螺旋桨手册
螺旋桨设计计算说明书
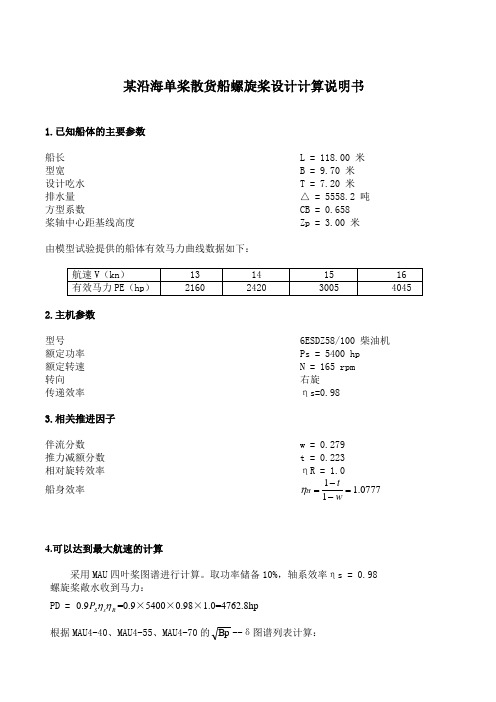
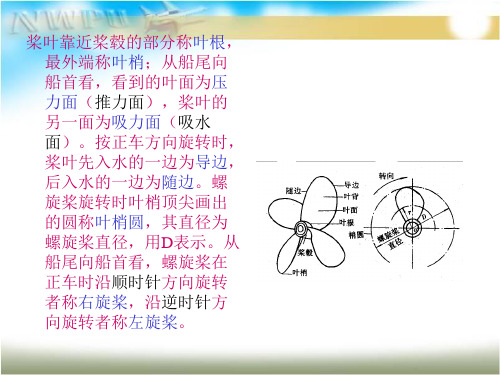
某沿海单桨散货船螺旋桨设计计算说明书1.已知船体的主要参数船长 L = 118.00 米 型宽 B = 9.70 米 设计吃水 T = 7.20 米 排水量 △ = 5558.2 吨 方型系数 CB = 0.658 桨轴中心距基线高度 Zp = 3.00 米由模型试验提供的船体有效马力曲线数据如下:航速V (kn ) 13 14 15 16 有效马力PE (hp ) 2160 2420 3005 40452.主机参数型号 6ESDZ58/100 柴油机 额定功率 Ps = 5400 hp 额定转速 N = 165 rpm 转向 右旋 传递效率 ηs=0.983.相关推进因子伴流分数 w = 0.279 推力减额分数 t = 0.223 相对旋转效率 ηR = 1.0船身效率 0777.111=--=wtH η4.可以达到最大航速的计算采用MAU 四叶桨图谱进行计算。
取功率储备10%,轴系效率ηs = 0.98 螺旋桨敞水收到马力:PD = R s S P ηη9.0=0.9×5400×0.98×1.0=4762.8hp根据MAU4-40、MAU4-55、MAU4-70的Bp --δ图谱列表计算:项 目 单位 数 值 假定航速V kn 13 14 15 16 V A =(1-w)V kn 9.373 10.094 10.815 11.536 Bp=NP D 0.5/V A 2.542.337 35.177 29.604 25.193 Bp6.5075.931 5.4415.019 MAU 4-40δ76 70 64 61 P/D 0.62 0.65 0.69 0.71 ηO 0.56 0.583 0.605 0.625 P TE =P D ·ηH ·ηOhp 2874.412992.463105.393208.04MAU 4-55δ74 68 63 60 P/D 0.7 0.72 0.74 0.76 ηO 0.541 0.568 0.59 0.61 P TE =P D ·ηH ·ηOhp 2776.882915.473028.393131.05MAU 4-70δ74 67 62 59 P/D 0.71 0.73 0.76 0.78 ηO0.521 0.546 0.57 0.588 P TE =P D ·ηH ·ηOhp2674.232802.552925.743018.13据上表的计算结果可绘制PT E 、δ、P/D 及ηO 对V 的曲线,如图1所示。
船舶螺旋桨课程设计说明书
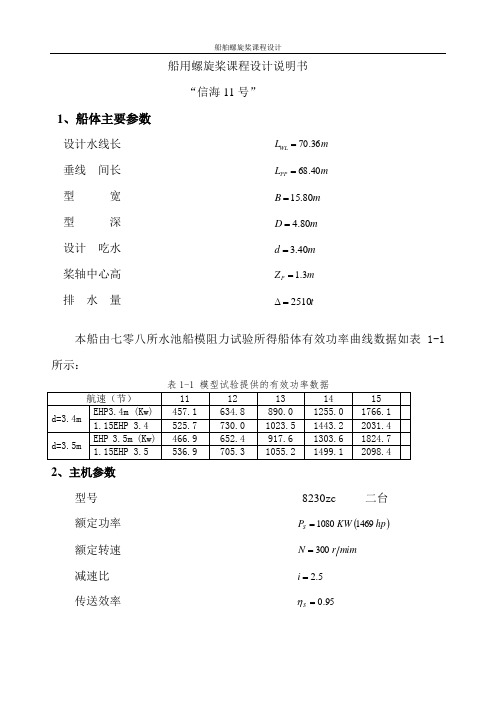
船用螺旋桨课程设计说明书“信海11号”1、船体主要参数设计水线长 m L WL 36.70= 垂线 间长 m L PP 40.68= 型 宽 m B 80.15= 型 深 m D 80.4= 设计 吃水 m d 40.3= 桨轴中心高 m Z P 3.1= 排 水 量 t 2510=∆本船由七零八所水池船模阻力试验所得船体有效功率曲线数据如表1-1所示:表1-1 模型试验提供的有效功率数据航速(节) 11 12 13 14 15d=3.4mEHP3.4m (Kw) 457.1 634.8 890.0 1255.01766.1 1.15EHP 3.4 525.7 730.0 1023.5 1443.2 2031.4 d=3.5mEHP 3.5m (Kw) 466.9 652.4 917.6 1303.61824.7 1.15EHP 3.5 536.9 705.3 1055.2 1499.12098.42、主机参数型号 8230zc 二台 额定功率 ()hp KW P S 14691080= 额定转速 mim r N 300= 减速比 5.2=i 传送效率 95.0=S η3、推进因子的决定伴流分数 165.0=w 推力减额 165.0=t 船身效率 0.111=--=wtH η 相对旋转效率 0.1=R η 4、可以达到最大航速的计算采用MAU4叶桨图谱进行计算。
螺旋桨敞水收到的马力:()hp ...P RS D 2175.1186 019508501469 85.01469=⨯⨯⨯=⨯⨯=ηη根据MAU4-40、MAU4-55、MAU4-70的δ-P B 图谱列表1-2计算.表1-2 按δ-P B 图谱设计的计算表项 目 单 位数 值螺旋桨敞水收到的马力 1186.2175螺旋桨转速 300假定航速 11 12 13 14 15 9.185 10.020 10.855 11.690 12.525 40.412 32.511 26.615 22.114 18.6116.357 5.702 5.159 4.703 4.314 MAU4-4072.50 67.62 60.27 55.39 51.73 0.61 0.65 0.69 0.72 0.760.56 0.59 0.60 0.63 0.64 670.32 702.42 733.56 762.57 787.19 MAU4-5575.84 67.31 59.93 55.46 50.270.72 0.74 0.79 0.81 0.85 0.57 0.59 0.62 0.64 0.67 659.87 690.74 725.25 745.58 773.69 MAU4-70 73.80 66.92 63.01 51.89 49.13 0.72 0.75 0.77 0.83 0.89 0.54 0.55 0.56 0.59 0.62 622.40645.64671.61698.86720.10knhpminr kn N V ()V w V A -=1PB 5.25.0A DP V NP B =D P hp hp hpδ0ηD P 0ηηH D TE P P =δ0ηD P 0ηηH D TE P P =D P δ0η0ηηH D TE P P =图1-1 MAU5叶桨图谱设计计算结果从()V f P TE -曲线与船体满载有效马力曲线之交点,可获得不同盘面比所对应的设计航速及螺旋桨最佳要素0/η及、D D P 如表1-3所示。
螺旋桨设计说明书

螺旋桨设计说明书(总23页) --本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--螺旋桨图谱设计计算说明书“信海11号”学院航运与船舶工程学院专业船舶与海洋工程学生姓名李金檑班级船舶1403班学号 0315组员李金檑、刘敬指导教师赵藤目录一、前言 (1)二、船体主要参数 (1)三、主机主要参数 (1)四、推进因子 (2)五、阻力计算 (3)六、可以达到最大航速的计算 (3)七、空泡校核 (6)八、强度校核 (7)九、螺距修正 (9)十、重量及惯性矩计算 (9)十一、敞水性征曲线的确定 (11)十二、系柱特性计算 (12)十三、航行特性计算 (13)十四、螺旋桨计算总结 (14)十五、桨毂形状及尺寸计算 (15)十六、螺旋桨总图(见附页) (16)十七、设计总结及体会 (16)十八、设计参考书 (17)一、前言本船阻力委托七零八研究所五室进行船模拖曳试验,并根据试验结果得出阻力曲线。
实验时对 3.4m d =吃水情况来进行。
虽然在船舶试验过程中将本船附体部分(舵、轴支架、舭龙骨等)也装在试验模型上,但考虑本船建造的表面粗糙度及螺旋桨等影响在换算本船阻力时再相应增加15%。
本船主机最大持续功率kw 10802⨯额定转速750转/分,考虑本船主机的经济性和长期使用后主机功率折损。
在船速计算中按%8510802⨯⨯kw 来考虑。
螺旋桨转速为300转/分。
二、船体主要参数表1 船体主要参数本船的H B =; d H =; BL pp =; d B= 三、主机主要参数型 号:8230ZC 二台 额定功率:s P =1080kw(1469hp) 额定转速:750r/min 减速比: 传送效率:M η=四、推进因子伴流分数 0.165=ω; 推力减额 t=船身效率 1=H η; 相对旋转效率 1=R η五、阻力计算本船曾在七零八所水池进行船模阻力试验,表中数值为吃水时船的阻力试验结果。
Valeport 106水流仪简明操作手册
3.1、清洗.......................................................................................................... 8 3.2、电池更换................................................................................................... 8
5
上海精导科学仪器有限公司 Shanghai P-NAV Scientific Instruments, Co.,Ltd. E-mail:sales@
2.3、记录模式设置(Mode)
记录模式 直读 记录 直读及自容方式
Mode工作模式设置 Dir直读方式,仪器实时将测量数据输出给电脑来显示 Log记录模式,仪器将测量数据记录在内存中,而不把数据传给电脑来显示 Dir & Log 直读和记录模式,测量数据同时记录在内存和传输给电脑
3. 入水测量 仪器设置完毕后,便可以进行测量工作。仪器尾部带有入水开关,入水后自动开 启。
4. 清水冲洗 测量完毕后,应用清水冲洗仪器,因海水中含有盐分、泥沙等,如不及时清洗, 日积月累会对仪器产生损害。
5. 数据下载
数据下载为文本文件,可用 Excel 等文本编辑工具打开进行相应处理,提取需要的数据。
4.2、内存
系统带 512k 内存,可存储 8000 组流速流向数据,若也同时采集温度及压力数据, 可记录 4000 组数据。
CTLS LSA 飞行手册说明书
CTLS轻型运动飞机飞行手册序列号:本文件为原版英文手册译本,在任何情况下,所有内容及数据以原版英文手册为准。
机型:CT类别:CTLS LSA页码:i目录1.概论....................................................................1-11.1.介绍............................................................. 1-11.2.制造商........................................................... 1-21.3.有关持续适航性的说明............................................. 1-31.4.三视图主尺寸..................................................... 1-51.5.发动机........................................................... 1-81.6.螺旋桨........................................................... 1-81.7.最低设备配置..................................................... 1-91.8.建议添加设备.................................................... 1-102.限制(中国民用航空局批准)................................................2-12.1.空速限制......................................................... 2-12.2.飞行负载因素限制................................................. 2-22.3.轮胎气压......................................................... 2-22.4.重量和重心限制................................................... 2-32.5.动力装置限制..................................................... 2-42.6.其他限制......................................................... 2-53.紧急程序(中国民用航空局批准)............................................3-13.1.紧急程序检查单................................................... 3-13.2.失速............................................................. 3-33.3.不慎引起尾旋的处理............................................... 3-33.4.紧急着陆......................................................... 3-43.5.着陆机体倾覆后................................................... 3-53.6.启动弹射回收系统................................................. 3-63.7.发动机失效....................................................... 3-73.8.汽化器或发动机着火............................................... 3-93.9.冷却剂缺失....................................................... 3-93.10.滑油缺失......................................................... 3-93.11.襟翼控制失效.................................................... 3-103.12.Dynon发动机监控系统EMS失效(如果装有)........................... 3-114.正常程序(中国民用航空局批准)............................................4-14.1.正常程序检查单................................................... 4-14.2.飞行前检查....................................................... 4-54.3.乘客讲解......................................................... 4-64.4.启动发动机....................................................... 4-74.5.自动驾驶操作..................................................... 4-84.6.起飞前........................................................... 4-94.7.典型的航线模式.................................................. 4-104.8.起飞和爬升...................................................... 4-11机型:CT类别:CTLS LSA页码:ii4.9.巡航............................................................ 4-134.10.转弯............................................................ 4-144.11.失速............................................................ 4-154.12.进近和着陆...................................................... 4-154.13.关闭发动机...................................................... 4-174.14.检查紧急定位发射机(ELT)....................................... 4-175.性能(中国民用航空局批准)................................................5-15.1.最大起飞重量600公斤(1320磅)性能数据........................... 5-15.2.飞行高度和密度................................................... 5-25.3.风分量的作用..................................................... 5-45.4.高度对发动机性能特性的影响....................................... 5-65.5.计算起飞距离..................................................... 5-75.6.计算爬升性能.................................................... 5-105.7.滑翔特性........................................................ 5-115.8.计算着陆距离6.重量和平衡、设备.........................................................6-16.1.重量限制......................................................... 6-16.2.称重............................................................. 6-16.3.飞行重量和重心................................................... 6-46.4.设备............................................................. 6-47.飞机和系统描述..........................................................7-17.1.机体............................................................. 7-17.2.系统............................................................. 7-47.3.飞行控制........................................................ 7-127.4.驾驶舱.......................................................... 7-207.5.标牌和标志...................................................... 7-268.操作、服务和维护.........................................................8-18.1.顶升............................................................. 8-18.2.陆路运输中固定飞机............................................... 8-28.3.降落伞回收系统维护............................................... 8-28.4.清洁和保养....................................................... 8-38.5.飞机强制性检查................................................... 8-58.6.机身维修......................................................... 8-68.7.控制面偏转....................................................... 8-79.拖曳滑翔机..............................................................9-110.横幅、标语拖曳..........................................................10-111.附录...................................................................11-111.1.现行称重报告.................................................... 11-111.2.现行设备清单.................................................... 11-211.3.飞行安全报告表.................................................. 11-3机型:CT类别:CTLS LSA页码:1-1 1.概述1.1.介绍每个飞行员都必须熟悉每架轻型运动飞机的特性。
螺旋桨设计设计说明
第一章引言杂货船一般没有固定的航线和船期,而是根据货源情况和需要航行于个港口之间,杂货批量远不及石油、矿砂那样多,除杂货外,也可载运散装杂货或大件货物等。
杂货船有航行于内河的小船,也有从事远洋国际贸易的两万吨载重吨以上的大船。
国际上普通货船在载重量通常在一万至两万吨。
杂货船不追求高速,而注重经济性和安全性,要求尽量多装货,提高装卸效率,减少船员人数和保证航行效率,减少船员人数和保证航行、货物安全。
杂货船是干货船的一种,装载各种包装、桶装、箱装、袋装和成捆等件杂货的运输船舶,又成为普通货船。
杂货船应用广泛,吨位术在世界商船队中居首位。
干货船,又称普通货船,是以运载干燥货物为主,也可装运桶装液体的货船,是最常见的货船,专门用来装运成包、成堆、成扎成箱的干货。
为避免受压,该货船有两至三层全通甲板,根据船的大小设有三至六个货舱,甲板上带有舱口未闭的货舱口,货舱口特别大,上面有水密舱口盖,一般能自动启闭。
配有完整的起货设备。
货舱口两端有吊杆装置,还有回转式起吊吊车,机舱设在船的中部或尾部。
前一种布置有利于调整船舶的纵倾,后一种布置可增大载货容积,但空载时有较大尾倾。
杂货船底部多为双层底结构,能防止船底破损时海水进入货舱,并可增加船体的纵向强度,双层底内空间可用作清水舱和燃料舱,也可做压载舱以调节船的重心。
本文是按照设计任务书的要求所进行的关于货船的设计,在设计过程中查阅了大量的资料和数据,并得到专业老师的指导和同学的帮助,在这里我向他们致以最诚挚的谢意。
由于本人的能力有限,在设计中不可避免的会出现一些错误,还望老师给予批评和指正。
第二章全船说明书2.1 总体部分2.1.1 概述小型沿海货船具有货物周转快,运输方便灵活,适合沿海短距离运输等特点。
可以进入条件简陋或水深限制的小型港口,码头。
还可以进入内河进行运输,是连接内陆沿江,沿海地区与沿海地区一种纽带。
2.1.2 主要数据2.1.2.1 主尺度总长L oa65.37m垂线间长L pp60.0m型宽 B 10.9m型深 D 5.35m设计吃水 4.2m排水量1869t2.1.2.2 主要船型系数长宽比Lpp/B 5.58长深比Lpp/D 11.2宽深比B/D 2.04宽度吃水比B/T 2.6方形系数Cb 0.662中剖面系数Cm 0.951水线面系数Cww 0.774棱形系数Cp 0.6952.1.2.3 载重量设计吃水4.2m,海水密度1.025t/m3时,载重量约1100t。
赛斯纳152手册(中文版)

赛斯纳152第一节总论简介本手册有九节内容,包括民航规章/条例第三部分中要求提供给飞行员的材料和赛斯纳公司提供的补充资料。
第一节提供了一些基本数据和使用者广泛关注的信息,同时还包括一些符号、缩写和常用术语的定义或解释。
描述性资料发动机发动机数:1发动机生产厂家:Avco Lycoming发动机型号:O-235-L2C发动机种类:正常进气、直接驱动、气冷式、水平队列式、配备化油器、233.3立方英寸排量的四气缸发动机。
马力等级和发动机速度:2550转每分下110额定制动马力.螺旋桨螺旋桨生产厂家:McCauley 零件公司螺旋桨模型数:1A103/TCM6958桨叶数:2螺旋桨直径:最大直径:69英寸最小直径:67.5英寸螺旋桨类型:固定桨距燃油认可的燃油等级(及颜色):100低铅航空燃油(蓝色)100(以前100/130)等级航空燃油(绿色)燃油容量:标准油箱总容量:26加仑每箱总容量:13加仑总可用燃油:24.5加仑远程油箱总容量:39加仑每箱总容量:19.5加仑总可用燃油:37.5加仑注:由于在油箱间可以交叉输油,每次注油后应重新灌满油箱以保证最大容量。
滑油滑油等级(规格):MIL-L-6082 航空等级中的纯矿物滑油用于最初25小时和首次飞行25小时换油时的补充供给。
飞机飞行50小时或消耗稳定前可继续使用。
注意飞机出厂交付使用时配有发动机防腐滑油,应在首次操作25小时后消耗完毕。
MIL-L-22851 无烟稀释滑油应在飞机飞行50小时后或消耗稳定后使用。
温度范围内的建议黏度:MIL-L-6082航空等级中的纯矿物滑油16℃(60℉)以上 SAE:50-1℃--32℃之间(30℉--90℉) SAE:40-18℃--21℃之间(0℉--70℉) SAE:30-12℃(10℉)以下 SAE:20MIL-L—22851无烟稀释滑油16℃(60℉)以上 SAE:40或50-1℃--32℃之间(30℉--90℉) SAE:40-18℃--21℃之间(0℉--70℉) SAE:30-12℃(10℉)以下 SAE:30滑油容量:集油槽:6夸脱总量:7夸脱(如果滑油过滤器已安装)最大允许重量:停机重量:1675磅起飞重量:1670磅降落重量:1670磅行李间重量:第一行李区(或在儿童座席)站位为50至76,120磅。
飞机涡轮螺旋桨发动机—螺旋桨

检查铝合金桨叶上是否有点蚀、压坑、刻痕、裂纹和腐蚀。损坏敏感的区域包括
前缘和叶面。为帮助检查,可用4 倍的放大镜。怀疑有裂纹应做着色渗透检查。
铝合金桨叶表面缺陷的修理必须在平行于长度进行。螺旋桨边缘典型修理最大允
许的尺寸深度为1/8in(英寸),长度不大于1.5in(英寸)(右图)。如果一个桨
叶叶尖修短,则其余桨叶必须修短到一样尺寸。叶背和叶面修理后用非常细的砂
旋桨转速控制以及从反桨距或低桨距到高桨距的操作。
目视检查复合材料桨叶有无裂纹。检查桨毂,特别注意每个桨叶根部上有无裂纹;使用涡流设备检查桨毂,因
为裂纹通常都不明显。
2.9.7 螺旋桨的检查和维护
三、 超转和冲击损坏评估
螺旋桨超转是指螺旋桨转速超过最大转速限制。螺旋桨超转时,桨叶根部承受很大的离心力,而且若是桨叶
桨固定在带安装边的轮毂上,每对螺栓的保险丝必须在拉紧的方向。如果安装螺旋桨使用的是槽顶螺母,则用
开口销保险
2.9.7 螺旋桨的检查和维护
2、 桨叶角的检测
检测指定的桨叶站位检查桨叶角需要使用
螺旋桨通用分度仪。通用的基准是螺旋桨
桨毂。测量桨叶角时,将分度仪靠住叶面
,转动圆盘调节器直到气泡位于水准仪中
心;转动螺旋桨, 直到要检查的第一片桨叶,
使桨叶的前缘处于水平位置;找出桨叶叶
面的基准标记位置, 将分度仪的边放在桨叶
面的基准位置上;转动圆盘调整钮, 直到中
心酒精水平仪水平为止;以圆上的零线为
标志, 从游标尺上零刻度所对应的数值便是
桨叶角的度数。
2.9.7 螺旋桨的检查和维护
测量桨叶角时,将分度仪靠住叶面,转动圆盘调节器直到气泡位于水准仪中心;转
装置和继电器组成。
轮船螺旋桨维修手册
轮船螺旋桨维修手册第一章:维修手册概述1.1 介绍本维修手册旨在提供轮船螺旋桨的维修指南,以确保轮船航行的安全性和稳定性。
通过本手册,船舶工程师和技术人员将能够了解有关螺旋桨维修的基本知识和操作要点。
1.2 适用范围本手册适用于各类轮船螺旋桨的维修工作,包括但不限于叶片修复、轴承更换和润滑系统维护等。
1.3 术语定义为了统一标准,以下是本手册中所使用的一些常见术语的定义:- 螺旋桨:轮船推进的装置,通常由叶片和轴组成。
- 叶片:螺旋桨的主要组成部分,用于产生推进力。
- 轴:连接螺旋桨与主机的部件,负责传递动力。
- 轴承:支撑轴的机械装置,减少摩擦和振动。
第二章:螺旋桨维修前准备工作2.1 安全措施在进行螺旋桨维修之前,必须确保所有工作人员了解并遵守相关的安全规定和操作程序。
这包括佩戴个人防护装备、确保工作场所通风良好以及使用合适的工具和设备。
2.2 检查工具和材料在开始维修之前,应检查所有需要使用的工具和材料是否齐备,并确保它们的质量符合标准要求。
常用的维修工具包括扳手、榔头、气动工具等。
2.3 准备工作区域为了方便维修操作,应确保工作区域整洁并具备足够的空间。
在进行维修之前,应清除任何障碍物,以确保工作的顺利进行。
第三章:螺旋桨维修步骤3.1 叶片修复叶片是螺旋桨的主要工作部分,因此在使用过程中容易受到磨损和损坏。
当发现叶片有裂纹、变形或其他异常状况时,应采取以下步骤进行修复:- 清洗叶片表面,去除附着物,以便更好地进行检查和修复。
- 使用合适的修复材料对叶片进行填充和抛光,确保其外形和平衡度得到恢复。
- 在修复完成后,进行质量检验,确保叶片的强度和性能符合标准要求。
3.2 轴承更换轴承是螺旋桨的重要组成部分,直接影响到螺旋桨的转动和稳定性。
当轴承出现磨损或失效时,应按以下步骤进行更换:- 卸下原有的轴承,并清洁轴承座和轴承安装位置。
- 检查新轴承的尺寸和质量,确保其与原轴承相匹配。
- 使用适当的工具和设备将新轴承安装到轴承座上,并确保安装稳固。
罗尔斯罗伊斯舵桨中文服务手册
罗尔斯罗伊斯舵桨中文服务手册超过一半的拖轮配备了芬兰罗尔斯罗伊斯公司生产的Azimuth 全回转舵桨,以实现拖轮灵活地倒车、平移、原地转舵,满足协助大船靠、离、移泊的要求。
与一般船舶不同,拖轮拥有两套相对独立的舵桨控制系统,且控制系统数字化、集成化、模块化程度较高,采用了微控制器及CAN总线通信,相较于PLC和DCS控制系统,CAN总线是一种全数字化、全分散、全透明、标准化、规格化的总线,不同传感器和不同设备都可以与之连接,改变了过去那种封闭的、集中式的、不灵活的控制体系,由于开放性导致网络中设备的增多,拥有更强大的功能,但更难于发现故障的原因所在,对维修人员专业能力要求较高,如何及时准确地发现并解决舵桨控制系统故障就成为我们维修人员的重中之重。
1Azimuth舵桨控制系统原理Azimuth舵桨控制系统由CPU、存储器、输入设备、执行机构、输入输出模块五个部分组成,由于CPU和存储器集成在一起,这里用控制器表示。
控制器是舵桨控制系统的大脑,内部存储控制程序,对输入信号进行处理,发出控制信号。
输入设备由控制手柄、开关、传感器等设备组成,输入信号主要有电流信号和开关量两种。
SLIO模块起到中转站的作用,可以双向联通,所有输入信号必须通过SLIO模块才可以到达控制器,所有输出信号也必须通过SLIO模块才可以到达执行机构。
SLIO模块可以为单块,也可以为多块串联,以满足输入输出通道数量为准。
执行机构主要有继电器和电磁阀,用以转舵及各类保护。
另有一路控制信号与主机转速控制器联通,通过控制主机转速来改变螺旋桨转速,一般为4-20mA的电流信号。
2故障案例在一次舵桨系统故障中,岚港拖67轮在备车时发现左舵桨报警板出现ACU(舵桨控制单元)故障报警,左舵桨无法进行任何操作,将左舵桨断电后重新送电,系统恢复正常,报警消失,但在随后的两天时间内时常会发生相同故障报警,且故障报警间隔时间越来越短,左舵桨基本无法正常工作。
螺旋桨
分类
螺旋桨分为定(桨)距和变距螺旋桨两大类。
①定距螺旋桨
木制螺旋桨一般都是定距的。它的桨距(或桨叶安装角)是固定的。适合低速的桨叶安装角在高速飞行时就 显得过小;同样,适合高速飞行的安装角在低速时又嫌大。所以定距螺旋桨只在选定的速度范围内效率较高,在 其他状态下效率较低。定距螺旋桨构造简单,重量轻,在功率很小的轻型飞机和超轻型飞机上得到广泛应用。
气流角实际上反映前进速度和切线速度的比值。对某个螺旋桨的某个剖面,剖面迎角随该比值变化而变化。 迎角变化,拉力和阻力矩也随之变化。用进矩比“J”反映桨尖处气流角,J=V/nD。式中D—螺旋桨直径。
空气桨
01
概述
02
原理
04
自转
03
构造特点
05
分类
06
拉力变化
拉力曲线 有效功率
综合情况 飞机
的良好动力,螺旋桨顺应蒸汽机的发展,成为船舶推进的最新课题。
第一个实验动力驱动螺旋桨的是美国人斯蒂芬,他在1804年建造了一艘7.6米长的小船,用蒸汽机直接驱动, 在哈得逊河上做第一次实验航行,实验中发现发动机不行,于是换上瓦特蒸汽机,实验航速是4节,最高航速曾达 到8节。
发展
1752年,瑞士物理学家伯努利第一次提出了螺旋桨比在它以前存在的各种推进器优越的报告,他设计了具有 双导程螺旋的推进器,安装在船尾舵的前方。1764年,瑞士数学家欧拉研究了能代替帆的其它推进器,如桨轮 (明轮),也包括了螺旋桨。
柯斯堡海洋工程螺旋桨推进器说明书

KONGSBERG MARITIME AZIMUTH THRUSTERSAzipullKongsberg Maritime azimuth thruster (Azipull)Is a low drag, high efficient pulling thruster. It combines the advantageof the pulling propeller with the flexibility of using almost any type ofdrive to suit the customer’s specific requirement. The Azipull is designedfor continuous service speed at 24 knots, while maintaining excellentmanoeuvrability.High hydrodynamic efficiency, fuel efficiency, course stability, low noiseand vibration levels are other key characteristics of the Azipull.Internally, it has a purely mechanical drive system based on well-proventechnology using bevel gears at the top and bottom of the leg. Power is fedto the unit through a horizontal input shaft within the hull, and the unitincorporates its own steering motors for azimuthing.The Azipull combines the advantages of an azimuthing thruster offeringhigh manoeuvrability, and low drag high efficient propulsor enabling highspeeds. The flexibility of the unit is also enhanced by the fact that it isavailable in both CP and FP. The Azipull is delivered with remote controlsystems.06.Azimuth-1 of 2-11.06.19The main characteristics are:• Low drag, high efficiency pulling azimuth thruster • High hydrodynamic and total efficiency • Low noise and vibration levels • Course stability • Continuous service speed of 24 knots while maintaining good manoeuvrability • Can be linked to any kind of prime mover, accepting diesel or gas turbine with mechanical or electrical drive • Flexible with respect to vessel application, enhanced by availability in CP and FP versions Within the hull of the vessel is the upper gear housing, steering gear and auxiliaries, and these are from the standardised Kongsberg Maritime azimuth thruster range to maximise commonality of spare parts and minimise technical risk.The flow of water to a pullingpropeller is only determined by the hull, and it is possible to obtain a more homogeneousinflow to the propeller in this type of thruster. More uniform inflow is decisive for reducingunsteady cavitation, and thereby cutting down propeller inducednoise and vibration and reducingoscillations in shaft torque.The mechanical elements areenclosed in a hydrodynamicallyoptimised leg with a wide chordto provide rudder effect andimprove the vessel´s coursestability. The leg incorporatesa skeg extending below the gearhousing.The streamlined leg and skegrecover swirl energy from theslipstream of the pullingpropeller, raising the overallpropulsive efficiency becausethis otherwise wasted energy isconverted to a forward force onthe thruster leg.TECHNICAL DATA AZP 85CATAMARAN AZP 85STANDARD AZP 100STANDARD AZP 120STANDARD AZP 150STANDARD Prop diameter (mm)1900-2 3001900-2 3002300-2 8002800-3 3003300-4200Power (max cont. rating)17001700250035005000Nominal input speed (RPM)720-1 800720-1 800720-1 800720-1 200600-1000Dry weight (kg)1400020000260004400085000Switchboard: +47 815 73 700Global support 24/7: +47 33 03 24 07E-mailsales:*********************.comE-mailsupport:************************Kongsberg Maritime P.O.Box 483, NO-3601Kongsberg, Norway 06.Azimuth-2 of 2-11.06.19Power is (max cont. rating) if depending on final propeller speed.All models of Azipull can be supplied with CP or FP propeller (FP propeller can be supplied as monoblock or built on blades).All data is subject to change without prior notice.。
Edwards nEXT 高效的螺旋桨泵说明书

Giving you a clear edgenEXT TURBOMOLECULARPUMPSEDWARDSTHE PARTNER OF CHOICEEdwards is a world leader in the design, technology and manufacture of vacuum pumps with over95 years’ history and more than 75 years’ manufacturing experience.Edwards believes in delivering results that bring value to our customers by using our breadth of industry experience to identify and apply solutions to your problems. Using the most innovative and up-to-date modelling techniques, we can optimise the pumping configuration for customers to provide a system design giving the maximum performance in the most reliable and cost-effective way.Edwards nEXT is the ultimate experience in turbomolecular pumpsnEXT turbomolecular pumps are built on decades of experience and are based on our tried and trusted EXT and STP ranges. nEXT pumps offer superior performance, reliability and end user serviceablity, setting the benchmark for scientific turbomolecular pumps.PERFORMANCE YOU CAN RELY ONApplicationsYou can be assured Edwards has the application expertise and vacuum solution to meet your needs.Mass spectrometry• GCMS, LCMS, ICPMS, MALDI, inorganic MS, RGA, surface science, leak detectors Electron microscopy• TEM, SEM, EPMA, sample prep benches Research and development• Chamber evacuation, coating systems, turbomolecular pump systemsHigh energy physics• Beam Lines, accelerators, mobile pump carts, turbomolecular pump backing, laser evacuation, medical systemsIndustrial• Glove boxes, coating systems, XRD/XRF systems, lamp evacuationBespoke options available for OEMs Customised solutions Huge install base of turbo pumps Proven reliability for peace of mind Intelligent controls Flexibility of operationEnd user serviceableExtended lifetime and low cost of ownershipExceptional pumping speeds and compression ratios Superior PerformancenEXT turbomolecular pumps sectional viewThe compact design allows for close pitch positioning in multiple pump installations. Backwards compatible with existing EXT and DX ranges offering superior performance in a smaller space envelope. Compatible with Edwards TIC Controllers.123458910111276Regenerative stage ‘Boost’ port option forreduced pump numbers in differentially pumped systems for maximum system rationalisation 5Permanent magnet upper bearing for ahydrocarbon free vacuum, reduced vibration and minimum wear6Sensorless drive for high efficiency andcompactness with reduced stray magnetic fields2Patented bearing suspension system minimises noise and vibration transmitted to vacuum system3Advanced simulation tool derived rotordesign to give better speed and compression performance7Manual vent port with automatic valveaccessories for rapid venting and quick cycle times8Multiple drag stages for higher compression ratios and greater backing pressure tolerance1Purge port for safe operation of pump with specialised gases9Manual as well as serial setting of standby speed for flexible system tuning10Simple parallel operation or more sophisticated serial control in both RS232 and RS485 protocols11Automatic wide operating voltage range from 24V to 48V dc for versatility in system integration12User replaceable oil cartridge for a speedy interim service4Advanced technologynEXT has been designed to combine all the latest technological advances in turbo pumps with some new thinking in design for manufacture, delivering a truly class leading product to market. nEXT is available in three sizesThe pump name refers to the true peak pumping speed for nitrogen gas.The nEXT platform brings a high level of modularity to offer maximum flexibility for customer application and requirements. Each pump is available in two different internal configurations to offer differing performance.Duplex “D” variants with both turbomolecular and drag stages for improved tolerance to higher backing line pressures. Triplex “T” variants feature turbo, drag and Edwards unique fluid dynamic stages for the ultimate in compression ratio and boost technology for maximum vacuum system rationalisation.nEXT240 DN100 ISO-K or DN100 ISO CFnEXT300DN100 ISO-K orDN100 ISO CFnEXT400DN160 ISO-K orDN160 ISO CF• nEXT240DN100 ISO-K or DN100 ISO CF • nEXT300DN100 ISO-K orDN100 ISO CF• nEXT400DN160 ISO-K orDN160 ISO CFBoost technologyThe “T” variants of nEXT employ a unique viscouspumping stage which can be used to ‘boost’ theperformance of the backing pump. This offers amuch simplified vacuum solution with greatlyimproved pumping speeds and system powerreduction. The example in the image to the rightshows how the boost ports can be used to replacea primary pump on a differentially pumped system.To take maximum advantage of boosttechnology, please contact Edwards.ServiceNew technologies employed in nEXT have enabled the pumps to be servicedby the end user in the field. An interim oil lubrication change can beperformed in situ, where access allows, typically in less than 5 minutes withthe minimum of specialist tooling. This simple intervention will greatly extendthe lifetime of the pump in the field.nEXT turbomolecular pumps will advise the user when a service is due andwhat level of intervention is required. The user is alerted to a service requestby a simple flashing LED sequence on the pumps and by serial commsnotification.Flexibility is again key as these simple services can be performed either by theend user, on site by an Edwards Field Service Technician, or the pump can bereturned to an Edwards service hub.Using remote diagnostics, a user can interrogate the pump to determine howlong it is to the next service so that a proactive approach to preventativemaintenance can be planned.Technical data* a smaller backing pump may be used depending on application.Performance CurvesDimensionsControllers and accessoriesThe TIC (Turbo and Instrument Controller) automatically recognises and supports one turbo-molecular pump from the nEXT range, plus three Edwards active gauges. Cooling and vent valve support is provided directly from the controller. Backing pump power is provided for a compact 24V diaphragm pump (on 200W versions only), or where greater pumping speeds are required, mains backing pumps (up to RV12) may be controlled via an optional relay box.nXDS and large XDS pumps can be controlled directly via the backing pump connector on a TIC 200. The relay box can also be used to control a mains heater band and backing line isolation valve. Time delays and normal speed signals may be used to control events such as turbo start and there is a comprehensive selection of protection and safety interlock features. The TIC turbo controller may be either rack or bench mounted and provides a useful hub for the flexible operation of a widerange of vacuum system configurations.The TAG (Turbo and Active Gauge) controller is a small, compact, low cost pumping system controller, which is suitable for a wide range of vacuum applications. It is a 24V controller that is compatible with all Edwards DX and nEXT turbomolecular pumps. It contains no power source and therefore you either need to supply your own power or buy the optional power supply. In addition to a turbomolecular pump it can control a backing pump, a vent valve, an air cooler and an Edwards active gauge. The TAG Controller is controlled by an easy to use interface. A large clear LED display shows the pump speed or vacuum pressure. The compact size of the controller is ideal for use on bench-tops or suitable mobile platforms.Selection of common accessories - for full list, please contact Edwards or visit our website.Ordering informationDN100 ISO-CF B81200201B81200200nEXT300D DN100 ISO-K B82200101B82200100DN100 ISO-CF B82200201B82200200nEXT400DDN160 ISO-K B83200301B83200300DN160 ISO-CFB83200401B83200400Note that all nEXT turbomolecular pumps are supplied with a coarse inlet screen. Fine grade screens are available upon request. Interstage and/or T variants both with selectable port positions available upon request.Selection of common part numbers.Whilst we make every effort to ensure that we accurately describe our products and services,we give no warranty as to the accuracy or completeness of any information provided in this brochure.Edwards Ltd, registered in England and Wales No. 6124750, registered office: Manor Royal, Crawley, West Sussex RH10 9LW, UKPublication Number: B80000895 issue C © Edwards Limited 2015. All rights reserved.Edwards and the Edwards logo are trade marks of Edwards Limited.EDWARDSGLOBAL CONTACTSEUROPEUK Crawley +44 1293 528844UK (localrate************Belgium Brussels +32 2 300 0730France Paris +33 1 4121 1256Germany Munich 0800 000 1456Italy Milan +39 02 48 4471USANiagara (toll free) +1 800 848 9800BRAZILSao Paulo +55 11 3952 5000ISRAELQiryat-Gat +972 8 681 0633ASIA PACIFICChina (toll free) +86 400 111 9618India Pune +91 20 4075 2222Japan Yachiyo +81 47 458 8831Korea Bundang +82 31 716 7070Singapore +65 6546 8408Taiwan R.O.C. Jhunan Town +886 3758 1000。
C90操作手册中文版

Hawker Beechcraft 公司有效页清单本清单包含所有当前页及有效修订号或日期,应该在进行相应修改后使用以保证手册的完整性和时效性。
插入修订页后即时销毁被替代页。
第1节概述目录标题 页码 引言··············································································································1-3 重要提示······································································································1-4 手册的使用··································································································1-4 警告、注意和注···················································································1-4 修改手册······································································································1-5 修订服务······································································································1-6 补充信息······································································································1-6 飞机飞行手册补充信息修订记录·······························································1-7 三面视图······································································································1-8 地面转弯指令······························································································1-9 描述性数据································································································1-10 发动机·································································································1-10 发动机数量..................................................................................1-10发动机制造商..............................................................................1-10发动机型号..................................................................................1-10发动机类型..................................................................................1-10驱动轴数量..................................................................................1-10压气机级和类型..........................................................................1-10燃烧室类型..................................................................................1-10涡轮级和类型..............................................................................1-10 压气机(燃气发生器)涡轮············································1-10动力涡轮···········································································1-10 发动机额定轴-马力..................................................................1-10压气机(燃气发生器)轴转速(N1限制).............................1-10螺旋桨转速(N2 限制)...........................................................1-11 螺旋桨·································································································1-11 螺旋桨数量..................................................................................1-11螺旋桨制造商..............................................................................1-11桨叶数量......................................................................................1-11螺旋桨类型..................................................................................1-11螺距变化范围(30英寸力矩).................................................1-11第1节概述目录(续)标题 页码燃油····································································································1-11 批准的发动机燃油......................................................................1-11 商业等级·············································································1-11军事等级·············································································1-11 应急发动机燃油(见第2节“限制”).......................................1-11 商业航空汽油等级······························································1-11 可用燃油......................................................................................1-12批准的燃油添加剂......................................................................1-12 发动机滑油·························································································1-12 规格..............................................................................................1-12滑油运动黏度..............................................................................1-12滑油容量(每台发动机)..........................................................1-12 最大论证重量·····················································································1-12 客舱和入口体积·················································································1-13 后行李舱容积·····················································································1-13 前电子设备舱容积·············································································1-13 具体载荷····························································································1-13 符号、缩写和术语····················································································1-14 空速术语概括·····················································································1-14 气象术语····························································································1-16动力术语·····························································································1-17 控制和设备术语·················································································1-18 图表术语·····························································································1-19 重量和平衡术语·················································································1-20 缩写····································································································1-22引言飞行员操作手册和经FAA批准的飞机飞行手册的格式和内容与1996年10月18日发布的经过第2版修订的第1版GAMA(通用航空制造商协会)手册说明书保持一致。
飞机螺旋桨讲解实用资料

飞机螺旋桨讲解实用资料(可以直接使用,可编辑优秀版资料,欢迎下载)飞机螺旋桨转自:7777-1-8.html航空航天技术科普知识讲座之三齐寿祥:高级工程师北京航空航天学会科普与教育委员会副主任,中国科学院科普宣教团成员。
科普作家。
飞机螺旋桨在发动机驱动下高速旋转,从而产生拉力,牵拉飞机向前飞行。
这是人们的常识。
可是,有人认为螺旋桨的拉力是由于螺旋桨旋转时桨叶把前面的空气吸入并向后排,用气流的反作用力拉动飞机向前飞行的,这种认识是不对的。
那么,飞机的螺旋桨是怎样产生拉力的呢?如果大家仔细观察,会看到飞机的螺旋桨结构很特殊,如图1所示,单支桨叶为细长而又带有扭角的翼形叶片,桨叶的扭角(桨叶角)相当于飞机机翼的迎角,但桨叶角为桨尖与旋转平面呈平行逐步向桨根变化的扭角。
图1双桨叶螺旋桨桨叶的剖面形状与机翼的剖面形状很相似,前桨面相当于机翼的上翼面,曲率较大,后桨面则相当于下翼面,曲率近乎平直,每支桨叶的前缘与发动机输出轴旋转方向一致,所以,飞机螺旋桨相当于一对竖直安装的机翼。
图2螺旋桨的工作示意图桨叶在高速旋转时,同时产生两个力,一个是牵拉桨叶向前的空气动力,一个是由桨叶扭角向后推动空气产生的反作用力。
图3桨叶剖面图从桨叶剖面图中可以看出桨叶的空气动力是如何产生的,由于前桨面与后桨面的曲率不一样,在桨叶旋转时,气流对曲率大的前桨面压力小,而对曲线近于平直的后桨面压力大,因此形成了前后桨面的压力差,从而产生一个向前拉桨叶的空气动力,这个力就是牵拉飞机向前飞行的动力。
另一个牵拉飞机的力,是由桨叶扭角向后推空气时产生的反作用力而得来的。
桨叶与发动机轴呈直角安装,并有扭角,在桨叶旋转时靠桨叶扭角把前方的空气吸入,并给吸入的空气加一个向后推的力。
与此同时,气流也给桨叶一个反作用力,这个反作用力也是牵拉飞机向前飞行的动力。
由桨叶异型曲面产生的空气动力与桨叶扭角向后推空气产生的反作用力是同时发生的,这两个力的合力就是牵拉飞机向前飞行的总空气动力。
第6节螺旋桨
3)船舶的机动性得到提高。
调距桨船的操纵特点:船速可通过主机转速和桨的螺距两 个参数来调节;船舶的进推可通过使螺距角的正、负变 化来完成。因此提高船舶的机动性:
(1)换向可通过改变螺距来实现可缩短换向时间;(2) 反向推力比定距桨大;(3)可实现无级调速。
4)有利于驱动辅助机械
由于主机可以恒速运转,因此对于轴带发电机和辅助机械 的工程船舶(挖泥船、消防船等)特别有利。
图中调距机构为动态稳距, 若油路中采用单向止回 阀则为静态稳距。
三.调距浆的动作原 理和组成
(1)带转叶机构的调距 浆:包括可转动的浆叶、 浆毂和浆毂内部装设的 转动浆叶的转叶机构。
(一)曲柄连杆式转叶机 构
(二)曲柄滑块式转叶机 构
(三)曲柄销槽式转叶机 构
2)调距桨的组成
(2)传动轴:由浆轴和配 油轴组成,两者用套筒联 轴器连接,传动轴中空, 装调距杆或当伺服油缸位 于浆毂时作为进排油通道。
1.6.4.可调螺距螺旋 桨
调距浆定义:根据航行外 界条件变化时,通过调 节螺旋浆的螺距H,即 使浆叶螺旋面与浆毂做 相对转动,从而维持螺 旋浆特性不变。
2)工作特性:由一系列 不同螺距相同直径的定 距浆特性组合而成。
(1)推力系数与进程比 的关系
(2)扭矩系数与进程 比的关系
从图中可见,当航行阻 力不变时,螺距越大, 则相同转速下的推力 和转矩越大。因此当 船舶航行阻力发生变 化时,可通过改变螺 距比来控制螺旋桨转 速和转矩及推力的关 系,从而满足船舶阻 力变化的需要。
压力面是一个螺旋面,有等螺 距螺旋面和变螺距螺旋面两 种。如图,与轴线相交的线 段以等角速度绕轴线旋转, 同时以等线速度沿轴线向下 (或向上)移动,其在空间 划过的轨迹所形成的曲面即 为螺旋面。线段上任意一点 运动的轨迹为一螺旋线。母 线上的任一点旋转一周在轴 线方向上移动的距离称为该 螺旋桨的螺距,以H表示。 若组成螺旋桨的各螺旋线螺 距相等,这个螺距即为螺旋 面的螺距,而该螺旋面称为 等螺距螺旋面。
螺旋桨基础知识 (2)
第3页,本讲稿共31页
铸铁螺旋桨成本低,铸造容易,但其机械强度低, 质脆而易断,使用寿命短。由于强度低,切面厚度 较大,桨效率较低,故铸铁螺旋桨仅用于小型低速 船上。
铸钢螺旋桨的优点是机械强度高。抗冲击性能好,但铸 造过程中变形、难控制,常使螺旋桨的几何尺寸产生很 大偏差,加工困难,成本高,比铸铁更容易被海水腐是, 寿命短,目前多用作备件。
第17页,本讲稿共31页
键(平键)与尾轴锥体和螺旋桨锥孔的键槽的配合要求为:键与锥体
键槽刮配后,能将键轻轻打入不松脱;两侧应均匀接触,在80%
长度上插不进0.05mm的塞尺,键底与轴槽底接触面积为30%~ 40%以上,不得悬空,如用小锤轻敲平键时发出清脆的响声,即认 为底面已紧贴;要求键与锥孔键槽的侧面接触均匀,按表3—1规定 的塞尺厚度检查时,所插进的部分不超过接触长度40%,且 键的两端两倍键宽的长度上应接触良好。为了刮配工艺上的 需 要 , 对 大 型 螺 旋 桨 , 孔 槽 及 键 两 端 的 宽 度 允 许 有 0.05 ~
100mm时,急放吊车刹车,使尾轴借自重骤然下降,插入锥 孔内,然后再吊起尾轴。此时为防止螺旋桨与尾轴一起被吊 起,应用大锤敲击螺旋桨,使之与锥体易于脱开。
第16页,本讲稿共31页
根据螺旋桨锥孔沾油情况刮磨锥孔,可用风砂轮刮磨,使锥孔 与锥体贴合基本均匀,然后可用刮刀进一步按技术要求刮磨。 当刮配至贴合面积达到70%左右时,将尾轴上的假键换为真键,
螺旋桨4
❖ 当螺旋桨的转速保持不变时, 桨叶角大, 螺旋桨旋转一周排出的 空气量多, 则螺旋桨单位时间内排气量多, 拉力就大; 反之, 桨 叶角小, 螺旋桨旋转一周排出的空气量少, 螺旋桨单位时间内排 气量少, 拉力就小。
❖ 当桨叶角保持不变时, 螺旋桨的转速高, 则螺旋桨单位时间内排 气量多, 拉力就大; 反之, 螺旋桨旋转低, 则螺旋桨单位时间内 排气量少, 拉力就小。
❖ 起飞后的爬升阶段, 通过降低进气压力或减小供油量和增大桨叶角 来降低发动机转速, 使发动机输出的功率减少到爬升功率。随着飞 行速度的增加, 靠桨叶角的增大, 仍可以保持较小的迎角。
❖ 在巡航高度下, 飞机处于水平飞行状态, 比起飞和爬高时所需要的 功率小, 发动机的功率仍靠降低进气压力或减小供油量和增大桨叶 角去降低发动机转速, 使桨叶迎较仍然保持较小。
螺旋桨 - 参数
❖ 拉力与飞行速度的关系
螺旋桨 - 参数
❖ 推进功率和效率
▪ 螺旋桨的推进功率 :
▪ 螺旋桨的推进功率是螺旋桨的拉力与飞机飞行速度的
乘积。即 NB=FV
▪ 螺旋桨的效率是螺旋桨的推进功率与发动机提供给螺
旋桨的轴功率(有效功率)之比,用符号ηB表示 (目前螺
旋桨效率可达0.85~0.87 )。
螺旋桨 - 参数
❖ 1.3.3 螺旋桨的拉力、推进功率和效率
▪ 螺旋桨的拉力
❖ 流过螺旋桨的介质对螺旋桨的反作用力在发动机轴线方向的分力称为螺旋 桨的拉力
▪ 影响拉力的因素:
❖ 螺旋桨产生的拉力与螺旋桨在单位时间内的排气质量, 排气速度和飞行速 度有关。
❖ 当排气速度和飞行速度保持不变时, 螺旋桨产生的拉力随着螺旋桨单位时 间排气质量的增大而增大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设置螺旋桨叶片倾斜度(角度)
你的螺旋桨已经由warp drive的专业量角器设置过叶片倾斜度。
当正确使用量角器时,这个量角器它可以帮你设置螺旋桨倾斜度到四分之一度以内。
它还可以用于其它各种地方,比如测量机翼表面,襟翼,尾翼表面或者需要测量度数的地方。
量角器上的外部刻度是以一个度数递增的方式标出的。
内部刻度唯一的数字是中心轮上水平瓶顶部的零。
侧面的白杆是通过使用2个翼型螺母将量角器加紧并固定到螺旋桨叶面的尖端。
当你将量角器从一个叶片移动到另一个叶片时,红色旋钮可以锁紧轮毂。
请见下面图3
图3:量角器
注意:检查或校准螺旋桨倾斜度之前,确保飞机启动系统是关闭的。
所需工具:标准英制扭矩扳手,socket(套筒),开口扳手。
1,确定你的起点。
这个测量是确定安放在飞机螺旋桨桨毂上进行的。
例如,如果你的飞机是拖尾式你可以在桨毂处测一下,找出桨毂垂直多少度,或者你可以把飞机尾部抬高直到桨毂垂直。
如果你的飞机是牵引式配置,测量应该从支柱轮毂的前面开始。
如果你的飞机是一个推杆式配置,测量应该从支柱桨毂的后面开始。
请见下图4
图4:测量桨毂角度
2,旋转中心轮到你想要的桨叶的角度上。
比如,你已经把飞机保持水平了,内部刻度上的零与外部刻度上的零成直线,并且你需要浆叶倾斜度为10度,旋转中心轮使内部刻度上的0和外部刻度上的10成直线。
当你在量角器中设置了想要的角度,拧紧红色的锁定旋钮来锁定在浆叶上。
3,旋转螺旋桨使一个浆叶在水平位置。
之后将量角器夹在浆叶的最前端,正方体位于浆叶平面(侧面)上,白色夹杆位于浆叶的翼面(前面)上。
请见下图5.转动浆叶时,一只手抓住轴环区域并扭动叶片,另一只手抓住叶片尖端并前后推/拉叶尖。
这将给予浆叶更小的调整量,而不是在浆叶上简单的扭动。
当你旋转叶片来调整角度时,向外拉动使轴环固定在桨毂上。
图5:量角器安装在螺旋桨尖端
注意:确保调整浆叶角度时,厚的、直的的前缘对准前方,锋利的后缘对准后方。
如果你已经设置好了角度并且前缘对准的是后方,你的浆叶向后倾斜。
则将量角器放回起点并向相反的方向转动中心轮重新调整浆叶。
4,一旦你调整完成了第一个浆叶,就拧紧浆叶面上的4个固定螺栓。
不要将螺栓拧到最大力矩否则你将不能调整剩余的浆叶。
取下量角器、转动螺旋桨使下一个浆叶在同一水平位置,夹量角器到浆叶尖端并调整角度。
对剩余浆叶视需要重复操作。
5,当所有浆叶都设置了角度,使用力矩扳手拧紧螺栓直到最大力矩。
使用十字交叉的模式用更小的增量使所有螺栓到最大力矩。
螺栓力矩值请见下面图6当你转动拧紧螺栓时,将量角器保持固定在浆叶前端上。
当拧紧一个螺栓时力矩过大会使浆叶倾斜度向那个方向转动。
6,拧紧6个支撑螺栓直到最大力矩,力矩值见下面图6
图6:螺栓扭矩标准
首次螺旋桨测试
注意:发动机转数不能超过你的发动机制造商推荐的标准。
1,检查静态转数:设置后刹车并将飞机固定住,启动发动机并将油门提高到100%.做的时候要小心,不要让发动机转的过快。
在飞行中,转数的峰值将原高于静态转数。
一般来说,建议设置静态发动机转速为400-500转,并使使发动机的额定转数小于改值。
2,如果你的初始发动机静态转数过高,调整叶片到更高的角度。
如果发动机静态转速过低,调整叶片角度到更低的角度
建议在改变角度时以一度为增量来调整。
3,一旦你有了想要的发动机静态转速,重新用、力矩扳手上紧螺母并且/或者安装6个螺旋桨固定螺栓的保险丝
4,重新用力矩扳手拧紧所有螺栓。
5,安装螺旋桨穹顶(如果使用了)。
当你的飞机飞行过之后,你可能需要重新调整浆叶角度来微调你所期望的性能。
做出必要的调整并重新力矩所有螺栓直到你达到预期性能。
你的 Warp Drive螺旋桨在离开工厂前已经做过调平,除非进行了较小修理,否则没有必要重新调平。
重要提示:螺栓力矩必须要头5个小时操作后、之后在50小时后,或者至少每年检查一次。
可接受的发动机/螺旋桨组合
上述可接受螺旋桨的质量惯性矩小于或等于5700kg/cm2。
飞机配置的牵引器和推进器在直径、重量和选择上都是相同的。
螺旋桨的修理
螺旋桨遇到外来物质造成的不同程度的损伤是很常见的。
在飞行前和飞行后的检查将有助于保证螺旋桨最佳的性能和寿命。
损坏的深度和严重程度将决定是否由经过LSA批准的修理工、A&P、IA修理或者必须返回Warp Drive 工厂检查和修理/替换。
碳纤维材料上的小切口或1/8英寸以内的缺口可由A&P、IA或认可的维修工使用高强度5或10分钟的修复环氧树脂套件(如West System、Devcon等)进行填充修复。
不要用砂纸研磨损坏的地方。
将断裂或磨损的纤维留在适当位置,给修复用的环氧树脂有更好的结合面。
*用丙酮或油漆稀释剂清理直接受损区域。
用遮盖胶带覆盖、使修补处形成原始的叶片形状。
一旦环氧树脂固化,就出去遮盖胶带、用砂纸打磨表面与原有现状相匹配。
用平面黑色天然喷漆再次喷涂该区域。
油漆干燥后,用中等等级的百洁布轻轻打磨该区域。
这样可以让该区域变的和刚出厂时一样。
当再喷漆时该区域必须保持和油漆的最小量的接触以方便再平衡。
重新平衡螺旋桨。
*如果你的螺旋桨安装了镶镍前缘保护装置,轻微的划痕和凹痕可以由A&P、IA以及被认可的维修人员来进行修复。
但是、为了正确的修复镍前缘区域,整个螺旋桨将送回到Warp Drive工厂进行检查、修复与重新平衡。
在工厂里损害的镍边缘是通过移除损坏的镍边缘修复下层的炭纤维并更换新的镍边缘来修复的。
整个一组浆叶将被重新喷漆并平衡直到工厂标准。
如果只是轻微的划痕那么可以将该区域用砂纸轻轻打磨光滑。
如果损伤是一个凹痕并使前缘略微突出,那么该区域可以用锤子和砧将该区域敲平。
镍边缘可能会沾上诸如草或者虫子之类的东西或被灰尘和沙子侵蚀。
如果前缘有沾上这类异物可以用中等等级的百洁布将其清除。
如果前缘磨损严重,叶片必须返回Warp Drive工厂并修理。
如果发生地面撞击或者重大外来物体撞击,所有螺旋桨部件必须返回Warp Drive工厂检查和可能的修理或者更换。
这将包括螺旋桨叶片、桨毂、夹紧螺栓、安装螺栓、面板、转轮(如果使用)、和延伸支柱(如果使用)。
整个螺旋桨将进行结构完整性检查。
按照制造商的说明检查发动机、减速驱动(如果使用)和螺旋桨轮缘的损坏情况。
螺旋桨检验
一般检查:Warp Drive螺旋桨没有设定使用寿命限制。
飞行前和飞行后的检查将保证螺旋桨适航性的整体状况。
在螺旋桨上进行的任何服务都必须记录在螺旋桨日志中(见下文)。
目视检查是确保螺旋桨安全的第一道防线。
1,如果你看到表面有任何变化,如粗糙、裂缝、起泡或变色,不要操作你的飞机。
2,在飞机年度检查时以及任何撞击后应检查轮毂。
轮毂应检查是否有裂纹、腐蚀或生锈。
如果存在这些情况,不要操作你的飞机。
3,所有设备在第一次使用后5小时、然后50小时或者一年时应重新启动。
如果硬件已经被过度扭矩或松脱后重新扭矩并不能保持扭矩,
则丢弃或更换。
4,如果你在运行发动机时感到摆动,请关闭发动机,检查浆叶螺距、检查所有夹紧和安装面的扭矩。
螺旋桨在出厂前已经被静平衡到
0.2可以内。
如果你有可靠的动平衡你可以在飞机螺旋桨上应用它。
这将平衡发动机和减速驱动,如果使用,螺旋桨作为一个旋转组件
将减速发动机和其他部件的磨损和振动量。
可选:如果使用车蜡或者牛魔王牌清洁剂将有助于保持表面光洁,防止外来物质沾粘,并有助于螺旋桨叶片的清洗。
拆卸检查
每次拆卸后,检查下列各件是否有损伤以及:
螺旋彀盖:所有孔附近都有缝隙。
安装螺栓:变形、腐蚀或损坏如裂纹或缺口。
螺旋桨浆叶:将每个螺旋桨从轮毂上拆下并检查磨损和裂缝。
检查全部浆叶的每个前缘看是否有损坏、断裂或表面磨损。
如果需要进行较小的修理请必须按照本手册中的修理说明进行操作。
如果需要大修请将螺旋桨将送回到Warp Drive工厂进行检查、修复/更换。
螺旋桨桨毂:检查弯曲度。
用某种方式(笔/马克笔)标记半部桨毂(在拆卸前)这样你就能知道两面是怎样相互定位的。
从桨毂上拆卸浆叶。
把两块重新放在一起来检查是否有间隙。
旋转其中一个半部桨毂再中心检查桨毂之间间隙。
比如:如果你有3个叶片桨毂,旋转其中一个120度。
如果你有2 个叶片桨毂,旋转其中一个180度。
如果你在任何点上看到桨毂之间有间隙,则必须更换。
螺旋桨日志。