成品检验记录表格格式
成品包装检验记录表
成品包装检验记录表
概述
该检验记录表旨在对成品包装进行检验和记录,以确保产品的质量和完整性。
本记录表适用于所有成品包装检验的过程和结果。
检验日期和时间
- 日期:[填写日期]
- 时间:[填写时间]
检验负责人
- 负责人姓名:[填写负责人姓名]
- 职位:[填写负责人职位]
成品包装信息
- 成品名称:[填写成品名称]
- 批次号:[填写批次号]
- 包装数量:[填写包装数量]
- 包装方式:[填写包装方式]
- 包装标准:[填写包装标准]
检验项目
- 包装完整性:[填写检验结果,如"完整"或"破损"]
- 包装标识:[填写检验结果,如"清晰可辨"或"模糊不清"]
- 包装材料:[填写检验结果,如"符合要求"或"不符合要求"] - 包装密封:[填写检验结果,如"密封完好"或"密封破损"]
- 包装外观:[填写检验结果,如"无污渍"或"有污渍"]
- 其他检验项目:[根据实际情况填写其他检验项目和结果]
检验结果
根据以上检验项目,成品包装的总体检验结果为:[填写总体检验结果,如"合格"或"不合格"]。
备注
[根据实际情况填写备注信息,如不合格项目的详细描述、处理措施等]。
成品首件检验记录表

2、散热器安装、风扇组件加工及安装
□ 合格 □不合格
3、模块涂导热硅脂及安装
□ 合格 □不合格
4、热敏电阻安装
□ 合格 □不合格
5、支撑铜柱安装
□ 合格 □不合格
6、驱动、保护、转接板固定
□ 合格 □不合格
7、模块焊接、保护板焊接
□ 合格 □不合格
8、装配剪脚、洗板、刷漆
□ 合格 □不合格
9、电容组件及安装
□ 合格 □不合格
18、标签的内容与粘贴
□ 合格 □不合格
19、流程卡
□ 合格 □不合格
装配完成成 品检查
外观检查 结构检查
□ 合格 □不合格 □ 合格 □不合格
IPQC
软件版本
□ 合格 □不合格
功能检查
直流测试
□ 合格
交流测试(老化前对所有的功能进行测 试)
□ 合格
问题环节:□ 物料检查
□生产装配
□整机测试
□不合格 □不合格 □其它
整机测试员
对于检查项目符合要求的打“√”,不符合要求的打“×”,并在问题点处详细记录。如在检查时无检查项目 中内容在对应框内划“/”。 检查问题 点:
改善对策:
结论(由续生产
金钟电子传动与控制(深圳)有限公司
成品首件检验记录表
金钟传动管理模式
机型:
机型编号:
生产日期:
生产数量:
首件类型: □ 正常
□ 新产品 □ 材料/工艺变更
□ 其它
检验内容
检查项目
判定
检验人
备注
物料检查 物料名称、规格型号、用量与BOM表一致 □ 合格 □不合格
1、电源板装配前焊接、刷漆
□ 合格 □不合格
成品抽检记录表

订单号
产品编码
成品抽检记录表
产品型号
数量
抽检数 量
外观
编号:
功能Biblioteka 包装检验人/日期审核人/日期:
《成品抽检记录表》使用说明
一、使用范围:适用于成品抽检的整个过程的填写。
二、编号:各部门自行编号,建议采取以下格式:
□□-□□□□□□□
部门缩写,2位,参见《体系文件编写导则》; 年度缩写,2位,如2019年缩写为19; 月份缩写,2位,如4月份缩写为04; 序号,3位,从1开始,连续编号。 三、填写要求: 1、订单号、产品编码:抽查产品的订单号及产品编码。 2、产品型号、数量:抽检的产品型号及数量。 3、抽检数量、外观、功能、包装:检验人根据抽检实际情况如实填写。 四、原件存档及保存期规定: 原件由申请部门填写,保存期为1年。 五、归口管理部门:品质部。 六、发放范围:品质部 七、生效日期:
产品成品检验记录表格
产品成品检验记录表格
产品成品检验记录表格通常用于记录产品在生产过程中的各项检验数据,以确保产品质量和符合相关标准。
以下是一个简单的产品成品检验记录表格的模板:
序号检验项目检验标准或要求检验方法检验结果检验人员检验日期1
2
3
4
5
具体内容可以根据实际需要进行调整。
在填写检验记录时,请确保各项内容准确无误,以便于追踪和分析产品的质量情况。
如有需要,可以添加或删除检验项目,以满足不同产品的检验需求。
成品出货检验记录表

销售订单号:
摆机时间
产品型号
控制盒编号
序 号
检验项目
检验/老化开 始时间 产品编号 摄像头编号
业务员
检验标准
检验结果
完成时 间 规格制式 线圈编号
检验开 检验结 始时间 束时间
检验人 员签名
备注
1 连接检验 各配件连接正确、连接牢靠
各表面擦拭干净,无刮伤、碰 2 外观检验 伤、裂纹,面贴无歪斜、气
泡,金属件无锈迹,
3
开机检验
开机正常、图像正常、各指示 灯亮度正常
4
充电检验
电池充放电正常、充电器指示 灯正常
5 敲击检验 图像正常、内部无异物、异响
6
调光检验
摄像头LED灯亮度正常、图像无 异常
7 接地检验 图像无异常、摄像头LED无异常
拉伸图像无异常、摄像头LED灯
8
拉伸弯曲检 亮度正常,弯曲摄像头弹簧无
验
卡滞、图像无异常、摄像头LED
灯亮度正常
9
旋转检验
旋转10圈以上,图像正常、无 干扰、摄像头LED灯亮度无异常
10
录像检验
图像清楚、声音清晰,多倍速 度观看无卡滞、死机。
11 按键检验 弹性良好、功能正常
12
打字测试
键盘弹性良好、各键盘字母对 应正确,打字字迹清晰
13
拉扯弯曲 检验
拉扯弯曲各半成品连接线,图 像无异常、各指示灯正常、摄 像头亮度正常
14 信号检验 信号发射正常
15 焦距测试 焦距正常
16 防水检验 放入1m深的水中浸泡1H无异常
17 老化测试 通电工作10H无异常
18 震动测试 振动仪上振动1H检验无异常
成品检验记录表
number
tool
①
②
③
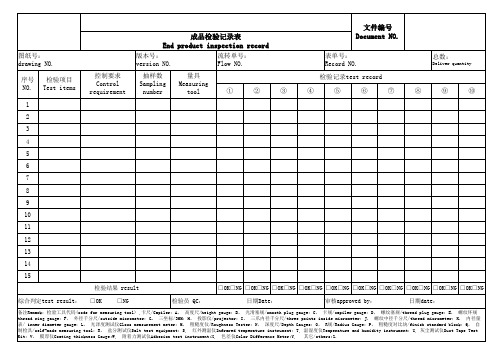
文件编号 Document NO.
表单号: Record NO.
检验记录test record
④
⑤
⑥
⑦
总数:
Deliver quantity
⑧
⑨
⑩
1 2 3 4 5 6 7 8 9 10 11 12 13
14
15
检验结果 result
□OK□NG □OK□NG □OK□NG □OK□NG □OK□NG □OK□NG □OK□NG □OK□NG □OK□NG □OK□NG
综合判定test result: □OK □NG
检验员 QC:
日期Date:
审核approved by:
日期date:
备注Remark:检验工具代码(code for measuring tool) ,卡尺/Capiler:A, 高度尺/height gauge:B, 光滑塞规/smooth plug gauge:C, 卡规/capiler gauge:D, 螺纹塞规/thread plug gauge:E, 螺纹环规 thread ring gauge:F, 外径千分尺/outside micrometer:G, 三坐标/3MM:H, 投影仪/projector:I, 三爪内径千分尺/three points inside micrometer:J, 螺纹中径千分尺/thread micrometer:K, 内径量 表/ inner diameter gauge:L, 光泽度测试仪Gloss measurement meter:M, 粗糙度仪/Roughness Tester:N, 深度尺/Depth Gauges:O, R规/Radius Gauge:P, 粗糙度对比块/finish standard block:Q, 自 制检具/self-made measuring tool:R, 盐分测试仪Salt test equipment:S, 红外测温仪Infrared temperature instrument:T, 温湿度仪Temperature and humidity instrument:U, 灰尘测试仪Dust Tape Test Kit:V, 膜厚仪Coating thickness Gauge:W, 附着力测试仪Adhesion test instrument:X, 色差仪Color Difference Meter:Y, 其它/others:Z.
成品检验记录表格

检验结论
合格:□
判定
序号
检验项目
C功能
D外观 E安全
1 整机不通电、不显示 2 产品及附件功能失灵 3 按键不灵活或按键无弹性、串键 4 输入、输出连接线破损或断裂 5 产品升级功能失效 6 面板控制或遥控失灵 7 图像极性或制式不正确 8 AV、RF、S端子等任一端口输出质量正常 9 无断电记忆功能 10 电源开/关灵活 11 LOCK或LED显示状态正确 12 节目能收视或出现马赛克 13 输入、输出端标示错误 14 开机画面正确、软件版本正确 15 能正常读取相应CA卡且解密正常 1 无强制性(警示、3C代码等)标记 2 壳体表面锈蚀(金属类) 3 功能标记错误或无相应标识 4 无序列号或序列号错 5 端子接口出现锈蚀(金属类)或严重污垢 6 机壳出现起泡、污垢、划痕或划伤等 7 丝印字迹不清晰/偏移/重影/断裂/残缺/模糊不清 8 功能标记不清晰 9 表面加工粗糙、涂层不均匀或气泡 10 机身有严重灰尘、污垢或粘有其他异物 11 PVC粘贴不平整(错位、起泡) 12 节能标识符合要求 1 电源开关连接处无绝缘套管或套管安装不到位 2 耐压测试无超漏、拉弧现象(AC3000KV/10mA/min) 3 电源线防护层破皮或脱落 4 高压(件)未按要求进行防护或防护不到位
修订日期
2016年12月
xxxxxxxx实业有限公司
文件编号
发布日期
2016年2月
FD-PG-13
版次Hale Waihona Puke A/0成品抽查检验记录
NO:
产品型号 送检单号 硬件配置
生产班组 送检数量
□ 检验依据
《成品抽查检验通用规范》
生产日期 检验数量 软件版本
□《壳体类外观检验标准》
成品半成品首末件检验记录表
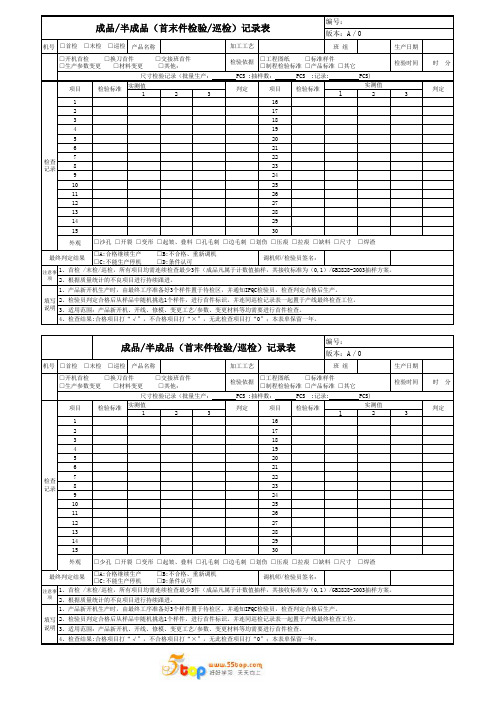
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。