QC七大手法完整版
QC七大手法介绍

(QC)七大手法介绍1. 数据:用数字这种共通的语言来表示从观察等方式所得到的事实。
2. 品质管理方面最常用的数据:2.1 计数值数据(经计算而得来的数据)2.2 计量值数据(经测量而得来的数据)3. 正确数据的收集方法:3.1 清楚知道收集数据的目的3.2 清楚列出数据收集的条件3.3 取得的数据要忠实地表现事实4.(QC)七大手法:4.1 检查表在收集各种数据之后,为确认并能毫无遗漏的检查,将结果制成简单的图或表。
通常分为点检用检查表或记录用检查表。
示例:1:点检用记录表示例二:记录用检查表。
作用:通过收集到的数据反映不良的状况。
4.2 特性要因图特性就是代表制品品质特性,也是代表着制品的性能及运转能力,要因即为重要的原因,为了使大家了解工作现场的技术及现在的实际作业情况,固需贴于工作现场,并及时追加及加以修正,又称为鱼骨图。
它是先列出品质变异的项目,然后对造成变异的4M1E因素进行分析。
示例:4.3 柏拉图根据收集的数据,以不良原因、不良状况发生的现象,有系统地加以项目别(层别)分类,计算出各项目别所产生的数据(如不良率、损失金额)及所占的比例,再依照大小顺序排列,再加上累积值的图形。
其原理是80%的问题仅来源于20%的主要原因。
为了抓住“关键的少数”,在排列图上通常把累计比率分为三类:0%~80%间的因素为A 类因素,也即主要因素;在80%~90%间的因素为B 类因素,也即次要因素;在90%~100%间的因素为C 类因素,也即一般因素。
示例:4.4 直方图直方图就是将所收集的数据.特性或结果值,用一定的范围在横轴上加以区分成几个相等的区间,将各区间内的测定值所出现的次数累积起来的面积用柱形表示的图形。
4.5 图表累计 影 响 比 例(%)不合格项目不合格数170 136 102 68 34 0收敛 几何 白平衡 敲闪 无书面 书面 其他 不良 失真 不良 倾斜100%80%60% 40% 20% 0将数据以图形来表示,以便于比较数量大小以及了解数量的变化情况,最大的优点是——观察即知内容。
QC七大手法
QC七大手法一:简易七大手法:1)甘特图:甘特图(Gantt chart)是在20世纪初由亨利·甘特开发的,它内在的思想很简单。
它基本上是一种线条图,横轴表示时间;纵轴表示要安排的活动。
线条表示在整个期间上计划的和实际的活动完成情况。
甘特图直观地表明任务计划在什么时候进行,以及实际塌与计划要求的对比。
它虽然简单但却是一种重要的工具,它使管理者很容易搞清一项任务或项目不定期剩下哪些工作要做,并且能够评估工作是提前了还是拖后了,或是按计划进行着。
2)流程图:使用图形表示算法的思路是一种极好的方法,因为千言万语不如一张图。
3)5W2H:(1)WHY——为什么?为什么要这么做?理由何在?原因是什么?(2) WHAT——是什么?目的是什么?做什么工作?(3) WHERE——何处?在哪里做?从哪里入手?(4) WHEN——何时?什么时间完成?什么时机最适宜?(5) WHO——谁?由谁来承担?谁来完成?谁负责?(6) HOW——怎样做?怎么做?如何提高效率?如何实施?方法怎样?(7) HOW MUCH——多少?做到什么程度?数量如何?质量水平如何?费用产出如何?D:愚巧法:防错法日文称PKKA-YOKE,又称愚巧法,防呆法.意即在过程失误发生之前即加以防止.是一种在作业过程中采用自动作用,报警,标识,分类等手段,使作业人员不特别注意也不会失误的方法。
这种方法有助于提高品质水平和作业效率。
E:雷达法:雷达图用来表示已取得的工作业绩与目标业绩之间的差距,因其图形酷似雷达而得名。
雷达图的作用,使成绩和差距一目了然;清楚地表示出业绩的评价标准,展示特定标准对工作各方面表现的评价;可以知道项目小组各成员对团队工作业绩的不同看法。
F:统计图:表现统计数字大小和变动的各种图形总称。
其中有条形统计图、扇形统计图、折线统计图、象形图等。
在统计学中把利用统计图形表现统计资料的方法叫做统计图示法。
其特点是:形象具体、简明生动、通俗易懂、一目了然。
QC七大手法

QC七大手法QC七手法:柏拉图,散步图,分层法,鱼骨图,直方图,管制图,检查表质量改进系列——因果图因果图的绘制:问题有多少个就需要绘制因果图1. 选题,分析对象,确定质量特性(结果),因果图中的结果可根据具体需要选择。
2. 组织讨论,尽可能找出可能会影响结果的所有因素,由于因果图实质上是一种枚举上,故在构造因果图时,强调开诸葛亮会,畅所欲言,集思广益!3. 找出个因素之间的因果关系,在图上以因果关系的箭头表示出来。
将结果写在右边,从左自又画一条箭头,将结果用方框框上,列出影响结果的主要原因为大骨(人、机、料、法、环),也用方框框上,直到中骨、小骨,一直到可以制定具体对策为止。
4. 根据对结果影响的程度,将对结果有显著影响的重要原因用明显的符号标示出来。
5. 在因果图上标出有关信息,例如标题、绘制人、日期等等。
排列图制作排列图的步骤第一步:确定所要调查的步骤以及如何收集数据。
1. 选题,确定所要调查的问题试那一类问题,如不合格项目、损失金额、事故等等;2. 确定问题调查的期间,如自3.1——4.30日止;3. 确定那些数据实必要的,以及如何将数据分类,如:按不合格类型分,或按不合格发生的位置分,或按工序分,或按照机器设备分,或按操作者分,或按作业方法分等等。
数据分类后,把不常出现的项目归到“其他”项目。
4. 确定收集数据的方法,以及在什么时候收集数据,通常采用调查表的形式收集数据。
第二步:设计一张数据记录表,如第三步:将数据填入表中,并合计。
第四步:制作排列图用数据表,表中有各项不合格数据、累计不合格数、各项不合格所占百分比及累计百分比。
不合格类型不合格数累计不合格比率(%)累计比率(%)第五步:按数量从大到小顺序,将数据填入数据表中。
“其他”项的数据有许多书籍很小的项目组成,将其列在最后,而不必考虑“其他”项数据的大小。
第六步:画两根纵轴和一根横轴。
左边纵轴,标上件数(频数)的刻度,最大刻度为总件数;右边纵轴,标上比率(频率)的刻度,最大刻度为100%。
QC七大手法详细讲解

目录
CONTENTS
• 特性要因图法 • 柏拉图法 • 层别法 • 查检表法 • 散布图法 • 控制图法 • 直方图法
01 特性要因图法
定义与特点
01
定义
特性要因图法,也称为鱼骨图 ,是一种用于表示因果关系的 图形工具,通过将问题的结果 (特性)与可能的原因(要因 )关联起来,帮助分析者系统 地研究和分析问题。
使用步骤
1. 确定变量
明确需要分析的两个变量,例如尺寸和不良 率。
2. 收集数据
收集相关数据,确保数据的准确性和完整性。
3. 绘制散布图
将数据绘制在散布图上,通常使用笛卡尔坐标系 。
4. 分析关系
观察散布图上的点分布,分析两个变量之间的关系 。
5. 判断关联性
根据散布图中点的分布情况,判断两个变量是否 具有关联性。
绘制控制图
根据收集到的数据,绘制控制图,包 括中心线、上控制限和下控制限。
监控与分析
在控制图上标记数据点,观察数据点 的分布情况,分析生产过程的稳定性。
异常处理
当发现异常数据点时,及时采取措施 进行调整和改进,确保生产过程的稳 定性和产品质量。
实例分析Βιβλιοθήκη 实例某生产线上生产一种电子元件,通过控 制图法监控其电阻值。
6. 监控与评估
对改进措施的实施效果进行监控 和评估,确保问题得到有效解决
。
5. 制定改进措施
针对关键因素制定相应的改进措 施,并实施。
4. 确定关键因素
根据柏拉图的分析结果,确定对 质量影响最大的关键因素。
实例分析
在某生产线上,产品不合格率较高,通过柏拉图法分析发现,主要原因是 原材料质量不稳定和生产设备老化。
【工具】QC七大手法详解(完整版)

【工具】QC七大手法详解(完整版)QC七大手法详解(完整版)一:引言A. 背景介绍B. 目的和范围二:质量控制概述A. 质量控制的定义B. 质量控制的重要性C. 质量控制的目标三:QC七大手法简介A. 概述B. QC七大手法的分类1. 手势分析2. 统计抽样3. 流程图4. 棒图和直方图5. 帕累托图6. 因果图7. 控制图四:QC七大手法详解A. 手势分析1. 定义2. 用途3. 实施步骤4. 注意事项B. 统计抽样1. 定义2. 用途3. 实施步骤4. 注意事项C. 流程图1. 定义2. 用途3. 实施步骤4. 注意事项D. 棒图和直方图1. 定义2. 用途3. 实施步骤4. 注意事项E. 帕累托图1. 定义2. 用途3. 实施步骤4. 注意事项F. 因果图1. 定义2. 用途3. 实施步骤4. 注意事项G. 控制图1. 定义2. 用途3. 实施步骤4. 注意事项五:案例分析A. 案例一:手势分析在生产车间的应用B. 案例二:统计抽样在质量检测中的应用C. 案例三:流程图在流程优化中的应用D. 案例四:棒图和直方图在数据分析中的应用E. 案例五:帕累托图在问题解决中的应用F. 案例六:因果图在故障排除中的应用G. 案例七:控制图在过程控制中的应用六:总结A. 本文总结B. QC七大手法的优缺点C. 未来发展趋势附件本文所涉及的案例分析数据和图表法律名词及注释1. 质量控制法- 定义:指导企业及其所从事的活动,提高质量的法律规定和制度。
- 适用范围:所有从事质量控制活动的企业和个人。
2. 质量标准法- 定义:规定了产品和服务的质量要求的法律法规。
- 适用范围:所有涉及产品和服务质量的企业和个人。
QC七大手法详解(完整版)一:前言A. 背景介绍B. 本文目的和范围\t二:质量控制概念A. 质量控制定义B. 质量控制的重要性C. 质量控制目标三:QC七大手法介绍A. 概述B. QC七大手法分类1. 手势分析2. 统计抽样3. 流程图4. 棒图和直方图5. 帕累托图6. 因果图7. 控制图四:QC七大手法详细解析A. 手势分析1. 定义及原理3. 应用案例及效果分析B. 统计抽样1. 定义及原理2. 实施步骤及流程3. 应用案例及效果分析\t\tC. 流程图1. 定义及原理2. 实施步骤及流程3. 应用案例及效果分析D. 棒图和直方图1. 定义及原理2. 实施步骤及流程3. 应用案例及效果分析E. 帕累托图1. 定义及原理3. 应用案例及效果分析F. 因果图1. 定义及原理2. 实施步骤及流程3. 应用案例及效果分析G. 控制图1. 定义及原理2. 实施步骤及流程3. 应用案例及效果分析五:案例分析A. 案例一:手势分析在生产车间的应用B. 案例二:统计抽样在质量检测中的应用C. 案例三:流程图在流程优化中的应用D. 案例四:棒图和直方图在数据分析中的应用E. 案例五:帕累托图在问题解决中的应用F. 案例六:因果图在故障排除中的应用G. 案例七:控制图在过程控制中的应用六:总结A. 本文总结B. QC七大手法优缺点及应用场景C. 未来发展趋势附件本文所涉及的案例分析数据和图表法律名词及注释1. 质量控制法- 定义:质量控制活动所需遵守的法律法规。
QC7大手法(完整版)

200.00% 200.00%
554 263 387
品质部 2011-11-08
200.00%
根据不良项目分层,结果如下:
现象描述 保护胶不良 信息面黑点 裂片 信息面划伤
暗纹/水纹/云纹
边缘碰伤 粘片,粘胶 拉丝 合计
数量 7193 878 713 240 236 182 159 31 9632
数量 2485 2257 2240 1648 1062 9632
品质部 2011-11-08
2.柏拉图
品质部 2011-11-08
定义
根据所搜集之数据,按不良原因、不良状况、不良发 生位置等不同区分标准,以寻求占最大比率之原因,状况 或位置的一种图形。 1897年,意大利学者柏拉图分析社会经济结构,发现绝 大多数财富掌握在极少数人手里,称为“柏拉法则”。 美国质量专家朱兰博士将其应用到品管上,创出了 “Vital Few, Trivial Many”(重要的少数,琐细的多数)的 名词,称为“柏拉图原理”。
品质部 2011-11-08
品管七大手法所体现的精神
◆用事实与数据说话。 ◆全面预防。 ◆全因素、全过程的控制。 ◆依据PDCA循环突破状予以改善。 ◆层层分解、重点管理。
品质部 2011-11-08
1.层别法
品质部 2011-11-08
定义
针对部门别,人别,工作方法别,设备,地点等所收 集的数据,按照它们共同的特征加以分类统计的一种分析 方法,即为了区别各种不同的原因对结果的影响,而以个 别原因为主,分别统计分析的一种方法。
素的主要类别:数据和信息系统、人员、机器设备、材料、方法、度 量和环境等;
3)
4)
开始画图,把“结果”画在右边的矩形框中,然后把各类主要原
QC七大手法

9.5 10.8 10.2
9.6
10.3 10.5 S 9.8 L 12.1 S 9.0 L 11.2 10.4 10.5
10.7 S 8.9 10.0 10.6 9.8 9.3 L 0.6 11.4
10.7 10.3 10.0 10.1
10.0 9.6 10.6 10.6 10.2 10.0 10.5 L11.2 11.4 S 9.2 9.8 S 9.6
1
12
1.3 层别法练习B
为了了解生产作业在那里 发生了问题,于是制造部经 理要求该线长作一次分析. 您就是那位线长,应该如何 来进行层别(分类)的设计呢?
1
13
1.3 层别法设计参考案:
1
14
1.4 层别法设计参考案:
查看当天每个工程的不合格品的原 始资料,汇整成次表:
1
15
时
制程别
间
别 产品别
KJ法
大脑活动与QC手法
1
31
3.3 特性要因图的作法F
B.S法四原则 a.禁止批评 b.自由奔放(异想天开的想法) c.全体发言(求量) d.欢迎搭便车(创意的联想)
1
32
3.3 特性要因图的作法G
(3)第三步:采用三菱式脑力激 荡(M.B.S)法过滤,舍弃毫 不相干的想法。本步骤有 时可省略,直接用(4)第四 步:分类的步骤.
特性要因图结构
1
37
3.3 特性要因图的作法L
(6)第六步: 填写制作目的、日期及制 作者等基本资料.
1
38
3.3 特性要因图的作法N
----------
---------
a h g p m 其它
a
(原因的分析)
QC七大手法

QC5: 直方图制作的步骤
决定组数的一般准则
样本数n
组数k
n<50
5~7
50=<n<100
6~10
100=<n<150
注意:查检表的格式及内容,要让使用者最方便使用及最易记录为最高原 则。
QC3:散布图
定义﹕
以纵轴表示输出(Y),以横轴表示输入(X)﹔用点表示出分布形态,根据分布 的形态判断对应数据X、Y之间的相互关系的图型,称为散布图。
目的﹕
判断一组成对的计量数据之间是否有相关性
QC3:散布图制作的步骤
1:搜集相对应输入输出数据,至少三十组以上, 并且 整理写到数据表上,如下例。 下列数据表示铸造工程所使用铸砂混合树脂(粘剂)﹐ 树脂量(%)对砂抗折力强度(kg/cm2)的关系
7~12
n>=150
10~20
QC5: 直方图制作的步骤
6. 决定组距的组界及组中点
决定组距: 组距=全距/组数 在本例中,由于样本个数为50 现决定使用7组。而在Step 4 所算出之全距为0.19,因 0.19/7=0.0271..,由于数据之有效位数为0.01,因此组距设到小数点下二位即可,所以 令为0.03。
QC七大手法
QC1:层别法
定义: 即将多种多样的数据根据分析者不同目的需要分 类成不同的类别. 目的﹕使数据按类别显得具有差异性,以方便分析.
QC1:层别法
层别法的使用 • 在搜集数据之前就应使用层别法,以避免数据中含
QC七大手法
Volex(SZ) QA Department training MaterialQuality Control Seven ToolsPresented By: Xia Fan2th April. 2001Suzhou Quality1Quality Control Seven Tools品质管理需要用科学的管理方法和统计技术,对影响品质的各方面因素进行系统的考虑;对相关数据进行收集、处理、分析;找出形成原因和解决方法;实施改进。
Quality Control Seven Tools品质管理活动中所运用的统计手法一般称为“QC七大手法”:1、检查表(又称点检表)——收集、整理资料;根据事实、数据说话。
2、柏拉图(又称排列图)——确定主导因素;并非对所有原因采取处置,而是先就其中影响较大的2~3项采取措施。
3、因果图(又称特性要因图、鱼骨图)——寻找引发结果的原因;整理原因与结果之关系,以探讨潜伏伏性的问题。
Quality Control Seven Tools4、分层法(又称层别法)——从不同角度层面发现问题;所有数据不可仅止于平均,须根据数据的层次,考虑适当分层。
5、散布图(又称散点图)——展示变量之间的线性关系;6、直方图(数次表)——展示过程的分布情况;凡事物不能完全单用平均值来考虑,应该了解事物均有变异存在,须从平均值与变异性来考虑-。
7、控制图(又称管控图)——识别波动的来源;凡事物不能完全单用平均值来考虑,应该了解事物均有变异存在,须从平均值与变异性来考虑-Quality Control Seven Tools具体步骤是:1、问题的把握点(柏拉图、直方图),2、对问题的现状分析(控制图、检查表、散布图、层别法),3、改善对策实施(利用各种统计方法及固定的技术),4、实施结果的确认(推移图、柏拉图),5、标准化。
Quality Control Seven Tools1.什么是检查表:检查表是一种为了便于收集数据而设计的表格。
质量管理(qc)七大手法
质量管理(qc)七大手法质量管理(QC)是指为了提高产品或服务质量而采取的一系列管理手法和方法。
下面将介绍质量管理的七大手法。
一、检查表检查表是一种系统化的记录表格,用于记录和评估产品或服务的各个方面。
通过制定检查表,可以确保所有的要求都被检查到,并且可以及时发现和纠正问题,从而提高产品或服务的质量。
二、散点图散点图是一种用于展示两个变量之间关系的图表。
通过绘制散点图,可以直观地看到两个变量之间的相关性。
在质量管理中,散点图可以用来分析不同因素对产品质量的影响,从而找出影响产品质量的关键因素,进一步优化产品设计和生产过程。
三、直方图直方图是一种用来展示数据分布情况的图表。
在质量管理中,直方图可以用来分析产品或服务的质量特征,如尺寸、重量等的分布情况。
通过观察直方图,可以判断产品或服务是否符合质量要求,进而采取相应的措施进行改进。
四、因果图因果图,也称鱼骨图或石川图,是一种用来分析问题原因的图表。
它将问题看作是一个鱼骨,将问题的各个可能原因分别列在鱼骨的不同支线上,从而帮助人们找出问题的根本原因。
在质量管理中,因果图可以用来分析产品或服务质量问题的原因,从而采取相应的措施进行改进。
五、流程图流程图是一种用来展示工作流程或业务流程的图表。
在质量管理中,流程图可以用来描述产品或服务的生产或提供过程,从而帮助人们理清工作流程,找出可能存在的问题和改进的空间。
六、控制图控制图是一种用来监控过程稳定性和一致性的图表。
通过绘制控制图,可以及时发现过程中的变异,并判断其是否超出了预期范围,从而采取相应的控制措施。
在质量管理中,控制图可以用来监控产品或服务的质量特征,确保其在可接受范围内。
七、Pareto图Pareto图是一种用来展示问题的重要性和优先级的图表。
它按照问题发生的频率或影响程度对问题进行排序,从而帮助人们确定优先解决的问题。
在质量管理中,Pareto图可以用来确定产品或服务质量问题的优先解决顺序,从而提高问题解决的效率。
QC七大手法

50% 45% 40% 35% 30% 25% 20% 15% 10% 5% 0% ² Á ±Â » ¼ È Ê À » ±Â Û ý È Ê Æ Ë ð 47.10% 47.10% ä Î ±Ð 21.70% 68.80% Î Û ¹ º 15.80% 84.60% ß ç » ¼ ³ ´ ² Á 10.90% 95.50% ä ü Æ Ë 4.50% 100%
环境
4、查核表法: 就是备忘条,将要进行查看的工作项目一项一项地整理出来,然后定期或定时检查 特点:简易有效 用途:日常管理,收集数据,改善管理用 例:点检用查核表、记录用查核表 5、直方图法: 特点:了解品质 用途:1、了解分布,制程能力 例:CPK的计算 2、与规格比较 3、各批品质情况
6、散布图法 特点:相关易懂 用途:1、了解二种因素(或数据)之间的关系 2、发现原因与结果的关系
KJ 图
特点:化繁为简 用途:A、烦杂的文字语言结合成易懂的方案 4、矩阵图法 特点:简单明了 B、用以认清事实与突破现状
用途:A、应用系统展开
B、工程不良原因追查
C、多重性考虑,可明确找出问题的方法
5、箭头图法: 特点:进度掌握 用途:A、找工作中之要径踏线法 B、用于如期完工或焊工作业可降低成本 6、PDCA法 特点:事先考虑 用途:寻找最佳决策案: A、目标管理的策定 B、寻找最佳决策案 7、矩阵数据解析法 特点:由数据求真理 用途:A、复杂工程解析 B、复杂多变量的品质评价 C、数据之解析 C、系统上预测及对策的策定
例:某一学生考试成绩5科总分为440分,各科成绩如下:语文95分;英文92分;历史85分;地理78分。分类后,
易于采取因应措施。 2、柏拉图:是根据归集的数据,以不良原因、不良状况发生的现象,有系统地加以项目别(层别〕分类,计算出 各项目别所产生的数据(如不良率〕及所占的比例,再依照大小顺序排列,再加上累积值的图形。 特点:重点把握。
QC七大手法
QC七大手法一、层别法将各种各样的相当复杂资料,以有目的有系统归纳与分类,使之方便以改善的方法,是最基本的统计方法。
二、柏拉图法在工厂中,发生不良影响效果的问题很多,如果不明目的一一去加以分析及控制,往往难达到预期的效果。
1、柏拉图法即是要根据收集的数据,以不良原因、不良状况、不良发生位臵及客户抱怨的种类等项目加以分类,计算出各项所占的比例按大小顺序排列再加上累积的图形。
2、制作步骤:A、决定需要解决的问题,对状况或原因以层次别法的项目别进行分类归纳统计,分类项目不可超过6项。
B、决定收集资料的时间。
自何时至何时,作为柏拉图资料的依据。
C、绘制坐标系,纵轴表示件数,横轴表示项目。
D、依项目大小顺序从左右排列在横坐轴上,并绘好柱形。
E、在右侧横轴上绘制一条累计比率纵坐标,并标注累计值。
累计比率= 各项累计数×100%总数F、连接累计曲线。
G、记入柏拉图主题及相关资料。
3、利用柏拉图,对占累计比率60%~80%的项目作为改善目标,以特性要因图加以分析并提出改善对策实施。
改善的效果也可用柏拉图跟踪改善效果。
4、利用柏拉图法,可以解决引起问题的80%以上不良项目。
三、特性要因图1、特性要因图是将造成某项结果的众多原因,以系统的方式图解之,也即是以图来表达结果或原因之间的关系,形状像鱼骨图又称“鱼骨图”这个概念是由日本品管权威石川博士首先提出,又称“石川图”。
2、特性要因图制作:A、决定主题:明确需改善的问题。
B、决定要因:可利用4M来分析影响主题的原因。
4M即MAN(人)、MACHINE(机器)、MATERIAL(材料)、METHOD(作业方法)。
C、分析引起要因的中小要因,约3~5个较为适当。
D、将影响问题较大的要因标识以便对策。
E、填制作目的、日期、及制作者等资料。
3、特性要因图不仅可以与柏拉图连接使用,也可单独使用。
4、一个管理人员,将工作范围内所追求的目标、具体归划,以特性要因图分析也影响达成的原因,加以改善,会使管理工作更加得心应手。
qc七大手法顺口溜
qc七大手法顺口溜
七大手法,教你QC
质量控制,是企业管理的必要环节,
用QC七大手法,提升产品质量效益。
第一法则“三统一”,
标准统一、方法统一、程序统一,
流程一致,质量保障有据可依。
第二法则“四清除”,
清暗示、清迷信、清障碍、清危机,
明确方向,解决问题更高效。
第三法则“五S法”,
整理、整顿、清扫、清洁、素养,
工作环境优化,生产效率倍增。
第四法则“六平衡”,
产品平衡、流程平衡、人员平衡、环境平衡、绩效平衡、供需平衡,稳定平衡,质量持续提升。
第五法则“七检测”,
取样检测、性能测试、外观检查、自动检验、可靠性检验、全面检查、实时监控,
确保质量,细节掌握在手。
第六法则“八改进”,
流程改进、技术改进、设备改进、管理改进、员工改进、客户满意
改进、绩效改进、财务改进,
持续改善,不断创新。
第七法则“九宣传”,
传播质量文化、宣导质量意识、弘扬品质精神、分享成功经验、营
造良好氛围、树立品牌形象、提升市场竞争力、促进社会发展、传承
质量荣誉,
共同发展,质量共赢。
以上七大手法,是QC的精髓要义,
贯彻实施,品质保障事半功倍。
QC七大手法顺口溜,希望能够给你带来启发和帮助,能够在质量
控制方面发挥重要作用。
只有通过不断学习和实践,我们才能不断提
高产品的质量,提升企业的竞争力。
QC七大手法是我们在质量控制过
程中的指导原则,只有深入理解并且灵活运用,才能取得更好的效果。
让我们共同努力,将QC七大手法融入到企业的日常工作中,为提升产品质量做出更大的贡献。
QC七大手法
前言1.QC七手法又称为QC七工具,一般指旧QC七手法,即:1)因果图2)柏拉图3)数据及检查表4)层别法5)散布图6)直方图7)管制图是质量管理及改善运用的有效工具.2.QC手法的适用范围:QC手法的用途非常广泛,可以用于企业管理的方方面面(包括计划管控、员工思想意识行为管理、质量管控、成本管控、交期管控、士气管理、环境管理、安全管理、效率管理、绩效考核、日常管理等等),但主要用于品质管理及改善。
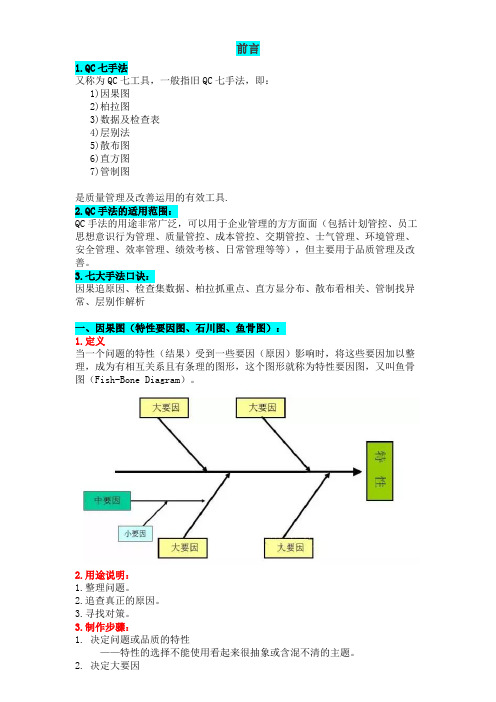
3.七大手法口诀:因果追原因、检查集数据、柏拉抓重点、直方显分布、散布看相关、管制找异常、层别作解析一、因果图(特性要因图、石川图、鱼骨图):1.定义当一个问题的特性(结果)受到一些要因(原因)影响时,将这些要因加以整理,成为有相互关系且有条理的图形,这个图形就称为特性要因图,又叫鱼骨图(Fish-Bone Diagram)。
2.用途说明:1.整理问题。
2.追查真正的原因。
3.寻找对策。
3.制作步骤:1. 决定问题或品质的特性——特性的选择不能使用看起来很抽象或含混不清的主题。
2. 决定大要因——须是简单的完整句,且具有某些程度或是方向性。
3. 决定中小要因。
4. 决定影响问题点的主要原因。
5. 填上制作目的、日期及制作者等资料。
4.应注意事项:1.脑力激荡。
2.以事实为依据。
3.无因果关系者,予以剔除,不予分类。
4.多加利用过去收集的资料。
5.重点放在解决问题上,并依结果提出对策,依5W2H原则执行。
•WHY——为什么?为什么要这么做?理由何在?原因是什么?•WHAT——是什么?目的是什么?做什么工作?•WHERE——何处?在哪里做?从哪里入手?•WHEN——何时?什么时间完成?什么时机最适宜?•WHO——谁?由谁来承担?谁来完成?谁负责?•HOW ——怎么做?如何提高效率?如何实施?方法怎样?•HOW MUCH——多少?做到什么程度?数量如何?质量水平如何?费用产出如何?6.依据特性别,分别制作不同的特性要因图。
QC七大手法

Q C七大手法一、数据的收集和整理1、数据一切用数据说话,数据是质量管理活动的基础,一个具体产品是需要一系列的数据来表现它的质量,如尺寸、重量、强度、成分、功率、外观等。
这些数据反映出产品特定性质,称为质量特性。
测量质量特性所得的数据,叫质量特性数据。
在质量管理过程中,需要有目的地收集有关质量数据,并对数据进行归纳、整理、加工、分析、从中获得有关产品质量或生产状态的信息,从而发现产品存在的质量问题以及产生问题的原因,以便对产品的设计、工艺进行改进,以保证和提高产品质量。
所以说数据在质量管理中起着重要的作用。
数据分为计量值数据和计数值数据等,本书第一章已作阐述,这里不再重复。
2、总体和样本○1.总体。
总体又叫母体,是研究对象的全体。
一批零件、一个工序或某段时间内生产的同类产品的全部都可以称为总体。
构成总体的基本单位,称为个体,每个零件、每件产品都是一个个体。
质量检验常用抽样方法进行,即从总体中抽出一部分个体,并测试每个个体的有关质量特性数据,进行统计分析后,对总体做出估计和判断。
这里要注意的是,总体并不仅仅是指研究对象的全体,而更多的是指每个个体的质量特性数据的全部。
如分析一批零件的公差时,把这批零件的公差作为总体,所以总体大都是产品某种质量特性数据的集合。
由于质量特性数据的数值因个体不同而异,也就是说,总体中每一个个体的某种质量特性必定与一个成一组数量指标相对应,当我们把这个数据值看作随机变量时,总体显然就是随机变量的全体集合。
总体可以是有限的,也可以是无限的。
一批零件的数目是有限的。
一台机床若边疆不断地工作,那么加工零件数量无限的,它所构成的总体是无限总体。
个体数目有限的总体称为有限的,它所构成的总体是无限总体。
个体数目有限的总体称为有限总体,若其中个体数为N,则N称为总体批量。
○2样本。
样本又叫样品,是从总体中抽出来一部分个体的集合。
样本中每个个体叫样品,样本中所包含样品数目称为样本大小,又叫样本量,常用n表示。
QC七大手法((精华版)
QC七大手法
QC 七 大 手 法 第一招:查检集数据 第二招:柏拉抓重点 第三招:鱼骨追原因 第四招:直方显分布 第五招:管制找异常 第六招:散布看相关 第七招:层别作解析
QC七大手法
图表的功用, 利于多种复杂现象相互比较可供分析研究用 费甚少时间可得明确的概念 对于专门知识不足的人,亦可得到了解 表示事务间关系时,图表较文章可以使阅者印入脑海 利于演讲,宣传或广告时,予阅者深刻印象 可供预测用
3
壓傷
62
540 81.57%
4
刮傷
40
580 87.61%
5
髒污
30
610 92.15%
6
手指印
16
626 94.56%
7
其他
36
662 100.00%
662 662 100.00%
QC七大手法-----柏拉图
定义: 根据搜集的数据,以不良原因,不良状况,不良发 生的位置,客户抱怨种类,或安全事故等项目别分 类,计算出各分类项目所占之比例按照大小顺序 排列,再加上累积值的图形
QC七大手法-----直方图
确定各组界限--组的边界值单位取最小测量 单位的一半。 本例第一组的下限为:
最小值- 最小测量单位 2
=34.528 -0.001/2=0.0005
第一组的上限值为下界限值加上组距
第二组的下界值为上界限值,第一组的上界值加上 组距就是第二组上界限值,依此类推,定出各组的 边界。
QC七大手法-----柏拉图
柏拉图的来由:
意大利社会经济学家帕雷特在1887年研究资本主 义的意大利社会财富分布状况时,发现少数人占有绝 大多数的财富,而绝大多数人却只占有少量财富处于 贫困状态,从而得出“关键的少数和次要的多数”的 社会财富分布规律。他还把这一规律用坐标图描绘出 来,得到一条累计的百分比曲线。后来,帕累特原理 被用到质量管理活动中,成为七大手法之一,现在这 一理论被升化为80/20原则。基本上,任何事物都遵 循这一规律。
QC七大手法
一、QC七大手法分为:1、简易七手法:甘特图、流程图、5W2H、愚巧法、雷达法、统计图、推移图2、QC旧七大手法:特性要因分析图、柏拉图、查检表、层别法、散布图、直方图、管制图3、QC新七大手法:关连图、系统图法、KJ法、箭头图法、矩阵图法、PAPC法、矩阵数据解析法计数值:以合格数、缺点数等使用点数计算而得的数据一般通称为计数数据。
(数一数)计量值:以重要、时间、含量、长度等可以测量而得来的数据,一般为计量值,如长度、重要、浓度,QC七大手法由五图,一表一法组成:五图:柏拉图、散布图、直方图、管制图、特性要因分析图(鱼骨图)一表:查检表(甘特图)一法:层别法二、介绍简易七大手法:1、甘特图:用途1、工作进度安排2、查核工作进度3、掌握现况4、日常计划管理用2、统计图(条形图):用途1、异常数据一目了然。
2、容易对照比较。
3、易看出结论。
3、推移图(趋势图):用途1、数据对时间变化管理使用。
2、可以把握现状、掌握问题点。
3、效果、差异比较。
4、流程图:用途1、工作内容之表示。
2、容易掌握工作站。
3、教育、说明用。
5、圆图:用途1、用以比较各部分构成比例。
2、以时钟旋转方向由大到小排列,将圆分成若干个扇形。
3、直截了当的描绘各项所占比例。
三、介绍旧七大手法:1、查检表(CHECK LIST)用途1、日常管理用2、收集数据用3、改善管理用2、层别法:用途1、应用层别法、找出数据差异因素而对症下药。
2、以4M,每1M层别之。
3、柏拉图(计数值统计):借用层别图。
由生产现场所收集到后数据,必须有效的加以分析、运用,才能成为人价值的数据。
而将此数据加以 定义:1)根据所收集的数据,按不良原因、不良状况、不良项目、不良发生后位置等不同区分标准 2)从柏拉图可看出哪一项目有问题,其影响度如何,以判断问题之所在,并针对问题点 3)又因图后排列是依大小顺序,故又可称为排列图。
4)柏拉图制作说明:A 决定数据的分类项目分类的方式有:a 结果的分类包括不良项目别、场所别、时间别、工程别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
件 數 60
效 果
100 (%) 50 17 6 3 3 0 累 積 比 率
積 比 率
30 24 0 件 數 項 目 C E B
A
B
C
D
E
A
F
(a) 對 策 前
(b) 對 策 後
(尺 寸 不 良 項 目 的 柏 拉 圖 層 別)
23
(3)特性要因圖層別
(4)直方圖層別
24
例:某公司使用甲乙兩部機械分別加A與B 兩種不同來源之材料。產品品質特性分別如圖。機械乙使 用B材料之產品顯著偏低,不知偏低是由於機械的因素或材料的不同,這種情形稱為材料的影響 與機械的影響發生交絡。為要分析因素間的交絡,將A、B兩種材料均由甲乙兩部機械加工, 分別畫出直方圖,結果判明偏差係因機械的影響。
(五) 比較與檢定
如係全數檢查,將甲、乙兩廠原料/ 張三、李四、操作員與吳一作員
/ A,B,C,機械直接比較。如係抽樣檢查則宜採用統計檢定方法或變異數分析以
比較原料、操作員、機械等各個群體間的優劣。
三
層別的類別:
在QC手法上運用層別,有下列類別
1.圖表層別 2.柏拉圖層別 3.特性要因圖層別 4.直方圖層別 5.散佈圖層別 6.管制圖層別
Sl=130 Su=190
n=200 x=145.5 s=9.76
40
30
制品名: 工程名: 期 間: 作成月日: 作成者:
20
次 數
10
125.5
133.5
141.5
149.5 157.5
165.5 169.5 12
129.5
137.5
145.5 153.5
161.5
3直方圖的製作順序如下:
(1) 收集數據 (2) 求出數據的最大值和最小值 (3) 決定組數 (4) 決定組據
雙峰型直方圖
SL 峭壁型直方圖 SU
14
B)測知製程能力,作為製程改善的依據
SL
合適製程能力
SU
SL
製程能力較規格好得好很多
SU
SL
SU
中心偏右製程能力
中心偏左製程能力
SL
SU
SL
分散度大過製程能力 15
SU
七、製程能力
1.製程準確度 Ca(Capability of accuracy)
生產過程中所獲得之數據平均值
(5)
決定組的組界值
(6)
求出各組的中心值
(7)
計算數據的次數 (2) 離島型
(8) 製作直方 圖
4.常見的直方圖型態
(1) 常態型 如下圖左右對稱,係正常的製程或製 品 均為此種型態。
如下圖之離島型,工程一定有某種異常原 因 發生,有進一步找出異常原因之必要,如 將 離島部分去除,可使製造出來之製品合乎 規格。
18
品管七大手法之三:层别法
一、层别法的简要说明 层别法又叫分层图,是品管所有手 法中最基本的概念,是统计方法中最基 础的管理工具,它将大量有关某一特定 主题的观点、意见或想法按组分类,将 收集到的大量的数据或资料按互相关系 进行分组,加以层别。
19
二
層別法的作法:
(一) 確定層別的目的
在實施層別之前,首應針對某一特定目的而層別,如其目的為解析不良率,或為提高作業效率,
145 136 134 160 142149 167146 157 163139 160 153147 148140 152 150 142 153 142 152 144 158 143148 152 147 153 164126 159 154 156 147141 170 151 141 150
品管七大手法
深圳市英达思管理顾问公司
主讲:彭浩
1
品管七大手法之一:检查表
一、检查表的简要说明 -----将需要检查的内容或项目一一列出来, -----然后定期的或不定期的逐项检查, -----将问题点记录下来的方法。 是最简单,使用最多,用途最广的一 种品管手法。
2
检查表在应用时应注意如下事项:
常態型直方圖 SL 離島型直方圖 SU
13
(3) 鋸齒型 如下圖,係因測定值或換算方式有偏差,次數分配不妥當所形成的。
(4) 雙峰型
鋸齒型直方圖 (5) 峭壁型 峭壁型的直方圖往往是因工程能力不 夠,但為求產品合乎規格,而實行全數檢 驗所常見的型態,如下圖有極少部分低於 規格界限,是因測定錯誤或檢查錯誤所導 致者。
數據數 80~100 100~250 組數 6~10 7~12
250以上
10~20
8
31
附表:
132 162 166 137 145153 148 127 155 136144 157 150 136 126132 127 147144 151
137 150 133 162 147150 157 145 156 152150 167 152142 147142 137148 143 152
D 50% 1.33 > Cp>1.0 |Ca| ---全面检讨所有因素,并停产 Cp A Cp>1.67---太好,可以放松管理,降低成本 B 1.67 > Cp>1.33---合格,理想状态,继续维持 C 1.33 > Cp>1.0 ---警告,加强管理,使受控 D 1.0 > Cp>0.67---不足,有不良产生,全选 E 0.67 > Cp---非常不足,采取紧急措施,追究原因 Cpk A Cpk >1.33----足够 B 1.33 > Cap>1.0 ----尚可,须努力 C Cp<1.0----加以改善
與規格中心值 Ca =
()
(X)
之間偏差之程度 %
實驗平均值-規格中心值 規格許容差
( X- ) % (T/2) T = Su-SL = 規格上限-規格下限
=
--
16
2.製程精密度Cp (Capability of Precision) 從製造過程中全數抽樣或隨機抽樣所 計算出來之樣本標準差(S)再乘以 以推定實績群體之標準差 用3 與 規格許容差比較,或是以6 與規格公 差比較。
5. 按時間如日夜班、週別、月別、季別等層別。 6. 按操作方法層別。
20
(三) 製作記錄卡
每一單位產品均附上一張記錄卡,自原枓至產品詳加記錄其經歷。
如甲廠原料: 張三操作員 :A機械。
(四) 整理數據
將甲廠原料與乙廠原料 / 張三操作員、李四操作員與吳一操作員 / A機械,B機械與C機械等分別整理。
21
四 範例:
(1) 圖表層別
22
(2) 柏拉圖層別
期間4月1日~4月30日 n = 7251 pn =111 p = 1.53 % (%) 100 件 數 90 90 期間11月1日~11月30日 n = 8083 pn = 53 p = 0.66 %
累
60 45 30 12 9 0 件 數 項 目 9 3 0 F 0 33 50
二、使用直方圖的目的:
1. 了解分配的型態 2. 研究製程能力---CPK 3. 工程---解析與管制 4. 測知數據---真,偽 5. 計劃產品之不良率 6. 求取分配之平均值與標準差 (X) () 7. 藉以訂定規格界限 LCL UCL 8. 與規格或標準值比較 9. 調查是否混入兩個以上不同群體 10. 了解設計管制是否合乎製程管制
如果就製程中所蒐集得到的數據,經繪成如下圖所示之雙 峰型態,則製程為兩種不同之分配組合,亦即可能混合不同群 體,如兩台不同機器所製造出來的製品,或使用兩個不同的操 作員,或兩個不同班,或兩個不同生產線等生產出來的製品混 在一起。如果發現直方圖有雙峰或三個峰以上的情形,應特別 需要將其層別,即不同之機器、材料、操作員、班別、次數、 生產線所製造出來的製品不擺在一起,俾便趁早發現造成不良 的原因。
137 151 147 152 144147 142 142 150 150127 162 160142 140143 126 152 147 149 …
… … … … …
…
… … … … …
…
… … … … …
…
… … … … … …
…
… … … … … …
…
… … … … … …
…
… ... … … … …
1. 确定项目:可参照案例,也可使用多方 论证,使检查的项目不遗漏。 2. 确定频率:每小时,每天、每周,还是 每月检查。 3. 确定人员:选择适当的人,铁面无私地 执行检查工作,记录结果。 4. 公布结果,必要时,将查到的问题经汇 总后再进行公布。
3
案例 1
良 項 目 說 明 品 (一)主機配件及外觀 1.配件(電源線、說明書及指定配件) 正確,性能良好 (1)配件與指定規格不符 (2)配件破損或變形 (3)配件欠缺 (4)配件不動作,無法使用 2.外觀 塗裝在距離 60CM 與標準樣品比 較很正常 (1)塗裝與標準品比較有微小差異 (2)污漬在 1MM 以上(使用清潔劑 無法清除) (3)底色暴露 (4) 外 表 有對 人 體產 生 傷害 的 銳 利邊緣或突起物 (5)色澤度前後差異 (6)流水紋產生
規格許容差 3
Cp =
或
規格公差
6
3.製程能力指數Cpk Cpk 是總合Ca 和 Cp 二值之指數 Cpk=(1-|Ca|)Cp
17
4 制程能力判定标准:
Ca A |Ca|<12.5%---遵守作业标准,达到规格要求,应维持。 B 12.5% < |Ca| < 25%---尽可能改进为A级
C 25% < |Ca| < 50%---检讨规格及作业标准
7
11 17 34 37 32 23