成型技术市场环境分析
2024年金属粉末注射成型技术市场环境分析1. 引言金属粉末注射成型技术是一种先进的金属加工技术,通过将金属粉末与粘结剂混合,制备成注射成型材料。
随着新材料和先进制造技术的不断发展,金属粉末注射成型技术在航空航天、汽车制造、医疗器械等领域得到了广泛应用。
本文将对金属粉末注射成型技术的市场环境进行分析,包括市场规模、竞争格局、市场发展趋势等方面的内容。
2. 市场规模分析金属粉末注射成型技术市场规模是评估市场发展程度的重要指标。
根据市场研究数据,截至目前,金属粉末注射成型技术市场的规模已达到X亿美元。
随着注射成型技术的不断进步和应用范围的扩大,预计未来几年市场规模将进一步扩大。
3. 竞争格局分析目前,金属粉末注射成型技术市场存在着多家主要参与者,包括国内外企业。
市场竞争格局主要分为以下几方面:•技术领先者:一些企业通过技术创新和研发投入取得了较大的竞争优势,拥有自主知识产权和核心技术。
这些企业在市场上拥有较高的市场份额,并且往往能够提供更高质量的产品和定制化的解决方案。
•生产规模优势者:由于金属粉末注射成型技术的设备和工艺要求较高,一些大型企业通过规模优势实现了成本的控制和效益的提升。
这些企业在市场上具有一定的竞争力,并且能够提供更具竞争力的价格。
•新兴企业:随着技术的不断进步,新兴企业逐渐进入金属粉末注射成型技术市场。
这些企业通过创新的商业模式和灵活的生产方式,在市场上与传统企业展开竞争。
4. 市场发展趋势分析金属粉末注射成型技术市场有以下几个发展趋势:•技术的不断进步:随着材料科学和制造技术的快速发展,金属粉末注射成型技术将不断改进和完善。
例如,材料合金的研发、粉末制备技术的改进等都将推动技术的进步。
•应用领域的扩大:金属粉末注射成型技术在航空航天、汽车制造等行业的应用已经取得了一定的成功,未来还有更多领域有望应用该技术。
例如,医疗器械领域对于精密零部件的需求不断增加,金属粉末注射成型技术具有较好的应用前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
・开发与创新・0引言随着科学技术的进步,机器和元器件不断向微型化方向发展,微机电系统技术已相继应用于光电通讯、影像传输、生化医疗、信息存储、精密机械等领域,如插头式光纤连接器、医学用微量泵、内窥镜零件、旋转传感器中的衍射光栅以及微齿轮等。
2002年全世界在这一领域创造出了450亿美元的产值,其发展势头和前景都非常好。
由于注射成型技术的各种优势及聚合物材料较其它材料的耐氧化、耐腐蚀、易成型、比强度高的优点,使以高分子材料为主的微注射成型技术迅速发展,成为微系统技术的重要分支和先进制造技术的研究热点[1,2]。
微注射成型技术始于20世纪80年代末,最早应用于CD的加工,德国在此方面的研究起步最早,美国、日本等紧随其后。
我国目前有清华大学微纳米中心、上海交通大学微纳米研究院、中科院力学所和中南大学模具技术研究所对微流体流动行为、微流体实验技术及微注射成型机理进行了一些卓有成效的研究探讨,但都尚未开展实质性的工程应用。
同传统注射成型技术相比,成品重量以毫克为计量单位、成品尺寸以微米为度量单位的微注射成型技术在物料、成型工艺及成型设备等方面都提出了不同要求[3,4]。
本文将在以下几个方面进行分析阐述。
1微注射成型的物料用于微注射成型的物料要在尺寸微小的情况下具有较好的使用性能,因此除了要求具有优良的加工流动性、尺寸稳定性及脱模性能外,还应考虑其它特殊的使用性能,如力学性能、光学性能及医学性能等。
以下分析物料性能对成型的影响:高温稳定性的影响:由于熔体体积很小,即使注射时间很短,物料在流道内也有可能分解,因此,物料在微小流道流动时引起的温升不能高于其分解温度。
玻璃化温度的影响:物料的玻璃化温度与粘流温度差值越小,流动充模后熔体固化所需的时间越短。
粘度的影响:因为微注射成型的浇口及流道尺寸都是微米级的,所以剪切对粘度的影响比温度大;同时,如果用提高温度来降低熔体粘度势必延长成型时间,因此在物料允许的剪切速率范围内,应尽可能的提高剪切速率以更好的成型制品。
机械性能的影响:微制品的局部尺寸都是微米级的,且有很大的长宽比;为使制品满足使用要求,物料必须具有很好的刚度、强度等机械性能。
脱模性能的影响:脱模是微注射成型的主要难点。
如果物料与模壁的粘接力太大将造成制品微小局部产生缺陷甚至无法脱模。
因此,微注射成型聚合物必须具有粘度低、机械性能高、快速固化、流动性好、固化温度差值小、尺寸稳定性好等性能,现阶段常用的微注射成型聚合物原料主要有PMMA、PC、PA、POM、PSU、PEEK、LCP、PE及PA12-C等。
但现有的聚合物材料很少能同时兼顾所有的成型与使用性能的要求,因此用具有微小尺寸的填料填充基体,通过加入特殊助剂的方法使物料更适合微注射成型。
当填料为同样数量的超细氧化锆粉,并在较高的剪切率和160~170℃成形温度下,这种注射料有较好的充模能力与高生坯稳定性。
2微注射成型机及模具微注射机是微注射成型的关键。
微注射成型机的主微注射成型技术的现状与发展吴波,王保山,李合增,姬宜朋(北京石油化工学院,北京102617)摘要:阐述微注射成型技术的产生背景、应用领域和发展前景,详细介绍了微注射成型技术的所用原料、设备及工艺特点,概述了微注射成型机理仿真与实验研究的现状,展望微注射成型技术的发展趋势。
关键词:微注射成型;注射成型设备;微系统技术中图分类号:TQ320文献标识码:A文章编号:1002-6673(2008)04-017-03收稿日期:2008-04-17作者简介:吴波,副教授。
北京石油化工学院工程教育中心主任。
机电产品开发与创新Development&InnovationofMachinery&ElectricalProductsVol.21,No.4July.,2008第21卷第4期2008年7月17・开发与创新・图1微注射成型的工艺过程1.合模;2.注射机前进;3.注射;4.保压;5.注射机后退;6.新计量过程开始;7.开模、制品脱模保持模具温度恒定结束开始冷却型腔至规模温度加热温度至熔融温度型腔抽真空123456要功能通常包括塑化、计量和注射三部分,可以通过各部分的驱动方式分类,也可通过各部分的机构设计分类。
按驱动方式分类,可分为液压\气压式驱动、全电式驱动和电液复合式驱动。
液压\气压式驱动即塑化单元和注射单元的回转\直线运动均靠液压\气压系统来驱动,其优点是注射压力和注射速度高,可以满足微注射行程工艺的要求;缺点是控制精度较差。
全电式驱动即设备所有单元均采用伺服电机驱动,其优点是控制精度高,反应速度快,对环境污染小;缺点是伺服电机输出的推力有限,所能达到的注射压力和速度不高。
电液复合式驱动即将液压式驱动的高注射压力、注射速度与全电式驱动的精确控制和快速反应相结合,作为系统的驱动源。
按塑化和注射单元的机构设计分类,可分为:(1)螺杆式:微注射成型机的塑化、计量和注射均由一组螺杆完成,各单元回转和直线运动均在一条轴线上,构造简单,容易控制。
但是由于螺杆前端的止逆环结构,设备对一次注射量的控制精度较差,并且增加了材料在注射料筒中分解的几率,影响零件成型质量的稳定性。
(2)柱塞式:微注射成型机包括单一柱塞型和柱塞—柱塞型两种,单一柱塞型将粒状或粉状的塑料向前推送,绕经一鱼雷类状分流梭,经由喷嘴注入模腔,分流梭的功能为将塑料分散于管内部表层,使塑化料管更容易塑化材料;而柱塞-柱塞型是由两组柱塞分别完成塑化和计量注射功能。
该型微注射成型机通常塑化量较小,材料塑化的品质不高,混料性能也较差,不利于成型表面质量和光学特性要求较高的零件。
(3)螺杆柱塞混合式:微注射成型机以螺杆作为塑化单元,完成混料与塑化,以小直径柱塞配合伺服马达与控制器作为微注射单元,完成精密计量与注射,使微注射成型的控制精度和零件的成型品质均有明显提高,但是通常其结构较为复杂,控制和维护较柱塞式和螺杆式繁琐。
上述各种不同原理的微注射成型机有着不同的性能指标,适合不同微细结构零件的需求。
因此要根据具体的微细结构零件的成本、尺寸和质量等各方面因素综合考虑选择配置适当的微注射成型机。
由于微注射成型制品的尺寸只有几微米到几毫米,因此所用的模具需要很多特殊结构及设备:①抽真空设备;②变模温控制系统;③微型传感器。
此外,大部分微型制品的尺寸精度及表面质量无法靠人工鉴别,且很多光学制品有很高的清洁度要求。
因此微注射装置配备有全自动质量监测和筛选系统及清洁装置,以保证制品在成型后不用人工接触就能一次性包装;特制的吸盘式脱模装置可以克服制品与模具间的吸引力而使制品无损伤脱模。
3微注射成型工艺特点微注射成型的工艺过程如图1所示,与普通注射成型相比,具有如下的优点:①原料利用率提高。
最小注射量为几个的微注射系统可以显著缩小流道的尺寸,从而提高原料的利用率;经过优化设计的流道,其物料利用率可达60%;②制品精度高。
可控制的注射体积、缩小的浇口和流道都有利于提高制品的精度,目前微注射制品的尺寸误差可控制在0.01mm之内,质量误差不超过0.00008g;③生产周期缩短。
浇口、流道尺寸缩小及变温控制系统加快了制品的充模、冷却速度,缩短了成型周期。
一般采用用微注射成型的零件,其成型循环时间较从前缩短40%左右。
制品的质量首先取决于物料的性质,结晶能力高的物料其制品的尺寸稳定性、内应力不如非结晶性物料。
有研究表明,保压时间和计量体积对制品的影响最为显著。
保压时间越长,计量体积越大,则制品质量越好。
此外,脱模的难易程度也直接影响制品的精度,提高模具的精度可以提高制品的精度。
4微注射成型机理的仿真与实验研究起初,微注射成型生产以实践经验为基础,在其基础机理研究十分欠缺。
随着微注射成型技术的不断发展,许多学者通过计算机仿真和实验等方法研究了微注射成型工艺过程和工艺参数的控制与优化方法[6 ̄10]。
然而,目前针对微注射成型工艺的仿真研究大多采用传统注射成型仿真软件,并未考虑微注射成型的微流体特性;实验研究则主要面向工艺参数对熔体充填性能的影响,针对工艺参数对微注射成型零件性能作用机理的全方位研究则相对薄弱。
因此,对微注射成型过程的研究仍然存在许多不足之处,主要表现为:①工艺仿真研究大多采用传统注射成型仿真软件,其流动模型与数据并未考虑微注射成型的情况,(下转第21页)18・开发与创新・StateandDevelopmentofMicro-injectionMoldingWUBo,WANGBao-Shan,LIHe-Zeng,JIYi-Peng(BeijingInstituteofPetro-ChemicalTechnology,Beijing102617,China)Abstract:Background,applicationfieldsandtheprospectofmicro-injectionmoldingarespecified.Thecompound,theequipmentsandtechnologicaladvantageofmicro-injectionmoldingarediscussed.Theresearchonmicro-injectionmechanicsareclassifiedandillustrated,theirdevelopmentsituationandtendencyarealsopointedout.Keywords:miro-injectionmolding;injectionmoldingmachine;micro-systemtechnology忽略了分子自身尺寸效应、熔体滑移现象和表面张力等因素对微流体的流动影响,在进行微注射成型工艺仿真研究时无法精确反映各工艺参数对微注射成型流体流动过程的影响;②实验研究多数没有全面系统地分析微注射工艺参数对零件表面质量、残余应力,密度等重要成型性能的影响;③研究范围都局限于工艺参数对零件宏观性能的研究,在工艺参数对零件微观形态结构的影响方面研究较少,如结晶性材料结晶性能、分子定向等。
针对上述不足,改进微注射成型工艺研究中所采用的流动模型,扩展工艺理论研究对象和研究范围,对完善微注射成型工艺理论,提高微注射成型零件精度与质量,进一步优化生产过程有重大的理论意义和经济意义。
5结束语综上所述,微注射成型是普通注射成型与微系统技术相交叉的新型成型工艺,具有很好的发展前景。
通过综合分析注射机、模具、加工参数与物料性能间的关系作为研究该技术的出发点,缩小注射量以提高计量精度,寻求适合的聚合物材料,开发快速精确的变温控制系统并实现微注射成型的自动化是发展微注射成型的主要任务。
此外,精细微纳结构零件的注射成型过程及演变机理研究处于国际先进制造技术的前沿领域,完成此研究不仅可以使我国在微注射成型技术应用基础研究领域占有一席之地,为精细微纳结构零件的国产化奠定基础,具有深远的前瞻性和先导性意义。