日用瓷器检测标准1
陶瓷具体检测标准
陶瓷的具体检测标准科标无机提供的陶瓷具体检测标准(1)GB/T3302-82日用陶瓷器验收、包装、标志、运输、储存规则(2)GB/T11423-89日用陶瓷纸箱包装技术条件(3)GB/T3532-1995日用瓷器(4)SN/T0364-95出口日用陶瓷抽样方法(5)GB/T10814-89建白高级日用细瓷器(6)GB/T10815-89日用精陶器(7)SN/T0954-2000进出口砂锅检验规程(8)GB/T10816-89紫砂陶器(9)GB/T10813.1-89青瓷器系列标准:日用青瓷器(10)GB/T10813.3-89青瓷系列标准:纹片釉青瓷器(11)GB/T10813.4-89食用青瓷包装容器(12)GB/T10811-2002釉下(中)彩日用瓷器(13)GB/T10812-2002玲珑日用瓷器(14)GB/T10815-2002日用精陶器(15)GB/T14150-1993粤彩瓷器(16)GB/T13522-1992骨灰瓷器(17)QB/T3732.1-1999普通陶器园林陶(18)QB/T3732.2-1999普通陶器砂锅(19)QB/T3732.3-1999普通陶器包装坛类(20)GB/T13524.1-1992陈设艺术瓷――雕塑瓷(21)GB/T13524.2-1992陈设艺术瓷――器皿瓷(22)GB/T13524.3-1992陈设艺术瓷――文化用瓷(23)GB/T13523.-1992铜红釉瓷器(24)GB/T10813.2-1989陈设艺术青瓷器(25)GB/T10813.3-1989纹片釉青瓷器(26)GB/T14150—1993粤彩瓷器(27)QB1464—1992薄胎瓷器(28)QB/T1634—1992唐三彩(29)SN/T 0741-1997陈设艺术彩陶检验规程(30)JC/T765-87(96)建筑琉璃制品(31)GB6566-2001建筑材料放射性核素限量(32)GB50325-2001民用建筑工程室内环境污染控制规范(33)GB/T3810.1-1999陶瓷砖-抽样和接收条件(34)GB/T4100.1-1999干压陶瓷砖-第1部分瓷质砖(35)GB/T4100.2-1999干压陶瓷砖-第2部分炻瓷砖(36)GB/T4100.3-1999干压陶瓷砖-第3部分细炻砖(37)GB/T4100.4-1999干压陶瓷砖-第4部分炻质砖(38)GB/T4100.5-1999干压陶瓷砖-第5部分陶质砖(39)JC/T465-92(96)陶瓷锦砖(40)JC/T457-92(96)劈离砖(41)JC/T709-88(96)烧结瓦(42)CJ164-2002节水型生活用水器具(43)GB/T6952-1999卫生陶瓷(44)GB12651-2002与食品接触的陶瓷制品铅、镉溶出量允许极限(45)GB/T3534-2002日用陶瓷器铅、镉溶出量测定方法(46)GB14147-93陶瓷包装容器铅、镉溶出量允许极限(47)GB/T5009.62-1996陶瓷制食具容器卫生标准的分析方法(48)GB8058-87陶瓷烹调器铅镉溶出量允许极限和检测方法(49)SN/T0873-2000进出口陶瓷铅、镉溶出量:快速检验法(50)IS06486/1[1999(E)]与食物接触陶瓷制品铅镉溶出量检验方法(51)ISO6486/2[1999(E)] 与食物接触陶瓷制品铅、镉溶出量允许极限(52)ISO8391-1-1986食品的陶瓷蒸煮器皿铅和镉的释放第1部分:试验方法(53)ISO8391-2-1986食品的陶瓷蒸煮器皿铅和镉的释放第2部分:容许范围(54)ISO/TC166/SC2N58与食物接触陶瓷烹调器释出有毒物质检验方法(55)FDA/ORA CPG7117.06-1995进口和国产陶瓷的镉污染(56)FDA/ORA CPG7117.07-1995进口和国产陶瓷的铅污染(57)美国California Prop.65-2002美国加州65规定(58)ASTMC738-1994从上釉陶瓷表面萃取铅和镉的试验方法(59)AOAC973.32陶瓷器中铅和镉的溶出原子吸收分光光度法(60)AOAC973.82陶瓷器中铅和镉的溶出原子吸收分光光度补充方法(61)DIN51031第1部分日用器皿中危害健康物质溶出量测定(62)DIN51031第2部分用原子吸收分光分析法测定铅含量(63)DIN51031第3部分用原子吸收分光分析法测定镉含量(64)DIN51032日用器皿中对健康有害物质溶出极限值(65)SI1003-1999陶瓷器皿金属溶出量和标识(以色列)(66)斯里兰卡进口管理条例DOPL NO.326(2000年2月29日)(67)ГОСТ28930-89俄罗斯联邦国家标准—瓷质制品技术条件(68)ГОСТ28931-89俄罗斯联邦国家标准—陶质制品技术条件(69)ГОСТ50186-92(NCO6486/2) 俄罗斯联邦国家标准—同食品相接触的陶瓷器皿。
浅谈日用陶瓷创意产品评定规则

法综合使 用 。 高装 饰效果 . 提 或在不 降低原 有装 饰效果 的 基础上 大幅度降低生产成本 、 提高生产效率 。
幽 I。
利明 大空 心
的非 扁 平 制 品
24 评价程序 和评 价方法 . 2 .参 与评价 申请及提供 样品和 资料 .1 4
产 品设 计者 或生产者 应 以书面形 式提 出参 与产 品评 价 的申请 。提供 实物样 品及 相 片 ; 形成 书面 的产品简介 、 创意 简介 ; 提供 具有资质 部 门出具的产 品检测 报告 ; 提供
本文对 日用 陶瓷创意产 品评 定规 则 的基 本框 架和组 成部分 进行构思 和描述 , 组成部分 提出观点 和看法 。 对
Q / 5 0 精细陶瓷烹调器 BT 2 8
S / 5 1 出 口白云 陶检 验规程第 1 分 : 日用 NT 16 . 1 部
白云 陶
规 则 的 主 要 组 成部 分
应标准 的卫 生要求 。
2 .创 意要 求 .2 3
创 意产 品应符合 以下 一种或 多种要 求 ,并 且与过 去
已有 产 品无 雷 同 。
( )外观造型创新 1 具有艺 术特色和创新性 。 ( )结构形式创新 2 具有新 功能和实用性 。
表 2 日用 陶瓷 产 品器 型 分类
21 术语 和定义 .
采用 G / 0 0和 G / 0 1 出的术语 和定义 。 BT 5 0 BT5 0 给 并
对规则 涉及 的专用 术语和定义 给予 界定 。 规则 规定 了 日用 陶瓷创 意产 品 评价 的术 语 和定 义 、 产 品分 类 、 要求 、 价程序 和评价方法 。 评
浅谈 日用 陶瓷创意产品评定规则
陈伟 雄 , 振 豪 黄
日用陶瓷质量指标
精心整理日用陶瓷主要技术指标中国是陶瓷古国,陶瓷文化源远流长,陶瓷的种类也名目繁多,日用陶瓷饮食器具遵循瓷种和传统特色分类,现有产品国家标准8个:GB/T3532-1995《日用陶瓷器》、GB/T13522优等品的外观质量基本达到了“五无一小”的要求,即无斑点、无落渣、无色脏、无针孔、无釉面擦伤、变形小。
斑点(黑点)俗称苍蝇屎,若产品上存在斑点,总会给人以不洁的感觉,从而影响到食欲。
一等品和合格品在允许存在缺陷上比优等品有较大的宽松要求。
铅、镉溶出量铅、镉溶出量是陶瓷产品的重要安全卫生指标。
铅、镉的存在是由于产品表面装饰图案中陶瓷颜料里含有其成分所致,铅的存在还有可能是为降低产品表层釉的烧成温度而加入了含铅成分所致。
若生产工艺控制不当,极易造成在使用过程中铅、镉的过量溶出,经常使用这类0℃水中,取出观察是否有损坏,此温度不出现损坏,其使用寿命一般可达2~3年以上。
1出口日用陶瓷质量安全手册Guide of Quality & Safety Controlto Export-Oriented Ceramics商务部对外贸易司MOFCOM中国轻工工艺品进出口商会CCCLA2前言陶瓷出口,既解决了陶瓷主产地的就业问题,拉动了地方经济,又体现了中国传统文化的延伸.随着中国的日用陶瓷产品逐渐占据国际中低端市场,世界各国相继对我国日用陶瓷产品提出了更加严格的质量安全要求.与此同时,与国外高档陶瓷产品相比较,我国日用陶瓷产品的整体质量水平还有一定差距,我国的广大日用陶瓷企业在生产工艺,管理水平,原材料研发方面都还落后于西方发达国家.日用陶瓷的骨干企业和主产地质检机构的专家,收集,整理了大量资料,编写了《出口日用陶瓷质量安全手册》.本手册分析了我国日用陶瓷产品的主要出口市场涉及日用陶瓷产品的技术法规,标准和合格评定程序,将我国和三十多个国家和地区的铅镉溶出量限量值整理编写在一起,列举了14 个国家和ISO,欧共体制定的73 个标准的名称.尤其值得关注的是,手册提到了最新的日用陶瓷洗碗机测试标准和微波限公司操瑞北,山东银凤陶瓷股份有限公司马同刚,江苏高淳陶瓷股份有限公司许玉泉,景德镇检验检疫局李峰,袁文瓒,湖南出入境检验检疫局澧陵办事处徐刚,景德镇陶瓷学院吴军明等专家的倾力参与,在此表示感谢!尽管经过了5 次修改,由于时间仓促,需要整理和翻译的资料繁多,如有遗漏和错误之处,恳请读者多提宝贵意见,以便在今后的修订中进行完善.112.4 日用陶瓷器的耐洗涤和微波炉安全适应性‐‐‐‐‐‐‐‐‐‐162.5 日用陶瓷放射性‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐172.6 日用陶瓷标准一览表(至2008 年9 月) ‐‐‐‐‐‐‐‐‐‐20第三章主要目标市场的技术法规‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐253.1 技术贸易壁垒简述‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐584.2 国内外质量安全标准体系的差异‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐614.3 检测方法和限量标准的差异‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐64第五章出口日用陶瓷生产质量许可和输美注册认证‐‐‐‐‐‐‐‐‐‐695.1 我国认证认可制度概况‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐695.2 我国出口日用陶瓷生产质量许可制度介绍‐‐‐‐‐‐‐‐‐‐‐‐878.2 国内主要陶瓷研究机构介绍‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐898.3 国际知名第三方检验认证机构‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐92附件A 陶瓷制品釉面萃取液中铅和镉的标准分析方法‐‐‐‐‐‐‐‐95附件B 测试玻璃及陶瓷器皿表面贴花口边铅镉溶出量的方法‐‐99附件C 欧共体委员会指令84/500/EEC ‐‐‐‐‐‐‐‐‐‐‐附件F 输美认证审核文件‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐138附件F-1 输美日用陶瓷生产厂认证审核通知书‐‐‐‐‐‐‐‐‐‐138附件F-2 输美日用陶瓷生产厂认证工作调查/审核表‐‐‐‐‐‐1395第一章概论(略)第二章我国出口陶瓷制品质量安全项目及检测方法标全国日用陶瓷标准化中心于1988 年在补充部分标准后进行了再版,再版的《日用陶瓷标准汇编》包括"基础标准"4 项,"产品标准"18 项,"检测方法标准"36项,构成了我国日用陶瓷标准体系的雏形.当时的标准主要是由原国家轻工业部提出,各大专院校,各地陶瓷研究机构,各骨干陶瓷企业起草,由轻工业部陶瓷研究所归口.果转化为标准,使日用陶瓷生产的各个环节按标准进行生产,并不断地强化标准化在生产中的作用.2000 年,原国家轻工业局行业管理司质量标准处收集了截止2000 年12 月底以前批准发布的,现行有关日用陶瓷产品的国家标准,行业标准共计83项(其中国家标准44 项,轻工行业标准39 项).编制成了《中国轻工业标准汇6中常用的材料,由于其对人体具有危害性而被国外所禁或限用,对制成品的铅镉溶出量提出了较严格的限量要求.为应对国外日益加严的技术壁垒,我国也制定了相应的铅镉溶出量检测方法和限量标准.2.2.1 GB/T3534-2002《日用陶瓷器铅,镉溶出量测定方法》由于我国日用陶瓷的产品标准GB/T 3532-1995《日用瓷器》中引用了GB/T3534,使得GB/T3534-2002 标准被国内检测机构,陶瓷生产企业广基本原理:在避光条件下,用4%(体积分数)乙酸溶液于(22±2)℃温度下,浸泡24 小时±20 分钟,萃取陶瓷制品表面溶出的铅和镉,用原子吸收分光光度计进行检测.该检测方法非等效采用了国际标准ISO 6486-1:1990《与食物接触的陶瓷制品,玻璃陶瓷制品和玻璃餐具铅,镉溶出量测试方法》,与美国食品药物管理局(FDA)指定的输美陶瓷铅,镉溶出量检测方法,ASTM C738-94 (1994 年)《陶扁平制品5.0 0.50 7.0 0.50除杯类以外的小空心制品2.0 0.30 5.0 0.50杯类0.5 0.25 2.5 0.25除罐以外的大空心制品1.0 0.25 2.5 0.25罐0.5 0.25 1.0 0.25注:特殊装饰产品:采用粉彩,古彩,青花斗彩,粤彩等传统彩绘方法来装饰的日用当采用GB 5009.62所规定的方法测定时,理化指标应符合"表2-2 GB 13121-1991《陶瓷食具容器卫生标准》"的要求.标准基本内容取样方法:从每批调配的釉彩花饰产品中选取试样,小批采样一般不得少于6个,注明产品名称,批号,取样日期.如试样形小,按检验需要增加采样量.8试样一半供化验用,另一半保存两个月,备作仲裁分析用.外观检查和感官指标:器形端正,内壁表面光洁,釉彩均匀,花饰无脱落则按两面计算,加人浸泡液的体积应再乘以2).检测分析:采用火焰原子吸收光谱法或双硫腙法.该检测方法与通常的采样及检测方法的不同在于:抽取了仲裁备份样;规定了不能盛装液体的扁平器皿的检测方法;采用了仲裁备份样;浸泡液采用沸乙酸(4%) .该方法对于不能盛装液体的扁平器皿的铅,镉溶出量检测规定了方法,但由于该标准与国际标准和区域标准有较大差别,在出口日用陶瓷检测中(采用GB/T 5009.62-2003 方法检测)项目指标铅(Pb, 4%乙酸浸泡液中), mg/L ≤ 7镉(Cd, 4%乙酸浸泡液中), mg/L ≤ 0.592.2.3 HJ/T312-2006《环境标志产品认证技术要求与食物接触的陶瓷,微晶玻璃和玻璃餐具制品》该技术要求由国家环境保护总局于2006 年11 月15 日发布,2007 年1 月1射性物质的检测方法进行了引用,列明了数据处理和限量要求;对包装材料的环保性也提出了要求.表2-3 HJ/T312-2006《环境标志产品认证技术要求与食物接触的陶瓷,微晶玻璃和玻璃餐具制品》(采用GB/T 3534 方法检测)铅镉器型单位品mg/L 0.5 0.5 0.25 0.2茶杯和啤酒杯mg/L 0.5 0.5 0.25 0.2烹调用制品mg/L 0.5 0.5 0.05 0.052.2.4 GB 8058-2003《陶瓷烹调器铅,镉溶出量允许极限和检测方法》该标准由中华人民共和国国家质量监督检验检疫总局发布,适用于与食物接10触的砂锅,汽锅,火锅,炒锅,热煲等各类陶瓷质烹调制品,规定了陶瓷烹调器量允许极限值.该标准指定GB /T3534 检测方法,当采用GB/T 3534 标准规定的方法测定时,任何单一制品与食品接触面的铅,镉溶出量允许极限值:铅小于等于1.0mg/L;镉小于等于0.10mg/L.2.2.6 SN/T 0873-2000 《进出口陶瓷铅,镉溶出量快速检验方法》该标准由中华人民共和国国家出入境检验检疫局于2000 年6 月22 日发布,并于同年11 月1 日实施,标准适用于进出口日用瓷器,炻器,陶器铅,用,因样品浸泡时间较短,该方法不宜作为陶瓷铅,镉溶出量仲裁方法. 表2-4 铅快速溶出限量快速方法限量1.35 0.55 0.50 0.41 0.32 0.27 0.16对应常规方法限量7 5 3 2.5 2 1 0.5表2-5 镉快速溶出限量快速方法限量0.100 0.04211对应常规方法限量0.5 0.252.3 日用陶瓷器的热稳定性(抗热震性)和吸水率热稳定性(抗热震性)和吸水率是陶瓷制品重要的质量指标,它决定着3299-1996GB/T3298-19912 青花日用细瓷器GB10811-1989GB/T3299-1996GB/T3298-19913青花玲珑日用细瓷GB/T3298-19915 日用青瓷器GB10813.1-1989 GB/T3299-19963298-19916 日用精陶器GB10815-1989 GB/T3299-19969 砂锅QB/T3732.2-1999GB/T3299-19963567-1999122.3.1 产品热稳定性(抗热震性)和吸水率的测定方法易导致不合格出现;b,恒温后的样品可以投入流动的水中或适合盛水容器内,一般要求为能控制其水温为20±2℃,其水量与样品重量之比不少于8:1,一般能限制样品在水中急冷后,水温增加不超过4℃即可,水面应高出样品20mm 以上.本标准由轻工业部发布,原标准号为ZB Y20 003-1989,适用于陶瓷烹调器中砂锅及承受明火烧煮的其他陶质容器热稳定性测定,本标准规定了吸水率测定,规定了真空法,煮沸法测定日用陶瓷器吸水率所用的仪器,设备,测定步骤及结果计算.日用陶瓷试样开口气孔吸附的水的质量与干燥试样质量之比,称为该试样的吸水率,以百分数表示.气孔率对制品热稳定性的影响颇大.有文献资料证实稳定性与吸水率之间存在相关性.遇特殊小件试样则需六件.Ⅱ, 磨去试样表面釉层,并力求各试样总表面积接近,整平边角,冲冼干净.b.不磨釉法Ⅰ,同类制品三件,在每件制品的底部取重约10g 试样两块,构成三组.如遇特殊小件试样则需六件.Ⅱ,取样时力求各试样总表面积接近相等,去掉锋利的边角,冲洗干净. 三,测试步骤a. 将试样干燥至恒重,称量为G0(±0.01g) 6块试样同时置于真空装Ⅰ.磨釉试样按式(1)进行计算;不磨釉试样按(2)进行计算.10001×=GGGW ------------------(1)K ———换算系数,根据不同瓷种定为:日用白瓷为 4.0;日用青瓷为2.5;日用炻瓷为2.0;日用精陶为1.2.Ⅱ. 以所测试样的算术平均值作为测试结果.2.3.2 产品热稳定性(抗热震性)和吸水率的质量标准本标准由国家技术监督局发布实施,适用于日用细瓷,普瓷,炻类产品. 本质量标准引用了GB/T 3298-1991《日用陶瓷器热稳定性测定方法》和GB/T3299-1996《日用陶瓷器吸水率测定方法》,其技术标准规定为:花玲珑日用细瓷器,建白高级日用细瓷器.该三类质量标准都引用了GB/T3298-1991《日用陶瓷器热稳定性测定方法》和GB/T 3299-1996《日用陶瓷器吸水率测定方法》,其技术标准规定均为:a,吸水率不超过0.5%.b,热稳定性:从160℃至20℃热交换一次不裂.本标准由国家轻工业部发布,适用于以氧化铁为釉的着色剂,在还原条用陶瓷器吸水率测定方法》,其技术标准规定为:a,吸水率不超过13%.b,热稳定性:200℃投入20℃±2℃水中,热交换一次不裂.本标准由国家技术监督局发布,适用于质地细腻,含铁量较高的特种粘土制16成的,呈色以赤褐为主,质地较坚硬的各类日用紫砂陶器.本质量标准引用了本标准由国家技术监督局发布,适用于以磷酸三钙为主要成分的日用骨灰瓷器.本质量标准引用了GB/T 3298-1991《日用陶瓷器热稳定性测定方法》和GB/T3299-1996《日用陶瓷器吸水率测定方法》,其技术标准规定为: a, 吸水率不超过0.5%.b, 热稳定性:140℃投入20℃±2℃水中,热交换一次不裂(以152~203mm扁平产品为代表件).瓷提出了耐洗涤和微波炉安全适应性要求.我国尚没有日用陶瓷器耐洗涤和微波炉安全适应性能检测方法,但各检测机构正致力于检测方法的研究以适应市场发展的需要.2.4.1 GB/T5003-1999 《日用陶瓷器釉面耐化学腐蚀性的测定》目前,由于我国没有普遍使用家用洗碗机,也尚未制订相关的检测方法和判定标准,对于产品的耐洗涤性能,各检测机构或生产厂主要是检测陶瓷产品的釉腐蚀性96小时);然后将试样放入1%乙酸水溶液中浸泡30 分钟,冲洗烘干;通过采用目视检验,铅笔检验,反射光检验等方法对釉面腐蚀情况分级.2.4.2 微波炉安全适应性适用于微波炉的产品不能采用金属表面装饰(如:金边),通过微波炉中使用后应不至于产生裂纹.通过对出口日用陶瓷产品热稳定性的检测,能间接了解产品的微波炉安全适应性,各种产品的热稳定性检测方法,适用范围详餐具》该标准由国家环境保护总局提出,批准发布于2006 年11 月15 日,并于2007年1 月1 日实施,是指导性标准,适用于与饮用水,饮料或食物接触的陶瓷,微晶玻璃和玻璃餐具等.在该标准"基本要求"中规定,产品生产企业污染物排放必须符合国家或地方规定的污染物排放标准的要求.在该标准"技术内容"中规定,任何单一制品与饮用水,饮料或食品接触值.在该标准规定检验方法如下:产品中铀的溶出量按GB/T6768 要求进行测定;产品中钍的溶出量按GB/T11224 要求进行测定;产品中镭-226 的溶出量按GB/T11214要求进行测定.产品中铀,钍,镭-226 的溶出方法按WS178-1999 中附录A 的方法进行.2.5.2 WS178-1999《日用陶瓷中天然放射性物质的豁免》该标准由中华人民共和国卫生部于1999 年12 月9 日发布,并于3) 日用陶瓷任何单一制品与饮用水和食品接触面的溶出液中,铀,钍,镭-226 的体积活度控制水平为:铀:15Bq/L;钍:1Bq/L;镭-226:2Bq/L. 铀,钍,镭-226 同时存在时,体积活度Iu/15+ITh/1+Ira/2≤1(Iu,ITh,Ira 分别为陶瓷制品与饮用水和食物接触面的溶出液中铀,钍,镭-226的体积活度,Bq/L)具体抽样及试样处理过程如下:1)选择表面积与体积最高,与饮用水和食物接触面彩色装饰最多的产品,入乙酸后,持续慢慢沸腾2h.若在2h 加热中发生试验溶液的损失,用预先配制好的4%乙酸溶液补充,使烹调器中溶液维持在三分之二容量的水平上.2h 后立即移去热源.2.5.3 GB6566-2001《建筑材料放射性核素限量》该标准规定了建筑材料中天然放射性核素镭-226,钍-232,钾-40 放射性比活度的限量和试验方法,适用于无机非金属类建筑材料.目前国外部分2)测量:当检测样品中天然放射性衰变链基本达到平衡后,在与标准样品测量条件相同情况下,采用低本底多道γ 能谱仪对其进行镭-226,钍-232,钾-40 比活度测量.3)结果判定:镭-226,钍-232,钾-40 的放射性比活度同时满足内照射指数IRa≤1.0 和外照射指数Iγ≤1.3,其产销和使用范围不受限制.2.6 日用陶瓷标准一览表(至2008 年9 月)表2-7 基础标准,通用技术标准及试验方法标准11 GB/T 4736-1984 日用陶器透气性测定方法12 GB/T 4737-1984 日用陶器渗透性测定方法13 GB/T 4738.1-1984 日用陶瓷材料耐酸,耐碱性能测定方法(块状法)14 GB/T 4738.2-1984 日用陶瓷材料耐酸,耐碱性能测定方法(颗粒法)15 GB/T 4739-1995 日用陶瓷颜料色度测定方法16 GB/T 4740-1999 陶瓷材料抗压强度试验方法17 GB/T 4741-1999 陶瓷材料抗弯强度试验方法2118 GB/T 4742-1984 日用陶瓷冲击韧性测定方法19 GB/T 4966-1985 日用陶瓷抗张强度测定方法32 GB l4147-1993 陶瓷包装容器铅,镉溶出量允许极限33 GB/T 15614-1995 日用陶瓷颜料光泽度测定方法34 QB/T 1010-1999 陶瓷材料,颜料真密度的测定35 QB/T 1321-1991 陶瓷材料平均线热膨胀系数测定方法36 QB/T 1322-1991 陶瓷泥料可塑性指数测定方法37 QB/T 1465-1992 陶瓷原料,颜料颗粒分布测定方法38 QB/T 1493-1992 日用陶瓷火焰隧道窑热平衡,热效率测定与计算方法39 QB/T 1503-1992 日用陶瓷白度测定方法40 QB/T 1545-1992 陶瓷泥浆相对粘度,相对流动性及触变性测定方51 QB/T 1967.4-1995 蓝绿色类陶瓷颜料化学分析方法52 QB/T 1967.5-1996 黑色类陶瓷颜料化学分析方法53 QB/T 2382-1998 亮金水,亮钯金水试验方法54 QB/T 2434-1999 日用陶瓷原料含水率的测定55 QB/T 2435-1999 日用陶瓷原料筛余量的测定56 QB/T 2578-2002 陶瓷原料化学成分光度分析方法57 QB/T 2580-2002陶瓷烹调器砂锅热稳定性测定方法( 原ZBY20003-1989)58 QB/T 3731-199903 GB/T 10812-2002 玲珑日用瓷器04 GB/T 10813.1-1989 青瓷器系列标准日用青瓷器05 GB/T 10813.2-1989 青瓷器系列标准陈设艺术青瓷器06 GB/T 10813.3-1989 青瓷器系列标准纹片釉青瓷器07 GB/T 10813.4-1989 青瓷器系列标准食用青瓷包装容器08 GB/T 10814-1989 建白高级日用细瓷器09 GB/T 10815-2002 日用精陶器10 GB/T 10816-1989 紫砂陶器11 GB/T 13522-1992 骨灰瓷器12 GB/T 13523-1992 铜红釉瓷器25 QB/T 1682-1993 高铝质匣钵26 QB/T 1683-1993 铝硅镁质匣钵27 QB/T 2264-1996 陶瓷用瓷石28 QB/T 2381-1998 亮金水亮钯金水29 QB/T 2579-2002 普通陶瓷烹调器30 QB/T 2580-2002 精细陶瓷烹调器31 QB/T 3732.1-1999 普通陶器园林陶(原GBl0817.1-1989)2432 QB/T 3732.3-1999 普通陶器包装坛类(原GBl0817.3-1989)25技术,卫生检疫,商品包装和标签等标准, 从而提高进口产品要求, 增加进口难度, 最终达到限制进口的目的.技术性贸易壁垒有广义和狭义之分.世贸组织《技术性贸易壁垒协议》采用的是狭义的概念,根据世贸组织《技术性贸易壁垒协议》,技术性贸易措施可分为三类,即技术法规(指规定强制执行的产品特性或其相关工艺和生产方法,包括适用的管理规定的文件),标准(指经公认机构批准的,非强制执行的,技术性贸易壁垒包括技术法规与技术标准,合格的评定程序,包装和标签要求,产品的检验检疫制度以及绿色技术壁垒等方面的内容,具体内容如下:1. 技术法规技术法规所包含的内容主要涉及劳动安全,环境保护,卫生与健康,交通规则,无线电干扰,节约能源与材料等.目前, 工业发达国家颁布的技术法规种类繁多.尤其是近几十年来, 为了保护消费者的合法权益, 许多工业发的, 专门用以针对某个国家的出口产品.3.合格评定程序合格评定程序一般由认证,认可和相互承认组成,影响较大的是第三方认证.认证可以分为产品认证和体系认证.产品认证主要指产品符合技术规定或标准的规定.其中因产品的安全性直接关系到消费者的生命健康,所以产品的安全认证为强制认证.合格评定既能促进国际贸易的发展,也能成为国际贸易发展的障碍.的进口障碍.如对易燃,易爆,腐蚀品,有毒品, 法律规定其包装和标签都要符合一系列特殊标志要求.许多出口商为了符合进口国的这些规定, 不得不重新包装或改换商品标签, 从而增加了商品成本, 削弱了商品的竞争能力.标签是商品上必要的文字,图形和符号.许多国家为了保护消费者的利益, 要求尽量向消费者提供产品质量和使用方法的信息, 因而对进口商品, 特别是对消费品标签作技术贸易壁垒的主要特点如下:1.广泛性.从产品角度看,不仅涉及初级产品,而且涉及所有的中间产品和工业制成品;从过程角度来看,包括整个产品的生命周期;从领域来看,已从有形商品扩展到金融,信息等服务贸易,投资,知识产权及环境保护等各个领域;其表现形式也涉及到法律,法令,规定,要求,程序,强制性或自愿性措施等各个方面.标是可以采取合适的壁垒措施的.正常的技术贸易壁垒是指合法合理地采取技术性措施以达到合理保护人类健康和安全及生态环境的目的.5.隐蔽性和灵活性.技术贸易壁垒与其他非关税壁垒如进口配额,许可证。
陶瓷检验标准资料

陶瓷检验标准资料陶瓷制品是指经高温热处理工艺合成的无机非金属固体材料。
根据原料和土质的不同,陶瓷可以分为普通陶瓷和特种陶瓷。
普通陶瓷使用粘土、长石、石英等天然硅酸原料,而特种陶瓷则是人工合成材料。
根据土质的不同,陶瓷可以分为七种,包括骨灰瓷、特白、薄、半瓷、釉下彩绘之礼品、赭红色和米黄色。
根据烧成温度和用途的不同,陶瓷可以分为高温瓷、中温瓷、低温瓷、日用陶瓷、工艺陶瓷、艺术陶瓷等。
陶瓷的性质包括白度、透光度、光泽度、热性、耐酸性、质密性和脆性。
其中光泽度取决于瓷器表面的平坦程度和光滑程度。
热稳定性可以通过将测试样放于电炉内逐渐升温的方法来测定。
陶瓷是一种良好的耐酸材料,能耐无机酸和有机酸及盐的侵蚀,但抵抗侵蚀能力较弱。
因此,在使用餐具瓷釉时要注意弱酸碱的侵蚀,以免铅的溶出量超过一定量对人体造成危害。
日用陶瓷的质地非常致密,吸水率不超过0.5%,而陶器的吸水率则从4-5%开始。
为了改善陶器材料的脆性,已经研制出了高韧性、高强度的氧化锆陶瓷。
制作陶瓷的过程中需要注意以下几点:1.原料配制原料分为可塑性和不可塑性两种类型。
可塑性原料主要是粘土类天然矿物,如高岭土、多水高岭土等,它们在坯料中起到塑化和粘结作用。
无可塑性的原料中,石英可以降低坯的粘性,烧成后的石英可以深入长石玻璃中,提高液体相的粘度,防止高温变形。
长石则属于熔剂原料,高温下溶融后可以溶解一部分石英及高岭土分解产物,对熔融后的高粘度玻璃可以起到高温胶结作用,能增加制品的密实性和强度。
2.制模制作模具需要先制作土模、原始模、CASE模,最终生产模是用石膏模制作的。
石膏模是硬模,无法制作很复杂的造型和深纹路。
制作模具的石膏要先抽空,再按1:0.7到1:0.85的比率调成石膏料,用硬性石膏做成的CASE模是原模分开来的几个组成部分。
用CASE模可以灌制出多个生产模,用于生产陶瓷制品。
CASE模使用次数过多会磨损,用其生产的产品表面会有颗粒。
CASE模与生产模可互相复制,一般要留1个或2个第一代的生产模作模种,在CASE模损坏的时候用来复制。
日用陶瓷检测标准

日用陶瓷检测标准GB8058-2003陶瓷烹调器铅、镉溶出量允许极限和检测方法,GB/T3534-2002日用陶瓷器铅、镉溶出量的测定方法GB/T5009.62-2003陶瓷制食具容器卫生标准的分析方法,ISO6486.1:1999与食物接触陶瓷制品铅、镉溶出量测试方法BS6748:1986陶瓷制品中铅和镉溶出量测试及限量,ASTM C927-80(2009)玻璃器皿与唇接触边缘处溶出铅、镉含量测试标准方法, ASTM C738-1994(2006)陶瓷制品釉面萃取液中铅和镉的标准分析方法,GB8058-2003陶瓷烹调器铅、镉溶出量允许极限和检测方法,GB/T3534-2002日用陶瓷器铅、镉溶出量的测定方法,GB/T5009.62-2003陶瓷制食具容器卫生标准的分析方法,ISO6486.1:1999与食物接触陶瓷制品铅、镉溶出量测试方法GB12651-2003与食物接触的陶瓷制品铅、镉溶出量允许极限GB/T15614-1995日用陶瓷颜料光泽度测定方法GB14147-1993陶瓷包装容器铅,镉溶出量允许极限GBN192-1983日用细瓷器外观质量分等规定GBN212-1983高级日用细瓷器分级规定GB3296-1982日用陶瓷器透光度的测定方法GB/T3298-1991日用陶瓷器热稳定性测定方法GB3300-1991日用陶瓷器变形检验方法GB/T3301-1999日用陶瓷的容积、口径误差、高度误差、重量误差、缺陷尺寸的测定方法GB3302-1982日用陶瓷器验收、包装、标志、运输、储存规则GB3303-1982日用陶瓷器缺陷术语GB/T3532-1995日用瓷器GB/T3534-2002日用陶瓷器铅、镉溶出量的测定方法GB4736-1984日用陶器透气性测定方法GB4737-1984日用陶器渗透性测定方法GB4738.1-1984日用陶瓷材料耐酸、耐碱性能测定方法(块状法) GB4738.2-1984日用陶瓷材料耐酸、耐碱性能测定方法(颗粒法) GB/T4739-1995日用陶瓷颜料色度测定方法GB/T4740-1999陶瓷材料抗压强度试验方法GB/T4741-1999陶瓷材料抗弯强度试验方法GB/T4742-1984日用陶瓷冲击韧性测定方法GB/T4966-1985日用陶瓷抗张强度测定方法GB5000-1985日用陶瓷名词术语GB5001-1985日用陶瓷分类。
日用瓷器检测标准1
日用瓷器检测标准1 目的(1)确定日用瓷器的一般品质要求.(2)概述日用瓷器产品检验标准及不良品分类标准(有特殊要求除外)。
2 产品范围:按产品的用途分为盘碟类、碗类、壶类、杯类及其他器物类。
3 抽样检测标准:(1)国家标准《日用陶瓷》(GB/T3532-1995)除规定要求进行全检或免检的产品外,其他产品一律都用抽样检验(2)抽样计划:GB/T 2828.1-2003 抽样检验用表(3)品质允收水平:总抽样数的抽样标准为一般抽样II级水平(L2),而测试或测量项目的抽样标准为特殊抽样S-2水平或S1水平,后者包含在前者的样本数内。
(4)AQL允收值如下:危险缺陷(Critical) AQL 0严重缺陷(Major) AQL 1.5轻微缺陷(Minor) AQL 4.0危险缺陷:是指任何因为不符合安全标准而导致产品危害人体的一种缺陷。
严重缺陷:是指会造成产品不能有效使用,会造成产品需要修理或更换的一种缺陷轻微缺陷:是指产品能使用或运行,但轻微地违反产品既定标准的一种缺陷。
4 包装要求(更具体要求参照GB/T 11423)(1)所有的标贴包括说明书、警告标志、箱唛(正唛、侧唛及其他内外箱唛)、彩盒;向上标志、易碎标志、吊卡等等,必须:(i)按中文要求印刷,(ii)贴于正确位置,(iii)清晰(2)包装的说明书、组装图必须与产品实际功能一致(3)所有的包装材料必须全新,不能有损坏和浸湿。
(4)包装材料必须能足够保护产品在正常运输过程中不受损坏。
(5)包装及产品上的条形码必须正确及能扫描。
5 产品要求5.1 吸水率:不大于0.5%.5.2 热稳定性:产品从180℃至20℃热交换一次不裂5.3 任一制品与食物接触面的铅、镉溶出量:铅溶出量不大于1.0 mg/L,镉溶出量不大于0.2mg/L.5.4 产品规格误差5.4.1 口径误差:口径>60mm为士2.0%;口径<=60mm的为士1.5%。
陶瓷检验标准
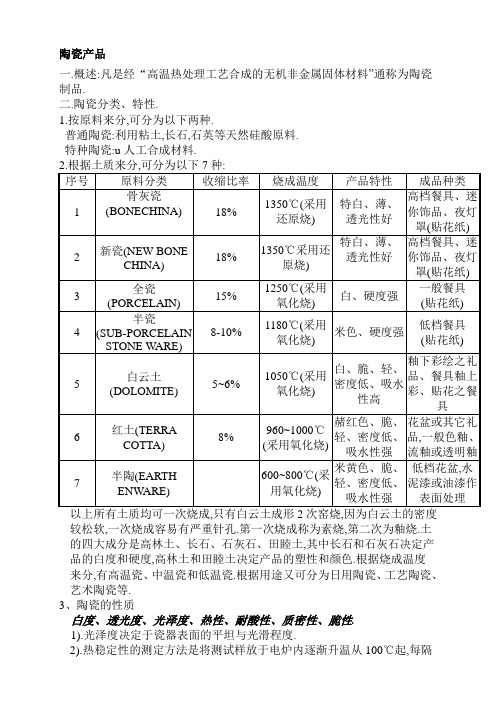
陶瓷産品一.概述:凡是經“高溫熱處理工藝合成的無機非金屬固體材料”通稱爲陶瓷製品.二.陶瓷分類、特性.1.按原料來分,可分爲以下兩種.普通陶瓷:利用粘土,長石,石英等天然矽酸原料.特種陶瓷:利用氧化物、氮化物、碳化物、硼化物、氟化物等純度高的人工合成材料.較鬆軟,一次燒成容易有嚴重針孔.第一次燒成稱爲素燒,第二次爲釉燒.土的四大成分是高林土、長石、石灰石、田睦土,其中長石和石灰石決定産品的白度和硬度,高林土和田睦土決定産品的塑性和顔色.根據燒成溫度來分,有高溫瓷、中溫瓷和低溫瓷.根據用途又可分爲日用陶瓷、工藝陶瓷、藝術陶瓷等.3、陶瓷的性質白度、透光度、光澤度、熱性、耐酸性、質密性、脆性.1).光澤度決定於瓷器表面的平坦與光滑程度.2).熱穩定性的測定方法是將測試樣放於電爐內逐漸升溫從100℃起,每隔20℃取出試樣投入20℃水中急冷一次,如此反復,直至試樣表面出現裂紋或開裂爲止.3).陶瓷材料爲良好的耐酸材料,能耐無機酸和有機酸及鹽的侵蝕.但抵抗的侵蝕能力較弱,餐具瓷釉的使用要注意在弱酸堿的侵蝕下鉛的溶出量超過一定量時對人體是有害的.4).日用陶瓷質地緻密,吸水率不超過0.5%,陶器吸水率從4-5%開始.5).爲了改善陶器材料的脆性,已研製出高韌性、高強度的氧化鋯陶瓷.三、製作過程及注意事項粘土、非可塑性原料、助熔原料→粉碎精製→配土料→精製成漿脫水→胚料→注漿成型→脫模→修胚→自然風乾→洗胚→陰乾(其他)→上釉→燒成→電金/貼花白素彩繪→上釉→燒成→電金/貼花雲土燒貼花→上釉→燒成其中窖燒(素燒)分兩種:a.還原燒(從0℃加溫到1000℃,此時打開透氣孔進氧使之燃燒更旺直至瓷化溫度燒出産品較乳白).b.氧化燒(0℃一直加溫至恣化溫度,燒出産品較清白).1.原料配製(原料分爲兩種類型):a.可塑性的原料,其主要是粘土類天然礦物,包括高領土、多水高領土,它們在坯料中起塑化和粘結作用.b.無可塑性的原料,其中石英可降低坯的粘性.燒成的部份石英深解在長石玻璃中,提高液體相粘度,防止高溫變形,冷卻後在瓷坯中起骨架作用.防止坯體收縮時産生開裂和變形,長石則屬於熔劑原料,高溫下溶融後可以溶解一部份石英及高領土分解産物,對熔融後的高粘度玻璃可以起到高溫膠結作用,能增加製品的密實性和強度.2.制模土模→原始模→CASE模→生産模(石膏模)石膏模是硬模,産品不可以有很複雜的造型和很深的紋路,石膏有吸水性,生産時就是用其吸水性成形的,製作模具的石膏要先抽空,再按1:0.7到1:0.85的比率調成石膏料,用硬性石膏做成的CASE模是原模分開來的幾個組成部份(即所謂的分片),分片時要考虙脫模時不會拉傷土胚,用CASE模可灌制出多個生産模用於生産,當我們需要加快進度的時候就需要作更多的生産模,如無紋路花瓶的CASE模的使用壽命是150-200次,紋路複雜的壽命只有30-40次,CASE模使用次數過多會磨損,用其生産的産品表面會有顆粒.CASE模與生産模可互相複製,所以一般要留1個或2個第一代的生産模作模種,在CASE模損壞的時候用來複製.3.打漿泥漿的成分中加入解凝劑(學名水玻璃),解凝劑的比例爲千分之三,打漿程式是:快速打漿→慢攪→打入吸鐵機(含鐵過重,燒出的産品會有黑點)→進入過濾震動篩,過濾網要在120目以上(一目等於每平方釐米120個網孔)→進入儲漿筒.4.成形成形的方式有:注漿成型法(平臺注漿、高壓注漿、車台成型) 、衝壓成型幹壓法成型.a.衝壓成形:又稱爲可塑法成型,用於製作地磚、瓷磚或餐具用之盤/碗;可塑成型可分爲雕塑,印坯,拉坯,旋壓和滾壓等種類.b.注漿成型:有紋路的模子平均25-50次;沒有紋路的模平均50-70次.c.車台成型:車台成型主要用於杯、碗等器皿,它的特點是速度快,可24小時操作,10秒1 個産品,其流程爲:煉土機下料→將土煉成濕度,直徑均合乎要求的條狀→切土機切割(根據産品的用量切出土條的長度)→有烘乾設備的機械車台成型.d.平臺注漿:石膏模用橡皮筋捆緊後,注滿泥漿,第一次大約爲15分鐘,往後依次延長時間,一個模具一天12小時可灌8次,工人下班後要烘乾模具,保持模具的吸水性.e.高壓注漿:多用於盤子等大而平,依平臺注漿方法生産易變形的産品.f.幹壓法成型:利用壓力,將乾粉坯料在模中加壓成緻密坯體的一種成型方法.5.整修用筆沾水刷洗彧用海棉沾水刷洗,整修模線和注漿口,並有原來的泥漿粘合附件(如馬克杯的杯把).6.乾燥坯體乾燥的方法自然空氣乾燥、熱空氣乾燥、輻射線乾燥、以及微波乾燥等.7.燒窯窯燒:較易發生的總是如下:a.裂痕、暗裂;b.跳釉及針孔;c.溫度.裂痕:明顯的裂痕絕對不可接受,細裂痕則可以填充料補平.裂痕易發生的地方一般在産品底部、附件粘合的地方、以及刀片修整之處.跳釉及針孔:跳釉發生的情況:土質與釉不合,收縮密度不均所致.針孔:胚體表面有雜質,上釉之前未清除,基本上跳釉與針孔都可以用補釉的方式改正.溫度:釉中含有鉛、鉻,因此,如果燒成溫度不足時,鉛、鉻的含量會過高,測試會無法通過(一般可以用鐵質硬物輕敲産品,視其聲音來判斷溫度,並可同時檢驗産品暗裂的情形.)燒結過程大致可分爲低溫蒸發(小於300℃),氧化分解和晶型轉化成300--950℃),坡化成瓷和保濕(950℃),冷卻定形四個階段.窯的種類A.立方窯規格有1、2.5、3、4、6、8、16、32立方,一般有4立方的,其優點是既可燒氧化,又可燒還原,靈活度高,其缺點是熱量浪費大,且時間性不夠的話易形成色差,立方窯的加熱順序是從兩邊向中央加溫,若要均勻,必須燒足13-14個小時.時而的台車要拉出須降溫到600度左右,熱量浪費大.燒成時間:白雲土約8-10小時,全瓷13小時,所以燒成慢,且很費瓦斯,而且會有火頭火尾.火頭:指窯上層東西燒成會較大.火尾:指窯下層東西燒成會較小.此窯較大的缺點爲燒成後,不可將窯立即打開.,需續漸將窯門打開.否則冷卻即熱,,陶瓷會破裂.B.隧道窯一般爲20、25、35、40米,這四種.看工廠SPACE,而隧道窯可分爲三種階段:預熱帶;燒成帶;冷卻帶.一箱20米的窯差不多6-8小時從頭到尾,每隔30~45分鐘出一臺車,但必須看東西大小而定,它優點在於速度快,燒成穩定. 燒成溫度全瓷1280-1320度,半瓷1200度,白雲土1050度陶土1000度以下,紅土700-800度.8.彩繪陶瓷的彩繪方式有釉上和釉下兩種.釉上畫油漆,釉下是畫色料、色精、水顔料.其程式爲:素燒600度→畫色料→上釉→燒出成品.A.釉釉原則分爲三種:透明釉、大白釉、色釉,透明釉可用於BONE、NEWBONE、PORCELAIN,因爲該土質爲白色,可用透明釉.大白釉用於半瓷,因土爲黃色,所以不適用透明釉;色釉用於半瓷,白雲土也可用於釉; BONE、NEWBONE、PORCELAIN不適用色釉,因爲上述三種均爲高溫色釉的原料.B.花紙花紙分爲二種:1.綱版印刷2.平面花紙.花紙可分爲釉上和釉下花紙,釉上DECAL爲釉燒後再進行電花,釉下爲在土坯乾燥後貼上花紙,再上釉(只限於透明釉)但釉下DECAL有顔色的限制,較不受歡迎;;綱版和平面的分別在於表面的觸感,釉上手摸會有粗糙感,平面的DECAL摸不出來,非常平滑,相當於釉中.平面花紙較貴於綱版,一般平面的DECAL均爲進口,因爲平面DECAL窯的綱非常細,每一立方有幾千個綱點.臺灣的技術尚有問題.電花紙溫度以800度準則.花紙顔色金色溫度低780度左右.粉紅色溫度比較高810度左右.電花紙體積有區分,窯內溫度比較難控制,産品體積大,溫度一般800度,體積小,溫度越高,貼花紙以平面較好處理.而浮面容易産生跳花和裂縫.花紙成份釉藥含鉛都需檢驗,以餐具組,食品組爲主.A.磁器:跳釉、流釉、裂釉(對光看,放水中,手指敲無回音),積釉、針孔,彩繪越界變形,破損、漏白、掉漆、刷痕.跳釉定義:釉在熔融過程中,産生卷縮,使坯體出現無釉的光禿地方.跳釉現象:幾處小的地方,像龜裂幹土似的裂紋,卷縮成小滴或小斑黑點脫離大部份坯面,可以在士下棚板上的墊土發現.跳釉産生原因:釉施在不清潔(如油污)的士上,或其他情況,令釉不能和生還完全粘結.從表面看,面塗施得很好,可是在燒成早期,釉開始燒結時,那些接觸不良的地方就疏鬆,開裂,或就縮回而露出底坯.不論怎樣情況,事後熔化等都不能補前必須用水清洗.用噴施法施釉時,要是在施釉的一層上過分噴濕釉,就會使釉層疏鬆,在燒成時就有後起的倦縮發生.以常導致倦縮是生釉的收縮和乾裂.有些原料=氧化鋅,輕質磷酸鎂,鉛百及硬質硼酸鈣具有大的收縮度.在生釉上有任何裂紋一定要擦掉,全由幹釉所填滿爲止.凡高度收縮的,都要更換灰以糾正.流動性的釉很少倦縮.在燒火早期時發生釉面開裂,到了釉熔化面能流動時就會將裂紋補好.釉下彩繪施得太厚,則在器皿仍是灰粉狀及耐火狀的一層留在釉的下麵.熔化的釉在這種表面上,就不易自動的流布於全面.糾正的方法是將釉下彩薄薄地施一層,同時在釉下色料中加少許膠或粘結劑.B.茶具:滲漏,花紙跳,彩手柄變形,貼緊,上釉不均.C.陶器:對於彩繪、油漆、瓷漆等可處理和殘餘的表面塗層,和在兒童物品上的油墨不應包括鉛的混合塗層,其中所有的含鉛塗層的重量超過所有彩繪的穩定塗層或幹彩繪薄膜重量的0..06%(600MG/KG(PPM)﹒D.餐具:對於采繪、油漆、瓷漆等可處理和殘餘的表面塗層,和在餐具物品上的油墨不應包括鉛的混合塗層,其中所有的含鉛塗層的重量超過所有彩繪的穩定塗層或幹彩繪膜重量的0.06%(600MG/KG(PPM)熱振蕩:將陶器容器浸入0-4℃冷水中,在達到恒溫之後,將樣品取出,並立即放入100℃的沸水中.應不破損,無裂紋,或有碎屑.可洗碟性:將一半樣品放入洗碟機中低的架子,另一半放入高架子.在強洗設置,54-60℃的熱水中,及熱乾洗設置中進行5次完整的洗刷循環.樣品不應出現變色、褪色、裂紋或破損.微波性:樣品在小的800瓦特的微波的高能量中進行2個循環,一半的樣品要裝滿水,而另一半只有1/2的水.在一個循環中,樣品中從室溫加熱到沸騰,再冷卻到室溫.樣品應沒有變色、褪色、裂紋或破損.注意事項產品須沒有可處理的潛在的銳角、銳邊.所有的產品須對眼睛和皮膚無毒,無刺激性.濕彩繪須作為單個體測試(不作為混合物,也不作為產品塗層的填充物) 所有的物品須滿足品質綜合的藝術性要求.產品驗收應遵循以下原則: 無破損部件,粗糙的工藝不正確的性能修飾.所有的產品應具有設計功能,且對要求的性能標簽需驗證.日用陶瓷的验货标准盘类:1. 显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个(每个黑点不能超过1mm)。
日用陶瓷制品检测标准

GB5000-1985日用陶瓷名词术语GB5001-1985日用陶瓷分类GB/T5003-1999用陶瓷器釉面耐化学腐蚀性的测定GB/T6297-2002陶瓷原料差热分析方法QB/T2580-2002精细陶瓷烹调器QB/T2578-2002陶瓷原料化学成分光度分析方法QB/T2579-2002普通陶瓷烹调器QB/T1642-1992陶瓷坯体显气孔率、体积密度测试方法QB/T1682-1993高铝质匣钵QB/T1683-1993铝硅镁质匣钵QB/T1703-1993日用陶瓷火焰隧道窑等级评定办法与评定标准QB/T2381-1998亮金水亮钯金水QB/T2264-1996陶瓷用瓷石QB/T1493-1992日用陶瓷火焰隧道窑热平衡、热效率测定与计算方法QB/T2382-1998亮金水亮钯金水试验方法QB/T3731-1999日用陶瓷釉面维氏硬度测定方法QB/T3732.1-1999普通陶器园林陶QB/T3732.3-1999普通陶器包装坛类QB/T2455.1-1999陶瓷颜料QB/T1222-1991普通陶器缸类GB/T11423-1989日用陶瓷纸箱包装技术条件GB/T13522-1992骨灰瓷器SN/T0961-2000进出口葡萄干检验方法SN/T1041-2002出口黑陶检验规程GB/T10811-1989青花日用细瓷器GB/T10812-1989青花玲珑日用细瓷器GB/T10815-1989日用精陶瓷GB/T3534-1990日用陶瓷器铅镉溶出量测定方法GB/T6297-1986日用陶瓷原料差热分析方法GB4734-1984日用陶瓷铝硅酸盐化学分析方法GB4735-1984日用陶瓷高硅材料及其制品的化学分析方法GB4739-1984日用陶瓷颜料色度测定方法GB11421-1989日用普通瓷器GB11422-1989日用细炻器GB3532-1983日用细瓷器GB3295-1982日用陶瓷器光泽度测定方法GB3297-1982日用陶瓷器釉面维氏硬度测定方法GB3299-1982日用陶瓷器吸水率测定方法GB4003-1983高级日用细瓷器GB10817.1-1989普通陶器园林陶GB10817.2-1989普通陶器砂锅GB10817.3-1989普通陶器包装坛类GB5002-1985陶瓷用金水沉淀率测定方法QB/T3732.2-1999普通陶器砂锅QB/T3568-1999陶瓷釉上P.V.B薄膜贴花纸QB/T3569-1999陶瓷釉上P.V.B薄膜贴花纸试验方法QB/T3570-1999陶瓷颜料QB/T3571-1999陶瓷颜料试验方法SN/T0364-1995出口日用陶瓷抽样方法SN/T0873-2000进出口陶瓷铅、镉溶出量快速检验方法ZB Y24002-1989陶瓷釉上P.V.B薄膜贴花纸ZB Y24003-1989陶瓷釉上P.V.B薄膜贴花纸试验方法ZB Y24004-1989亮金水、亮钯金水ZB Y24005-1989亮金水、亮钯金水试验方法ZB Y24006-1989陶瓷颜料ZB Y24007-1989陶瓷颜料试验方法SN/T1561.1-2005出口白云陶检验规程第1部分:日用白云陶SN/T1561.2-2005出口白云陶检验规程第2部分:陈设艺术白云陶。
有关日用陶瓷器标准某些方面的探讨

有关日用陶瓷器标准某些方面的探讨作者:俞莉红来源:《佛山陶瓷》2020年第04期摘要:本文主要根据在日常工作中参照现行日用陶瓷器标准对日用陶瓷器产品质量进行具体检测时所发现的一些问题或疑问进行了小结,望能够与制定标准的专家与同行商榷并修正与完善。
关键词:日用陶瓷器;国家标准;检测方法;探讨商榷1 前言辽宁省国家新型原材料基地建设工程中心近年来受省内各市工商局和质量技术监督局的委托,抽查了市场上销售的包括广东、福建、安徽、山西、上海、河北唐山等地厂家及辽宁省陶瓷生产企业生产的日用瓷器,依据《日用陶瓷分类》 GB/T5001-2018、《日用瓷器》GB/T3532 -2009、《骨灰瓷器》GB/T13522-2008、《日用陶瓷器吸水率测定方法》GB/T3299-2011等相关标准的规定,对其进行了包括吸水率、抗热震性、铅溶出量、镉溶出量、微波炉适应性、冰箱到微波炉适应性及冰箱到烤箱适应性等在内的质量检测。
品种包括按用途有盘碟类、碗类、壶类、杯类等,按器型有扁平、小空心、大空心等。
在检测过程中我们发现日用陶瓷标准中或者是某些方面的规定不够严谨,或者是有些地方在行文上不够规范,或者是在操作方法上不够具体、可操作性差等。
为方便说明问题,先把与此有关的标准中某些条款分列如下。
2 有关日用陶瓷器标准(1)关于《日用陶瓷分类》的GB/T5001-2018标准日用陶瓷分类应符合如下规定:依据胎体特征分为陶器和瓷器,陶器的吸水率大于5%,瓷器的吸水率不大于5%。
而陶器又分为粗陶器、普通陶器和细陶器,瓷器又分为炻瓷器、普瓷器、细瓷器,其吸水率为炻瓷器不大于5%、普瓷器不大于1.0%、细瓷器不大于0.5%。
由于吸水率是作为分类特征的重要指标,故在这里着重提出。
(2)关于《日用瓷器》的 GB/T3532-2009标准该标准规定了日用瓷器的分类等,适用于日用细瓷、普瓷、炻器类产品。
该标准规定各类产品的吸水率:细瓷类产品不大于0.5%,普瓷类产品不大于 1.0%,炻器类产品不大于5.0%。
日用陶瓷的质量控制及管理

日用陶瓷的质量控制及管理作者:黄振豪来源:《佛山陶瓷》2013年第07期摘要:本文主要阐述了日用陶瓷的质量控制和企业内部质量管理两个方面,分析了其主要的控制过程和生产环节,并提出相应的看法。
企业内部必须建立、完善和保持质量控制体系,将与质量控制相关的,而且是相互关联和相互作用的要素联结起来进行控制和管理,才能确保产品质量的稳定和提高。
随着企业的发展和转型升级,质量控制应持续改进,在适应内、外部环境变化的同时,提高企业的总体业绩。
关键词:日用陶瓷;质量控制;质量管理1 引言在GB5000-85《日用陶瓷名词术语》标准中,对日用陶瓷作出解释:“供日常生活使用的各类陶瓷制品,主要品种有餐具、茶具、咖啡具、酒具、文具、容具、耐热烹饪具及美术陈设制品等”[1],而国际上对日用陶瓷的理解基本为:“用于接触食物的陶瓷制品”。
日用陶瓷产品的质量要求不只是外观要求,其主要的还是卫生要求和多项理化性能的要求。
日用陶瓷的质量控制,是致力于满足质量要求。
为满足质量要求,必须在技术、生产、检验和管理等方面进行控制,建立、实施和保持质量控制体系。
在质量控制中,既要围绕产品质量,包括相关标准的要求进行控制,也要针对质量控制的相互关联和相互作用的各种要素进行控制。
本文主要阐述了日用陶瓷的质量控制和企业内部质量管理两个方面,分析了其主要的控制过程和生产环节,并提出相应的看法。
希望给同行提供一定的参考。
2 日用陶瓷产品质量控制2.1 执行标准日用陶瓷分为日用瓷和日用陶两大类。
按产品的功能、特性和材质可再细分出多个种类。
日用陶瓷的主要标准是GB/T3532《日用瓷器》,针对细分种类产品的标准还有《日用精陶器》、《紫砂陶器》、《镁质强化瓷器》、《高石英瓷器》、《釉下(中)彩日用瓷器》、《精细陶瓷烹调器》等等。
当企业生产的产品没有相适应的标准时,应制定企业标准,并经质监部门备案之后,产品方可生产和出厂。
企业从产品设计开发开始,应确定产品所要执行的标准,使产品生产和检验等方面有标准可执行。
日用陶瓷的特殊检验

日用陶瓷的特殊检验(1/3)随着社会的发展和人们对健康、安全的重视,对日用陶瓷的要求也在不断提高,新的检验要求也不断提出,下面简单介绍几种新的检验方法。
(一)手把、嘴的承受力检验空心制品,如杯、壶、罐等,多用于盛装食物,而这些制品外部均有手把、嘴等外接部件,可用于提起物品移动,若承受力不够,易产生脱离现象发生,尤其内盛加热食品时,可能会产生人员伤害。
手把、嘴承受力检验可模拟盛装食物提起移动的过程,如在杯、壶、罐等内加入一定量的湿石英砂或铁球,检验手把、嘴的承受力。
(二)表面划痕检验陶瓷制品在使用过程中,相互之间或使用刀、叉(两餐)会引起表面的划痕现象出现,影响美观。
划痕现象的出现,与釉的表面硬度有很大关系,维氏硬度标准规定的检验方法得出的数据与实际使用有一定的区别,因而现在有些公司采用莫氏硬度、金属刀、叉划痕或用砂纸磨擦的方法进行检验。
1、莫氏硬度:用标准的莫氏岩石硬度块(分10级、15级或更多)在陶瓷制品的表面划,确定在何级别的岩石能在陶瓷釉面上留下划痕,报告其等级。
2、金属刀、叉划痕:用金属刀、叉在陶瓷制品上来加划,检验是否在制品表面留下划痕。
3、砂纸磨擦:用一定细度的砂纸在陶瓷制品表面施加一定力的情况下,来回磨擦规定的次数,洗净后涂上染色剂,检查其磨损情况。
(三)耐洗碗机检验对耐洗碗机检验而言,主要是检验在洗碗机洗涤过程中耐酸性洗涤液,耐碱性洗涤液,耐中性洗涤液的能力。
对陶瓷制品而言,分别对釉上装饰产品和釉中(下)装饰产品规定一定的洗涤循环次数(如釉上750个循环、釉中(下)1000个循环),分别在酸性、碱性、中性洗涤性条件下,完成试验,检查对装饰面和釉面的影响。
(四)耐微波炉检验耐微波炉检验可分为三种检验:1、微波对装饰面损害的检验。
将有装饰图案的陶瓷放入微波炉(一般微波功率为1000W),在满负荷功率的情况下,工作5分钟,检查装饰面有否损害。
2、微波对制品表面温度的影响检验。
将陶瓷制品放入微波炉,满负荷工作5分钟,用表面温度计测量制品表面的温度。
日用陶瓷杯子质量标准及缺陷术语

日用陶瓷产品等级划分标准中华人民共和国国家标准《日用瓷器》(GB/T3532—1995)已由国家技术监督局于1995年5月2日发布,并于1995年12月1日实施。
它是陶瓷企业加工出售产品以及用户购买陶瓷产品时鉴别产品质量、等级以及按质论价的依据。
1.内在质量标准瓷器的内在质量,主要指吸水率、热稳定性和铅、镉溶出量等是否符合要求。
《日用瓷器》国家标准中规定:(1)吸水率细瓷类产品不大于0.5%,普瓷类产品不大于1.0%,炻器类产品不大于3.0%。
(2)热稳定性①成套或系列产品餐具以中型盘、碗类产品为代表,茶、咖啡具以杯、盅类产品为代表,从180℃至20℃热交换一次不裂。
②非成套或系列产品小、中型产品,180℃至20℃热交换一次不裂;大、特型产品,160℃至20℃热交换一次不裂。
(3)铅、镉溶出量应符合第4章《日用陶瓷产品质量五原则》“卫生”种GB12651的规定。
2.外观质量标准瓷器的外观质量,主要是产品表面的光泽度、白度、色差,以及规格尺寸、配套、花面等和允许的常见缺陷范围。
(1)白瓷白度(推荐性指标)、釉面光泽度(雾光釉除外)及成套产品的釉色色差应符合规定,如表所示。
白度、光泽度、色差指标(2)产品按国家技术标准分为优等品、一等品、合格品共三级,每一级都规定有不同的缺陷允许范围。
(3)产品规格误差A.口径误差口径等于或大于60mm的允许误差为±1.5%,口径小于60mm的允许误差为±2.0%。
B.高度误差:±3.0%。
C.质量误差:±6.0%。
(4)有盖产品盖与口基本吻合。
壶类在倾斜70°时,盖子不许脱落。
当盖子向一方移动时,盖子与壶口的距离不得超过3mm。
壶嘴的口部不得低于壶口3mm。
(5)成套产品要求配套无差错,花面色泽要求基本一致。
日用陶瓷质量指标

日用陶瓷主要技术指标中国是陶瓷古国,陶瓷文化源远流长,陶瓷的种类也名目繁多,日用陶瓷饮食器具遵循瓷种和传统特色分类,现有产品国家标准8个:GB/T3532-1995《日用陶瓷器》、GB/T13522-92《骨灰瓷器》、GB/T10811-89《日用青花细瓷器》、GB/T10812-89《青花玲珑日用细瓷器》、GB/T10814-89《建白高级日用细瓷器》、GB/T10813-89《日用青瓷器》等,还有行业及地方产品标准多项,如QB/T3732-99《普通陶器》等。
GB/T3532-1995《日用瓷器》的覆盖范围最大,包含了除特色陶瓷外的所有产品。
《骨质瓷器》是改革开放以来从国外引进技术生产的高档产品,其他种类均属我国的特色产品。
考核陶瓷产品质量的技术指标主要有———外观质量外观质量是产品等级划分的重要指标,我国现行的产品标准将产品分为优等品、一级品、合格品3类。
优等品相当于国际先进水平,一级品为国内先进水平,合格品为国内一般水平。
优等品的外观质量基本达到了“五无一小”的要求,即无斑点、无落渣、无色脏、无针孔、无釉面擦伤、变形小。
斑点(黑点)俗称苍蝇屎,若产品上存在斑点,总会给人以不洁的感觉,从而影响到食欲。
一等品和合格品在允许存在缺陷上比优等品有较大的宽松要求。
铅、镉溶出量铅、镉溶出量是陶瓷产品的重要安全卫生指标。
铅、镉的存在是由于产品表面装饰图案中陶瓷颜料里含有其成分所致,铅的存在还有可能是为降低产品表层釉的烧成温度而加入了含铅成分所致。
若生产工艺控制不当,极易造成在使用过程中铅、镉的过量溶出,经常使用这类产品易引起铅、镉重金属中毒。
国家标准GB12651-92《与食物接触的陶瓷制品铅、镉溶出量允许极限》是国家强制性标准,其适用范围覆盖了所有的日用陶瓷饮食器具。
标准规定:任何单一产品的铅、镉溶出量不允许超过表中规定的允许值,标准要求见表。
测试方法:4%(V/V)的醋酸溶液倒入被测样中,直至离溢出口5mm处为止,在20℃±2℃的环境温度中浸泡24小时,测量其铅镉溶出量。
日用陶瓷抗热震性的检测、影响因素及改善途径

日用陶瓷抗热震性的检测、影响因素及改善途径日用陶瓷的产生,可以说是为了满足人们日常生活需求而产生的,是日常生活中人们接触最多、也是最熟悉的瓷器,如餐具、茶具、咖啡具、酒具、饭具等。
本文针对日用陶瓷的抗热震性的检测方法、影响因素以及改善途径进行展开讨论,希望能确保日用陶瓷的生产质量,促进日用陶瓷产业的长远发展。
标签:日用陶瓷;抗热震性;影响因素;改善途径对于日用陶瓷产品的日常检测来说,抗热震性不仅是一项重要的技术指标,也是国家级、省级日用陶瓷专项检查中最为常见的不合格检测项目之一,因此受到广泛关注。
一旦抗热震性检测不符合标准规定,日用陶瓷在实际使用中便容易出现瓷胎炸裂、瓷釉釉裂的情况,导致瓷器的使用壽命并不长,甚至容易对消费者造成烫伤、割伤的情况。
当前,我国陶瓷行业对于日用陶瓷检测标准较多,对于日用陶瓷的检测增加了一定难度。
日用陶瓷应该不断改善抗热震性能的检测模式与途径,确保日用陶瓷的检测准确性。
一、日常陶瓷抗热震性检测方法在检测日常陶瓷产品的抗热震性时,主要采取的方法为热冲击法,即借助于观察日常陶瓷能够承受住的外界温度急剧变化情况,检查日常陶瓷产品的表面是否出现破损情况、裂纹情况等,由此来明确日常陶瓷的实际抗热震性能。
下面列举两种日常陶瓷的抗热震性检测方法:(一)烹饪食品类陶瓷产品的抗热震性检测烹饪食品类陶瓷产品,主要应用于电加热烹饪食品或者明火烹饪食品的陶瓷当中,例如炖锅陶瓷、烹调器陶瓷产品等。
以QB/T2579-2002《普通陶瓷烹调器》为依据进行执行,将热炉温度控制在290℃—400℃之间的范围,当急冷情况下,样品口径与水面的角度控制在45°左右。
通过实践检测笔者发现,试样垂直投放到水中与水面45°投入水中更易于与冷水接触,并且使得温度变化更剧烈。
对烹饪食品类陶瓷产品的检测方法总结来说,即将试样投放到选定温度的加热设备当中,温度控制在上下10℃左右,等温度回升以后,控制保温状态约三十分钟左右。
陶瓷检验标准
陶瓷产品一.概述:凡是经“高温热处理工艺合成的无机非金属固体材料”通称为陶瓷制品.二.陶瓷分类、特性.1.按原料来分,可分为以下两种.普通陶瓷:利用粘土,长石,石英等天然硅酸原料.特种陶瓷:u人工合成材料.较松软,一次烧成容易有严重针孔.第一次烧成称为素烧,第二次为釉烧.土的四大成分是高林土、长石、石灰石、田睦土,其中长石和石灰石决定产品的白度和硬度,高林土和田睦土决定产品的塑性和颜色.根据烧成温度来分,有高温瓷、中温瓷和低温瓷.根据用途又可分为日用陶瓷、工艺陶瓷、艺术陶瓷等.3、陶瓷的性质白度、透光度、光泽度、热性、耐酸性、质密性、脆性.1).光泽度决定于瓷器表面的平坦与光滑程度.2).热稳定性的测定方法是将测试样放于电炉内逐渐升温从100℃起,每隔20℃取出试样投入20℃水中急冷一次,如此反复,直至试样表面出现裂纹或开裂为止.3).陶瓷材料为良好的耐酸材料,能耐无机酸和有机酸及盐的侵蚀.但抵抗的侵蚀能力较弱,餐具瓷釉的使用要注意在弱酸碱的侵蚀下铅的溶出量超过一定量时对人体是有害的.4).日用陶瓷质地致密,吸水率不超过0.5%,陶器吸水率从4-5%开始.5).为了改善陶器材料的脆性,已研制出高韧性、高强度的氧化锆陶瓷.三、制作过程及注意事项粘土、非可塑性原料、助熔原料→粉碎精制→配土料→精制成浆脱水→胚料→注浆成型→脱模→修胚→自然风干→洗胚→阴干(其它)→上釉→烧成→电金/贴花白素彩绘→上釉→烧成→电金/贴花云土烧贴花→上釉→烧成其中窖烧(素烧)分两种:a.还原烧(从0℃加温到1000℃,此时打开透气孔进氧使之燃烧更旺直至瓷化温度烧出产品较乳白).b.氧化烧(0℃一直加温至恣化温度,烧出产品较清白).1.原料配制(原料分为两种类型):a.可塑性的原料,其主要是粘土类天然矿物,包括高领土、多水高领土,它们在坯料中起塑化和粘结作用.b.无可塑性的原料,其中石英可降低坯的粘性.烧成的部份石英深解在长石玻璃中,提高液体相粘度,防止高温变形,冷却后在瓷坯中起骨架作用.防止坯体收缩时产生开裂和变形,长石则属于熔剂原料,高温下溶融后可以溶解一部份石英及高领土分解产物,对熔融后的高粘度玻璃可以起到高温胶结作用,能增加制品的密实性和强度.2.制模土模→原始模→CASE模→生产模(石膏模)石膏模是硬模,产品不可以有很复杂的造型和很深的纹路,石膏有吸水性,生产时就是用其吸水性成形的,制作模具的石膏要先抽空,再按1:0.7到1:0.85的比率调成石膏料,用硬性石膏做成的CASE模是原模分开来的几个组成部份(即所谓的分片),分片时要考虙脱模时不会拉伤土胚,用CASE模可灌制出多个生产模用于生产,当我们需要加快进度的时候就需要作更多的生产模,如无纹路花瓶的CASE模的使用寿命是150-200次,纹路复杂的寿命只有30-40次,CASE模使用次数过多会磨损,用其生产的产品表面会有颗粒.CASE模与生产模可互相复制,所以一般要留1个或2个第一代的生产模作模种,在CASE模损坏的时候用来复制.3.打浆泥浆的成分中加入解凝剂(学名水玻璃),解凝剂的比例为千分之三,打浆程序是:快速打浆→慢搅→打入吸铁机(含铁过重,烧出的产品会有黑点)→进入过滤震动筛,过滤网要在120目以上(一目等于每平方厘米120个网孔)→进入储浆筒.4.成形成形的方式有:注浆成型法(平台注浆、高压注浆、车台成型) 、冲压成型干压法成型.a.冲压成形:又称为可塑法成型,用于制作地砖、瓷砖或餐具用之盘/碗;可塑成型可分为雕塑,印坯,拉坯,旋压和滚压等种类.b.注浆成型:有纹路的模子平均25-50次;没有纹路的模平均50-70次.c.车台成型:车台成型主要用于杯、碗等器皿,它的特点是速度快,可24小时操作,10秒1 个产品,其流程为:炼土机下料→将土炼成湿度,直径均合乎要求的条状→切土机切割(根据产品的用量切出土条的长度)→有烘干设备的机械车台成型.d.平台注浆:石膏模用橡皮筋捆紧后,注满泥浆,第一次大约为15分钟,往后依次延长时间,一个模具一天12小时可灌8次,工人下班后要烘干模具,保持模具的吸水性.e.高压注浆:多用于盘子等大而平,依平台注浆方法生产易变形的产品.f.干压法成型:利用压力,将干粉坯料在模中加压成致密坯体的一种成型方法.5.整修用笔沾水刷洗彧用海棉沾水刷洗,整修模线和注浆口,并有原来的泥浆粘合附件(如马克杯的杯把).6.干燥坯体干燥的方法自然空气干燥、热空气干燥、辐射线干燥、以及微波干燥等.7.烧窑窑烧:较易发生的总是如下:a.裂痕、暗裂;b.跳釉及针孔;c.温度.裂痕:明显的裂痕绝对不可接受,细裂痕则可以填充料补平.裂痕易发生的地方一般在产品底部、附件粘合的地方、以及刀片修整之处.跳釉及针孔:跳釉发生的情况:土质与釉不合,收缩密度不均所致.针孔:胚体表面有杂质,上釉之前未清除,基本上跳釉与针孔都可以用补釉的方式改正.温度:釉中含有铅、铬,因此,如果烧成温度不足时,铅、铬的含量会过高,测试会无法通过(一般可以用铁质硬物轻敲产品,视其声音来判断温度,并可同时检验产品暗裂的情形.)烧结过程大致可分为低温蒸发(小于300℃),氧化分解和晶型转化成300--950℃),坡化成瓷和保湿(950℃),冷却定形四个阶段.窑的种类A.立方窑规格有1、2.5、3、4、6、8、16、32立方,一般有4立方的,其优点是既可烧氧化,又可烧还原,灵活度高,其缺点是热量浪费大,且时间性不够的话易形成色差,立方窑的加热顺序是从两边向中央加温,若要均匀,必须烧足13-14个小时.时而的台车要拉出须降温到600度左右,热量浪费大.烧成时间:白云土约8-10小时,全瓷13小时,所以烧成慢,且很费瓦斯,而且会有火头火尾.火头:指窑上层东西烧成会较大.火尾:指窑下层东西烧成会较小.此窑较大的缺点为烧成后,不可将窑立即打开.,需续渐将窑门打开.否则冷却即热,,陶瓷会破裂.B.隧道窑一般为20、25、35、40米,这四种.看工厂SPACE,而隧道窑可分为三种阶段:预热带;烧成带;冷却带.一箱20米的窑差不多6-8小时从头到尾,每隔30~45分钟出一台车,但必须看东西大小而定,它优点在于速度快,烧成稳定. 烧成温度全瓷1280-1320度,半瓷1200度,白云土1050度陶土1000度以下,红土700-800度.8.彩绘陶瓷的彩绘方式有釉上和釉下两种.釉上画油漆,釉下是画色料、色精、水颜料.其程序为:素烧600度→画色料→上釉→烧出成品.A.釉釉原则分为三种:透明釉、大白釉、色釉,透明釉可用于BONE、NEWBONE、PORCELAIN,因为该土质为白色,可用透明釉.大白釉用于半瓷,因土为黄色,所以不适用透明釉;色釉用于半瓷,白云土也可用于釉; BONE、NEWBONE、PORCELAIN不适用色釉,因为上述三种均为高温色釉的原料.B.花纸花纸分为二种:1.纲版印刷2.平面花纸.花纸可分为釉上和釉下花纸,釉上DECAL为釉烧后再进行电花,釉下为在土坯干燥后贴上花纸,再上釉(只限于透明釉)但釉下DECAL有颜色的限制,较不受欢迎;;纲版和平面的分别在于表面的触感,釉上手摸会有粗糙感,平面的DECAL摸不出来,非常平滑,相当于釉中.平面花纸较贵于纲版,一般平面的DECAL均为进口,因为平面DECAL窑的纲非常细,每一立方有几千个纲点.台湾的技术尚有问题.电花纸温度以800度准则.花纸颜色金色温度低780度左右.粉红色温度比较高810度左右.电花纸体积有区分,窑内温度比较难控制,产品体积大,温度一般800度,体积小,温度越高,贴花纸以平面较好处理.而浮面容易产生跳花和裂缝.花纸成份釉药含铅都需检验,以餐具组,食品组为主.A.磁器:跳釉、流釉、裂釉(对光看,放水中,手指敲无回音),积釉、针孔,彩绘越界变形,破损、漏白、掉漆、刷痕.跳釉定义:釉在熔融过程中,产生卷缩,使坯体出现无釉的光秃地方.跳釉现象:几处小的地方,像龟裂干土似的裂纹,卷缩成小滴或小斑黑点脱离大部份坯面,可以在士下棚板上的垫土发现.跳釉产生原因:釉施在不清洁(如油污)的士上,或其它情况,令釉不能和生还完全粘结.从表面看,面涂施得很好,可是在烧成早期,釉开始烧结时,那些接触不良的地方就疏松,开裂,或就缩回而露出底坯.不论怎样情况,事后熔化等都不能补前必须用水清洗.用喷施法施釉时,要是在施釉的一层上过分喷湿釉,就会使釉层疏松,在烧成时就有后起的倦缩发生.以常导致倦缩是生釉的收缩和干裂.有些原料=氧化锌,轻质磷酸镁,铅百及硬质硼酸钙具有大的收缩度.在生釉上有任何裂纹一定要擦掉,全由干釉所填满为止.凡高度收缩的,都要更换灰以纠正.流动性的釉很少倦缩.在烧火早期时发生釉面开裂,到了釉熔化面能流动时就会将裂纹补好.釉下彩绘施得太厚,则在器皿仍是灰粉状及耐火状的一层留在釉的下面.熔化的釉在这种表面上,就不易自动的流布于全面.纠正的方法是将釉下彩薄薄地施一层,同时在釉下色料中加少许胶或粘结剂.B.茶具:渗漏,花纸跳,彩手柄变形,贴紧,上釉不均.C.陶器:对于彩绘、油漆、瓷漆等可处理和残余的表面涂层,和在儿童物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘薄膜重量的0..06%(600MG/KG(PPM)﹒D.餐具:对于采绘、油漆、瓷漆等可处理和残余的表面涂层,和在餐具物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘膜重量的0.06%(600MG/KG(PPM)热振荡:将陶器容器浸入0-4℃冷水中,在达到恒温之后,将样品取出,并立即放入100℃的沸水中.应不破损,无裂纹,或有碎屑.可洗碟性:将一半样品放入洗碟机中低的架子,另一半放入高架子.在强洗设置,54-60℃的热水中,及热干洗设置中进行5次完整的洗刷循环.样品不应出现变色、褪色、裂纹或破损.微波性:样品在小的800瓦特的微波的高能量中进行2个循环,一半的样品要装满水,而另一半只有1/2的水.在一个循环中,样品中从室温加热到沸腾,再冷却到室温.样品应没有变色、褪色、裂纹或破损.注意事项产品须没有可处理的潜在的锐角、锐边.所有的产品须对眼睛和皮肤无毒,无刺激性.湿彩绘须作为单个体测试(不作为混合物,也不作为产品涂层的填充物) 所有的物品须满足质量综合的艺术性要求.产品验收应遵循以下原则: 无破损部件,粗糙的工艺不正确的性能修饰.所有的产品应具有设计功能,且对要求的性能标签需验证.日用陶瓷的验货标准盘类:1. 显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个(每个黑点不能超过1mm)。
龙泉日用青瓷抗热震性测试与性能评估

龙泉日用青瓷抗热震性测试与性能评估作者:周虎,叶伟平,叶银鹏来源:《中小企业管理与科技·上中下旬刊》 2017年第9期【摘要】通过对龙泉日用青瓷产品抗热震性测试,分析出了龙泉日用青瓷的抗热震性水平,及对不同评判标准的比较,确定其科学合理的参考标准和依据。
实验表明:160℃测试条件时,产品的平均破损率为16%,在180℃测试条件时,产品的平均破损率为32%;依据GB/T10813.1—2015 判定,平均合格率为72.73%,依据GB/T3532—2009 判定,平均合格率为52.73%;以GB/T10813.1—2015 标准作为龙泉日用青瓷产品质量的评判依据更科学,更具针对性。
【Abstract】Based on the thermal shock resistance test of Longquan dailyceladon ware, the thermal shock resistance level of Longquan dailyceladonwas analyzed.And through the comparison of different evaluation standards, thescientific and reasonable reference standards and basiswere determined. Experimental results showthat: when test condition was 160℃, the average breakage rate of the product was 16%, when testcondition was 180℃, the average breakagerate of the productwas 32%; according toGB/T 10813.1—2015, the average pass rate was 72.73%,accordingtoGB/T3532—2009 , the average pass ratewas52.73%; so, take theGB/T10813.1—2015 standard as a basis for judging the quality ofLongquandailyceladonproducts, itwasmore scientific andpertinence.【关键词】龙泉日用青瓷;抗热震性;质量水平【Keywords】Longquandailyceladon;thermal shock resistance;qualitylevel【中图分类号】J527 【文献标志码】A 【文章编号】1673-1069(2017)09-0176-031 引言日用陶瓷抗热震性是指陶瓷抵抗外界温度急剧变化时不出现裂纹或破损的能力,是陶瓷产品合格评判的重要指标之一。
日用陶瓷器变形标准

日用陶瓷器变形标准
日用陶瓷器变形标准是指在生产过程中,为了保证陶瓷器的品质和一致性,对陶瓷器的形状和尺寸进行的规范和要求。
下面将详细介绍日用陶瓷器变形的标准和重要性。
首先,日用陶瓷器的变形标准通常是在生产过程中制定的,以确保产品的质量和一致性。
这些标准涉及到陶瓷器的形状、尺寸、外观质量等方面,具体包括器形规整、无翘曲、无变形、无气泡、无杂质等要求。
在生产过程中,如果陶瓷器的形状和尺寸不符合标准,就可能导致产品的品质下降,甚至出现安全问题。
其次,制定日用陶瓷器变形标准有助于提高生产效率。
在生产过程中,如果能够制定一套科学、合理的标准,就可以减少生产环节中的浪费和损失,提高生产效率,降低生产成本。
同时,标准化的生产过程还可以提高产品的质量和一致性,增强消费者对产品的信任和忠诚度。
此外,日用陶瓷器变形标准还有助于推动行业的发展。
随着人们生活水平的提高,对日用陶瓷器的品质和外观要求也越来越高。
制定严格的变形标准可以促使生产企业加强技术创新和技术改造,提高产品的附加值和市场竞争力。
同时,标准化的生产过程还可以加强行业内的合作与交流,推动整个行业的健康发展。
总之,日用陶瓷器变形标准是保证产品质量和一致性的重要措施。
通过制定科学、合理的标准,可以提高生产效率、降低成本、增强消费者信任度,并推动整个行业的发展。
在未来的发展中,随着技术的进步和市场需求的不断变化,日用陶瓷器变形标准也
需不断更新和完善,以适应新的发展需求。
陶瓷餐具国家标准

陶瓷餐具国家标准这个是陶瓷外观的质量保准,有需要的可以参考下哈外观质量标准瓷器的外观质量,主要是产品表面的光泽度、白度、色差,以及规格尺寸、配套、花面等和允许的常见缺陷范围。
(1)白瓷白度(推荐性指标)、釉面光泽度(雾光釉除外)及成套产品的釉色色差应符合规定,如表所示。
白度、光泽度、色差指标项目等级优等品一等品合格品白度≥70.0 ≥60.0 ≥55.0光泽度≥85.0 ≥80.0色差≤1.0 ≤2.0 ≤3.0(2)产品按国家技术标准分为优等品、一等品、合格品共三级,每一级都规定有不同的缺陷允许范围。
(3)产品规格误差A.口径误差口径等于或大于60mm的允许误差为±1.5%,口径小于60mm的允许误差为±2.0%。
B.高度误差:±3.0%。
C.质量误差:±6.0%。
(4)有盖产品盖与口基本吻合。
壶类在倾斜70°时,盖子不许脱落。
当盖子向一方移动时,盖子与壶口的距离不得超过3mm。
壶嘴的口部不得低于壶口3mm。
(5)成套产品要求配套无差错,花面色泽要求基本一致。
(6)优等品的釉面、花面、口、底(沿)基本光滑,放在平面上应平稳。
一等品、合格品的釉面、花面、口、底(沿)基本光滑,放在平面上基本平稳。
(7)底部标志(指商标图案和文字)应正确、清晰,不得明显歪斜与偏心。
(8)产品外观质量标准中共分24种缺陷,如变形、犯泡、黑点、缩釉等。
在处理时必须认准对号入座。
(9)分辨各产品种类和型式(即大、中、小、碗、盘、杯、壶)。
(10)产品上不允许有诈釉(缺釉)、磕碰(毛沿)、裂穿(坯爆)和渗漏缺陷。
因为,存在这些缺陷的产品都不能使用。
(11)产品还有显见面和非显见面的区别。
如碗、杯的内外表,壶、壶盖的外表,盘的仰表面,称为显见面,其余部分均称非显见面。
显见面和非显见面的区分,主要因为有些缺陷处在非显见面时,可在标准规定允许的缺陷范围内将幅度增大。
(12)产品外观质量分等级,须符合下列要求:①优等品每件产品不得超过2种缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日用瓷器检测标准
编号:
版次:
日期:
1
(1)确定日用瓷器的一般品质要求.
(2)概述日用瓷器产品检验标准及不良品分类标准(有特殊要求除外)。
2 产品范围:按产品的用途分为盘碟类、碗类、壶类、杯类及其他器物类。
3 抽样检测标准:
(1)除规定要求进行全检或免检的产品外,其他产品一律都用抽样检验
(2)抽样计划:GB/T 抽样检验用表
(3)品质允收水平:总抽样数的抽样标准为一般抽样II级水平(L2),而测试或测量项目的抽样标准为特殊抽样S-2水平或S1水平,后者包含在前者的样本数内。
(4)AQL允收值如下:危险缺陷(Critical) AQL 0
严重缺陷(Major) AQL
轻微缺陷(Minor) AQL
危险缺陷:是指任何因为不符合安全标准而导致产品危害人体的一种缺陷。
严重缺陷:是指会造成产品不能有效使用,会造成产品需要修理或更换的一种缺陷
轻微缺陷:是指产品能使用或运行,但轻微地违反产品既定标准的一种缺陷。
4 包装要求(更具体要求参照GB/T 11423)
(1)所有的标贴包括说明书、警告标志、箱唛(正唛、侧唛及其他内外箱唛)、彩盒;向上标志、易碎标志、吊卡等等,必须:
(i)按中文要求印刷,(ii)贴于正确位置,(iii)清晰
(2)包装的说明书、组装图必须与产品实际功能一致
(3)所有的包装材料必须全新,不能有损坏和浸湿。
(4)包装材料必须能足够保护产品在正常运输过程中不受损坏。
(5)包装及产品上的条形码必须正确及能扫描。
5 产品要求
吸水率:不大于%.
热稳定性:产品从180℃至20℃热交换一次不裂
任一制品与食物接触面的铅、镉溶出量:铅溶出量不大于mg/L,
镉溶出量不大于L.
产品规格误差
5.4.1 口径误差:口径>60mm为士%;口径<=60mm的为士%。
5.4.2 高度误差:士%.
5.4.3 质量误差:士%。
5. 5 外观质量
5.5.1 釉面、花面、口、底(沿)应光滑,放在平面上应平稳
5.5.2 底部标志(指商标和文字)应正确、清楚,不得明显歪斜与偏心。
5.5.3 有盖产品盖与口应基本吻合,壶类在倾斜700时,盖子不得脱落,当盖子向一方移动时,
盖子与壶口的距离不得超过3.0 mm,壶嘴的口部不得低于壶口3.0 mm.
特殊安全及性能测试
以下的特殊安全性能测试在检验现场都不易完成,供应商需出具此类测试第三方报告,
8.
瓷瓷器缺陷术语
9 产品检测缺陷分级表
产品必须符合以下条件:
无尖点,利边
形状、尺寸、颜色正确
底部平稳
无变形、落渣、毛孔、斑点、色脏、溶洞、缺釉等现象;
无裂纹、破损、断裂现象
无灰尘、污迹
以下为最常见的不良项目分类,但并不包括可能发生的全部不良项目,分类标准仅供参考:
对具
体的
缺陷问题进行严重、轻微缺陷分类请参照《主次问题的判定标准》。