160T冲床角钢切角刀图纸
切断刀(共22张PPT)
(b)、( c ) 的原因?
车槽刀 在车较窄的外沟槽时,车槽刀的主切削刃宽度应与槽宽度相等,刀体长度要略大于槽深。
1、高速钢切断刀的几何角度
2022/10/14
5
切断刀的特点
2022/10/14
6
特点
切断以横向 进给为主, 前端的切削 刃为主切削 刃,两侧的 切削刃为副 切削刃。
切断刀的主切 削刃较窄,刀 体较长,因此 刀体强度较差
C为:了前排面屑两磨顺得利副低,偏或可磨角把成主对阶切称台削形。刃,两.这边种倒刀角切或削磨不成顺人利字,排形屑。困难,切削负荷大增,刀头容易折断。
= 4~4.
切断刀的特点
2022/10/14
20
刀尖高于、低于工件中心出现的问题
2022/10/14
21
谢 谢!
2022/10/14
22
d 刃磨前刀面同时磨出前角。
2022/10/14
16
前角的要求
a: 正确 b:卷屑槽磨得过深,前角过大,其刀头强度差,容易折断。
C:前面磨得低或磨成阶台形,这种刀切削不顺利,排屑困难,切削负荷 大增,刀头容易折断。
2022/10/14
17
刃磨两副后角正确与错误的示例
2022/10/14
(b)、( c ) 的原因?
(b)、( c ) 的原因?
的种类 b:卷屑槽磨得过深,前角过大,其刀头强度差,容易折断。
反切刀
在车较窄的外沟槽时,车槽刀的主切削刃宽度应与槽宽度相等,刀体长度要略大于槽深。
三、切断刀和车槽刀的刃磨方法
切断刀的特点
d 刃磨前刀面同时磨出前角。 切断刀有两个对称的副后角а′。
弹性切断刀
C:前面磨得低或磨成阶台形,这种刀切削不顺利,排屑困难,切削负荷大增,刀头容易折断。
刀具几何角度45°切断刀主要角度标注

、一面二角分析法表示空间任意一个平面方位的定向角度只需两个,所以判断刀具切削部分需要标注的独立角度数量可用一面二角分析法确定。
即刀具需要标注的独立角度数量是刀面数量的二倍。
分析任何一种刀具,包括钻头、铳刀、等复杂刀具几何参数时,都可将复杂的刃形分为一个个切削刃,每个切削刃应有前、后两个刀面、每个刀面应标注两个独立角度。
例如用Y 0和入S两角确定前面的方位,用 a 0、K r两角可确定后面的方位,用K r和入s两角可确定主切削刃的方位。
二、切断刀分析与标注如图所示的切断刀有一条切削刃,两个刀尖、两条副切削刃组成。
其中两条副切削刃与主切削刃同时处在一个前刀面上,因此,这把切断刀共有4个刀面。
4 X 2=8,需要标注的独立角度共有8个。
习惯上标注左切削刃上的主偏角、刃倾角,而右刃角度是派生角度。
因此,切断刀各刀面的定向角是:前面定向角:Y°、入sL; 后面定向角:a o、K rL ; 左a、0R、副后面定向角a 'oL、K rL' ;右副后面定向角K rR'三、法平面参考系角度标注四、其它1、假定工作平面参考系由P r、P f、P p三个平面组成。
其中:(1)假定进给平面P f过切削刃选定点平行于假定进给运动方向并垂直于基面的平面。
(2)假定切深平面(背平面)P p过过切削刃选定点既垂直假定工作平面又垂直于基面的平面。
a)图1-13车刀前、后角和刃倾角正、负的规定a)前、后角b)刃倾角囱Wl船Tl*蛙夏fGHT炸偌商3翌殆图1-12切断刀的标注角度图1-11车夕b®时倫刀的标注角度/%> — /<>Pr。
图解旋切模
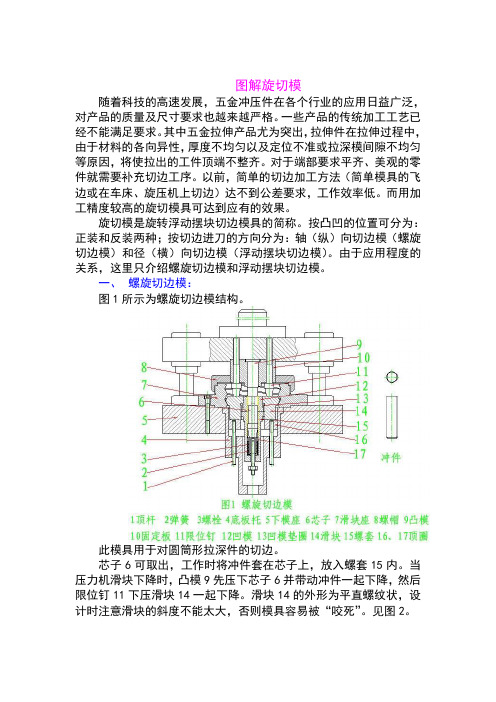
图解旋切模随着科技的高速发展,五金冲压件在各个行业的应用日益广泛,对产品的质量及尺寸要求也越来越严格。
一些产品的传统加工工艺已经不能满足要求。
其中五金拉伸产品尤为突出,拉伸件在拉伸过程中,由于材料的各向异性,厚度不均匀以及定位不准或拉深模间隙不均匀等原因,将使拉出的工件顶端不整齐。
对于端部要求平齐、美观的零件就需要补充切边工序。
以前,简单的切边加工方法(简单模具的飞边或在车床、旋压机上切边)达不到公差要求,工作效率低。
而用加工精度较高的旋切模具可达到应有的效果。
旋切模是旋转浮动摆块切边模具的简称。
按凸凹的位置可分为:正装和反装两种;按切边进刀的方向分为:轴(纵)向切边模(螺旋切边模)和径(横)向切边模(浮动摆块切边模)。
由于应用程度的关系,这里只介绍螺旋切边模和浮动摆块切边模。
一、螺旋切边模:图1所示为螺旋切边模结构。
此模具用于对圆筒形拉深件的切边。
芯子6可取出,工作时将冲件套在芯子上,放入螺套15内。
当压力机滑块下降时,凸模9先压下芯子6并带动冲件一起下降,然后限位钉11下压滑块14一起下降。
滑块14的外形为平直螺纹状,设计时注意滑块的斜度不能太大,否则模具容易被“咬死”。
见图2。
滑块14在下降的过程中,沿滑块座7的螺旋形内腔运动,(滑块座7的结构图见图3)。
凹模12也随之运动,与凸模作相对运动,对冲件进行切边。
压力机滑块上升时,顶圈16在弹顶器的作用下,把滑块14沿螺旋方向顶至原位。
弹簧2、顶圈17把冲件、芯子顶出。
取出冲件和芯子。
为方便从芯子上取下冲件,芯子6中开有一螺孔,用螺杆旋入,便于拔出芯子。
冲件被切边后长度由芯子6控制。
此模具由于只能对圆筒件进行切边,加之螺旋形内腔加工复杂,应用程度受到限制,逐渐被浮动摆块切边模代替。
一般较高(长)的拉伸件或圆筒件采用此模结构。
二、浮动摆块切边模:浮动摆块切边模有正装和反装两种,结构上区别不大,只是凸凹模的上下位置相反,其余部分大致相同。
正装浮动摆块切边模结构见图4:反装浮动摆块切边模见图5:两种结构基本相似,这里只介绍正装的浮动摆块切边模的设计方法。
车刀图解要点

一般对切削刃上关键部位点的后角进行验算,避免过小。
第十二页,共21页。
成形车刀的轮廓设计
工件的轮廓是指工件轴向剖面上的形状和尺寸,包 括宽度、深度、圆弧半径等。
成形车刀轮廓在与后刀面垂直的剖面内表示,对圆体 成形车刀而言,就是它的轴向剖面。
➢轮廓设计的必要性
当 rf0、f 0时 ,刀具廓形等,于 但工 这件 种廓 成形意 车 ;义 刀 当 rf0、f0时 ,必须按工件修 的正 廓计 形算 深成 度 深 形 。 度 车刀
刀具廓形深度公差取工件相应公差的1/2~1/3;
刀具廓形宽度公差/8;
位置公差 棱体成形车刀后刀面对燕尾槽安装基面的平行度和两侧面对
燕尾槽安装基面的垂直度在100长度内均不超过0.02mm; 圆体成形车刀切削刃对内孔轴线的圆跳动公差为0.02~0.03mm,
✓断屑槽形式与宽度
目的:卷屑、断屑 形式:16种,按结构分为开口式封闭式两大类
开口式:(A、Y、H、K、J等)断屑槽一边或两边开通,前角大,刃口锋利, 切削力小,刀尖强度低,断屑范围窄。
封闭式:(V、M、W、G)断屑槽不开通,左、右切削刃角度相等, 可以通用,刀尖强度好,适应性广。
第八页,共21页。
第十三页,共21页。
➢轮廓设计的准备工作 1、理论上工件廓形各点均需修正计算,以便求出刀具廓形 上的对应点。通常选取工件形状与尺寸变化的各转折点作为 组成点,进行修正计算。
2、计算组成点尺寸 按平均值标注 3、根据工件材料性质和刀具类型,选取所需前、后角
4、圆体成形车刀,尚须确定外径D1
实际生产中,已知apmax,可参考资料选取相关尺寸。
可转位刀片的选择
可转位刀片的型号由代表一定意义的字母和数字代号 按一定顺序排列组成,共有十个号位。
车刀图示及角表注方法.pptx

第11页/共33页
三、刀具静止角度参考系及其坐标平面
(一)刀具静止角度参考系 ➢ 静止角度参考系的主要作用:定义、设计、制造、 刃磨和测量刀具之用。 ➢ 在该参考系中定义的角度称为刀具的标注角度。 两个假设条件: ➢ 1、不考虑进给运动,即用主运动向量近似代替切削 刃与工件之间的相对运动的合成速度向量。 ➢ 2、刀具的刃磨和安装基准面垂直或平行于参考系平 面,同时设定刀杆中心线与进给运动方向垂直。
重点介绍10个,常用的有6个(打
√者)
第26页/共33页
车刀的标注角度
第27页/共33页
车刀的 标注角度
第28页/共33页
第29页/共33页
问题?
1、当切削点高于工件中心时,对工作前 角、后角有何影响?
2、导杆中心与进给方向不垂直,当刀杆 中心与正常位置逆时针偏θ角时,如何影 响刀具的工作角度?
副后刀面 与工件上已加工表面相对的表 面,以Aα’表示。
主切削刃 前刀面与主后刀面的交线,记 为 S。它承担主要的切削工作。
副切削刃 前刀面与副后刀面的交线,记 为S′。它协同主切削刃完成切削工作,并最 终形成已加工表面。
刀尖 主切削刃和副切削刃的汇交处相当 少的一部分切削刃。
演示
图2.5刀具切削部分的结构要素
二、传统刀具与现代刀具的比较
▪现代刀具的优点:
✓ 刀具刚性好,寿命长 ✓生产效率高,定位精度高。 ✓有利于推广涂层、陶瓷等 新技术
第4页/共33页
现代刀具的优点
与焊接车刀相比,可转位 车刀具有下述优点: (1)刀具刚性好,寿命高。 由于刀片避免了由焊接和刃磨 高温引起的缺陷,刀具几何参 数完全由刀片和刀杆槽保证, 切削性能稳定,经得起冲击和 振动,从而提高了刀具寿命。
车刀图示及角度表注方法(谷风参考)
硬质合金很硬。其主要碳 化物有:
- 碳化钨 (WC)
- 碳化钛 (TiC)
- 碳化钽 (TaC)
- 碳化铌 (NbC)
在大部分情况下,钴作为 粘结相使用。
经验学习
9
▪现代刀具的缺点:
经验学习
10
▪现代刀具的应用
应用 –大量用于常规尺寸的刀具 –精度不高的定尺寸刀具
经验学习
11
二、车刀的组成
ps⊥ pr; ps⊥ po-po; pr⊥ po-po ps⊥ pr, pr∥安装底面(基于3点
假设)
主切削刃、副切削刃各有一个切 削平面和基面
经验学习
26
3.刀具的标注角度(静态角度)
刀具在设计、制造、刃磨和测量 时,都是用刀具静止参考系中的 几何角度来标明切削刃和刀面的 空间位置的,故这些角度称为刀 具的标注角度(静态角度)。
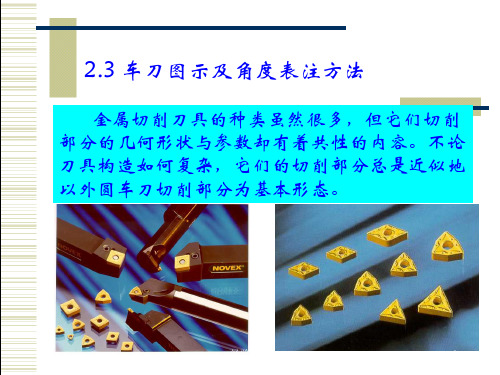
2.3 车刀图示及角度表注方法
金属切削刀具的种类虽然很多,但它们切削 部分的几何形状与参数却有着共性的内容。不论 刀具构造如何复杂,它们的切削部分总是近似地 以外圆车刀切削部分为基本形态。
经验学习
1
一、传统刀具与现代刀具
1、传统刀具 硬质合金焊接车刀
所谓焊接式车刀,就是 在碳钢刀杆上按刀具几何角 度的要求开出刀槽,用焊料 将硬质合金刀片焊接在刀槽 内,并按所选择的几何参数 刃磨后使用的车刀。
经验学习
2
2、现代刀具
机夹式刀具 机夹刀具是采用
普通刀片,用机械夹 固的方法将刀片夹持 在刀杆上使用的刀具。
经验学习
3
可转位车刀
可转位车刀是使用 可转位刀片的机夹车 刀。一条切削刃用钝 后可迅速转位换成相 邻的新切削刃,即可 继续工作,直到刀片 上所有切削刃均已用 钝,刀片才报废回收。
角钢的剪截、冲切及其模具设计
宦 『
曷 三==]
圄 1 直 角形 角形型材 冲切 加 工类型 2 剪截长度速算及剪截模
无论是 角钢还是铝合金直角形角型材 ,甚至包 括诸 多任 意 截面 形 状各 种不 同 的标 准型 材 ,其 截 面 形状与尺寸都是一定 的,符合标准规定 的。故其单 位 长度 的重 量也 是 一 定 的。所 以 ,按 本 文介 绍这 种 每 m长度型材重量速算法 ,记住其 简便算式 ,随时 可求 出各 种型 材每 m长度 的质量 (俗称重量)。只 要知道型材的标准牌号和重量 ,便可迅速算 出应剪 截的长度 ;已知其长度亦可方便求出其重量 。 2.1 国产标 准型 材质量 、长 度速算 法
· 男 60岁 高 级工 程 师 维普资讯 · 源自2 · Apr.2002
Hardw are Science And T
—
—
—
—
—
—
—
—
—
—
—
—
—
—
V0J.3o.No.2
端 头既 切外 边 又切 内边 ,称 之 这 切 内外边 ,见 图 l—
C O
利用角 钢 、铝台金 直角 形角 型材 制作 家 俱 、各种 箱柜 、各类 金属结 构 以及室 内外 装修 过程 中 ,其 冲切 加工 可归纳 为 图 1所示 的几种 :
(1)截断成一定长段料 ,圈 卜一a.b 。 (2)切角 。在 角 型 材 端 头或 任 意 位 置 切 出一 定 的角 度 ,包 括 :端头 45。角 、中部一边 9o。角 ,其 他任 意 角度极少。多数切角的 目的是为弯折成形作准 备, 见 图 1-J.K各 图 。 (3)切边 。在 角 型材 一 边 的 外 侧 端 头 部位 切 除 一 部 分 ,称 切外 边 ,觅 图 l—f;在 角 型 材一 边 内侧 端 头切除一部分 ,称切内边 ,见图 l— e.h;在角型材 的
数控车零件加工图纸

T02
02
1200
0.1
0.5
4
切4X1.5的槽
O0001
T03
03
300
0.05
5
车螺纹
O0002
T04
04
400
1.75
工序二:
调头装夹,车零件左端
1
车端面
O0003
T01
01
300
0.2
1
2
外圆粗加工
O0003
T02
02
500
0.3
3
3
外圆精加工
O0003
T02
02
1200
0.1
0.5
零件加工过程记录
班级
小组
姓名
学习情境
螺杆的数控加工
零件名称
螺杆
序号
时间
加工过Байду номын сангаас中出现的问题及解决方案
解决的途径
(自己或小组)
加工零件数量
合格零件数量
导致零件报废
的原因
漯河技师学院
数控车实训报告
班级
姓名:
指导老师:
时间:
实训地点:
2012—2013学年第一学期
数控加工实训
加工零件图集
编辑:机械系
漯河技师学院
数控加工工艺卡
数控加工工艺卡
产品名称及代号
零件名称
图纸号
JYZDH-004
螺杆
序号
加工内容
程序号
刀具号
刀具补号
主轴转速
进给速度
背吃刀量
备注
工序一:
车零件右端
1
车端面
车床刀片规格

[
aaa aaa aaa
aa a
a aa
a aa
a
a
a a
aa a aa
a a a aa aa
a
a a
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
作为选择刀片材料的标准。
:稳定切削 :一般切削 :不稳定切削
刀片形状、角度的 标记
表示正角、负角
产品所属大类
刀片形状标题
TURNING INSERTS [NEGATIVE]
CN 80°
TYPE INSERTS WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
0 0.1 0.3 0.5 f (mm/rev)
SY
Mild Steel
4
3
CNMG120404-SY 0.4 120408-SY 0.8
ap (mm)
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
C
Carbon Steel • Alloy Steel CNMG120404-C
ap (mm)
3
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
CNMG 120402-FH 120404-FH 120408-FH 120412-FH
CNMG 120404-FS 120408-FS