模具放行通知书(新模)
开模通知单

HRC48-52 本地 ABS Novodur P2MC 1.005 本地 2016-3-5 1.2 g 原色
材料信息 Material Information
材料/ቤተ መጻሕፍቲ ባይዱ色 Material/Color
缩水 Shrinkage 客户 / 本地提供 Customer / Local Supply
样板信息 SamplingInformation
开模通知单
Tooling Work Order
Customer PO No:T-96571 NewTec Internal PO No: NP16011803
客户 Customer : 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 模具编号 Mold No. 客户产品名称 Customer Part Description 客户模具编号 Customer Tool No. 产品编号 Part Number 制图日期/版本 Drawing Date / Revision 型腔数 No. of Cavities 模具类型 Mold Type 浇口类型 Gate Type 模仁钢材 Tooling Steel 表面要求/晒纹 Finish/Texture 啤机吨位 Press Size 定位环 Location Ring 淬火需求 Heat Treatment 本地/出口模 Local/Export
Issued Date:2016-1-28 Notes: 项目名称 Project Name:C1YC Spec. for Export Tool only 模具规格 Mold Specifications 1630003-H1 Decor Element / 10299659 2015-12-17 1X4 二板模 潜水进胶 PAT868 镜面抛光 120
模具生产通知单
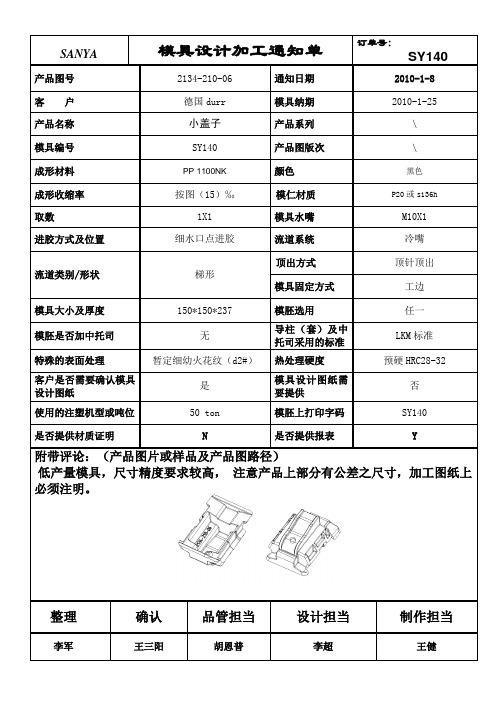
细水口点进胶
流道系统
冷嘴
流道类别/形状
梯形
顶出方式
顶针顶出
模具固定方式
工边
模具大小及厚度
150*150*237
模胚选用
任一
模胚是否加中托司
无
导柱(套)及中托司采用的标准
LKM标准
特殊的表面处理
暂定细幼火花纹(d2#)
热处理硬度
预硬HRC28-32
客户是否需要确认模具设计图纸
是
模具设计图纸需要提供
否
使用的注塑机型或吨位
50 ton
模胚上打印字码
SY140
是否提供材质证明
N
是否提供报表
Y
附带评论:(产品图片或样品及产品图路径)
低产量模具,尺寸精度要求较高,注意产品上部分有公差之尺寸,加工图纸上必须注明。
整理
确认
品管担当
设计担当
制作担
SANYA
模具设计加工通知单
订单号:
SY140
产品图号
2134-210-06
通知日期
2010-1-8
客户
德国durr
模具纳期
2010-1-25
产品名称
小盖子
产品系列
\
模具编号
SY140
产品图版次
\
成形材料
PP 1100NK
颜色
黑色
成形收缩率
按图(15)‰
模仁材质
P20或s136h
取数
1X1
模具水嘴
M10X1
改模通知单

新零件代替旧零件使用,新货必须用于指定客或指定的 MODEL,(ECN变更)
新零件代替旧零件使用,旧货不能使用,(ECN变更)
备注:
改模后新零件评价
项目
第一次 第二次
可接受使用
不接受使用
评
语
下批供货是请随货送样。
改模申请人:
改模批核人:
PART NO. QTY. TEM NO. BOM. H.K. COMP.
旧模不再存在, 只有新模 新模、旧模同时并存使用
改模后新、旧零件处理:
新零件代替旧零件使用,旧货CHANGE.
新零件代替旧零件使用,同一LOT货新货旧不能混 用.(ECN变更)
ecn变更新元件代替旧元件使用新货必须用于指定客或指定的modelecn变更新元件代替旧元件使用旧货不能使用ecn变更改模申请人
改模通知单
旧货号
旧名称
改模后货号
改模后名称
改模原因:
XXXXXXX有限公司
产品型号:
改模编号: 日 期:
供应商:
修改内容:
改模后模具情况:
改模时间请和本公司采购部协定: 开始改模日期: 预计完成日期: 改模共花时间:
开模通知单[单页版]
![开模通知单[单页版]](https://img.taocdn.com/s3/m/c72ce4fd19e8b8f67c1cb9c4.png)
账 号:
税务号:
税务号:
代表人签章:
代表人签章:
合同签订日期:2015/09/02
XXXXXXXXXXX有限公司
开 模 通 知 书序号:GLA※012
产品名具厂:杭州普若泰防护用品有限公司
付款方式:全额预付款
序号
名称
尺寸mm
材质
出数
单价
模具价格
1
壁挂件
直径90X30
5.6
2200RMB
合计
2200RMB
所有价格均不含税
提供资料: 图纸1份; 样品 件; 电子文件(磁盘、光盘、U盘)
要求开模数:冲压模1副; 五金模 副
开模完成时间:首次试模时间2015年09月12日(10天)
模具交付使用时间2015年09月12日
技术要求:严格按照图纸尺寸要求加工开模,产品不得有飞边毛刺。
编制:审核:批准:日期:2015/09/02
订货方:
供货方:杭州普若泰防护用品有限公司
开户行:
开户行:中国银行
模具修改通知单(改)
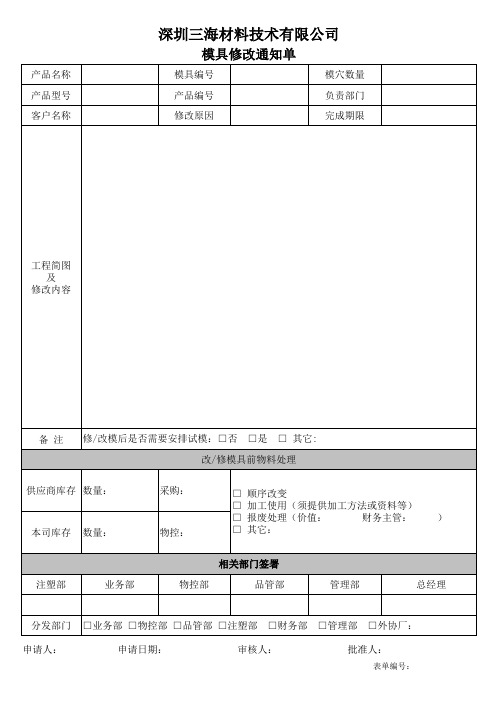
模具修改通知单
产品名称 产品型号 客户名称 模具编号 产品编号 修改原因 模穴数量 负责部门 完成期限
工程简图 及 修改内容
备 注
修/改模后是否需要安排试模:□否
□是
□ 其它:
改/修模具前物料处理 供应商库存 数量: 采购: □ □ □ □ 顺序改变 加工使用(须提供加工方法或资料等) 报废处理(价值: 财务主管: 其它:
பைடு நூலகம்
)
本司库存
数量:
物控:
相关部门签署 注塑部 业务部 物控部 品管部 管理部 总经理
分发部门 申请人:
□业务部 □物控部 □品管部 □注塑部 申请日期:
□财务部
□管理部
□外协厂:
审核人:
批准人:
表单编号:
试模及模具放行程序

统筹模具试模用胶料,确保胶料按期到位;统筹试模样板及模具的交付,确保其准时交至客户;
站客户立场发表对试模过程的意见和要求,确保客户的要求完全得以实现;
确认模具验证结果,发出模具放行申请;
将客户模具规格交品质部QA以做走模检验。
试模组
按要求作好试模准备,负责试模、样板包装及其后现场清理,作好相关记录。
——
03
T1后再试:由制造工程师根据情况通知有关人员到场,模具制作技工必须到试模现场。
参与试模人员应在<试模报告>上签字确认试模结果和记录出现的所有问题及相应的措施。
制造工程师
04
观察啤塑过程,将有关参数、发现问题记录在<试模报告>上,并对模具表现进行评估,将有关结果填写在<模具表现评估>(之二)上,在落模后半个工作日内将以上记录提交给制造工程师。
市场部经理
批准模具的放行。
模具设计师
参与第1次试模(T1)及之后有关的试模,提出改善意见。
物料PMC
安排模具交付运输事宜。
QA
负责试模前模具表现评估、试模后产品尺寸量度和走模前检验,按要求作好标识和记录。
仓务组
负责试模胶料的管理、存放及标识。
以上未尽之处详见5.0。
5.0内容
5.1试模前品质控制工作
试模员
02
安排处理:
—啤板,及装箱、留存或作废料处理;
制造工程师
—试模用配置装置如温控箱、油压机、氮气辅助台;
—如约机试模,试完后即通知注塑厂,归还啤机;
—按照项目工程师的要求,包装好样板、贴好标签交项目工程师。
试模员
03
将需量度之样板交品质部:
—T1后,必须向品质部提供试模样板和产品图;
生产模具的管理维修和改模规定
生产模具的管理维修和改模规定(1)模具的管理a:所有的模具由注塑主管全权负责,如有任何失落或损坏,主管又解释不出者,承担开模费或维修费的1/5款项,厂长连带责任也承担1/5。
b:所有要外发的模具须按外协流程制度办,如果注塑主管见不到厂长,外协主管和财务主管的签名拒绝发放,发放时主管应让外协厂验收模具并在外发表格上签收并慎重保管好收条,且马上做好库存外放记录。
模具要外借须有总经理批准,注塑主管见不到总经理的批准依据有权拒绝外借,谁的命令都没用。
如私自放行将予严重处罚。
c:对没有经过注塑主管同意或主管根本不知道的情况下,私自发放模具者,责任人罚款300元以上。
主管请假或不在时要外发须由厂长电话知会并由厂长主持发放和办手续,回来交给主管。
d:对留在外协厂家的模具,注塑主管每月底30号清查罗列交给厂长具体落实。
厂长落实后把情况汇报主管。
e:对外协厂交回的模具,外协主管应硬性规定要留有最后一模的样办二支连同模具一起交回,(没有样办交回,责任由外协主管负责)。
交接一定要通知主管验收,主管必须亲自打开检验。
如发现压伤损坏等,马上安排维修并把损害情况和维修费用书面报告财务,由财务扣回外协工钱。
主管验收后应把对方签名的收条交给对方,并马上在库存档上记录收回存库。
f:财务部在每年的3月25日、6月25日、9月25日、12月25日对模具进行盘点,并把清点的结果存档和报告厂长及总经理。
(2)模具的维修a:厂长和主管应公布培训怎样维护模具的具体措施和奖罚规定,包括如何上模、如何下模如何调压、如何存档、生产中发现模具损坏如何处理、发现人为压伤模具如何处理等等一系列有关细节规定,并真正严格执行。
b:厂长和主管先把目前损坏的模具进行排查罗列,并与模具厂安排修模进度、费用谈判等报告总经理审批,之后坚决追踪到位。
c:每个模具在机台上快生产完毕落模时,领班、主管、产控、厂长应先判断此模具是否需要维修,如需要维修应先留三支样办,下模后暂放待维修区域,厂长和主管马上与模具厂沟通,安排维修日期和填写修模通知单(通知单必须有厂长签名),模具如期修好后应马上安排试模,试好上铁架库存。
模具移动通知函

模具移动通知函尊敬的客户:您好!我代表我司向您致以诚挚的问候,并对您长期以来给予的支持与信任表示衷心的感谢。
在此,我们特就近期我司模具移动的相关事宜向您发出通知。
一、模具移动原因为更好地满足市场需求,优化生产流程,提高生产效率,我司决定对部分模具进行移动,以便实现生产资源的合理配置。
此次模具移动将确保产品质量,同时为您提供更优质的服务。
二、模具移动时间模具移动将于即日起至____年__月__日进行,预计移动时间为__天。
在此期间,我司将确保生产进度不受影响,同时尽量减少对贵司的正常运营造成的不便。
三、模具移动具体安排1. 移动前,我司将对模具进行全面检查,确保模具处于良好状态。
2. 移动过程中,我司将采取专业、安全的包装措施,确保模具在运输过程中不受损坏。
3. 移动后,我司将对模具进行详细检查,并在第一时间通知贵司进行确认。
4. 若模具在移动过程中出现任何问题,我司将立即与贵司沟通,并采取有效措施予以解决。
四、客户关怀1. 为确保贵司在模具移动期间的生产不受影响,我司将提前为贵司备足库存,确保及时供货。
2. 模具移动期间,我司将指派专人与贵司保持密切沟通,确保贵司了解模具移动的最新进展。
3. 若贵司在模具移动过程中有任何疑问或需求,请随时与我司联系,我们将竭诚为您解答和处理。
五、联系方式1. 联系人:_______2. 联系电话:_______3. 邮箱:_______4. 通讯地址:_______请您予以关注,并做好相关准备工作。
我们深知模具移动给您带来的不便,对此表示诚挚的歉意。
在此,我们承诺将竭尽所能,确保模具移动的顺利进行,并将对贵司的影响降至最低。
再次感谢您对我司的支持与理解,期待我们携手共创美好未来!顺祝商祺!敬上(公司名称)(日期)。
模具制作通知单
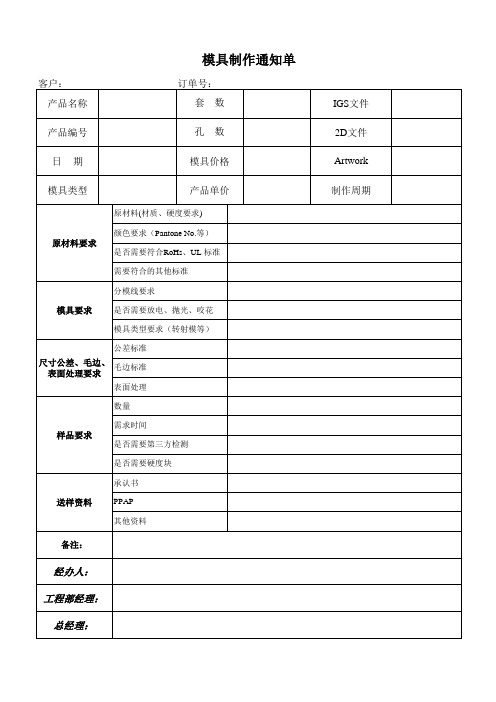
毛边标准
表面处理
数量
样Байду номын сангаас要求
需求时间 是否需要第三方检测
是否需要硬度块
承认书
送样资料
PPAP
其他资料
备注:
经办人:
工程部经理:
总经理:
IGS文件 2D文件 Artwork 制作周期
客户: 产品名称
模具制作通知单
订单号: 套数
产品编号
孔数
日期
模具价格
模具类型
产品单价
原材料(材质、硬度要求)
原材料要求
颜色要求(Pantone No.等) 是否需要符合RoHs、UL 标准
需要符合的其他标准
分模线要求
模具要求
是否需要放电、抛光、咬花
模具类型要求(转射模等)
公差标准
尺寸公差、毛边、 表面处理要求
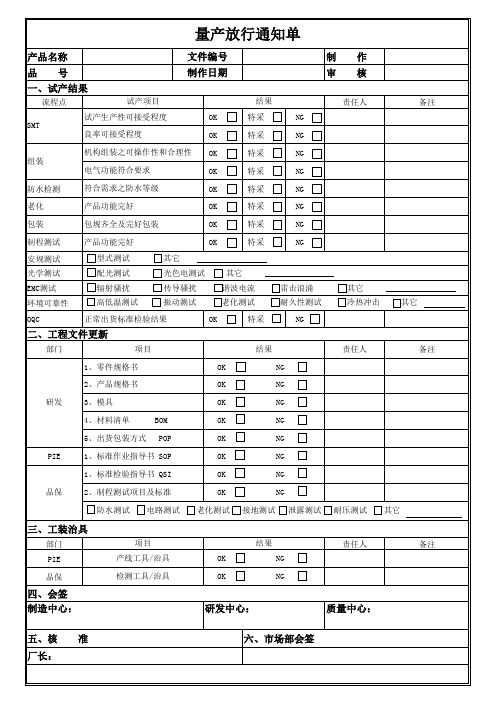
量产放行单模板
OK
NG
2、产品规格书
OK
NG
研发
3、模具
OK
NG
4、材料清单
BOM
OK
NG
5、出货包装方式 POP
OK
NG
PIE
1、标准作业指导书 SOP
OK
NG
1、标准检验指导书 QSI
OK
NG
品保
2、制程测试项目及标准
OK
NG
防水测试 电路测试 老化测试 接地测试 泄露测试 耐压测试 其它
三、工装治具
部门 PIE
OK
特采
NG
制程测试
产品功能完好
OK
特采
NG
安规测试 光色电测试
其它
EMC测试 环境可靠性
辐射骚扰 高低温测试
传导骚扰 振动测试
谐波电流 老化测试
雷击浪涌 耐久性测试
OQC
正常出货标准检验结果
二、工程文件更新
OK
特采
NG
部门
项目
结果
其它 冷热冲击
责任人
其它 备注
1、零件规格书
项目 产线工具/治具
结果
OK
NG
责任人
备注
品保
四、会签 制造中心:
检测工具/治具
OK
NG
研发中心:
质量中心:
五、核 准 厂长:
六、市场部会签
量产放行通知单
产品名称
文件编号
制作
品号
制作日期
审核
一、试产结果
流程点
试产项目
结果
责任人
备注
试产生产性可接受程度
OK
特采
NG
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具编号:
产品名称:
模具穴/套数:
模具类型:
□工程样模□生产模□夹/治具
模具厂家:
一、放行相关报告:
1、模具验收检查表□有□无
3、试模报告□有□无
2、产品检测报告□有□无
4、试产报告□有□无
二、各部门放行意见:
确认部门
放行意见
结论
签名确认
R&D部
□同意
□不同意
□有条件放行
工程部
□同意
□不同意
□有条件放行
生产中心
□同意
□不同意
□有条件放行
模具质检部
□同意
□不同意
□有条件放行
三、放行意见汇总建议:
结论:□同意放行□不同意放行□有条件放行
详注:
模具质检部:
四、总经理批核:
表单编号:ENG-FM-50-B0