全数字脉冲MIG逆变焊接电源的研制
奥太焊机120917Pulse MIG R系列说明书

·10·
焊机参数 一、焊接电源 1.电源参数
型号 额 定 输 入 电 压 /频 率 额 定 输 入 容 量 ( KVA ) 额 定 输 入 电 流 ( A) 额 定 输 出 电 压 ( V) 额 定 负 载 持 续 率 ( %) 输 出 空 载 电 压 ( V) 输 出 电 流 范 围 ( A) 输 出 电 压 范 围 ( V) 功率因数 焊 丝 直 径 ( mm ) 脉冲特性 焊接类型 恒压特性 30 ~ 350 15 ~40 ≥ 0.87 0.8 、 1.0 、 1.2 、 1.6 碳钢、不锈钢、铝及其合金、铜及其合金、 有色金属等 CO2 碳 钢 、 富 氩 碳 钢 Pulse MIG -350R/RP Pulse MIG-500R/RP 50Hz 25 38 39 60% 91 30 ~500 15 ~50
………………………………………………… (4)
2 . 安全注意事项 ………………………………………………… (7) 3 . 电磁兼 容注意 事项 ………………………………………… (9) 4. 焊机参数 5.焊机安装
………………………………………………………(11) ………… … ………………………………………… (15)
6.焊机操作……………………………………………………………(17) 7.送丝机………………………………………………………………(26) 8.DeviceNet 机器人接口盒……………………………………(32) 9.水冷机………………………………………………………………(36) 10 . 焊枪 … … … … … … … … … … … … … … … … … … … … … …( 3 7 ) 11 . 报警代码 ……………………………………………………(39) 12 . 焊机保养 …………………………………………………… (41 ) 13.技术资料…………………………………………………………(43)
脉冲MIG焊接电源数字控制系统设计

个 桥 臂 上 两 个 IB G T的 导通 信 号 相 差 10 。 8 。
P WM驱 动 电路 如 图 4所 示 整 个 主 控 系 统 可 分 为 : P A 系 统 、2位 微 控 FG 3 制 器 系 统 、信 号采 集 和 A D转 换 电路 、WM 驱 动 / P
GA
目翼 蠢目 目
一
步 提 高 焊 机 质 量 . 足 MI 满 G焊 接 电源 数 字 控 制
所需 的实时性和控制精度 。 出了基于 3 提 2位微控
制 器 ( F 2 3 A 8 ) F G 的焊 机 控 制 系 统 。 MC 5 1C F 0 与 P A
萋金0 家0; 省‘ 学金R1后) 3 一 硬 设 方 学 (国1 东 自科基;国E3 … 件 案 r9 自) 2 士0 . 体 ” 计 一 基 02 山 然 ( 0 L 1整 一 一 “ 2 64 目4 然 0 : Z0科 中博0
De in o g tlCo to y t m o u s d M I W edn o r S u c sg fDii n r lS se f r P l G l i g P we o r e a e
P N i . A G Qn 1 ge
( hn ogIsi t o ui s ad Tc nl y,Y ti 6 05,C i ) S a dn tu fB s es n eh oo n te n g n a a 240 hn a A src :o t lss m b sdo ircnr l ( F 2 3 A 8 )a dfe rga mal gt r y F G ) f b tatC nr yt ae nm coot l r MC 5 1 C F 0 n l porm be a d ar ( P A o o e oe id e a r
Pulse MIG-500FR使用说明书2
▲Pulse MIG-500FR是一款能满足X80钢焊接工艺要求的的全数字化多功能电焊机,可满足X80钢的焊接工艺。
能完成金属粉芯焊丝、实芯碳钢焊丝及不锈钢焊丝的打底、填充和盖面;并且可对碳钢、纯铝、铝镁合金及不锈钢材料进行焊接。
该焊机具有合理的静外特性及良好的动态性能,性能特点如下:�逆变技术可以保证焊接过程在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强。
�MCU+DSP数字化控制,控制波形精细,实现一脉一滴过渡。
�焊接飞溅极小,金属熔敷率高,焊缝成形好,焊接变形小。
�收弧时具有消球功能,采用精细控制方式引弧,引弧成功率高。
�全数字化控制面板,一元化调节方式,调节方便。
�系统内置焊接专家数据库,自动智能化参数组合。
�在根焊特性下,采用表面张力过渡技术,完成打底焊工艺。
�在脉冲特性下,采用U/U脉冲波形控制技术,完成焊口的填充和盖面。
�具有两步、四步、特殊四步三种操作模式。
在大规范长焊缝焊接时,四步/特殊四步功能可降低焊工劳动强度和提高焊缝接头质量。
(可设定三个焊接规范,特别适用于管道全位置焊接)�可存储10套用户自定义的规范参数。
�送丝电路采用高稳定电源,送丝平稳。
�重量轻,体积小,便于移动。
�节能省电,使用费用低,对电网容量要求低。
该系列焊机的制造符合标准GB15579.1-2004《弧焊设备第一部分:焊接电源》。
安全注意事项�请务必遵守本说明书规定的注意事项,否则可能发生事故。
�输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
�无关人员请勿进入焊接作业场所内。
�请有专业资格的人员对焊机进行安装、检修、保养及使用。
�不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
�如果地面不平,要注意防止焊机倾倒。
造成电击或灼伤�请勿接触带电部位。
�请专业电气人员用规定截面的铜导线将焊机接地。
�请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
全数字化MIG焊技术在电热水器内胆焊接中的应用

收稿日期:2013一Ol 一15
直缝的焊接都采用自熔氩弧焊方法( TI G焊、不加填 充焊丝) 。该工艺限制了生产效率的提高:①装配精 度要求高。如果装配间隙稍大或错位,则容易产生 焊穿等缺陷,从而增加后续工序补焊的工作量,也 给产品质量及合格率留下隐患;②焊接效率低。因 TI G焊时焊接速度较低( 正常生产中焊速为0.5~0.6 m/mi n) ,为满足生产线节奏需求,可通过增加焊接 工位和增加送丝( TI G焊加填充焊丝) 来解决。但这 样做会增加产品的综合生产成本。
( 2) 环缝焊接 当前生产线该工位上采用的基 本是普通熔化极氩弧焊方法( MI G焊) 。普通MI G/ MAG焊设备焊接速度较慢( 约1.0~1.2 m/mi n) ,为 满足 生产线节 奏要求, 也只能通 过增加工 位来达到 。 同时.MI G/MAG焊焊接设备能耗较大。因此,焊接 速度慢和能耗高会增加产 品的综合生产成本。
摘要:简要介绍了我国电热 水器产业发展现状及影响其生产线效率提高的焊接 速度慢和能耗高等技术瓶颈.重点介绍了全数字化 MI G 焊技术的特.占、,即焊接过程控制精确、熔滴喷射过渡、弧长维持恒定和引弧与熄弧设定的专家焊接程序等。电热水器内胆直缝和环缝
生产 线实际应 用结果 表明, 全数字化 MI G焊 技术是一 种较为 先进的 焊接技术 ,它与 普通的 TI G焊和 MI G焊比 较.具 有焊接速 度快和
( 1) 焊接过程控制精确 全数字化焊机的核心 是主控制系统( 图1) 。工作时,首先通过数字 面板 设定焊接工艺参数,由主控制系统通过RS- 485数字 接1: 3向送 丝机发出 工作指 令,同 时通过数 字处理 器 向逆变电源发出工作指令,焊接过程立即开始。在 焊接过程中,实际焊接参数经反馈回路、模/数( A/ D) 转换后,由数字信号处理器反馈到主控制系统. 而面板显示实际值的同时,主控制系统将实际参数 与预设值进行比较,并将修正指令发给送丝机和电 源。整个过程由于都是数字信号的传送和比较。因 此,非常迅速、精确,且抗干扰。
数字化PMIG焊接电源人机交互系统设计

外。 还要求控制面板 的数字化。 采用传统的旋钮式操
作 和 电 表 类 显 示 的 模 拟 的 控 制 面 板 难 以 到 达 焊 接
1 面板论 ●●要求和 整体结构 设计 讨 设计 变 极 性焊 接 工艺 及 设 备
本研究主要针对 A M G 变极性脉冲 M G焊) CP I( I
p vir i l,i l pe i n o p t l i w li . r e e a e h hy r s ad cm aie n ed g o l lb g c e h n
K ywod : C D P S 7 1 A;MI e rs M U; S ;D 2 8 P G
— ■■
L hnyn , A G( n u .I O P g H A G P n - iX E【 gh U Z e - gJ N a ・ . LA i . U N e g . U —e a I j n h n
(olg f c aia Eniern n p l dEern e h ooy B in nvri fT n lg . ej g C l eo h nc l gn eigad A pi lt sT c n lg . ej gU iest o h ooy B in e Me e o i y i 10 2 , hn ) 0 0 2 C ia
a t a o i g te mo e o U l s DS i de i _u - c ie i tra e s se b d pi g MC AS 9 82 2 a d n el e t n i d pt h d fMC p u P.t sg a n n ma h n ne fc y t m y a o t U n ns n T S 5 n itli n g
TPS5000全数字化MIG焊机操作培训

珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
TPS4000全数字化焊机主要整体结构 一、主电源
二、送丝机
三、冷却水箱
四、中继线
五、焊枪
焊接薄板和中等板厚时采用纯Ar气,焊接厚板时宜采用Ar、He混 合气。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
铝合金的焊接
坡口准备: 板厚小于6mm时,不需要开坡口,间隙应小于0.5mm。 板厚在6mm以上,需加工成V形或X形坡口。 干伸长: 喷嘴端部至工件间的距离应保持在10-15倍焊丝直径。 焊缝连接处: 收弧处要盖过上道焊缝的起弧或收弧20mm。并且在连 接前要将起弧或收弧处铲除。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
8.常用内部菜单调节
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
9.焊机的自检代码
no | Prg未选择适当的焊接程序,请重新选择 tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx 焊机初级回路过热,请让焊机冷却 tS1 | xxx, tS2 | xxx, tS3 | xxx 焊机次级回路过热请让焊机冷却 Err | 049主电源输入电压缺相 Err | 051主电源输入电压低于允许范围
指定送丝速度
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
变极性脉冲MIG焊稳弧系统研究
・4 . 7
文献标识码: A
文章编号:0 120( 0) -0 30 10-332 6 20 3—3 0 0-
S u y Olar t blz in s se fv ra l oa i le I td i csa i ato y tm o a ibe p lrt pus d M G i y
助的稳弧措施; 文献I】 2在电源输 L极性 从焊 丝负极 l 1
(N 切 换 为焊 丝 正 极 (I 的 瞬 间 , 零 稳 弧 l路 提 E) E, ) 过 供 高压 稳 弧 脉 冲防 止 发 瑚 i ,d 电源 输 H极 性 从 I 弧 i在 f {
间变短 , 是, 但 无论 是正弦波交 流还是方波 交流都
廖 平 , 树言 , 殷 黄鹏飞 , 振洋 . 卢 蒋观 军
a 京 工 业 大学 机 械 工 程 与 应 用 电子 技 术 学 院 , 京 lo 2 ) b 北 O 0 2
摘要: 在薄板铝含仝变掇性脉冲 ^ G中. 虹 两个电极柑斛坶为玲 f概材料 . 9 I 电极发射电子困难 , 当极性发
生斐捷时, 尤其是在 小电流过霉时乏窖 易辞 电瓢蟪嚣现象。 现 l 针对此 问题. 设计 了一种全桥式离压脉冲
采用不同的方法 . 其同的都是保证电流过零 时电弧 能稳定燃烧 文献…采用 “ 形” 双 焊接 电流 , 在电流
较大 时极 性变 换 . 实现 了 电流 过零 的 白稳 弧 . 不需 要辅
源焊接铝台金 , 由于有焊接电流过零时间的存在. 电
弧可 能 有 熄 灭 现 象 。 着 电 力 电 子 和 逆 变 技 术的 发 随 展 . 关 管 的 开 关 速 度 越 来 越 快 . 电 流 过 零 的 时 开 使
新型绿色焊接技术——CMT焊接技术
新型绿色环保焊接技术——CMT焊接技术摘要CMT冷金属过度焊接技术是在MIG/MAG焊的基础上开发的一种革新技术,第一次将送丝运动与熔滴过渡过程进行数字化协调,使熔滴过渡在几乎无电流的状态下进行。
CMT焊接波形控制呈现典型的直流脉冲特征,焊接时热输入较低,这样可有效减小热输入,提高对能量的利用率,并有效地消除飞溅,提高焊后工件表面质量,减小金属的损失,焊接过程中低烟尘,有害气体少,对环境的污染进一步减少,是一种绿色环保的焊接技术。
本文介绍了CMT焊接技术的工作原理,工艺流程,以及技术特点,并举例说明其发展应用状况。
关键词:CMT冷金属过渡焊接技术;熔滴过渡;无飞溅焊接;送丝运动;薄板焊接目录目录摘要 (I)目录 (II)1 绪论 (1)1.1引言 (1)2 CMT焊接技术的工作原理 (1)2.1MIG/MAG焊接技术简介 (1)2.2CMT焊技术简介 (2)3 CTM系统的组成 (3)4 CMT焊接的技术特点 (4)4.1CMT技术的主要特点 (4)4.1.1 送丝系统 (4)4.1.2 熔滴过渡时电压和电流 (5)4.1.3 焊丝的回抽运动帮助熔滴脱落 (5)4.2CMT焊较其他焊接技术的优势 (6)4.2.1 CMT焊接MIG/MAG焊的优势 (6)4.2.2 CMT钎焊工艺和激光钎焊工艺的比较 (7)5 CMT焊接技术的应用和前景 (8)5.1CMT和脉冲混合过渡技术 (8)5.2CMT在机械工程行业的应用前景 (8)6 全文总结 (9)参考文献 (10)1 绪论1.1引言随着全球资源与环境保护问题的日趋严峻,开发和研究新型绿色环保焊接方法已经非常迫切。
当今世界,汽车工业也正朝着节能、环保和安全的方向发展,而节能又是其中的核心问题。
节能的有效措施便是降低汽车自重,即汽车轻量化。
汽车用的铝合金和钢的混合结构轻量化可提高燃料的有效使用并有效控制空气污染,因此钢和铝合金的有效连接受到重视[1]。
松下全数字脉冲MIG MAG焊机 GS5系列 操作及调试指南说明书

2019年7月15日星期一唐山松下产业机器有限公司全数字脉冲MIG/MAG 焊机GS5系列操作及调试指南智能焊接.解决方案关于GS5系列焊机1.GS5焊机是针对碳钢和不锈钢、实现稳定、极低飞溅焊接的高级机型。
2.超低飞溅的原理,是对短路过渡过程进行精确控制;对于非短路过渡的情形(比如焊接电流超过200A),焊机抑制飞溅功能将失效。
3.焊接电流超过200A,可采用脉冲模式获得低飞溅焊接。
4.本机带有模拟和数字接口,可作为专机和机器人电源(松下机器人)。
5.使用数字RS485接口连接专机时,需要软件升级,请与当地经销商联络。
6.本机是智能焊接产品,标配《智能焊接云管理系统》,请参阅唐山松下“iweld智能焊接管理系统”使用手册。
焊机操作之前焊机安装完毕,请仔细参照说明书,确认安装的正确性,请确认各安全事项。
请在确保人身财产安全的前提下进行操作。
本操作指南旨在为用户的操作提供参考,并不能取代产品说明书。
特此声明。
唐山松下产业机器有限公司焊接操作前检查防护措施作业时要使用防护装置,以保护您和他人免受由焊接引起的弧光、飞溅和噪音等危害。
手工焊接时设备基本构成NO.项目型号说明①焊接电源YD-350GS5HNEYD-500GS5HGE风冷配置、适合碳钢、不锈钢超低飞溅、带脉冲②送丝装置+电缆组件YW-50DN1HSE+TSMWV685风冷送丝机、钢配置、数字全封闭式、三芯插头③焊枪YT-35CS4HSE YT-50CS4HSE 3米长度、风冷、三芯插头YT-35CS4HPSYT-50CS4HPS3米长度、风冷、三芯插头、脉冲专用④气体调节YX-25CD1HAM⑤母材焊接电缆50 mm 2以上70 mm 2以上⑥其它可选送丝装置YW-50DNW1HLE①水冷②欧式接头③钢配置YW-50DG1HNHYW-50DG1HNS风冷送丝机、钢配置、管状结构、带1.8米线、三芯插头、带数显操作面板说明显示屏A显示屏B显示项目设定编码器A 编码器B设定项目切换(切换按钮A )焊接模式切换(切换按钮B )1. 按动【选择】按钮,直到〖焊接〗指示灯亮2.选择〖收弧无〗,则〖收弧无〗指示灯亮模式设定3.按动【材质】按钮,每按一次,按钮上方屏幕交替显示焊丝材质的名称(注意这里是指焊丝材质),这里选”STL”。
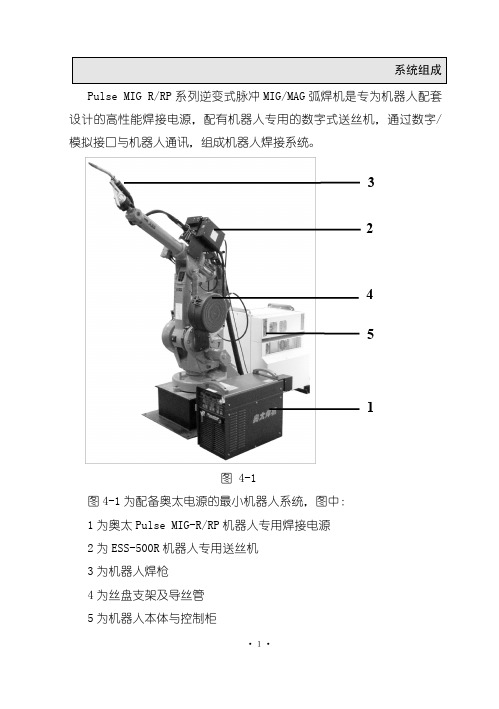
奥太脉冲MIG焊接系统

奥太脉冲MIG焊接系统Pulse MIG-500III焊接系统是山东奥太MIG组依托山东大学的技术优势,结合高速列车中铝合金的焊接工艺研究和实践经验,消化吸收欧美等一流Pulse MIG焊接系统的先进技术,针对铝及其合金和不锈钢等有色金属及特种材料焊接而研制的焊接系统。
电源为数字化控制的多功能逆变电源。
可适用于脉冲MIG/MAG焊接、普通MIG/MAG焊接、提升引弧的TIG焊接、手弧焊焊接和碳弧气刨。
焊接系统具备的八项国内领先技术:熔滴一脉一滴过渡、弧长稳定、双脉冲、特殊设计的焊铝程序、全数字光栅反馈送丝系统、全数字外设、内置的专家数据库、100套用户自定义规范参数。
一脉一滴脉冲工艺参数与熔滴形成One Pulse One Drop过程(高速摄影截图)One Pulse One Drop即熔滴一脉一滴过渡技术主要是对脉冲工艺参数作出精确控制的一种技术,在焊接过程中,通过对熔滴过渡过程的检测,控制脉冲过程中各个阶段的电流波形,从而控制多余的电弧热量,提高电弧推力,结果在电弧中心产生高质量的熔深。
就实验结果而言, One Pulse One Drop技术对晶粒细化有明显的提高作用。
●焊接几乎无飞溅,保证高质量焊接●可以取代TIG焊, 用于不锈钢等有色金属焊接性能极佳●熔合性能好,有效防止未熔合现象●热影响区较小.●基本不需要清渣.●电源适应性强, 焊工容易掌握.弧长稳定●熔化速度和送丝速度平衡,使弧长稳定在一定值上。
●通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,也就是焊丝熔化速度。
在下坡过程中电弧长度保持一致电流波形和熔滴过渡时刻对应焊接多种金属双脉冲双脉冲焊即低频调制脉冲焊是脉冲焊的一种延伸工艺,其工艺是在高频的基础上,再对高频电流波形进行低频调制, 使单位脉冲的强度在强和弱之间低频周期性切换,得到周期性变化的强弱脉冲群焊接电压 焊接电流焊接电压焊接电流H08Mn2Si 焊丝铝镁ER5356 铝硅ER4043不锈钢308L Ф1.2角焊试件铝硅合金Ф1.2-豪华游艇应用 碳钢Ф1.2-三峡涡壳应用● 可以获得均匀美观的波纹状焊缝,细化了焊缝晶粒。
脉冲MIG焊机智能化控制及在铝合金焊接上应用
图 7 .r 06 m铝薄板的焊接成形 a
( )唐 山松 下 为我 国铝合 金 焊接 行 业提 供 一 流 4 的脉冲 M1 G焊接 工 艺及 设备 ,提 供全 面的焊 接技 术 方 案 ,为铝合 金 企 业 的焊 接 质量 和 制 造能 力 的提 升 贡献 力量 !MW ( 0 153 2 10 1 )
推 斥 力控 制 到 最 小 限 度 。此 周 期 为 焊 丝 送 丝 量 和 熔
气保 护程序 ,改 善 了低 电压 电 弧 的稳 定 性 。 此控 制 方式 特点 为弧 长 较 长 时 ,也就 是 在 电弧 电 压 高 的 脉 冲基值 期 间 ,在 不 发 生 焊 丝短 路 的状 态 下 周期 性 地 输 出以往 的脉 冲波 形 , 当弧 长 较 短 时 ,也 就 是 电 弧
像镜 面一样 稳 定 ,气 体 保 护 状 态 为 稳 定 的层 流 态 ,
熔 滴 和 熔 池 的保 护 及 成 形 达 到 最 佳 状 态 。
( ) 交 流 脉 冲 MI 电 弧 焊 接 ,通 过 调 节 E 3 G N
( 负半波 ) 比率 的变 化 ,低热 输入 控制 ,能够 实现 薄
不平 静 ,焊接缺 陷多 ,无法得 到较好 的焊缝 质量 。 2 .新 型 HD一 脉 冲 MI 电弧 G 通过 大量 的 脉 冲 MI 电弧 现 象 的定 量 化 分 析 , G 开发 出全 软 件 智 能 化控 制 的 新 型 高 速 化 专 家 系 统 。
即使 弧长较 短 时 也能 够 将 飞 溅 发 生量 降 低 到 最 低程 度 ;并 保 持 熔 池 的平 静 状 态 ,层 流 保 护 气 态 稳 定 ,
R
弧 集 中性 较 差 ,焊 缝 熔 深 浅 。 如 果 将 普 通 的 脉 冲
新型交流脉冲MIG焊接法的研究

服 电弧 磁 偏 吹 的危 害 ,用 于铝 合 金焊 接 时 还 具有 去 除 氧化 膜 和 提 高熔 化率 的双重 功 效 。此 法 用 于压 力 容 器 全位 置 焊接 时具 有较 好 的成 型 。
用 。脉 冲 MI G焊 ( 单方 向 电 流 ) 更 拓 宽 了 MI G焊
的应用 范 围。 不论 是恒 流 MI G焊还 是 脉 冲 MI G焊 , 其 电源极 性 都是 直 流 反接 ,这就 决定 了 以下两 个 问
维普资讯
石 油
机
械
C IAP T O E M M C IE Y H N E R L U A HN R
20 0 2年
第3 0卷
第 9期
●专 题 研 究
新 型 交流 脉 冲 MI G焊 接 法 的研 究’
焦 向东’ 黄 松 涛 潘 际銮 张
陷 ,还会 造 成 弧 长闭 环控 制 系 统发 生 振荡 。虽然 使
用 过 多种 方 法 如 工 件 剩 磁 的 去 除 、接 地 点 的 变 化
等 ,效果 都 不 甚理 想 ,尤 其 是 现代 钢结 构 越来 越 复
杂 ,压力 容 器 的板 厚 尺 寸越 来越 大 ,那些 简 单 的办 法 就 很难 胜 任 了 ,现 场安 装 时更 是 这样 。资料 和笔 者 的初 步研 究 都表 明 ,用 交 流 焊接 方 法克 服 电弧 磁 偏 吹问 题 的机 理是 清 晰 的 ,作 用是 明显有 效 的 。 笔 者 的 目的 就 是 研 究 交 流 MI 焊 的 电弧 稳 定 G
图 1 电源 外 特 性 曲 线
“
性 及 其 控 制 。交 流 脉 冲 MI G焊增 加 了交 流 MI G焊
的实 用 性并 拓 宽 了它 的应 用 范 围 ,不 仅 可 以完 全克
Pulse MIG R系列说明书
(2) 地面倾斜度应不超过 15°。 (3) 焊接工位不应有风,如有应遮挡。
(4) 确认焊机前后有至少 20cm 的空间以保证良好的风冷循环,焊
机左右有至少 10cm 的空间。
(5) 采用水冷焊枪时,水冷机注入纯净水,注意防冻。
2.供电电压品质
(1) 波形应为标准的正弦波,有效值为 380V± 10%,频率为 50Hz。
电话线等; ⑵ 有无广播和电视发射和接收设备; ⑶ 有无计算机及其它控制设备; ⑷ 有无高安全等级设备,如工业防护设备; ⑸ 要考虑周围工作人员的健康,如有无戴助听器的人和用心脏起
搏器的人; ⑹ 有无用于校准或检测的设备; ⑺ 要注意周围其它设备的抗扰度。用户应确保周围使用的其它设
备是兼容的,这可能需要额外的保护措施; ⑻ 进行焊接或其它活动的时间。 所考虑环境的范围依据建筑物结构和其它可能进行的活动而定。
(2) 三相电压的不平衡度≦5%。
(3) 电源输入如表 3-1 所示。
焊机型号
Pulse MIG-350R/RP
输入电源
电源
电网
最小容量 发电机
3 相 AC380V 22KVA 30KVA
表 3-1 Pulse MIG-500R/RP 3 相 AC380V 38KVA
50KVA
输入保护 电缆
保险丝 断路器 输入侧 输出侧 接地线
合金类型
保护气体
·11·
MIG/MAG 脉冲焊接
MIG/MAG 一元化 直流焊接
铝镁合金 纯铝
铝硅合金
LF2--LF16、5005、 5052、5183、5356
Φ1.0、 Φ1.2、 Φ1.6
L1—L5、 1060、1035、1100、
1200、1370
铝镁合金熔化极脉冲MIG焊接技术研究

铝镁合金熔化极脉冲MIG焊接技术研究摘要:镁铝合金材料,其美观,轻质的特性深受消费者喜欢。
交流钨极氩弧(TIG)焊接此显然达不到施工标准了。
这需要引起新的焊接设备和新的焊接技术才能保证铝镁合金这种高质量要求的焊接施工按施工要求完成施工。
关键词:铝镁合金焊接MIG焊接1 铝镁合金熔化极脉冲MIG焊接技术要点分析铝镁合金具有很高的导热、导电性,如果长时间对其焊接的化会使整个焊体产生大量的热和电,这对施工的安全产生了重大的隐患,所以在对铝镁合金进行焊接的过程必须确保大功率、高热源、能量集中的焊接设备进行快速焊接,这样可以在瞬间完成焊接的同时确保施工的安全。
铝镁合金受到高温熔成液态,其颜色没有很大的变化,这对判断主体的温度和焊接施工的程度带来了一定的难度,所以要经过长期的实践不断的提高焊接技术,从而解决其对焊接施工所带来的困难。
2 铝镁合金熔化极脉冲MIG焊接设备与材料2.1 铝镁合金熔化极脉冲MIG焊接设备要求铝镁合金熔化极脉冲MIG焊接设备要求应具备焊接和收弧可调节功能。
推荐使用数字熔化极脉冲MIG/MAG焊机[2]。
可以搭配四轮双驱推丝式送丝机结合使用,这样能够保证焊接过程保证输送焊丝的稳定性。
为了保证电弧的稳定性,采用U形轮作为导丝轮,注意导丝轮的直径要相对于焊丝直径略大,压丝的时候不要过紧,这样可以确保比较软的铝镁合金焊丝能够正常输送,不会造成铝镁合金焊丝的变形。
在铝镁合金焊接过程中电流瞬间集聚这使得铝板很容易产生较大的热量,这给导电嘴施加了很大的热量,所以导电嘴的选择要是使用专业的铝合金材料制作而成,其直径尺寸要比焊丝的直径尺寸大,这样可以方便焊丝输送。
铝镁合金的焊枪使用的是推丝式碳素特氟龙导丝管,因为在焊接过程中会产生一定的热量,可能导致导丝管受热变形或者损坏,焊枪使用水冷式可以为焊接过程降温,并且使用长度约为30cm左右的铜合金导丝管可以防止导丝管变形,导丝管尾部连接送丝轮“导管”的部分使用用碳素特氟龙导丝管不使用铜或者铁的材料这样可以防止导电,在使用过程中要注意焊枪不要漏水防止导电消除安全隐患。
松下一体式400GE2焊机性能特点介绍

一体式400GE2全数字脉冲MIG/MAG焊机性能特点全数字脉冲MIG/MAG焊机400GE2,是在逆变脉冲焊机的基础上,基于计算机技术,通过加入数字设定、数字控制、数字驱动、数字通信、数字送丝等功能,实现焊机的全数字化。
相对于以往的仅仅采用数字控制的普通逆变焊机,在焊接性能上有了质的飞跃。
该机型适用于多种焊接材料:碳钢、低合金钢、不锈钢实心焊丝;碳钢、不锈钢药芯焊丝;铝及铝合金(硬铝/软铝)、铜及铜合金、镍、钛等有色金属焊丝;镀锌钢板等的焊接工艺。
适用焊丝直径:0.8mm、1.0mm、1.2mm、1.6mm。
适用保护气体:Ar 、Ar+O2、Ar+CO2 、CO2 等其它气体。
主要性能特点:1.控制电路采用了32位双CPU并行数据处理器,并配有两个控制器分别对应自动焊和半自动焊场合。
2.在焊接性能方面,通过采用最先进的“脉冲编码涡轮送丝电机”(数字编码器),使送丝更加平稳有力,结合4轮送丝机构使送丝精度大幅提升,保证了焊接电弧的稳定性。
特别是在铝及铝合金焊接中,对于铝焊丝较软,送丝过程中阻力大等特点有明显的作用。
(见右图)3.采用高精度数字化控制送丝电机,配合可靠的4轮送丝机构,消除了外界变化对送丝的干扰,从而保证了焊接过程的稳定,同时配合松下独特的专家系统,使GE焊机在铝合金焊接领域独树一帜。
4.该焊机电流输出范围30A~400A,调整精度为电流1A,电压为0.2V。
在高速CPU及焊接波形控制下具有极佳的小电流稳定输出能力,实现了同种焊丝焊接从厚板到薄板的广范围对应。
低脉冲(双脉冲)的鱼鳞纹焊缝薄板试件照片厚板(多层多道焊)试件照片铝合金厚板焊缝截面图厚板试件照片5.该焊机焊接规范的调整、设定完全数字化,通过控制器面板上的“微动编码盘”和液晶显示屏实现。
并具有焊接规范的存储和调用功能。
6.由于全数字化的控制,可直接与电脑或网络进行连接,进行数据的传输管理,焊机内部可记录电流、电压、焊丝使用量、易损件使用时间、工作时间、焊接费用等诸多参数,通过对焊接数据的分析,既可判断工程质量和进度,又可以进行有效的成本管理。
脉冲MIG焊逆变电源的研究现状

脉 冲 MI C焊技 术较 多用 于 高性 能 的 自动 焊 场
合 , 集高 效 优质 和 自动 化 于 一体 , 突 出的 。 艺 它 其 I 特点 为 :1 接 电流 调节 范 同 比较 宽 , () 焊 即脉 冲 MI G 焊 可在 平均 电流 小 于 临 界 电流值 的 条件 r获得 射 流过渡 , 包括 短路 过 渡 到 喷 射 过 渡 的所 有 电流 区 域 ; ) 池体 积小 , 滴 过 渡 和熔 池 金 属 的加热 是 (熔 2 熔
收 稿 日期 :060-7 20 —2 1
基 金 项 目 : 尔省科技计划资助项 目 A 00 0 ) 广 ( 15 1 1
柯利涛 , 黄石 生 , 蒋 东 。 海燕 彭
( 南理 工 大 学 机械 工程 学 院 , 东 广 州 5 0 4 1 华 广 1 1 6 0
摘要 : 时国内外近 2 0年来脉冲 MG焊逆变电源的研究现状进行了分析, I 从实现焊接高速高效化、 焊接
控 制数 字化 、 制 系统智 能化 3方面进行 了较为详细的介 绍与评价 。 出存在 的主要 问题。 脉冲 MI 控 指 就 G = 焊逆 变 电源的特 点 、 用范 围、 应 改进 方 向提 出建议 。 一 步展 望 脉 冲 MI 焊逆 变电 源的发展 趋势 。 进 G
维6年 6月
重珲梭
E e tcW edn c ie lcr ligMahn i
Vo .6 No6 1 . 3
J n2 0 u .0 6
脉 冲 l 逆 变 电源 昀研 宽 现 状 焊 G
KE L—a HUANG S i h n ,I i o, t h . e g JANG o g, E s D n P NG i a Ha. n y
论MIG焊的优缺点及发展趋势
论MIG焊的优缺点及发展趋势摘要:MIG焊在管道对接方面应用十分广泛,而且其生产效率远远大于焊条电弧焊,本文通过介绍MIG 焊的各个方面的优缺点及其发展趋势,着重叙述其在实际生产应用中的使用范围及适合环境,对焊接工艺的制作有一定的帮助。
关键词:MIG焊前言焊接技术是一门重要的金属加工技术,随着时代的发展其自动化程度也越来越高,MIG焊就是焊接自动化的产物。
MIG焊是熔化极惰性气体保护焊的的简称,是目前常用的电弧焊方法之一。
这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接的。
适用于焊接低碳钢、低合金钢、不锈钢、有色金属及其合金。
MIG焊分自动和半自动两种,自动MIG焊适用与较规则的纵缝、环缝及水平位置的焊接;半自动MIG焊大多用于定位焊、短焊缝断续焊以及铝容器中封头、管接头、加强圈等的焊接。
一、MIG焊的研制及其实际应用1.MIG焊的出现及应用近年来,航空航天、交通运输、海洋工程等工业的发展,极大地推动了焊接技术的发展。
伴随着产品、结构、材料、使用条件的多种多样,对焊接质量的要求越来越高,焊接工作量逐渐上升。
据资料统计,我国焊接工作量已达到世界焊接强国的水平。
因此,提高焊接生产效率和焊接质量,减少焊接缺陷存在的高效焊接方法成为实际生产的迫切要求。
目前,大量高效焊接方法和不同焊接工艺的组合都已应用于各种不同生产的场合,从而提高了焊接生产效率,降低了生产成本。
自上世纪80年代逆变弧焊机问世以来,经过其不断发展和完善,已成为焊接电源的主流产品。
在上世纪90年代以前,国内外锅炉炉制造厂大多数采用多头(6-8头)埋弧自动焊。
在多年的实际生产中发现,这种埋弧焊方法存在一致命的缺点,即埋弧焊只能从单面焊接,管屏焊后不可避免会产生严重的挠曲变形。
管屏长度愈长,变形愈大,必须经费工的校正工序。
不仅提高了生产成本,而且延长了成产周期。
因此必须寻求一种更合理的焊接方法。
上世纪80年代后期,日本三菱重工率先开发膜式水冷壁管屏双面脉冲MAG 自动焊新焊接方法及焊接设备,并成功地应用于焊接生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为 主电路 数字化 提供 了条 件 。 接 电源从 模拟式 焊 焊
机 发展 到逆 变式 焊机 , 实际上 是 完成 了主 电路 从 模 拟 到数 字化 的跨 越 。 接 电源主 电路 的数 字化使 得 焊 焊 接 电源至 少在 两方 面 的性 能 得到 提高 。
w l e ssu i d t i rv h e d n r c s ef r n e o h e d ra d p moe ma e h me wed n q i me t o u d t . e d r i t d e O mp o e t e w l i g p o e s p r ma c ft e w l e n r o o t d o l ig e u p n s t p ae P le w v f r G l ig i su id t r u h e p rme t. y a p yn ih s e d c re tc n r la i e t e o fp l G u s a e o m MI wed n s t d e h o g x e i n sB p l i g h g p e u r n o t td f  ̄n r d o u s MI o f pi e w l i g p c s d c n tn ot g u p t c a a trsi , t b e p le MI e dn r c s i o s at r p e t e d b a s ed n r e s a o sa tv l e o t u h r ce t a sa l u s G w l i g p e s w t n p t 。 r t w l e d i o n a i c o h e y
a he e . h ls d lo o t le h n e h d p a i t f te wed n r c s o t e c a g fe v r n n o d t n u h a c iv d T e co e o p c n r n a c s te a a t bl y o h li g p o e s t h h n e o n i me tc n i o s s c s o i o i
第 41 卷
第 1期
雹珲拽
E e ti ed n lc r W l i gMa h n c c ie
Vo . 1 No 1 1 . 4
2 1年 1月 01
Jn2 1 a .0 l
焊 接设备
●●・。。
全 数 字 脉 冲 M 逆 变 焊 接 电源 的研 制
苏 宪 东
( 山松 下 产 业机 器 有 限 公 司 , 唐 河北 唐 山 0 3 2 ) 6 0 0
通 过 微 处理 器 的 精确 运 算 来 控制 焊 机 的 各 项性 能
1 数 字 化 焊 接 逆 变 电 源 的 发 展 和 应 用
焊机 的数字 化包 括 两方 面 内容 : 是 主电路 的 一 数 字 化 , 是控 制 电路 的数 字 化 。 变 技术 的出现 二 逆
和工作 全过 程 , 制 电路 高度集 成 、 控 简化 。 常 的模 通 拟 焊 机 每增 加 一 项 功能 都 要 靠增 加 相 应 的 控 大大 降 低 。 故 最重 要 的是通 过
软件来 控 制 电弧特 性 能获得 更 多 的焊接 性 能 , 由于 摒 弃 了与 温度 漂移 有关 的模 拟 元器 件 , 焊接 控制 精
确 度 和可重 复性 也得 到很 大 的提高 。
结合计算机技术 , 采用数字信号处理器(S D P或 MC ) U,
Ab嘲 E :n ti p p r d a I hs a e . u lMCU a d C L ae a pid t o t lee t nc n nel e t e hfn t n liv r rtp r n P D l p l o c nr lcr isa d it} g ni d mu i ei a n et y e ac e o o i z u o e
即可 实现 。因此 , 电子元 器 件减 少 了 , 体积 、 在 质量
收 稿 日期 : ̄9 1- 9 2 -11 作 者简介: 苏宪东( 7 一) , 1 3 , 河北唐 山人 。 9 男 工程师 , 工程硕
De e o m e ft g t lp l e M I wed n a hi e v l p nto he di ia u s G l g m c n i
S Xin d n U a . o g
(a ao i Wedn ytm(a gh n C . t. a ghn0 3 2 , hn ) P nsnc ligS s T n sa ) o, d , ns a 6 0 0 C ia e L T
0 前 言
基于逆 变焊 机 的高速 可控 性 , 靠对 焊接 电流 依 的精 密控制 , 用脉 冲控制 技 术 , 采 研制 无飞 溅 、 成形 美 观 的逆变 式脉 冲 M G焊机 有 利于促 进 MI I G方法
的推 广应 用 。 数 字  ̄ G焊 机 是 在 逆 变 电 源 基 础 上 , 全 Ⅱ
ee to xe so n a e l n t . lc rde e tn in a d c bl e g h
Ke r s fl dg a p l G w ligm c ie D P c nrl y wo d : l i t u eMI e n a hn ; S ;o t u il s d o