基于PLC的运料小车控制任务说明书
PLC控制运料小车
__________________________________________________P L C控制运料小车__________________________________________________项目七 PLC控制运料小车的运行1.项目任务本项目的任务设计一个运料小车往返运动PLC控制系统。
系统控制要求如下:小车往返运动循环工作过程说明如下:小车处于最左端时,压下行程开关SQ4,SQ4为小车的原位开关。
按下启动按钮SB2,装料电磁阀YC1得电,延时20s,小车装料结束。
接着控制器KM3、KM5得电,向右快行;碰到限位开关SQ1后,KM5失电,小车慢行;碰到SQ3时,KM3失电,小车停止。
此后,电磁阀YC2得电,卸料开始,延时15s后,卸料结束;接触器KM4、KM5得电,小车向左快行;碰到限位开关SQ2,KM5失电,小车慢行;碰到SQ4KM4失电,小车停止,回到原位,完成一个循环工作过程。
整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态,如此周而复始的循环。
图7-1 运料小车往返运动示意图2.任务流程图本项目的具体学习过程见图2-2。
图7-2 任务流程图学习所需工具、设备见表7-1。
序号分类名称型号规格数量单位备注1 工具常用电工工具 1 套2 万用表MF47 1只3设备PLC FX1N-40MR 14 运料小车 1 个5 交流接触器KM3、KM4、KM5 3只6 三相电源插头16A 17 电磁阀YC1、YC2 28 行程开关SQ1、SQ2 2限位开关SQ3、SQ4 21.功能图编程的特点功能图也叫状态图。
它是用状态元件描述工步状态的工艺流程图。
功能转移图与步进梯形图表达的都是同一个程序,其优点是让用户每次考虑一个状态,而不必考虑其它的状态,从而使编程更容易,而且还可以减少指令的程序步数。
功能转移图中的一个状态表示顺序控制过程中的一个工步,因此步进梯形图也特别适用于时间和位移等顺序的控制过程,也能形象、直观的表示顺序控制。
PLC运料小车的程序控制
运料小车的程序控制一、实验目的1.熟悉时间控制和行程控制的原则。
2.掌握泄时器指令的使用方法。
3.掌握顺序控制继电器指令(SCR)的编程方法。
二、实验器材计算机一台:S7-2OOPLC -台:PC/PPI编程电缆一根:模拟输入开关一套:JD-PLC3运料小车实验模板一块;导线若干。
三、实验步骤1.按I/O接线图进行接线。
2.输入运料小车的控制程序,编译下载后,调试该程序。
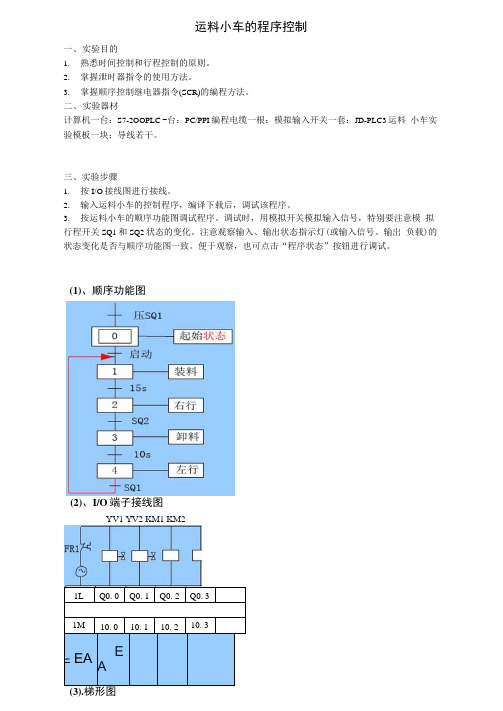
3.按运料小车的顺序功能图调试程序。
调试时,用模拟开关模拟输入信号,特别要注意模拟行程开关SQ1和SQ2状态的变化。
注意观察输入、输出状态指示灯(或输入信号、输岀负载)的状态变化是否与顺序功能图一致。
便于观察,也可点击“程序状态”按钮进行调试。
(1)、顺序功能图(2)、I/O端子接线图YV1 YV2 KM1 KM21L Q0. 0Q0. 1Q0. 2Q0. 31M10. 010. 110. 210. 3二EAE A(3).梯形图网络2I瀏活第-•段旳怡序,拴制开妬S0.1SCR冋络3|斥位裟料,启动定时器—$Q1 W1—I I—T—< )T37T37|15病程序转到第二段£CR程序F37 $02—I I ------- 列网絡5I第一段$CR結朿——SCRE)Ria C I 算段控薊冠 S02SCR网络7SMO.O—I I -------CM1 :)符号述址 汪释 KM1 Q0.2 右行SQ2S0.3—I I —--------- SCRT ) 符导"TOik —T 注釋 SQ2 110.3 行程开关2网路3|第二3CR 程序段皓束—SCRE ) MS 10I 男三SCF 睦序段左制开贻S03SCR网络11|小王启动1压定吋證IN TONPT 100 mzSMO.O T30-1 30-mi7第四SCR程序段结束------- SCSE)网络18|停车后,返目初贻状态’SB.2 $0.1 —I 一——R)4TITLE=程序注释Network 1 //网络标题STL语言//初始化,启动S0.1LD10.0A10.2AN QO.OAN Q0.1AN Q0.2AN Q0.3S SO.L 1Network 2〃激活第一段SCR程序,控制开始LSCR S0.1Network 3//原位装料,启动泄时器LD 10.2= Q0.0TON T37,+150Network 4//15s后程序转到第二段SCR程序LD T37SCRT S0.2Network 5//第一段SCR结朿SCRENetwork 6//第二SCR段控制开始LSCR S0.2Network 7//小车右行LD SM0.0= Q0.2Network 8〃右行到位,程序转到第三SCR程序段LD 10.3SCRT S0.3Network 9//第二SCR程序段结朿SCRENetwork 10//第三SCR程序段控制开始LSCR S0.3Network 11//小车卸料,启动10s泄时器LD SM0.0= QO.lTON T3&+100Network 12//10s后程序转到第四SCR程序段LD T38SCRT S0.4Network 13//第三SCR程序段结束SCRENetwork 14//第四SCR程序控制开始LSCR S0.4Network 15//小车左行LD SMO.O= Q0.3Network 16〃左行到为,程序转到第一SCR程序段LD 10.2SCRT S0.1Network 17//第四SCR程序段结朿SCRENetwork 18〃停车后,返回初始状态LD 10.1R SO 丄 4四、思考题1•总结顺序控制程序的设计方法和调试方法。
PLC控制实验--运料小车控制
PLC控制实验--运料小车控制实验十七运料小车控制一、实验目的用PLC 构成运料小车控制系统,掌握多种方式控制的编程。
二、实验设备序号名称型号与规格数量备注 1 网络型可编程控制器高级实验装置THORM-D 1 2 实验挂箱 CM30 1 3 实验导线 3号若干 4 通讯电缆 USB 1 5计算机1自备三、控制要求系统启动后,选择手动方式(按下微动按钮A4),通过ZL 、XL 、RX 、LX 四个开关的状态决定小车的运行方式。
装料开关ZL 为ON ,系统进入装料状态,灯S1亮,ZL 为OFF ,右行开关RX 为ON ,灯R1、R2、R3依次点亮,模拟小车右行,卸料开关XL 为ON ,小车进入卸料状态,XL 为OFF ,左行开关LX 为ON ,灯L1、L2、L3依次点亮,模拟小车左行。
选择自动方式(按下微动按钮A3),系统进入装料->右行->卸料->装料->左行->卸料->装料循环状态。
选择单周期方式(按下微动按钮A2),小车运行来回一次。
选择单步方式,按一次微动按钮A1一次,小车运行一步。
四、端口分配表序号 CM12 (面板端子)CM30 (面板端子)说明备注1. 00 SD 启动开关 PLC 输入2. 01 ZL 装料按钮3. 02 XL 卸料按钮4. 03 RX 右行开关5. 04 LX 左行开关6. 05 A1 单步按钮7. 06 A2 单周期按钮8. 07 A3 自动按钮9. 08 A4 手动按钮 10. 09 ST 停止开关 11. 00 S1 装料指示 PLC 输出 12. 01 S2 卸料指示 13. 02 R1 右行指示1 14. 03 R2 右行指示2 15. 04 R3 右行指示3 16. 05 L1 左行指示1 17. 06 L2 左行指示2 18.07L3左行指示319.主机输入端COM、CM30面板+24V接电源24V电源正端20.主机输出端COM、CM30面板COM接电源COM电源地端五、实验步骤1.检查实验设备中器材及调试程序。
PLC控制运料小车

项目七PLC控制运料小车的运行1.项目任务本项目的任务设计一个运料小车往返运动PLC控制系统。
系统控制要求如下:小车往返运动循环工作过程说明如下:小车处于最左端时,压下行程开关SQ4,SQ4为小车的原位开关。
按下启动按钮SB2,装料电磁阀YC1得电,延时20s,小车装料结束。
接着控制器KM3、KM5得电,向右快行;碰到限位开关SQ1后,KM5失电,小车慢行;碰到SQ3时,KM3失电,小车停止。
此后,电磁阀YC2得电,卸料开始,延时15s后,卸料结束;接触器KM4、KM5得电,小车向左快行;碰到限位开关SQ2,KM5失电,小车慢行;碰到SQ4KM4失电,小车停止,回到原位,完成一个循环工作过程。
整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态,如此周而复始的循环。
图7-1 运料小车往返运动示意图2.任务流程图本项目的具体学习过程见图2-2。
图7-2 任务流程图学习所需工具、设备见表7-1。
表7-1 工具、设备清单1.功能图编程的特点功能图也叫状态图。
它是用状态元件描述工步状态的工艺流程图。
功能转移图与步进梯形图表达的都是同一个程序,其优点是让用户每次考虑一个状态,而不必考虑其它的状态,从而使编程更容易,而且还可以减少指令的程序步数。
功能转移图中的一个状态表示顺序控制过程中的一个工步,因此步进梯形图也特别适用于时间和位移等顺序的控制过程,也能形象、直观的表示顺序控制。
功能编程开始时,必须用STL使STL接点接通,从而使主母线与子母线接通,连在子母线上的状态电路才能执行,这时状态就被激活。
状态的三个功能是在子母线上实现的,所以只有STL接点接通该状态的负载驱动和状态转移才能被扫描执行。
反之,STL接点断开,对应状态就为被激活,前一状态就自动关闭。
状态编程的这一特点,使各状态之间的关系就像是一环扣一环的链表,变得十分清晰单纯,不相邻状态间的繁杂连锁关系将不复存在,只需集中考虑实现本状态的三大功能既可。
自动运料小车PLC控制系统设计说明书
自动运料小车PLC控制系统设计随着生产自动化程度越来越高.PLC在生产过程控制系统中的应用也越来越广泛。
可编程逻辑控制器.简称PLC.是一种工业控制微型计算机。
它的编程方便、操作简单尤其是高通用性等优点.使它在工业生产过程中得到了广泛的应用。
其中的一个应用便是运料小车的控制.主要用到的便是它的逻辑控制功能。
控制要求1.运料小车在自动化生产线上运动的控制要求如下:(1)按下启动按钮.系统开始工作.按下停止按钮.系统停止工作;(2)当小车当前所处停靠站的编码小于呼叫按扭HJ的编码时.小车向右运行运行到按钮HJ所对应的停靠站时停止;(3)当小车当前所处停靠站的编码大于呼叫按扭HJ的编码时.小车向左运行.运行到按钮HJ所对应的停靠站时停止;(4)当小车当前所处停靠站的编码等于呼叫按扭HJ的编码时.小车保持不动;(5)呼叫按钮开关HJ1--HJ5应具有互锁功能.先按下者优先。
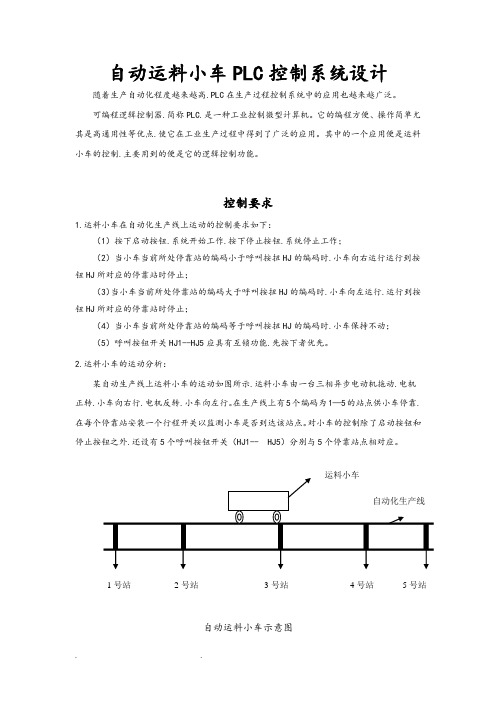
2.运料小车的运动分析:某自动生产线上运料小车的运动如图所示.运料小车由一台三相异步电动机拖动.电机正转.小车向右行.电机反转.小车向左行。
在生产线上有5个编码为1—5的站点供小车停靠.在每个停靠站安装一个行程开关以监测小车是否到达该站点。
对小车的控制除了启动按钮和自动运料小车示意图程序设计1.行程开关在该程序中.5个站的行程开关分别用数字0-4来表示.当小车在1号站时.行程开关X007得电.将数字0传送到数据寄存器D0;当小车在2号站时.行程开关X010得电.将数字1传送到数据寄存器D0。
依次类推.当小车在5号站时.行程开关X013得电.将数字4传送到数据寄存器D0。
它的助记符程序为:LD X007MOV K0 D0 ;小车在1号站LD X010MOV K1 D0 ;小车在2号站LD X011MOV K2 D0 ;小车在3号站LD X012MOV K3 D0 ;小车在4号站LD X013MOV K4 D0 ;小车在5号站所对应的梯形图如下所示:行程开关梯形图2.小车启停辅助继电器当按下启动按钮时.小车开始运动.该辅助继电器M0得电;当按下停止按钮时.小车停止运动.该辅助继电器M0失电。
运料小车的PLC控制
任务一 单台电动机启/停的PLC控制
(二)STEP7一Micro/WIN编程软件的使用 STEP7一Micro/WIN编程软件是基于Window*的应用软件,它是西门子
公司专门为S7一200系列PLC而设计开发的,是S7 - 200系列PLC必不 可少的开发工具。这里主要介绍STEP7一Micro/WIN4. 0版本的使用。 1.S下EP7一Micro/WIN V4. 0编程软件介绍 (1)软件安装。 将STEP7一Micro/WIN V4. 0的安装光盘插入PC机的CD一ROM中,安 装向导程序将自动启动并引导用户完成整个安装过程。用户还可以在安 装目录中双击setup.txt图标,进入安装向导,按照安装向导完成软件的 安装。其步骤如下: ①选择安装程序界面的语言,系统默认使用英语;
上一页 下一页 返回
任务一 单台电动机启/停的PLC控制
(4)数据采集与监控。 由于PLC是在控制现场实行控制,所以能够把控制现场的数据采集下来,
用数学运算、数据传送等指令,完成对数据的采集、分析和处理。对于 这种应用,目前较普遍采用的方法是PLC加上触摸屏,这样既可随时观 察采集下来的数据又能及时进行统计分析。 (5)联网、通信及集散控制。 PLC通过网络通信模块以及远程I/0控制模块,可实现PLC与PLC之间、 PLC与上位机之间的通信、联网;实现PLC分布控制,计算机集中管理的 集散控制,增加系统的控制规模,满足工厂自动化(FA)系统发展的需要。
上一页 下一页 返回
任务一 单台电动机启/停的PLC控制
(2)使用维护方便。 用可编程控制器完成一项控制工程时,由于其硬、软件齐全,所以设计
和施工可同时进行,从而缩短了施工周期。同时,由于用户程序大都可 以在实验室里模拟调试,所以也大大缩短了设计施工周期。 (3)可靠性高,抗干扰能力强。 传统的继电器控制系统中使用了大量的中间继电器、时间继电器,容易 出现故障。PLC用软件代替大量的中间继电器和时间继电器,仅剩下与 输入和输出有关的少量硬件,所以大大减少了因触点接触不良而造成的 故障。 (4)系统的设计、安装、调试工作量少。
送料小车PLC控制

PLC 控制技术课程设计1 设计任务与要求 (1)1.1 课程设计任务 (1)1.2 课程设计要求 (1)2 设计方案 (3)2.1 运料小车的运动分析 (3)2.2 设备控制要求 (4)2.3 整体方案论证 (4)2.4 系统资源分配 (5)2.4.1 I\ O 地址分配 (5)2.4.2 数字量输入部份 (5)2.4.3 数字量输出部份 (6)3 硬件电路设计 (7)4 软件设计 (9)4.1.1 梯形图 (9)4.1.2 指令表 (12)5 调试过程 (15)5.1 呼叫按钮 (15)5.2 行程开关 (15)5.3 比较 (15)5.4 向左运动 (15)5.5 向右运动 (15)5.6 调试操作 (16)6 结论 (18)参考文献 (19)PLC 控制技术课程设计任务描述某自动生产线上运料小车的运动如图所示,运料小车由一台三相异步电动机拖动电动机正转,小车右行,机电反转,小车左行。
在生产线上有5 个编码为1~5 的站点供小车停靠,在每一个停靠站安装一个行程开关以监测小车是否到达该站点。
对小车的控制除了启动按钮和住手按钮之外,还设有 5 个呼叫开关(SB1~SB5)分别与5 个停靠点相对应。
(1)按下启动按钮,系统开始工作,按下住手按钮,系统住手工作;(2)当小车当前所处停靠站的编码小于呼叫按钮SB 的编码时,小车向右运行,运行到呼叫按钮 SB 所对应的停靠站时住手;(3)当小车当前所处停靠站的编码大于呼叫按钮SB 的编码时,小车向左行,运行到呼叫按钮 SB 所对应的停靠站时住手;(4)当小车当前所处停靠站的编码等于呼叫按钮SB 的编码时,小PLC 控制技术课程设计车保持不动;(5)呼叫按钮开关 SB1~SB5 应具有互锁功能,先按下者优先。
(6)设计 PLC 硬件电器连接图。
(7)设计 PLC 控制程序(梯形图或者指令程序)。
PLC 控制技术课程设计某自动生产线上运料小车的运动如图 2-1 所示:图 2-1 运料小车示意图运料小车由一台三相异步电动机拖动,机电正转,小车向右行,电 机反转,小向左行。
运料小车的PLC控制实验

运料小车的PLC控制实验一、实验目的1.学会用PLC 解决一个实际问题的思路;2.熟悉PLC 指令的功能;3.掌握程序设计中起保停电路、自锁电路和互锁电路的设计方法;二、实验器材和设备1.FX 系列PLC 一台2.FX-10P-E 或FX-20P-E 手持编程器一台3.模拟开关板一块4.编程电缆5.若干连接导线和PLC电源线6.接触器三个,一个输出控制卸料的电磁铁,一个热继电器,三个热继电器个按钮开关、2个行程开关8.内装有三相异步电动机的小车9.熔断器一个10.三极开关一个三、实验原理1.运料小车是工业送料的主要设备之一,小车通常采用电动机驱动,电动机正转小车前进,电动机反转小车后退;将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用;PLC运料小车电气控制系统具有连线简单,控制速度快,精度高,可靠性和可维护性好,安装、维修和改造方便等优点;工作过程如下:a. 小车启动后,前进到A地;然后做以下往复运动:到A地后停2分钟等待装料,然后自动走向B;到B地后停2分钟等待卸料,然后自动走向A;b. 小车可停在任意位置运料小车2. 运料小车的控制系统主回路三相异步电动机正反转电路图3. 运料小车控制系统控制回路传统运料小车大都是继电器控制;以继电器为主的运料小车控制系统的控制回路如下图所示;运料小车继电器控制电路4. 运料小车控制系统的控制系统构成图运料小车控制系统图的选用根据运料小车输入输出设备的分配,在I/O方面只需要6个输入口和3个输出口,同时考虑适当的余量,选用FX2N-16MR的PLC即可;6. PLC外部接线图运料小车由一台三相异步电动机拖动,电机正转,小车向右行,电机反转,小向左行;小车控制系统的输入,输出设备与PLC的I/O端对应的外部接线图如图所示;运料小车PLC外部接线图7. 运料小车I/O 分配表这个控制系统的输入有2个启动按钮开关、1个停止按钮开关、2个行程开关、热继电器共6输入点;这个控制系统需要控制的外部设备只有控制小车运动的三相电动机一个;电机有正转和反转两个状态,分别都应正转继电器和反转继电器,另外还有一个输出控制卸料电磁铁,所以输出点应该有3个;对应的地址分配表如表所示;四、实验步骤和内容1.按照元件安装图安装各电气元件;2.按照主电路原理图,完成主电路中各电气元件与电动机的接线;3.按照PLC外部接线原理图,完成输入开关、输出继电器、热继电器与PLC 接线端子的接线;4. 对程序系统与电气系统进行联合测试;五、完成实验报告,并回答下列问题1.画出运料小车的控制流程图2.依据继电器控制线路图,分析小车运动动作过程按下SB2,接触器KM1得电,小车正向运行;运行到A端时,撞行程开关ST1;时间继电器KT1得电,延时2分钟,即装料过程;时间继电器KT1计时时间到后,其常开触点闭合,接触器KM2得电,小车反向运行;反向运行至B端,撞行程开关ST2;时间继电器 KT2得电后,延时2分钟,同时卸料电磁铁得电开始卸料,整个过程为卸料过程;时间继电器KT2计时时间到后,接触器KM1得电,小车正向运行,开始下一周期过程;3.写出运料小车PLC控制的梯形图4. 运料小车控制系统语句表0 LD X0011 OR Y0002 OR T13 ANI X0004 ANI M15 ANI X0036 ANI Y0017 OUT Y0008 LDI X0009 AND X00310 OUT T0 K120011 LD X00212 OR Y00113 OR T014 ANI X00015 ANI M116 ANI X00417 ANI Y00018 OUT Y00119 LDI X00020 AND X00421 OUT T1 K120022 OUT Y00223 LDI X00024 AND X00525 OUT M126 END六、实验感想随着经济的不断发展,运料小车的应用也不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化;本实验运用的可编程控制器实现的自动运料小车控制器,避开了以往继电器接触不良、开关易损坏等缺点,可靠性和稳定性都有所提高;在检测小车是否到装料、卸料点的时候,运用了行程开关使小车的停靠位置更加准确;同时,由于输入输出很明显,不需要好多额外的外接电路,让实验更简洁;这也是采用了成熟的可编程控制器带来的好处;即使在出现故障、紧急停止等环节中都能快捷操作;通过这次对小车自动运料的PLC控制的实验设计,让我对各个器件有了很深的认识,学到了一些课本上没有的知识,认识了一些器件的原理,包括它们的常开常闭触点以及作用,通过实际的操作,认识到了自己的不足,这使我以后会更努力的学习,来补足自己的缺点;在实验的过程中我们还得到了老师的帮助与意见;在学习的过程中,不是每一个问题都能自己解决,向老师请教或向同学讨论是一个很好的方法;。
项目一 运料小车的PLC控制系统
为电动机正反转的控制线路,该线路可以实现电动机正转-停止-反转
-停止控制功能。现改用PLC来实现该控制。
知识链接
在程序设计过程中,常常需要对输入、输出继电 器或内部存储器的某些位进行置1或置0的操作,S7200CPU指令系统提供了置位与复位指令,从而可以 很方便地对多个点进行置1或置0操作,使PLC程序的 编程更为灵活和简便。
2. 梯形图中触点和线圈的状态说明
(1)触点代表CPU对存储器的读操作,动合触点和存储器的位状态 一致,而动断触点和存储器的位状态相反。且用户程序中同一触点可 使用无数次。
(2)线圈代表CPU对存储器的写操作,若线圈左侧的逻辑运算结果
为“1”,则表示能流能够达到线圈,CPU将该线圈所对应的存储器
6.逻辑堆栈的操作 S7-200系列PLC采用模拟栈的结构,用于保存逻辑运算结果及断点的
地址,称为逻辑堆栈(Stack)。S7-200系列PLC中有一个9层的堆栈。 在此讨论断点保护功能的堆栈操作。 (1)指令功能
堆栈操作指令用于处理线路的分支点。在编制控制程序时,经常遇 到多个分支电路同时受一个或一组触点控制的情况,如图2-20所示,若 采用前述指令不容易编写程序,用堆栈操作指令则可方便地将图2-20所 示梯形图转换为语句表。
逻辑入栈(Logic Push,LPS)指令:LPS指令把栈顶值复制后压 入堆栈,栈中原来数据依次下移一层,栈底值压出丢失。
逻辑读栈(Logic Read,LRD)指令:LRD指令把逻辑堆栈第二层 的值复制到栈顶,2~9层数据不变,堆栈没有压入和弹出。但原栈顶的 值丢失。
逻辑出栈(Logic Pop,LPP)指令:LPP指令把堆栈弹出一级,原 第二级的值变为新的栈顶值,原栈顶数据从栈内丢失。 LPS、LRD、 LPP指令的操作过程如图2-21所示。图中Iv.x为存储在栈区的断点的地 址。
八工位运输小车PLC控制说明书

· · ·
BB
M 3~
图 3-2 主电路控制图
3.2 确定 I/O 信号数量,选择 PLC 类型
本此设计共有 19 个输入信号。每个工位处有一个呼叫开关,当需要呼车时按下相 应的呼叫开关,小车开始向呼叫位行驶。每个呼叫位应有一个行程开关,使得当小车到 达呼叫位时,自动停止。另外,还有一个启动开关和停止开关,用以控制整个电路的启 闭。若临时停电后再复电,小车也不会自动启动。还有一个热继电器,保护主电路。
第 1 章 引言
本次课程设计的主要内容是用 PLC 控制电气运输小车的运动。运输小车在 8 个工位 之间作有条件的运动。每个工位各有一个呼车按钮,一个行程开关和一个指示灯。呼车 按钮用于呼车,当该工位需要呼车时,按下该工位的呼车按钮,小车运动到该工位点。 行程开关的作用在于使小车在当前停车工位与呼车工位相比较之后,自行运动至该呼车 工位后自动停止。若呼车工位大于停车工位,小车前进;若呼车工位小于停车工位,小 车后退。指示灯是呼车的标志信号。指示灯亮,表示 8 个工位可以呼车;指示灯灭,表 示已经有工位呼车,其他工位不能呼车。本次设计的主电路非常简单,仅需用 PLC 控制 两个接触器实现电动机的正反转。电动机正转,小车前进;电动机反转;小车后退。
根据 PLC 控制系统所需控制信号及 CPU226 的输入/输出端口,本此设计的 I/O 地址 分配表如表 3-1 所示。
控制信号 输入信号
表 3-1 I/O 地址分配表
信号名称
停止信号
停止按钮开关
工位 1 限位信号
行程开关
工位 2 限位信号
行程开关
工位 3 限位信号
行程开关
工位 4 限位信号
行程开关
工位 5 限位信号
基于PLC的运料小车控制任务说明书

编号:毕业设计说明书课题:基于PLC的运料小车控制院系:机电工程学院专业:机电一体化学生姓名:殷鹏超学号:030110100175指导教师单位:桂林航天工业高等专科学校姓名:秦展田职称:副教授理论研究软件开发2012年 4 月20 日摘要早期运料小车电气控制系统多为继电器—接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,无数据处理和通信功能,必须有专人负责操作,将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,PLC运料小车电气控制系统具有连线简单,控制速度快,可靠性和可维护性好,易于安装、维修和改造等优点。
随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。
通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块等重要的应用方面非常完美。
本课题主要包括:分析被控对象和明确系统控制要求;PLC选型;确定系统的I/O设备的数量及种类;控制流程设计;控制程序设计。
PLC在运料小车控制系统中的应用,已经在国内外工程、工厂中得到实际应用,具有巨大的经济和社会价值,其智能化和自动化的思路值得以后继续深入研究和推广。
[关键词] PLC;运料小车控制系统PLC control car movement designed to transport matreialsAbstractTraditional transport materials are mostly car relay control, relay control wiring has numerous shortcomings of the high failure rate, and the repair is not easy to maintain the shortcoming. As a control of the current domestic market, the mainstream controller, plc in the market, technology, industry has an important role in the impact of the use of PLC control to replace the relay control has become a trend.The rapid development of PLC in the international situation, the majority of our PLC manufacturers do not have independent intellectual property rights, to participate in international competition PLC products, one of which is the development of strength is not enough. Although the capital investment, production and quality management and other factors also account for a very large proportion, but the quality of the product plays a decisive role in the R & D investment, research and development products and production of crafts. The technology is a part of each of which runs through, PLC core technology development, product follow-up development and production process is to determine the product quality and technical level of the premise, how to further enhance their technical strength,Domestic brands gain market will be the key to competitive advantage.Based on obtained samples for analysis and preliminary results are being used in many brands in the PLC, Siemens, Mitsubishi and omron take absolute advantage, 60% of the users of these brands of PLC products, rockwell / ab, ge-fanuc, and Fuji and other brands also has a considerable market share.Keywords:transport materials car, Mitsubishi PLC, coil, travel switch目录1 引言 (1)1.1 问题的提出及研究意义 (1)1.2 国内外研究现状 (1)1.2.1 国内现状 (1)1.2.2 国外现状 (1)1.3 本文研究的主要内容 (2)2 PLC技术概述 (4)2.1 PLC的定义 (4)2.2 PLC的发展历史与趋势 (4)2.3 PLC的主要特点 (5)2.4 PLC的基本组成及各部分作用 (7)2.5 PLC的应用领域 (10)3 控制系统的设计 (12)3.1 控制系统的工作原理 (12)3.2 小车运动流程图 (13)3.3 运料小车控制系统的PLC选型 (14)3.3.1 控制系统图 (14)3.3.2 PLC框架配置图 (15)3.3.3 PLC的选型 (15)3.4 I\ O地址分配 (17)3.5 系统硬件设计 (18)3.6 控制程序梯形图 (20)3.7 梯形图对应的指令语句 (21)4 输入程序及调试监控 (25)4.1 程序的输入 (25)4.1.1 启动SWOPC-FXGP/WIN-C编程软件 (25)4.1.2 编辑梯形图 (26)4.1.3 转换 (27)4.1.4 写入程序 (28)4.2 通电调试、监控系统 (30)4.2.1 运行程序 (30)4.2.2 监控 (30)4.2.3 调试 (30)5 结论 (31)谢辞 (32)参考文献 (33)致谢 (34)1 引言1.1 问题的提出及研究意义传统的运料小车大都是继电器控制,而继电器控制有着接线繁多,故障率高的缺点,且维护维修不易等缺点。
基于PLC的自动运料小车设计说明
目录一、绪论 01.1.选题意义 01.2.运料小车发展历史及现状 01.3.课题的意义及应用 (1)二、PLC应用 (3)2.1 PLC的定义、硬件结构、工作原理以及系统设计 (3)2.1.1 PLC的定义 (3)2.1.2 PLC的硬件结构 (3)2.1.3 PLC的工作原理 (4)2.1.4PLC的系统设计 (5)2.2系统的资源分配 (7)2.2.1系统的I/O资源分配 (7)2.3系统PLC的具体设计 (8)2.3.1系统顺序流程图 (9)2.3.2系统梯形图 (9)2.3.3系统的语句表(STL) (11)三、运料小车的硬件设计 (15)3.1小车运行示意图 (15)3.2系统工作原理分析及要求 (15)3.3小车运行分析 (15)3.4运料小车硬件介绍 (17)四、工作总结 (19)4.1设计总结 (19)4.1.1小车的优缺点分析 (19)4.1.2设计的改进及推广 (19)参考文献 (21)基于PLC的自动运料小车设计摘要PLC(Programmable controller)是可编程序控制器的简称,定义为“一种数字运算操作的电子系统,专为工业环境下应用而设计”。
是为了满足人们对控制装的提出的经济、可靠、通用、易变、易修而应运而生的。
故而在PLC被设计出制造出来之后,得到了非常广泛的应用。
并且由于应用领域的及用途不断扩大,PLC自身也在这种情势发展迅猛。
致使PLC在制作成本持续下降的前提下,保持着提高集成度、缩小体积、加大自身容量、提升运行速度、方便使用和综合性能加强的发展趋势。
当前由于PLC具有的价格低廉、可靠性高、适用性强、使用简单灵活、维护和修改方便等优点,在世界围的各个行业领域得到了广泛的应用。
由于国制造业的迅猛发展,传统的人工运输生产材料方式已成为提高生产力的桎梏,而本设计中将运料小车这一重要生产工具由手动变为自动化,在大大的提高生产效率的同时,还解放了劳动力、保障了生产安全、降低了生产对于环境的要求,并在一定程度上提高了生产自动化的程度。
运料小车控制系统设计说明
工业职业技术学院毕业设计任务书20 届工科类设计题目:运料小车PLC控制系统设计学生:朱宏东指导教师:丁娱乐层次:本科技术职称:工程师号:学生专业:机械制造与自动化助学中心名称:工业职业技术学院设计时间:2013年5月 15日~2013年8月 30日目录第一章概述第二章总体方案设计第三章硬件系统设计第四章软件系统设计第五章总结致参考文献第一章概述随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。
一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故,这样将给企业造成重大损失。
运料小车是基于PLC控制系统来设计的,控制系统的每一步动作都直接作用于运料小车的运行,因此,运料小车性能的好坏与控制系统性能的好坏有着直接的关系。
运料小车能否正常运行、工作效率的高低都与控制系统密不可分。
本设计的主要容有:确定运料小车控制系统的总体设计方案;设计运料小车拖动电机的电器控制线路原理图;确定运料小车控制系统PLC的型号规格,确定PLC I/O 元件,列出PLC I/O元件分配表;设计运料小车控制系统的PLC I/O接线图,PLC 程序的总体结构图和梯形图(包括公用程序、控制程序、信号显示和故障报警程序等第二章总体方案设计本系统采用了PLC控制原理,设计总体控制方案,用组态软件进行实时控制的监控。
2.1 送料车自动循环控制系统的构成送料车前进和后退用开关来控制。
在装料和卸料的地方有限位开关来实现,当小车到达卸料处时,碰到限位开关SQ2,实现小车的停车和卸料动作;当小车到达装料出时,碰到限位开关SQ1,实现小车的装料动作。
(完整word版)自动送料小车的PLC控制指导书

实验三自动送料小车的PLC控制实验一、实验目的1.熟习常用的 PLC指令;2.掌握次序控制程序的设计方法。
二、实验设施1.安装了 CX-Programmer编程软件的计算机 1台;2.自动送料小车实验箱。
三、实验内容1.剖析自动送料装车控制任务,掌握被控系统动作要求;2.设计 PLC的地点分派表温次序功能图;3.依据次序功能图设计出详细的梯形图程序,并进行调试。
四、实验原理自动送料装车控制在自动化工厂或生产线中是不行缺的重要环节。
从原料的输送,至各道工序加工点,再到成品的输出。
因为受场所、实行难度、成本及灵活性等人为的限制,很难采纳单调长距离传递,而是采纳多段式传递系统。
下列图是一个 3段的皮带运输机的传动系统。
图 1 自动送料装车控制要求:1.按下启动开关 ST,则挨次启动,前级传递带落伍于后级传递带开始启动,使得原料不在后级传递带上聚积,每级间延时30秒开始启动,次序为第三级——第二级——第一级(第四级暂不用);第一级传递带开启同时翻开电磁阀H21;2.S3处于 on时表示车已装满,马上开走,从头装车,H20灯亮;3.按下停止开关STP,则电磁阀立刻封闭,四级传递带由前去后挨次停止,每级间仍延时30S,次序为第一级——第二级——第三级,目的是清空传递带上的物料;4.S0、S1、S2合上分别表示此级发生故障,应使得前级的传递带立刻停止工作,尔后级的传递带挨次延时 30秒停止工作。
依据控制要求设计的 I/O 地点分派表和输入输出电气接线图以下:表1 地点分派表输入信号输出信号开始开关 ST0.00H0(一级传递带运转)100.00停止开关 STP0.01H4(二级传递带运转)100.01故障开关 S00.02H10(三级传递带运转)100.02故障开关 S10.03H20(车装满)100.03故障开关 S20.04H21(漏斗电磁阀)100.04车装满开关 S30.05图 2 输入输出电气接线图采纳次序控制程序设计法,第一做出切合控制要求的次序功能图参照以下:图 3 次序功能图五、实验步骤1.设计 I/O 分派表 ;2.依据送料小车功能要求设计次序功能图;3.依据设计的次序功能图采纳通用指令编写梯形图程序;4.用欧姆龙 CP1H 系列 PLC 模块调试程序:先将PLC 和计算机连结,再下载梯形图程序,运转调试,并记录实验过程中看到的现象。
八工位运输小车PLC控制说明书

号编与配分的点 O/I
3.3
6
。示所 4-3 图如。图程流制控下以出绘以可�图制控气电及求要制控据根
图程流制控制绘
5.3
。示所 3-3 图如
�计设图线接统系行进以可�布分口端出输入输的 622UPC 和表配分 O/I 上以据根
6.3 5.3 4.3 3.3 2.3 1.3
CLP 章�第
2.2 1.2
2 ................................................................................................... 择选式方制控 2 ................................................................................................................. 明说择选案方体总 2 ........................................................................................................... 计设案方体总统系 1 ........................................................................................................................................... 言引
录附
71 ............................................................................................................................................................ 辞谢 61 ................................................................................................................................................. 结总计设 51 ............................................................................................................................................................ 论结 9 .......................................................................................................................... 制编序程制控 6 ..................................................................................................................... 图程流制控制绘 6 ................................................................................................... 图气电统系用应 CLP 作制 5 ............................................................................................................. 号编与配分的点 O/I 4 ................................................................................. 型类 CLP 择选�量数号信 O/I 定确 3 ...............................................................................................路电主计设�析分求要制控 3 .............................................................................................................计设统系制控
PLC控制运料小车讲解

PLC控制运料小车一、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:输入设备输入端口编号接考核箱对应端口启动按钮S01 0000 SO1停止按钮S02 0001 SO2开关SQ1 0002 电脑和PLC自动连接开关SQ2 0003 电脑和PLC自动连接开关SQ3 0004 电脑和PLC自动连接选择按钮S07 0005 S07六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
运料小车PLC设计任务书2

3、设计要求:
1)根据工作过程分析控制要求。如需要完成的动作(动作顺序、动作条件及必须的保护和联锁等)、操作方式(手动、自动;连续、单周期及单步等);
2)根据控制要求确定所需的用户输入、输出设备。据此确定PLC的I/O点数;
3)选择PLC,分配PLC的I/O点,设计I/O电气接口连接图(这一步也可结合第2步进行);
4)进行PLC程序设计。
二、要求的设计成果(课程设计说明书、设计实物、图纸等)
1.根据设计内容撰写《机械设备控制技术课程设计报告》,要求不低于3000字。
2.绘制接线图、顺序功能图、梯形图,提交电子版;
3.提交接线图、主电路一张,用A3纸打印。
三、进程安排
从2011年11月21日到2011年11月25日
1.5
机械设备控制技术课程设计任务书
一、设计题目、内容及要求
1、设计题目:运料小车的plc自动控制
2、设计内容:
小车由电机驱动
1)、按下启动按钮,系统开始工作,按下停止按钮,系统停止工作
2)、可在A、B两地分别启动
3)、A地启动后,小车先返回限位开关ST1处,停车20s装料
4)、然后自动驶往B点,到达限位开关ST2处后停车,底门电磁铁动作,卸料30s
序号
项目
具体内容
时间(天)
1
明确任务
1)了解设计任务书
2)借阅图书资料
0.5
2
总体方案设计及plc选型
1)熟悉设计题目
2)查阅相关资料,进行plc选型、电器元件选型
1
3
接线图设计
分配PLC的I/O点,设计I/O电气接口连接图
0.5
PLC自动运料小车

中北大学可编程控制器课程设计说明书可编程控制器课程 设计说明书自动送料装车系统设计学生姓名: 学 专 院: 业:学号: 信息与通信工程学院 电气工程及其自动化 樊永生指导教师:2013 年1 月第 1 页 共 13 页中北大学可编程控制器课程设计说明书中北大学课程设计任务书2012/2013 学年第 一 学期学 专院: 业:信息与通信工程学院 电气工程及其自动化 学 号: 自动送料装车系统 1 月 7 日~1 月 18 日 校内 樊永生 王忠庆学 生 姓 名: 课程设计题目: 起 迄 日 期: 课程设计地点: 指 导 教 师: 系 主 任:下达任务书日期: 2013 年 1 月 7 日第 2 页 共 13 页中北大学可编程控制器课程设计说明书课 程 设 计 任 务 书1.设计目的:用 PLC 构成系统自动送料装车系统。
2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等) : 控制要求:初始状态:红灯 L1 灭,绿灯亮,表示允许汽车开进装料,料斗 K2,电动机 M1、M2、M3 皆为 OFF。
当汽车到来时(用 S2 接通表示) ,L1 亮,L2 灭,M3 运行,电动机 M2 在 M3 通 2s 后运行3.设计工作任务及工作量的要求〔包括课程设计计算说明书(论文)、图纸、 实物样品等〕 :本课题应完成以下设计内容: 1)完成梯形图。
2)调试并运行程序。
3)课程设计说明书第 3 页 共 13 页中北大学可编程控制器课程设计说明书课 程 设 计 任 务 书4.主要参考文献:1 常斗南.可编程序控制器原理、应用、实验.北京:机械工业出版社出版社,19985.设计成果形式及要求:完成课程设计说明书一份,要求: 1)写出主要设计思路,工作原理; 2)画出梯形图; 3)调试出现的问题及解决方法; 4)提交程序清单。
6.工作计划及进度:2013 年 1 月 7 日 ~ 1 月 12 日:查阅相关文献资料,总体方案设计 1 月 13 日 ~ 1 月 18 日:编制程序、上机调试 1 月 18:答辩或成绩考核系主任审查意见:签字: 年 月 日第 4 页 共 13 页中北大学可编程控制器课程设计说明书目录1 绪论……………………………………………………………………………………………1 2 内容设计 ……………………………………………………………………… 12.1 自动运料小车控制系统的构成……………………………………………… 1 2.2 设计与分析 ………………………………………………………………… 2 3 自动装车运料系统的工作 ……………………………………………… 23.1 自动装车运料系统的工作流程……………………………………………… 2 3.2 自动装车运料系统的控制原理……………………………………………… 3 4 5 6 7 8 PLC 外部接线图………………………………………………………………… 4 程序指令表……………………………………………………………………… 4 运料小车控制系统梯形图……………………………………………………… 5 仿真时序图………………………………………………………………… 6 总结……………………………………………………………………………… 7参考文献………………………………………………………………………………8第 5 页 共 13 页中北大学可编程控制器课程设计说明书1. 绪论可编程控制器是一种为工业机械控制所设计的专用计算机, 在各种自动控制系 统中有着广泛的应用,它是在继电器控制和计算机控制基础上开发的产品,逐渐发 展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型 工业自动控制装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:毕业设计说明书课题:基于PLC的运料小车控制院系:机电工程学院专业:机电一体化学生姓名:殷鹏超学号:030110100175指导教师单位:桂林航天工业高等专科学校姓名:秦展田职称:副教授理论研究软件开发2012年 4 月20 日摘要早期运料小车电气控制系统多为继电器—接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,无数据处理和通信功能,必须有专人负责操作,将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,PLC运料小车电气控制系统具有连线简单,控制速度快,可靠性和可维护性好,易于安装、维修和改造等优点。
随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。
通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块等重要的应用方面非常完美。
本课题主要包括:分析被控对象和明确系统控制要求;PLC选型;确定系统的I/O设备的数量及种类;控制流程设计;控制程序设计。
PLC在运料小车控制系统中的应用,已经在国内外工程、工厂中得到实际应用,具有巨大的经济和社会价值,其智能化和自动化的思路值得以后继续深入研究和推广。
[关键词] PLC;运料小车控制系统PLC control car movement designed to transport matreialsAbstractTraditional transport materials are mostly car relay control, relay control wiring has numerous shortcomings of the high failure rate, and the repair is not easy to maintain the shortcoming. As a control of the current domestic market, the mainstream controller, plc in the market, technology, industry has an important role in the impact of the use of PLC control to replace the relay control has become a trend.The rapid development of PLC in the international situation, the majority of our PLC manufacturers do not have independent intellectual property rights, to participate in international competition PLC products, one of which is the development of strength is not enough. Although the capital investment, production and quality management and other factors also account for a very large proportion, but the quality of the product plays a decisive role in the R & D investment, research and development products and production of crafts. The technology is a part of each of which runs through, PLC core technology development, product follow-up development and production process is to determine the product quality and technical level of the premise, how to further enhance their technical strength,Domestic brands gain market will be the key to competitive advantage.Based on obtained samples for analysis and preliminary results are being used in many brands in the PLC, Siemens, Mitsubishi and omron take absolute advantage, 60% of the users of these brands of PLC products, rockwell / ab, ge-fanuc, and Fuji and other brands also has a considerable market share.Keywords:transport materials car, Mitsubishi PLC, coil, travel switch目录1 引言 (1)1.1 问题的提出及研究意义 (1)1.2 国内外研究现状 (1)1.2.1 国内现状 (1)1.2.2 国外现状 (1)1.3 本文研究的主要内容 (2)2 PLC技术概述 (4)2.1 PLC的定义 (4)2.2 PLC的发展历史与趋势 (4)2.3 PLC的主要特点 (5)2.4 PLC的基本组成及各部分作用 (7)2.5 PLC的应用领域 (10)3 控制系统的设计 (12)3.1 控制系统的工作原理 (12)3.2 小车运动流程图 (13)3.3 运料小车控制系统的PLC选型 (14)3.3.1 控制系统图 (14)3.3.2 PLC框架配置图 (15)3.3.3 PLC的选型 (15)3.4 I\ O地址分配 (17)3.5 系统硬件设计 (18)3.6 控制程序梯形图 (20)3.7 梯形图对应的指令语句 (21)4 输入程序及调试监控 (25)4.1 程序的输入 (25)4.1.1 启动SWOPC-FXGP/WIN-C编程软件 (25)4.1.2 编辑梯形图 (26)4.1.3 转换 (27)4.1.4 写入程序 (28)4.2 通电调试、监控系统 (30)4.2.1 运行程序 (30)4.2.2 监控 (30)4.2.3 调试 (30)5 结论 (31)谢辞 (32)参考文献 (33)致谢 (34)1 引言1.1 问题的提出及研究意义传统的运料小车大都是继电器控制,而继电器控制有着接线繁多,故障率高的缺点,且维护维修不易等缺点。
作为目前国内控制市场上的主流控制器,plc在市场、技术、行业影响等方面有重要作用,利用PLC控制来代替继电器控制已是大势所趋。
在国际上PLC迅速发展的形势下,我国多数PLC厂家还没有拥有自主知识产权,能够参与国际竞争的PLC产品,其中之一就是研发实力不够。
虽然资金投入、生产和质量管理等因素也占有非常大的比重,但对产品的质量起着决定性作用的是研发投入、研发成果产品化以及生产工艺等。
而技术则是贯穿着其中每一个环节,PLC核心技术的开发、产品的后续开发、生产工艺的技术水平是决定产品质量的前提,如何在技术上进一步增强自己的实力,将是国产品牌取得市场竞争优势的关键。
依据得到的样本分析,初步得出正在使用的众多PLC的品牌中,西门子、三菱及omron占据绝对的优势,60%左右的用户使用了这些品牌的PLC产品,而rockwell/ab、ge-fanuc和富士等品牌也占有相当的市场份额。
1.2 国内外研究现状1.2.1 国内现状我国可编程控制器的引进、应用、研制、生产是伴随着改革开放开始的。
最初是在引进设备中大量使用了可编程控制器。
接下来在各种企业的生产设备及产品中不断扩大了PLC的应用。
目前,我国自己已可以生产中小型可编程控制器。
上海东屋电气有限公司生产的CF系列、杭州机床电器厂生产的DKK及D系列、大连组合机床研究所生产的S 系列、苏州电子计算机厂生产的YZ系列等多种产品已具备了一定的规模并在工业产品中获得了应用。
此外,无锡华光公司、上海乡岛公司等中外合资企业也是我国比较著名的PLC生产厂家。
可以预期,随着我国现代化进程的深入,PLC在我国将有更广阔的应用天地。
1.2.2 国外现状在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
传统上,这些功能是通过气动或电气控制系统来实现的。
1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字设备公司(DEC)研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称Programmable ,是世界上公认的第一台PLC.限于当时的元器件条件及计算机发展水平,早期的PLC主要由分立元件和中小规模集成电路组成,可以完成简单的逻辑控制及定时、计数功能。
20世纪70年代初出现了微处理器。
人们很快将其引入可编程控制器,使PLC增加了运算、数据传送及处理等功能,完成了真正具有计算机特征的工业控制装置。
、随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。
通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块等重要的应用方面非常完美。
PLC在运料小车控制系统中的应用,具有巨大的经济和社会价值。
本文以PLC控制技术为核心,采用日本三菱FX1s-20MR的PLC,论述了运料小车控制系统的软硬件设计方案及其控制原理,实现了运料小车装料、卸料过程的自动控制.通过实际应用,说明所设计的控制系运行可靠,满足了实际需要。
这正是本课题研究的重点。
1.3 本文研究的主要内容运料小车是工业逗料的主要设备之一。
广泛应用于自动生产线冶金、有色盒属、煤矿、港口、码头等行业,各工序之间的物品常用有轨小车来转运。