基于托盘的船舶管子焊接工时预测方法研究_林莹
船舶结构焊接技术与工艺

船舶机械焊接
用于船舶机械设备制造和 维修,如发动机、齿轮箱、 泵等。
焊接工艺的优缺点分析
手工电弧焊优点
气体保护焊优点
设备简单、操作灵活、适应性强,可用于 各种位置的焊接。缺点:焊接效率较低, 质量受操作人员技能影响较大。
焊接效率高、质量稳定、熔深大、焊接变 形小。缺点:设备成本较高,操作技术要 求较高。
为了减少焊接过程中产生的污染,应采取有效的控制措施,如使用低烟尘焊接材料、安装烟尘净化装 置、降低噪音等,以保护环境并符合环保标准。
焊接废弃物的处理与再利用
焊接废弃物处理
在船舶结构焊接过程中产生的废弃物, 应根据其性质和数量进行分类处理,如 对焊条、焊丝等金属废弃物进行回收再 利用,对有害废弃物进行无害化处理。
焊接材料的质量控制
焊接材料的质量检验
对焊接材料的外观、尺寸、化学成分、 机械性能等进行检验,确保焊接材料 的质量符合标准要求。
焊接材料的管理
建立焊接材料的管理制度,对焊接材 料的采购、储存、保管、发放等环节 进行严格控制,确保焊接材料的质量 稳定可靠。
04
船舶结构焊接设备与工 具
焊接设备的种类与选择
焊接安全防护措施
为确保焊接过程中的安全,应采取一系列安全防护措施,如设置焊接防护屏、使用防溅剂、定期检查焊接设备等, 以降低焊接过程中可能产生的危险。
焊接环保要求与污染控制
焊接环保要求
在船舶结构焊接过程中,应遵循环保要求,控制有害气体的排放和噪音污染,确保焊接作业符合国家 和地方环保法规。
焊接污染控制
焊接设备的性能要求
稳定性
高效性
可操作性
安全性
焊接设备应具备稳定的 输出性能,以保证焊接 过程的稳定性和一致性。
最新B级注册验船师职业资格完整题库1088题(含答案)
2020年B级注册验船师职业资格考试题库1088题(含答案)一、选择题1.基本干舷随船舶种类、航区等级及不同而不同。
A、型深B、舱口围板高C、船长D、舷弧2.主机kW以下的船舶可免除签发《防止油污证书》。
A、22B、30C、15D、257.某船满载时动稳性曲线如图,其最小倾覆力臂为:A、0.42mB、0.91mC、0.64mD、1m012345θθj0.5m1m3.船舶稳性计算时,船员和旅客计算重心高取。
A、座位上0.3米。
B、高出甲板或地板1m。
C、高出船舶基线1m。
D、取甲板与顶蓬高的一半。
9.货船救生衣应按配置。
A、船上总人数配备。
B、船员总数。
C、船上总人数的110%D、船员总数的110%10.船长越大,船舶受急流影响的水流倾侧力矩。
A、越小B、越大C、没有关系D、不一定11.船舶机舱前后壁应为。
A、钢质舱壁B、防撞舱壁C、水密舱壁D、双层舱壁12.折边材「50/4×200的不带板剖面模数是cm3。
A、53.3B、84.8C、32.5D、111.113.外板计算公式中,t=a(αL+βs+γ)主要是从方面考虑的。
A、总纵强度B、横向强度C、局部强度D、扭转强度14.规范计算中,横骨架式甲板板架各构件的相互关系是:A、舷侧板或支柱支承强横梁,强横梁支承甲板纵桁,甲板纵桁支承横梁。
B、舱壁或支柱支承甲板纵桁,甲板纵桁支承横梁,强横梁起加强作用。
C、舷侧板或支柱支承强横梁,强横梁支承甲板纵骨,甲板纵桁起加强作用。
D、横梁,强横梁和甲板纵桁分别都由舷侧板或支柱支承。
15.所有围蔽的公共处所均应设有的出入口。
A、一个紧急B、两个互相远离C、不少于两个D、直接通向主甲板的4.一焊工证,其考试代号为SⅡFV5,其焊工可从事的主要板结构焊接。
A、厚度≤5mm的全位置焊B、厚度≤5mm的平焊、立焊C、厚度≤10mm的平焊、立焊D、厚度≤8mm的全位置焊5.在对某一船舶建造检验时,检验编号应。
A、船、机、电不同分别授号B、对每一检验项目进行授号C、每一个参加检验的验船师一个号D、仅授一个号三、6.根据《国内航行海船法定检验技术规则》(2004),以下设施属于船舶的为:A、非排水船;B、移动平台;C、固定平台;D、潜水系统。
船舶管系知识第七章

视向 视向
图7.4.6 法兰螺孔转角视向规定
(-) 基准面
(+)
图7.4.7 法兰螺孔 转角"+"、"-"的表示
.
2. 直管法兰螺孔转角 选择其中一只法兰螺孔平分线与直管组成
的平面作为公共基准面,这样这只法兰螺孔的 转角为 0。另一只法兰的法兰螺孔平分线与此 基准面间的夹角即为这只法兰的螺也转角。
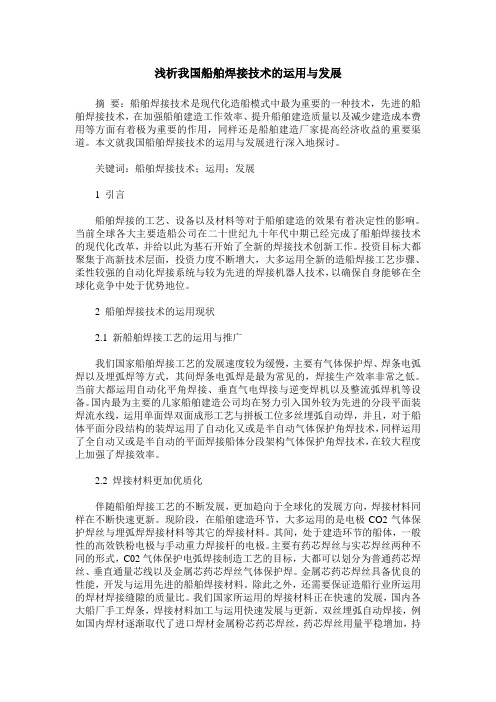
H(高 度); 从弯模中心到地平面之间的距离。
A(中 心 距); 从弯模中心到机体边缘之间的距离。
B(插芯长度); 从弯模中心到插芯活塞杆连接件的距离。
C(后夹长度); 从弯模中心到后夹导条端面之间的距离。 对于滚轮式后夹,则为弯模中心到后夹 第二个滚轮中心的距离
R: 弯管半径
图7.3.1 弯管参数示意图
注:D表示管子公称通径 R表示弯头弯曲半径
三、弯管机
1、弯管机的分类
机械
液压
弯管机
弯管机
数控
冷弯弯管机
弯管机
弯
电动
机械
管
弯管机
弯管机
机
火焰弯管机
热弯弯管机
中频弯管机
有芯弯管机 无芯弯管机 有芯弯管机 无芯弯管机
有芯弯管机 无芯弯管机
2、弯管机主要参数
B
LC
R
A
地平面
L(前夹长度): 从弯模中心到弯盘端面之间的距离。
项
目
标准范围 允许极限 备 注
弯管偏差 L1
θ
双向弯管偏差 L1
θ2 θ1
L3
L2
L2
△L1 △L2 △θ △L1 △L2 △L3
θ1 θ2
±3
基于托盘的船舶管子焊接工时预测方法研究_林莹

2 船舶管子焊接工时预测
利用工作比率与零件加工基本时间结合计 算工时的方法主要用于产品结构复杂、品种多 样的企业。本节详述该方法在船舶管子焊接工 时定额计算中的应用。具体流程如图 1 所示。
2.2 基于神经网络的各连接方式时间模型求解
神经网络是由大量神经元通过完善的连接 而构成自适应非线性动态系统。它所描述的知 识以神经元之间相互联接方式表示,每个输入
32计算托盘总工时某托盘为碳钢管子托盘含有180根管段现场测得其焊接总时间为47664012设计与研究机械2013工作抽样数据统计工人状态工作比率k碳钢区不锈钢区搬运00230018辅佐作业03340352焊接03930378辅助00010002寻找00060008休息00760068等待00040002离开01630170以托盘内一个具有代表性的管段为例主管材料为碳钢规格为484管段属性如下
4 结论
本文通过分析船舶管子加工的特殊性,发 现常规工时定额的方法难以在该类产品加工中 实现,故提出利用管子焊接基本时间除以其占 总时间的比率计算托盘管子焊接工时的方法。 分析管子焊接的工艺特性,将管子连接方式分 为端面接、对接、接支管、套接 4 类,并找出 影响各类连接方式焊接时间的因素。在此基础 上,提出将统计分析法和人工神经网络法结合 起来计算船舶管子托盘工时,经过验证达到了 预期的2013 年第 4 期 总第 40 卷
表 2 工作抽样数据统计
工人状态 搬运 辅佐作业 焊接 辅助 寻找 休息 等待 离开 工作比率 k 碳钢区 不锈钢区 0.023 0.018 0.334 0.352 0.393 0.378 0.001 0.002 0.006 0.008 0.076 0.068 0.004 0.002 0.163 0.170
船舶焊接技术的研究现状与应用

接技术 的优 良直接决定 了一项设备的使用时间
长 短 以及 品质 的优 良。焊接 技术 的使 用与 推 广 ,大大节 约了金属材料连接过程 中的资金消 耗 ,同时也更好地增加 了材料的稳 固性 。总而 言之 ,焊接 过程在 我国各项生产 中的地位是不 可替代的。
作者简介:张文毓 ( 1 9 6 8 一 ),女,高级工程师 ,现主要从事情报研究工作 。
现代焊接 2 0 1 6 年第1 2 期 总第1 6 8 期 J 一1
(
垫单面焊等高效焊、气电垂直 自动焊等。这些高 效的焊接方法从2 0 世纪7 0 年代末期的3 ~ 5 种发展 到现在的约3 5 种 ,基本满足 了建造 出 口船舶 、 海洋石油平 台以及各类非船舶产品的需要 。
船舶制造业 自2 0 世纪初开始研究应用焊接 技术 ,并于1 9 2 0 年以英 国船 厂首次采用焊接技
术建造远洋船为标志 ,使焊接技术逐渐在船厂 得到推广应用 ,并迅速取代铆接技术 。由于焊
接技术的应用 ,使造船模式发生了重大变革 ,即
中都以焊接技术的研发与推广应用等为重点。
1 . 1 造船生产中应用的高效焊接工艺方法
结合 行 业 及 焊 接 技 术 的 发 展 ,大 力推 进 高 效 、 高 新 的焊 接 技 术 ,采 用 全 新 的焊 接 工 艺 流 程 ,配 备
自动 化焊接生产系统、先进的焊接机器人技术及高效的焊接材料 ,是船 舶焊接技术发展 的必然方 向,也 为实现造船强国提供 了技术优势。本文对船舶焊 接技术的研 究现状与应用进行了综述。
船舶焊接技术专题报告

船舶焊接技术专题报告1、引言众所周知,焊接是船舶建造中的一个重要工序,对造船周期、质量和生产效率具有很大的影响。
在船体建造中,焊接工时约占船体建造总工时的30%~40%,焊接成本约占船体建造总成本的30%~50%,焊接生产率是影响造船产量和生产成本的重要因素之一。
同时,船体建造质量中焊接质量是一项重要的检验指标。
正因为这些,焊接被作为实习的重点内容。
所以我以船舶焊接技术为我的专题报告题目,现列举我国各船厂应用较广的几种方式,比较优缺点后加以说明。
焊接技术的研究目的、意义。
2、我国船舶焊技术研究及发展趋势1944年江南造船所将焊接技术应用于船舶建造1948年江南造船厂建成我国第一艘全焊接船舶“伯先”号。
第一阶段:50~70年代50年中期从前苏联引入埋弧自动焊、半自动焊技术,新型焊接材料和设备在国内迅速推广,高等院校开始设立焊接专业,造船业的焊接技术处于全国领先。
60年代后,我国造船焊接转入自行研究和开发阶段,成功开发了CO2焊、重力焊、下行焊、单面焊双面成形等高效焊工艺,但由于没有进行有效地协调、组织和推广,这些方法没有形成生产力。
70年代,受文化大革命的影响,我国造船焊接技术的发展进入了低潮。
第二阶段:80~90年代主要引进和借鉴日本造船焊接技术和经验,全面推广CO2气体保护焊、重力焊,开发和应用下行焊、垂直气电焊、CO2气体保护自动角焊、多丝埋弧自动焊及单面焊双面成形等高效焊接技术,开发各种高效焊接材料和设备,焊工人均焊材日消耗量为10kg.第三阶段:21世纪~至今船舶焊接技术正向着绿色化、智能化、机器人化的方向发展。
近年来,我国造船工业发展迅速,2008年我国造船完工量为2881万吨,占市场份额的29.5%,手持造船订单占市场份额的33%,均创历史新高。
而去年我国已成为世界第一造船大国,这无不与造船焊接技术的发展与改进有关。
缩短造船周期是船舶工业发展永恒的主题,通过发展高效自动化焊接能够有效提升船舶工业生产效率,缩短造船周期。
船体分段焊接作业工时研究及智能计算方法
船体 分 段 焊 接 作 业 工 时研 究及 智能 计 算 方 法
邵 清卿 蒋祖 华 张志英 刘祥博 朱鑫 , , , ,
(. 1 上海交通大学 机械与动力工程 学院, 上海 20 4 2 同济大学 机械 工程学院 , 0 20; . 上海 2 10 ; . 0 8 4 3 江南造船( 集团) 限责任 有
t a h ou ft e d p s e tlo l i g wi s e u l o t e v l me o l n mea n a w li g l e h tt e v l me o e o i d me a fa wed n r i q a h ou fmot t l ed n i , h t e t e i n t e wed a e n u i g s e d w r ac lt d; h n t e w l i g s e d a d ma — o r o l e o t i e .F r e - h l r a a d f sn p e e ec l u ae t e e d n p e n n h u sc u d b b a n d u t r h h mo e,b et g u h n w e g — a e a d i  ̄r n e e gn t e i tl g n a c l t n o l i g ma — o r a r y s t n p t e k o l d e b s n n e c n i e, h el e tc lu a i f i n i o wed n n h u sw s
S A igig , I N u u HA G Z i n I i go , H i。 H O Qnqn JA G Z h a,Z N hy g,LU Xa b Z U Xn i n
高效焊接在船舶管系制造中的发展及应用

应 堆 一 回路 与 二 回路 系 统 和 管 系 都 属 于 高 温 、 高压
收 稿 日期 :2 1 - 1 2 0 1O — 9
图 2 一艘 油 轮 的 大 分 段 与 管 系
6 - 题综述 ・ 专
焊 接 技 术
第4 0卷 第 4期 2 1 年 4月 01
法 兰盘 对接 缝 。
施 工 的 ,因此 ,管 系是 与搭 载 的设 备 密切 相关 的重要
生 产组 成部 分 。在 总段造 船生 产模 式过 程 中 ,管 系 制 造 的单元 “ 托盘 ”组 装 、分段 预舾 装及 中间产 品 的整 体 建造 ,对 缩短 船 台 ( )和码 头周期 都具 有重 要 意 坞 义 。图 2所示 的是一艘油 轮 的大分段 与管系生 产模式 。
We igT c nlg o. o A r2 1 l n eh ooy V 1 0 N . d 4 4 p. 0 1
文章编号 :0 2 0 5 (0 10 — 0 5 0 10 — 2 x2 1) 0 0 — 4 4
・ 题综 述 . 5 专
高 效 焊 接 在 船 舶 管 系 制 造 中 的 发 展 及 应 用
图 3 船舶管系单元的一个 “ 盘” 托
图 5 船 用 不 锈 钢 管 的 焊 缝 外 观
1近代 船舶 对 焊管 的质 量 要求 船 舶 管 系 的焊 接 质 量 要 求 都 有 相 应 的 行 业 标 准 进 行 约 束 。 国 际上 ,一 般 都 按 权 威 船 级 社 规 定 使 用 的 标 准 执 行 ,其 中 涉及 大 量相 关 管 系 结 构 材 料 、 焊
的种 类 中 ,还 增 添 了 多种 类 型 的 油 轮 、液 化 天 然 气
系 统 和生 活设施 等设 备 正常运 转 以及 船舶 安全 航行 的 关键 ,更是 船舶 使用 寿命 的重 要保 证 ,因此 ,船舶 管 系 的焊接 是船 舶 结构建 造 的重 要组 成部 分 。一艘 特 种 船舶 ,例 如 图 1 示化 学 制 品运输 轮 的管 系就包 括几 所 十个 系统 、近 千种 的管 件规 格 和数 量上万 的管件 。船 舶 管 系 的 建 造则 是 涉 及 管 件 生 产 设 计 、制 作 加 工 工 艺 、管件 焊接 标准 、管 件焊 接质 量 ( 包括 焊缝 表 面 和 内在 质量 )以及表 面处 理 、管路 安装 等一 系列 高技 术
基于知识库的船舶管系定额工时测算研究

基于知识库的船舶管系定额工时测算研究船舶管系的维修、保养和改装工程是船舶维修领域的重要部分。
在此过程中,定额工时的测算是非常重要的,因为它会使该领域的工程师和技术人员能够更加准确地估计项目的成本和时间。
知识库将在这一过程中发挥重要作用。
知识库是一种用于管理和保存信息、文档、经验和知识的计算机程序。
在船舶管系维修领域中,知识库可以帮助对维修、保养和改装工程的经验进行管理和普及。
船舶管系的定额工时是基于预测所需工作量和时间的过程进行的。
在过去,定额工时通常通过工人的直接测量所得。
现在,知识库可以使工程师和技术人员能够更准确地预测所需工作量和时间。
他们可以在知识库中查找历史数据,并应用这些数据来准确估计所需时间。
通过在知识库中保存经验和知识,可以大大提高维修、保养和改装工程的效率和准确性。
例如,若知识库中保存有以往的维修记录,那么工程师就可以根据相似的情况来预测所需的工作量和时间。
他们也可以查阅技术手册和制造商的建议,以便获得更多相关的信息。
在确定定额工时时,还必须考虑到改变和新颖的项目。
在这种情况下,知识库将是一个很好的资源。
知识库中保存其他工程师的经验和所获得的知识,这些经验和知识可以用来指导新项目,并为项目提供参考。
通过使用知识库来进行定额工时测算,可以更准确、更有效地进行船舶管系的维修、保养和改装工程。
知识库平台可以帮助集成数据、知识和经验,并将其汇总为一个易于使用的过程,从而降低错误率,并提高工程师和技术人员的效率。
在船舶管系维护领域,定额工时测算是至关重要的,它可以帮助预测项目所需的时间和成本,并为技术人员和工程师提供指导。
以下是一些相关数据和分析。
首先,根据一个典型的船舶管系维修项目的工时测算,一名资深工程师通常需要花费约200个工时才能准确预测所需的时间和成本。
这包括了对历史数据、技术手册和制造商建议的调查,以及在项目中所需的实际测量和测试。
其次,在实际定额工时测算中,人员经验的重要性也得到了充分体现。
提高船舶管系制造效率的有效方法

提高船舶管系制造效率的有效方法摘要:近些年,我国制造业不断发展,船舶管系制造受到重视。
管系是船舶制造过程中的一项重要工作内容,与船舶设计与建造的总体水平密切相关。
基于此,本文从管子设计优化、制造工艺优化、废旧管道利用等方面出发,提出相应的改进措施。
另外,本文探讨了设计制造、管件成组工艺的应用,这些措施对提高管系制造效率具有重要意义。
关键词:船舶;管系;制造效率;有效方法引言近年来,我国高性能船舶设计制造行业的发展情况备受关注,主要是依据国家对海洋经济未来的发展计划,从而不断提升海洋装备制造效果。
不可否认,高性能船舶是深远海船舶发展领域中功能创新、应用创新、设计创新的产物,在充分发挥其应用价值的基础上,不仅能够丰富深远海洋资源调查方法,也能提升海洋资源利用率,对于促进社会整体稳定发展具有重要意义。
目前,我国已经研发制造了多种类型的高性能船舶,主要应用在海洋工程中,有利于提升深远海洋资源调查船设计和建造效果。
1高性能船舶设计制造基本要求1.1安全稳定高性能船舶作为海上作业工具,其安全性必须得到保障,否则会给人、物造成巨大威胁,因此我国很早就高性能船舶安全问题提出了对应的规范制度、法律规定,高性能船舶设计制造理应按照要求进行。
目前,对高性能船舶安全性的要求主要体现在:1)不能对人或物造成过度威胁,例如船舶耐波性必须达标,否则遭遇风浪时可能翻船,风险极高;2)不能对环境造成污染威胁,即船舶行驶过程中可能会产出污染物质,这对海洋、大气环境都有害,对于周边生物而言也是一种安全隐患,因此要注意控制污染。
同时,随着高性能船舶的不断使用,会出现损伤、破坏,或者存在部件老化、故障等问题,这些问题会从多个角度导致高性能船舶安全性降低,因此还要求高性能船舶具有良好的可靠性,即高性能船舶的使用寿命要符合标准,便于按规维护,或开展报废处理工作,帮助规避相关风险,这也是高性能船舶设计制造必须满足的基本要求之一。
1.2先进性在高性能船舶设计中,基础要求便是需要保证设计内容的先进性,具体体现在以下方面:1)性能多样化。
浅析我国船舶焊接技术的运用与发展
浅析我国船舶焊接技术的运用与发展摘要:船舶焊接技术是现代化造船模式中最为重要的一种技术,先进的船舶焊接技术,在加强船舶建造工作效率、提升船舶建造质量以及减少建造成本费用等方面有着极为重要的作用,同样还是船舶建造厂家提高经济收益的重要渠道。
本文就我国船舶焊接技术的运用与发展进行深入地探讨。
关键词:船舶焊接技术;运用;发展1 引言船舶焊接的工艺、设备以及材料等对于船舶建造的效果有着决定性的影响。
当前全球各大主要造船公司在二十世纪九十年代中期已经完成了船舶焊接技术的现代化改革,并给以此为基石开始了全新的焊接技术创新工作。
投资目标大都聚集于高新技术层面,投资力度不断增大,大多运用全新的造船焊接工艺步骤、柔性较强的自动化焊接系统与较为先进的焊接机器人技术,以确保自身能够在全球化竞争中处于优势地位。
2 船舶焊接技术的运用现状2.1 新船舶焊接工艺的运用与推广我们国家船舶焊接工艺的发展速度较为缓慢,主要有气体保护焊、焊条电弧焊以及埋弧焊等方式,其间焊条电弧焊是最为常见的,焊接生产效率非常之低。
当前大都运用自动化平角焊接、垂直气电焊接与逆变焊机以及整流弧焊机等设备。
国内最为主要的几家船舶建造公司均在努力引入国外较为先进的分段平面装焊流水线,运用单面焊双面成形工艺与拼板工位多丝埋弧自动焊,并且,对于船体平面分段结构的装焊运用了自动化又或是半自动气体保护角焊技术,同样运用了全自动又或是半自动的平面焊接船体分段架构气体保护角焊技术,在较大程度上加强了焊接效率。
2.2 焊接材料更加优质化伴随船舶焊接工艺的不断发展,更加趋向于全球化的发展方向,焊接材料同样在不断快速更新。
现阶段,在船舶建造环节,大多运用的是电极CO2气体保护焊丝与埋弧焊焊接材料等其它的焊接材料。
其间,处于建造环节的船体,一般性的高效铁粉电极与手动重力焊接杆的电极。
主要有药芯焊丝与实芯焊丝两种不同的形式,C02气体保护电弧焊接制造工艺的目标,大都可以划分为普通药芯焊丝、垂直通量芯线以及金属芯药芯焊丝气体保护焊。
基于萤火虫算法的随机工时下船舶维修工期优化

本文网址:/cn/article/doi/10.19693/j.issn.1673-3185.03085期刊网址:引用格式:陈志敏, 夏源, 王鹏, 等. 基于萤火虫算法的随机工时下船舶维修工期优化[J]. 中国舰船研究, 2023, 18(6):128–133.CHEN Z M, XIA Y, WANG P, et al. Improved firefly algorithm for the stochastic duration optimization of the ship main-tenance[J]. Chinese Journal of Ship Research, 2023, 18(6): 128–133.基于萤火虫算法的随机工时下船舶维修工期优化扫码阅读全文陈志敏1,夏源1,王鹏2,王正湖3,张利平*41 中国舰船研究设计中心,湖北 武汉 4300642 中国人民解放军 91184部队,山东 青岛 2660003 大连船舶重工集团有限公司,辽宁 大连 1160054 武汉科技大学,湖北 武汉 430081摘 要:[目的]针对船舶维修牵连工程复杂、空间干涉多、任务工时不确定等特性,提出一种解决随机工时下船舶维修工期优化的模型和算法。
[方法]基于情景理念设计维修工程的期望工期指标,构建该问题的数学模型;基于并行调度模式解码,提出一种改进萤火虫算法求解该模型;采用工程案例测试集和某船舶坞内维修工程实例,验证所提模型和算法的性能。
[结果]某船舶坞内维修工程实例优化结果表明,其工期估值为89.6 d ,置信度95.6%,与原方法工期相比减少13.4 d ,可缩短13.1%的工期。
[结论]改进的萤火虫算法可有效优化船舶维修工程的工期,为不确定条件下的船舶维修进度计划制定提供依据。
关键词:维修进度计划;项目调度;随机调度;情景;萤火虫算法中图分类号: U673.2文献标志码: ADOI :10.19693/j.issn.1673-3185.03085Improved firefly algorithm for the stochastic duration optimization ofthe ship maintenanceCHEN Zhimin 1, XIA Yuan 1, WANG Peng 2, WANG Zhenghu 3, ZHANG Liping *41 China Ship Development and Design Center, Wuhan 430064, China2 The 91184 Unit of PLA, Qingdao 266000, China3 Dalian Shipbuilding Industry Co., Ltd., Dalian 116005, China4 Wuhan University of Science and Technology, Wuhan 430081, ChinaAbstract : [Objective ]Ship maintenance projects have such characteristics as complex implicated tasks,space interference and uncertain task durations. A mathematical model and optimization algorithm are pro-posed to solve the stochastic duration optimization problem of ship maintenance. [Methods ]According to the scenario concept, this paper designs the expected duration as an objective function and constructs a math-ematical model, then proposes an improved firefly algorithm to solve the problem. Finally, a group of bench-mark projects and one dock maintenance engineering project are carried out to test the validity of the proposed method. [Results ]The results show that the proposed method has the best performance in solving the prob-lem. The optimized dock maintenance engineering project has 89.6 days of the expected duration and a 95.6%confidence level. Compared with the original method, the expected duration is reduced by 13.4 days and 13.1%. [Conclusion ]This method can provide a basis for planning the schedules of ship maintenance projects.Key words : maintenance schedule ;project scheduling ;stochastic scheduling ;scenario ;improved firefly algorithm收稿日期: 2022–09–14 修回日期: 2023–02–24 网络首发时间: 2023–04–17 10:35基金项目: 国家自然科学基金资助项目(51875420)作者简介: 陈志敏,男,1982年生,博士,高级工程师张利平,女,1983年生,博士,教授。
船舶焊接技术的进展及对再发展的建议
第一,要求以 区 域 模 块 化 建 造 技 术 为 指 引,在以往 焊 接工艺 流 程 的 基 础 上 ,凭 借 焊工人 数 和 半自动 化 焊 接 机 械 设 备 的 优 势,设 计出更 为高 效 的 施工模式,不断优化 生产流 程,将资 源 进 行 合 理化 配 置,以 建 立一 条 全 新 的焊接生产线。
该 技 术 通常借助由 激 光 所产生 的热量实现 焊接,在技 术应用时,运 用激 光 辐 射作用可以 为工件表面 提 供 热 量 ,一旦 热 量 向 代 加 工 部 位 发 生 扩 散 ,就可以借 助 激 光 脉 冲 能 量 及宽度等多种参数实现对相应熔池 的 合 理 化 控 制,以 实 现 焊 接 作 业 的 初 衷 。该 技 术 相比于 传 统 技 术 具 有 更高的生 产 效率,已经在电子业、汽 车业 及 制 造 业 等 多 个 领 域 之中 得 到 了广泛应用。 2.3搅拌摩擦焊接技术
船 舶 焊 接 技 术 通常包含分段合 拢、平面分段 制作、数 控切割下料及 曲面 分 段 制 作 等 多 种 形 式 ,科 学 技 术 的 持 续 发 展 在一定 程 度 上 推 动了 焊 接 技 术 产业链 的发 展,让 我 国的 金 属切割 行业 及钢 铁 行业都实现了跨 越 式 发 展 。在 相 关工作人 员的 积 极 努 力之下,我国的焊接 技 术实现了大跨 越,借助持续的规划及整 体布局,为 新型钢板焊接技术在节能环保领域 中 的 发 展 作 出了 积 极 贡 献 。综 上 所 述,在 进 行 船 舶 制 造 时必 须 充 分 关注 船 舶 焊 接 技 术 ,并将 其 视 为 促 进 造 船质量提升的重要依据。
机 的 使 用上已 经 达 到了世界 领 先 水 平,但 是在 对于自动 焊 机在专机 及 流 水 线 上 的应 用仍 然 有待发 展,也 为 我 们 带 来了发 展 的 全 新思 路。在自动 化 船 用焊 接 切 割 设 备方 面,我 国目前 过 度依 赖 于 进口,导 致以 总 装 化 为 发 展 目标的造船企业逐渐陷于两难处境, 不仅 逐 渐丧 失了研发 先 进设 备 的精 力和 水平,也 缺 乏 足够 的 购 买 先 进 设 备 的 资 金,导 致 企 业 的发 展 受 阻 。为 此 ,要 求 相 关 企 业 积 极 探 索,与 高 校 及研 究 机 构 进 行 深 度合 作,走 好 产 学 结合之路。
管子自动加工生产线及其在船舶管系制造中应用研究
管子自动加工生产线及其在船舶管系制造中应用研究发布时间:2023-06-07T06:53:09.143Z 来源:《科技新时代》2023年5期作者:姚梁勤[导读] 近年来,水上经济呈现直接上升趋势,船舶应用范围不断拓展,给船舶控制性能提出更高要求。
江苏大洋海洋装备有限公司 225400【摘要】:随着社会经济不断发展,我国政府部门愈发提高对船舶行业的重视程度,针对船舶行业发展情况提出各种相关政策,促进船舶行业实现可持续发展。
而管系制造作为船舶建设中的重要环节,其制造技术决定着船舶企业未来发展方向,一旦该环节出现问题,很容易影响到船舶行业经济效益。
基于此,本文以管子自动加工生产线为例,分析管子自动加工生产线组成,采用集成运行控制方法提高加工生产效率,促进其向自动化方向发展,提高船舶企业经济效益。
【关键词】:管子自动加工生产线;船舶行业;管系制造;应用一、前言近年来,水上经济呈现直接上升趋势,船舶应用范围不断拓展,给船舶控制性能提出更高要求。
而管系作为船舶运行的重要环节,其管系质量和船舶运行效率有直接联系,一旦该环节存在问题,很容易给整个船舶运行造成严重影响。
因此,相关部门要提高对管系制造环节的重视程度,创新管系制造方法,合理应用各种先进信息技术,促进管子加工向自动化方向发展。
但从目前管系制造情况来看,由于受到各种外在因素影响,我国造船业管系一直采用传统生产模式,根据工种要求的设备合理划分操作人员和场地,加工环节自成一体,机械设备过于简单,注重利用人工手段进行控制,无形中提高生产管理的复杂程度,延长制造周期,给质量控制造成严重影响,影响到造船生产效率。
基于此,本文以管子自动加工生产线为例,采用集成运行控制方法提高加工生产效率[1]。
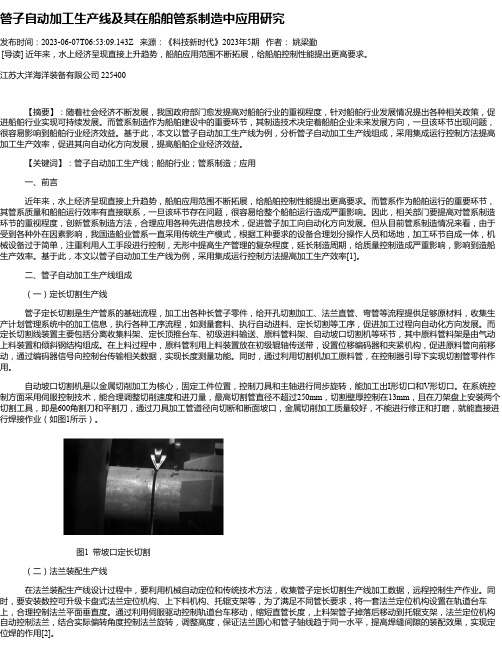
二、管子自动加工生产线组成(一)定长切割生产线管子定长切割是生产管系的基础流程,加工出各种长管子零件,给开孔切割加工、法兰直管、弯管等流程提供足够原材料,收集生产计划管理系统中的加工信息,执行各种工序流程,如测量套料、执行自动进料、定长切割等工序,促进加工过程向自动化方向发展。
船舶管工工种技术案例

船舶管工工种技术案例
“来准备点焊”点焊。
2018年1月2日,是新年的首个工作日,在山东半岛一船厂重工企业里,傍晚6点多钟,在管线预制车间里,本已到了下班点的管线预制班组依旧在坚守着自已岗位,从管口的切割找水平到焊接,全程不足3分钟。
焊师傅在组对天然气管线焊口。
刺眼的弧光让人不敢直视,距离弧光最近的就属这位管工师傅了,最近距离不足10CM,师傅说:刚开始做这项工作时,脸庞上的脸皮三天烤爆一次,现场烤习惯了,也就适应了,最容易受伤的就是眼睛了,有时配合不好,在电焊起弧瞬间,很容易被电焊“打眼”,半夜疼的
眼泪哗哗流,没有好办法只能用冷水敷。
基于最短路径快速算法的船舶管路自动敷设方法

基于最短路径快速算法的船舶管路自动敷设方法
董宗然;林焰
【期刊名称】《计算机集成制造系统》
【年(卷),期】2014(020)012
【摘要】为解决船舶管路布置依靠专家经验且效率较低的问题,提出一种基于最短路径快速算法的船舶管路自动敷设方法.在该求解方法中,首先对布置空间进行网格化处理,根据管路布置的约束对网格状态进行设置,再将传统的最短路径快速算法扩展到三维网格空间,并将网格能量值引入距离松弛函数,将可以通过网格能量描述的布置约束考虑其中.在此基础上给出单管路和带分支管路的敷设方法,并针对船舶管路对弯头数目、成束敷设、折弯长度、支架设置和接口方向等约束的要求,给出基于最短路径快速算法的处理方法.通过两个布置实例验证了方法的有效性.
【总页数】11页(P2962-2972)
【作者】董宗然;林焰
【作者单位】大连理工大学电子信息与电气工程学部,辽宁大连116024;大连理工大学船舶CAD工程中心,辽宁大连116024
【正文语种】中文
【中图分类】TP399
【相关文献】
1.一种基于改进快速搜索随机树算法的管路自动布局方法 [J], 徐联杰;刘检华;何永熹;吴宏超;刘佳顺;
2.一种基于改进快速搜索随机树算法的管路自动布局方法 [J], 徐联杰;刘检华;何永熹;吴宏超;刘佳顺
3.基于改进A*算法的管路自动敷设研究 [J], 陈岩;李涛;印明昂
4.基于改进A^*算法的管路自动敷设研究 [J], 陈岩; 李涛; 印明昂
5.机电产品管路自动敷设的粒子群算法 [J], 付宜利;封海波;孙建勋;李荣;马玉林因版权原因,仅展示原文概要,查看原文内容请购买。
船舶焊接技术的现状及发展

船舶焊接技术的现状及发展0引言船舶焊接技术是现代造船模式中的关键技术之一。
先进的船舶高效焊接技术,在提高船舶建造效率,降低船舶建造成本,提高船舶建造质量等方面具有重要的作用,也是企业提高经济效益的有效途径。
先进的船舶高效焊接技术涉及到船舶制造中的工艺设计、计算机数控下料、小合拢、中合拢、大合拢、平面分段、曲面分段、平直立体分段、管线法兰焊接、型材部件装焊等工序和工位的焊接工程。
同时也会牵动与之相关的焊接产业链,如焊接材料、焊接设备和专用工装、焊接辅器具、金属的加工、焊接接头设计、焊接接头性能与质量控制、焊接标准与规范等。
1船舶焊接材料的现状及发展我国船舶建造焊接材料基本实现了国产化,然而仍有部分焊接材料依赖进口,如船厂大型平面分段流水线上的多丝埋弧焊焊丝和焊剂,气电垂直自动焊工艺上的药芯焊丝,双丝MAG焊的焊丝以及建造特种船舶如LNG、LPG船、化学品船等所用的焊接材料。
高效焊材在船舶建造中发挥极其重要的作用,因此引起了世界各国的重视,不断研究开发出新的高效焊接材料。
进入新世纪,根据我国造船工业发展的需要,高效焊接材料会有更大的发展空间。
从发展的方向来看,可有以下几方面值得重视。
1.1手工电焊条向下立焊焊条:与立向上焊相比,效率提高1~2倍。
铁粉焊条:熔敷效率可提高130%~240%,生产效率提高50%以上。
重力焊条:采用高效铁粉焊条(一般直径为Φ5~Φ8mm,长度为550、700、900mm)。
生产效率是常规手工焊的6倍。
1.2气保护实芯焊丝我国气保护实芯焊丝的品种太少(E49-1、E50-6),今后应大力扩大品种,同时也应进一步改进实芯焊丝的工艺性能,降低飞溅,成型美观。
如研制开发的活性实芯焊丝,表面活化处理,并具备防锈、润滑功能等。
1.3气保护药芯焊丝从发展的趋势来看,药芯焊丝将是21世纪船舶企业的主要焊材,目前应用率已达到60%以上。
其特点为焊道成型美观、电弧稳定、焊接飞溅小、全位置焊接工艺性能良好、焊接熔敷速度快、生产效率高等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 2 BP 神经网络结构图
图 3 抽样调查观测路线和观测点
(3)数据整理 现场收集 886 组数据,整理得作业比率如 表 2 所示。碳钢区工人焊接的比率为 0.393,不 锈钢区工人焊接的比率为 0.378。
3.2 计算托盘总工时
某托盘为碳钢管子托盘, 含有 180 根管段, 现场测得其焊接总时间为 476640 s。
・12・
设2 工作抽样数据统计
工人状态 搬运 辅佐作业 焊接 辅助 寻找 休息 等待 离开 工作比率 k 碳钢区 不锈钢区 0.023 0.018 0.334 0.352 0.393 0.378 0.001 0.002 0.006 0.008 0.076 0.068 0.004 0.002 0.163 0.170
参考文献:
[1]刘滨,蒋祖华 . 船舶装配作业工时智能估算技术 [J]. 上海交通 大学学报,2005(12):1979-1983. [2]易树平, 郭伏 . 基础工业工程[M]. 北京: 机械工业出版社, 2005. [3]Nitta Izumi. Method and Apparatus for Estimating Man-hours[P]. Janan: JP2007211760,2007-8. [4]李淑娟,李言 . 基于神经网络的加工时间定额确定方法 [J]. 机 械科学与技术,2000(3):266-268. [5]刘希玉,刘弘 . 人工神经网络与微粒群优化[M]. 北京:北京邮 电大学出版社,2008.
工时定额是指在正常生产条件下,以正确 合理的操作方法,完成一项作业任务或加工完 一件合格产品所必需消耗的劳动时间 。由于 船舶制造中各管段结构的复杂性,目前国内船 厂并没有制定船舶管子焊接的标准作业程序, 工人操作多凭自身经验,随意性较大。这种情 况下,采用常规的工时定额制定方法制定管子 焊接工时相当困难。本文针对船舶管子结构复 杂,品种多样等问题,通过分析某船舶企业管 子焊接的特征现状,将统计分析法和神经网络 ———————————————
(1)确定观察次数 本文取可靠度为 98%,确定观察次数公式
表 1 BP 神经网络预测结果
管子材料 PM 管子直径 PD/mm 管子壁厚 PW/mm 支管直径 BD/mm 支管壁厚 BW/mm 夹角 β/° 预测时间 /s 实际时间 /s 140 6 27 4 90 269.6 280 114 6 60 5 45 1173.3 1199 碳钢管 114 6 27 4 90 268.9 256 114 8 114 8 90 2755.6 2718 114 8 60 6.5 90 1109.8 1115 140 4 27 2 90 641.2 650 146 8 42 2.5 90 1177.8 1189 不锈钢管 180 10 60 2.5 30 1779.1 1785 60 6.5 27 2 90 613.2 600 140 4 60 2 90 1386.1 1397
[1]
算法相结合,建立基于托盘的船舶管子焊 接工时计算模型,并证明该方法的有效性。
1 基本思路
设工人完工的总工时为 TT,其中工人的基 本时间 WT,基本时间所占比率为 k ,有 k = WT/TT。对 k 采用工作抽样[2]方法求解。设工作 抽样的总观察次数为 N,其中工人正在加工的
收稿日期:2012-11-13 基金项目:重庆市科技攻关计划项目(2011GGC027) 作者简介:林莹(1988-),女,山东东营人,硕士研究生,主要研究方向为基础工业工程。
4 结论
本文通过分析船舶管子加工的特殊性,发 现常规工时定额的方法难以在该类产品加工中 实现,故提出利用管子焊接基本时间除以其占 总时间的比率计算托盘管子焊接工时的方法。 分析管子焊接的工艺特性,将管子连接方式分 为端面接、对接、接支管、套接 4 类,并找出 影响各类连接方式焊接时间的因素。在此基础 上,提出将统计分析法和人工神经网络法结合 起来计算船舶管子托盘工时,经过验证达到了 预期的要求。
3 结论
将熵权法的基本原理运用于核电数控轮槽 铣床可靠性综合评价中,可以看出平均首次故 障间隔时间、平均故障间隔时间和当量故障率 三个指标对核电数控轮槽铣床可靠性的重要程 度。通过计算分析,比较国内外两种核电数控 轮槽铣床的可靠性水平,得出熵权法是一种切 实可行的轮槽铣床可靠性分析方法,对核电轮 槽铣床可靠性评估工作提供很好的参考价值。
2 船舶管子焊接工时预测
利用工作比率与零件加工基本时间结合计 算工时的方法主要用于产品结构复杂、品种多 样的企业。本节详述该方法在船舶管子焊接工 时定额计算中的应用。具体流程如图 1 所示。
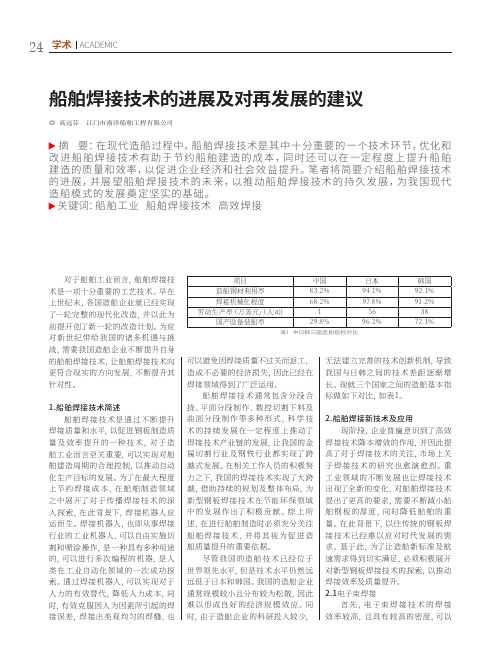
2.2 基于神经网络的各连接方式时间模型求解
神经网络是由大量神经元通过完善的连接 而构成自适应非线性动态系统。它所描述的知 识以神经元之间相互联接方式表示,每个输入
・11・
0.001。模型的训练在 Matlab 中实现。选择 10 个具有代表性管段支管的焊接进行对比,对比 结果如表 1 所示。
经过多次试抽样,绘制出如图 3 所示的观 测路径图。其中×表示观测工人的位置,带箭 头的线表示巡回观测路线。
3 实例验证
现以重庆某船舶企业为背景验证本文方法 的准确性。
3.1 工作抽样确定工作比率
以托盘内一个具有代表性的管段为例,主 管材料为碳钢,规格为 48×4,管段属性如下: (1) 端面接。 个数为 3, 法兰规格为 10040 GB 2506-89。 (2)对接。个数为 2。 ( 3)接支管。个数为 1,支管属性为 48 ×4,夹角为 90°。 (4)套接。个数为 0。 首先计算每种连接方式的焊接基本时间, 端面接焊接时间 TPE= 360.6 s,对接焊接时间 TJ=338.5 s,接支管焊接时间 TPB=564.8 s,所 以 TP=3×360.6+2×338.5+564.8=2328.6 s。 托盘由 180 根管段组成,累计求和得到基 本时间 TTE=194718 s(54.08 h),因此总工时 TTR=495465.7 s(137.6 h),预测误差为 6.8%。 (上接第 8 页)
・10・
设计与研究
机械
2013 年第 4 期 总第 40 卷
观察次数为 n,则 k=n/N,即 k=n/N=WT/TT, 有:TT=WT·N/n。对于 t 件加工时间不同的产 品组成的产品集,估算出每件产品的基本作业 时间,便可算出该批次的加工总工时。
(2)对接。对接的焊接基本时间只受到管 子材料、直径、壁厚的影响。设其焊接时间为 TPJ,则:TPJ=f2(PM,PD,PW)。 (3)接支管。焊接支管时间与主管属性、 支管属性(支管直径+支管壁厚)和连接角度 有关。设支管直径为 BD、支管壁厚为 BW、连 接角度为 β,焊接支管时间为 TPB,则:TPB= f3(PM,PD,PW,BD,BW,β)。 (4)套接。焊接套管一端的时间主要与连 接套管的管子材料、管子直径,套管直径、套 管 壁 厚 有 关 。 设 时 间 为 TPC , 则 : TPC = 当套筒在管子一端时时间为 f4(PM,PD,CD,CW)。 T,当套筒在管子中间时时间为 2T。
E
2 [5] 1 p Oj Dj 2 j 1
以管子连接方式为样本库,采用神经网络 模型训练不同连接方式下焊接一个焊缝的基本 时间。然后根据新托盘及管段的信息,预测托 盘管段焊接的基本时间。最后结合工作抽样得 出的工作比率,计算管子焊接工时。
2.1 焊缝的焊接基本时间确定
根据管子焊接工艺要求及连接关系知焊缝 的连接方式分为:端面接、对接、接支管、套 接。假设在一段很长时期内,某船舶企业管子 车间的焊接材料和设备均不更新、工人平均水 平一定,那么在这段时期内影响管子焊接基本 时间的主要因素为:管子材料( PM )、直径 (PD)、壁厚(PW)、管子连接方式(IP)。 (1)端面接。端面接的焊接基本时间除与 连接法兰管子的主属性有关外,还与法兰内径 (FD)有关,设端面接焊接时间为 TPE,则: TPE=f1(PM,PD,PW,FD)。
式中:j 为输入数据不同组数;p 为总组数;Oj -Dj 为真实输出值与计算输出值之差。 (2)样本训练及预测 选取样本容量 30,训练次数 2 万次。学习 系数 η = 0.7 ,动量因子 α = 0.8 ,训练精度为
机械
2013 年第 4 期 总第 40 卷
设计与研究 为:N=4P(1-P)/E2 (2)现场调研
图 1 基于托盘的管子焊接工时计算流程
对神经元的重要性以权值存储,信息处理是通 过它的动态变化状态对外部输入做出响应,网 络的学习和识别取决于各个神经元联接权值的 动态演化过程[3]。BP 神经网络具有良好的非线 性逼近能力 [4],目前已大量应用于很多复杂的 问题,并已用于工时的测定中。 (1)模型网络结构 以接支管为例说明求解方法。以公式 TPB = f3(PM,PD,PW,BD,BW,β)为目标函数,建立三 层神经网络模型,如图 2 所示,输入为 经实验隐含 PM,PD,PW,BD,BW,β), 输出为 TPB, 层确定为 8 个节点。激活函数为 Sigmoid 函数, 误差函数为:
机械
2013 年第 4 期 总第 40 卷
设计与研究
・9・
基于托盘的船舶管子焊接工时 预测方法研究
林莹,谢标
(重庆大学 机械工程学院,重庆 400044) 摘要:船舶管子的内场制作是以托盘为单位,每个托盘内管子数量不同,加之管子本身结构的复杂性, 导致整个托盘焊接工时难以确定。论文提出利用管子焊接基本时间除以其占总时间的比率计算托盘管子 焊接工时的方法。基于车间现状将统计分析法与神经网络法结合,运用工作抽样测量焊接的工作比率, 运用神经网络算法预测管子焊接的基本时间,进而预测以托盘为单位的管子焊接工时。 关键词:管子;焊接;工时预测;神经网络 中图分类号:F254 文献标识码:A 文章编号:1006-0316 (2013) 04-0009-04
Tray-based ship pipe welding time prediction method LIN Ying,XIE Biao