松下 DP-15201820P1820E故障代码错误代
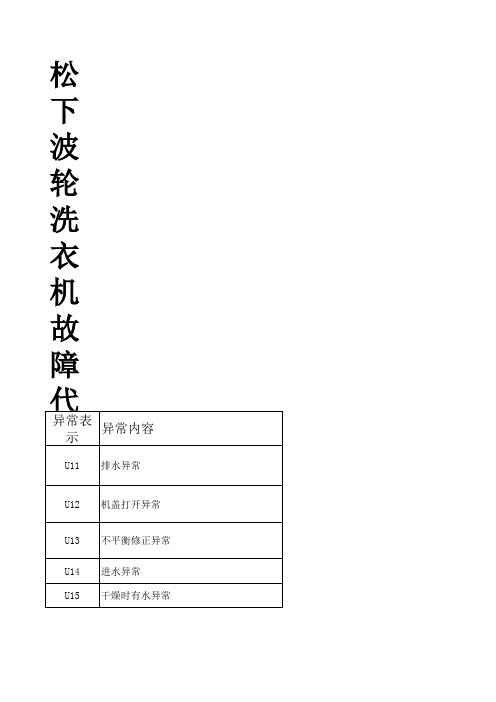
松下洗衣机故障代码表
3必要时更换电脑板。
1交换吸气热敏电阻TH1确认接线接触是否不良? 2交换负荷侧的程控器。
按按下[电源关]的按钮
1确认接线头部是否接触不良。
2交换冷却热敏电阻TH2。
按按下[电源关]的按钮
3交换负荷侧的程控器。
1检查进水阀或更换进水阀。
2检查电脑程控器。 3进水阀输入电压?
按电源开关“关”,修理。
4操作排水马达牵引器排水。
2水位传感器的交换。
3程控器的交换。
*机盖开着的时候 。要把机盖关上。
*机盖关着的时候。机盖B 的变形或是机盖锁开 请关上机盖。
关的故障、机盖或机盖锁开关的交换。
*要确认一下洗涤物。 床单等大东西洗的时候;
一件运动衫等厚的衣物的时候要追加1-2条湿的浴 巾
机盖的开关
*商品有没有倾斜、不稳。在进行水平的放置。
按按下[电源关]的按钮
1电机和运转传感持线是否有异常? 2更换离合电机组件,必要时更换电脑板。
按电源开关“关”,修理。
检查输入电压是否过高
自动关闭保护。
检查输入电压是否过低。
按电源开关“关”等电压正 常使用。
1切换电源再内部短路更换离合电机。
1切换电源再检查。
H67 加热器2驱动回路异常
松下滚筒洗衣机故障代码表
U11 排水的异常 U12 开机盖的异常 U13 不平衡的异常
U14 给水的异常
U18 排水过滤器末设置好 H01 水位(压力)感应器的异常 H04 电源开关继电器短路的异常 H05 到芯片存储器通路的异常 H07 旋转感应器的异常 H09 通信线断线的异常 H17 温水热敏电阻异常 H18 马达热保护器TH5开路或短路 H21 溢水的异常 H23 加热器3驱动回路的异常
松下 DP-1520P1820P1820E 故障代码错误代码

J73 1. 扫描开始之后,排纸传感器在预先指定的时间内持续检测到纸张。
2. 读点传感器停用之后,排纸传感器在预先指定的时间内持续检测到纸张。
J76 扫描开始之后,双面排纸传感器在预先指定的时间内没有检测到纸张。
J78 双面扫描之后,双面排纸传感器在预先指定的时间内持续检测到纸张。
J22 初始化时,第二纸张路径传感器检测到纸张。B、D2
J23 初始化时,第三纸张路径传感器检测到纸张。D2、D3
J24 初始化时,第四纸张路径传感器检测到纸张。D3、D4
J30 传感器启动后,对位传感器在预先指定的时间内不停止。(旁路送纸盘)B
J31 传感器启动后,对位传感器在预先指定的时间内不停止。(旁路送纸盘之外的进纸单元)
5. PS 不良。
6. SPC PCB 不良。
E1-31 扫描灯
(没有开启)
1. INV PCB 连接器未连接。
2. INV PCB 不良。
3. 扫描灯不良。
4. SPC PCB 连接器未连接。
5. PS 不良。
E2:
提升直流电机错误
代码功能可能原因
E2- 01 提升电机旋转(第一纸盒)
U14 更换废碳粉箱
1. 废碳粉箱已满。
(参见第3.5.3. 节)
U15 无废碳粉箱
1. 废碳粉箱未安装。
2. 废碳粉箱传感器未连接。
3. 废碳粉箱传感器不良。
U16 无显影单元
1. 显影单元未安装。
U18 到达总复印限制
1. 部门复印计数器已满。
U20 关闭 ADF 盖板
1. ADF 盖板打开。
松下伺服发生故障报警代码一览及对策
升,以及再生放电电阻的能量吸
电机,驱动器容量,放缓减
收不足导致异常检测值上升。
速时间,降低电机的转速,
再生过载
外附再生放电电阻。
18
0
保护
(2)电机转速过咼,无法在规定减
(2)检查运转模式(速度监视 器)。检查冉生放电电阻负载 率及过再生警报显示,提高
速时间内完全吸收再生能量。
(3)检查电机电缆的U, V ,
(3)电机电缆接地。
W与电机接地线之间的绝缘 电阻。绝缘不良时请更换新 电机。
14
0
过电流保
⑷检查电机的各条电缆间的
护
(4)电机烧毁。
电阻是否平衡,如不平衡,
则需更换电机。
(5)检查电机连接部U, V ,
(5)电机电缆接触不良。
W的连接器插头是否脱落, 如果松动,脱落,则应紧固。
电机,驱动器容量,延长减 速时间。降低电机转速。夕卜 置再生放电电阻。
⑶外附电阻动作极限被限制为
⑶设定Pr0.16(再生放电电
10%负载率。
阻外置选择)为2。
18
1
再生晶体
管异常保
伺服驱动器的再生驱动用晶体 管故障。
更换驱动器。
护
21
0
编码器通 讯断线异 常保护
编码器和驱动器的通信,在达到 一定次数后中断,激活断线检测 功能。
接线图所示正确连接编码器 线路。
纠正连接器插头的错误连 线。
21
1
编码器通 信异常保 护
主要因噪音引起的数据异常。虽 与编码器连接,但通信数据异 常。
确保编码器电源电压为
DC5V±5%(4.75?5.25V)。尤 其在编码器线缆较长时需特 别注意。
DP-1520P 1820P 1820E操作手册
■ 本机带有以下使用说明书,如果需要操作员进行调节时,请使用相应的说明书。 <复印和网络扫描> 如需对复印和网络扫描功能进行调节,请使用本说明书内提供的信息。 例如:如何进行复印、添加纸张、更换碳粉瓶等。 随附 CD 中提供的信息用于说明如何使用网络打印机、网络扫描仪、编辑电话簿拨号功能、设备设定、网络状 态监视器和/或文件管理系统。
开始使用之前
● 控制面板键/指示灯名称
(参见第 22、23 页)
进行复印
● 进行复印的使用说明
(参见第 24-43 页)
功能
● 更改初始机器模式 ● 一般信息、复印机、打印机和扫描仪设定 (参见第 44-57 页) ● 功能组合表 (参见第 58 页)
附件
● 组件 ● ADF、i-ADF
(参见第 59 页) (参见第 25 页)
开始使用之前
控制面板 ............................................................................................................................22
进行复印
基本复印 ■ ■ ■ ■ 进行等倍复印(1:1) .......................................................................................... 24 原稿位置 .............................................................................................................. 24 根据预设倍率或可变缩放倍率进行复印 ............................................................. 24 使用 ADF/i-ADF(选购件) ............................................................................. 25
松下1820机器常见问题及问题维修排除方法

松下1820机器常见问题及问题维修排除方法松下DP1820复印机提示U25代码的维修方法摇晃碳粉瓶,碳粉堵塞在碳粉瓶或碳粉通道中。
松下DP1820复印机提示E3-10维修方法建议清洁充电组件,实在不行更换充电座及组件。
松下DP-1820复印机底灰/墨粉过多的维修方法维修方法1, 故障现象:安装过程中,在执行F8-09 (墨粉浓度自动调节)之前进行了复印工作的情况下,通常会产生墨粉过多现象;结果也可能造成机器内部污染。
2, 原因分析:在执行F8-09 之前,F6-21 (墨粉浓度传感器增益电压)的默认值为0 ,因此,如果在该条件下进行了复印时,墨粉将会被添加到显影仓中。
F6-21和26 的值必须在使用全新显影剂(载体)时执行F8-09 来决定。
(标准浓度)如果在执行F8-09 之前进行了复印工作,墨粉将被添加到显影仓中,此时,墨粉浓度比率将高于标准浓度。
3, 警告:在设置机器时,不要在安装过程中以及执行F8-09 之前进行任何的复印工作。
对策:4,更换一个新的显影剂并重新设置机器:(步骤)1) 在显影仓中均匀注入新的显影剂;2) 把处理单元插入机器中;3) 安装好废粉箱,此时无需安装墨粉瓶;(注意:与安装手册略有不同)4) 打开电源开关;5)执行F8-09 (墨粉浓度自动调节);(这一过程可能需要2 分钟左右的时间)6) 在F8-09 执行完成后,再安装墨粉瓶。
检查F6-21(TDC 增益电压)和F6-26 (TDC 增益电压微调)并将其数值记录在第一个纸盒内部的存储页上。
松下DP1820复印机提示加纸扳手灯亮1、检查纸盒传感器是否正常;2、检查升纸电机是否正常;3、检查升纸电机盒是否正常;4、进入维修模式做一下总清。
松下dp-1515/1520p/1820p/1820e资料松下1515P数码复印机和松下1520P参数是一样的载体搅拌方法如下:功能键+原稿尺寸键+3 进入维修模式F1、F8-09(碳粉浓度调整,注意不要装粉盒,调整完后再装粉盒)正常值应该在-20~0左右才对松下DP-1520P/1820P/1820E5 维修模式5.1. 维修模式( 复印机用)这些维修模式用于帮助技术人员检查复印机出现的异常情况,同时也是一种调整主要部件输入/输出的方法。
松下伺服发生故障报警代码一览及对策

松下伺服发生故障报警代码一览及对策Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】2011-07-11 17:4498 0(自诊断异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
99 0(其它异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
| |2011-07-11 17:43报警错误代码辅助码保护功能原因对策51 0光栅尺状态0异常保护光栅尺错误码(ALMC)的0位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 1光栅尺状态1异常保护光栅尺错误码(ALMC)的1位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 2光栅尺状态2异常保护光栅尺错误码(ALMC)的2位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 3光栅尺状态3异常保护光栅尺错误码(ALMC)的3位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
73 0(Vdc検出器异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
76 0(内置RAM异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
松下伺服发生故障报警代码一览及对策

3
波形生成异常
指令脉冲值急速变化。
改小加速度、减速度的设定。
28
0
脉冲再生界限保护
脉冲再生的输出频率数超过界限。
检查Pr0.11(电机每旋转1次的输出脉冲数),Pr5.03(脉冲输出分频分母)的设定值。
将检测置于无效时,请将Pr5.33(脉冲再生输出界限设定)置于0。
29
0
偏差计数溢出保护
按位置指令脉冲,检查电机是否转动。
在起动负载时,检查电机位置(编码器反馈值)的变化与负载位置(光栅尺反馈值)的变化为相同符号。
检查光栅尺分频分子(Pr3.24),分母(Pr3.25),光栅尺方向反转(Pr3.26)是否设定正确。
26
0
过速度保护
电机的转速超过Pr5.13(过速度等级设置)的设定值。
避免过大速度指令。
检查指令脉冲的输入频率及分频,递增比。
(1)电源电压低。发生瞬间停电。
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
(2)电源容量不足…受主电源接通时的冲击电流影响,导致电源电压下降。
(2)提高电源容量。
(3)缺相…应输入三相规格的驱动器实际以
单相电源运转。
(3)正确设定各相电源。
(4)驱动器故障(回路故障)
(2)提高电源容量。
(3)驱动器故障(回路故障)
(3)更换新的驱动器。
12
0
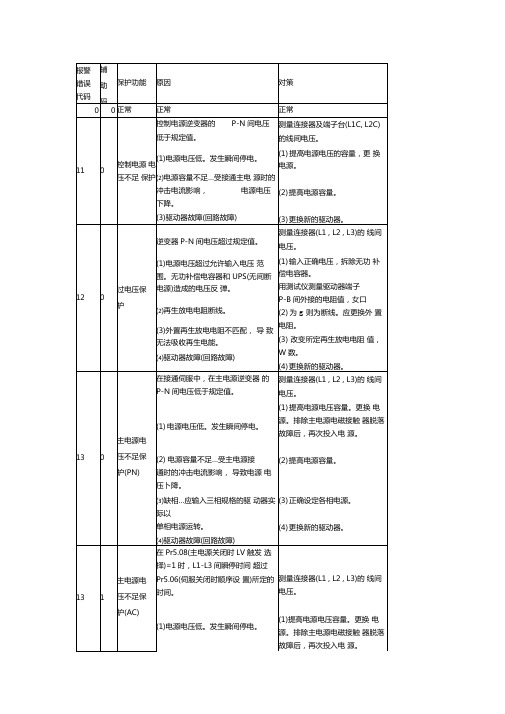
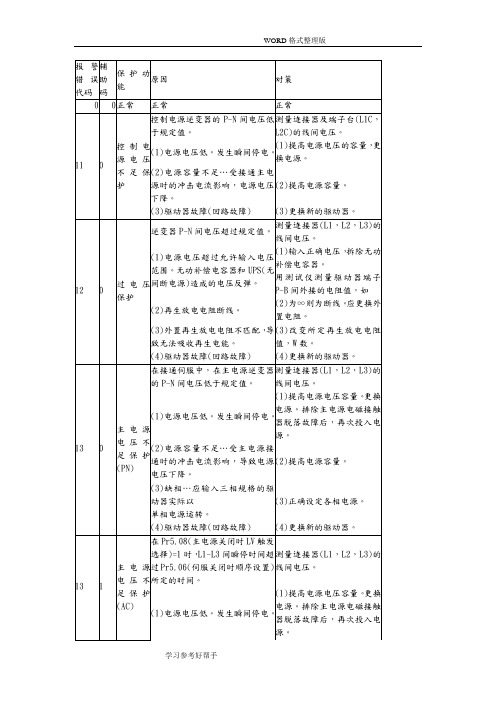
过电压保护
逆变器P-N间电压超过规定值。
测量连接器(L1,L2,L3)的线间电压。
(1)电源电压超过允许输入电压范围。无功补偿电容器和UPS(无间断电源)造成的电压反弹。
(1)输入正确电压,拆除无功补偿电容器。
松下1520
松下DP-1520P/1820P/1820E维修资料.B1. 要选择维修模式时依次按“功能”、“原稿尺寸”和“3”键即选择维修模式,然后 F1 将在显示屏中出现。
2. 要退出维修模式时同时按“功能”和“清除”键则使维修模式复位5.1.6. F7 模式:电子计数器将机器设置为维修模式并按数字键盘上的“7”键。
按“开始”键。
输入所需的代码编号或按“V”、“/\”箭头键。
如果您要选择另一个代码编号,用箭头键在菜单上滚动。
按“设定”键。
输入所需的功能代码编号,然后按“设定”键。
按“清除”键时,所选的代码输入将不被接受。
按“停止”键,然后同时按“功能”和“清除”键退出维修模式。
设置参数后重新启动机器以启用新的设置。
F7 模式编号项目备注01 键操作员ID 代码进入计数器模式的键操作员ID 代码。
02 总计数所有复印/打印的总计数。
03 定期维护计数定期维护计数。
04 扫描仪定期维护计数扫描仪读取的定期维护计数。
05 未使用06 OPC 感光鼓计数从OPC 感光鼓送入记录纸的定期维护计数。
07 显影单元计数从显影单元送入记录纸的定期维护计数。
08 ADF 定期维护计数从ADF 送入原稿的定期维护计数。
09 未使用10 显影载体计数从显影单元送入记录纸的定期维护计数。
11 旁路送纸盘计数从旁路送纸盘送入的纸张总计数。
12 第一纸盒计数从第一纸盒送入的纸张总计数。
13 第二纸盒计数从第二纸盒送入的纸张总计数。
14 第三纸盒计数从第三纸盒送入的纸张总计数。
15 第四纸盒计数从第四纸盒送入的纸张总计数。
16 双面计数双面打印总计数。
17 ADF 计数从ADF 送入的原稿总计数。
18 ADF 读取计数从ADF 扫描的原稿总计数。
19 扫描仪计数扫描操作的总计数。
20 扫描仪读取计数扫描仪读取的总计数。
21 复印打印计数打印的复印件总计数。
5.1.7. F8 模式:维修调整将机器设置为维修模式并按数字键盘上的“8”键。
松下伺服发生故障报警代码一览及对策

(7)电机与驱动器不匹配.
(7)检讨铭牌所示电机,驱动器型号(容量),改换匹配驱动器的电机.
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快.
(8)接通伺服100ms今后,再输入脉冲.
(9)动态制动器电路过热.
(9)请勿用伺服On/Off作为运转.停滞应用.高速运转时请设置动态制动器动作的停滞时光为3分钟阁下.
以PANATERM的波形图形画面检讨转矩(电流)波形是否产生振荡,是否高低晃悠过大.经由过程PANATERM检讨过载警报显示及负载率.
(1)负载过重,有用转矩超出额定转矩,长时光中断运转.
(1)加大驱动器,电机的容量.延伸加减速时光,降低负载.
(2)增益调剂不良导致振荡,振动.电机消失振动,平常声音.Pr0.04(惯量比)的设定值平常.
在起动负载时,检讨电机地位(编码器反馈值)的变更与负载地位(光栅尺反馈值)的变更为雷同符号.
检讨光栅尺频分子(Pr3.24),分母(Pr3.25),光栅尺偏向反转(Pr3.26)是否设定准确.
26
0
过速度呵护
电机的转速超出Pr5.13(过速度等级设置)的设定值.
防止过大速度指令.
检讨指令脉冲的输入频率及分频,递增比.
(6)改换驱动器.请勿经由过程接通,割断伺服进交运转,停滞操纵.
(7)电机与驱动器不匹配.
(7)检讨铭牌所示电机,驱动器型号(容量),改换匹配驱动器的电机.
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快.
(8)接通伺服100ms今后,再输入脉冲.
(9)动态制动器电路过热.
(9)请勿用伺服On/Off作为运转.停滞应用.高速运转时请设置动态制动器动作的停滞时光为3分钟阁下.
松下电机报警代码及处理方法
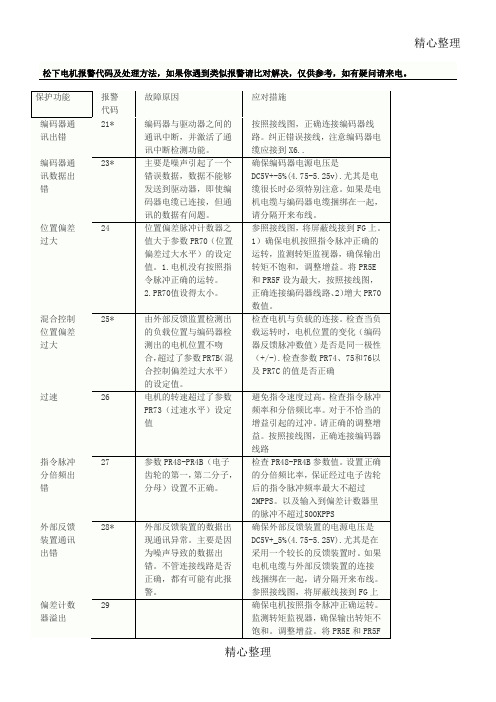
精心整理松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电。
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路。
纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23*主要是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题。
确保编码器电源电压是DC5V+-5%(4.75-5.25v).尤其是电缆很长时必须特别注意。
如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)的设定值。
1.电机没有按照指令脉冲正确的运转。
2.PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益。
将PR5E和PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)的设定值。
检查电机与负载的连接。
检查当负载运转时,电机位置的变化(编码器反馈脉冲数值)是否是同一极性(+/-).检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率和分倍频比率。
对于不恰当的增益引起的过冲。
请正确的调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B(电子齿轮的第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确的分倍频比率,保证经过电子齿轮后的指令脉冲频率最大不超过2MPPS。
以及输入到偏差计数器里的脉冲不超过500KPPS外部反馈装置通讯出错28*外部反馈装置的数据出现通讯异常。
松下伺服发生故障报警代码一览及对策

2011-07-11 17:44990 (其它异常) 控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
| |2011-07-11 17:43 报警错误代码 辅助码保护功能原因对策51 0 光栅尺状态0异常保护 光栅尺错误码(ALMC)的0位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 1 光栅尺状态1异常保护 光栅尺错误码(ALMC)的1位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 2 光栅尺状态2异常保护 光栅尺错误码(ALMC)的2位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 3 光栅尺状态3异常保护 光栅尺错误码(ALMC)的3位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 4 光栅尺状态4异常保护 光栅尺错误码(ALMC)的4位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 5 光栅尺状态5异常保护光栅尺错误码(ALMC)的5位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
76 1(内置ROM异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
77 0(栈存储空间异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
松下1820p代码
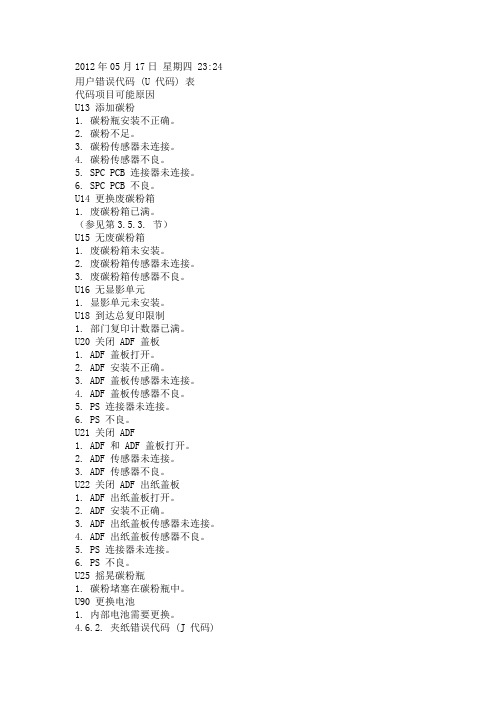
2012年05月17日星期四 23:24 用户错误代码 (U 代码) 表代码项目可能原因U13 添加碳粉1. 碳粉瓶安装不正确。
2. 碳粉不足。
3. 碳粉传感器未连接。
4. 碳粉传感器不良。
5. SPC PCB 连接器未连接。
6. SPC PCB 不良。
U14 更换废碳粉箱1. 废碳粉箱已满。
(参见第3.5.3. 节)U15 无废碳粉箱1. 废碳粉箱未安装。
2. 废碳粉箱传感器未连接。
3. 废碳粉箱传感器不良。
U16 无显影单元1. 显影单元未安装。
U18 到达总复印限制1. 部门复印计数器已满。
U20 关闭 ADF 盖板1. ADF 盖板打开。
2. ADF 安装不正确。
3. ADF 盖板传感器未连接。
4. ADF 盖板传感器不良。
5. PS 连接器未连接。
6. PS 不良。
U21 关闭 ADF1. ADF 和 ADF 盖板打开。
2. ADF 传感器未连接。
3. ADF 传感器不良。
U22 关闭 ADF 出纸盖板1. ADF 出纸盖板打开。
2. ADF 安装不正确。
3. ADF 出纸盖板传感器未连接。
4. ADF 出纸盖板传感器不良。
5. PS 连接器未连接。
6. PS 不良。
U25 摇晃碳粉瓶1. 碳粉堵塞在碳粉瓶中。
U90 更换电池1. 内部电池需要更换。
4.6.2. 夹纸错误代码 (J 代码). i-ADF 的夹纸传感器位置。
DP-1520P/1820P/1820E4.6.3. 机械错误代码 (E 代码) E1:光学单元错误代码功能可能原因E1-01 稿台玻璃扫描异常1. 原位传感器连接器未连接。
2. 原位传感器不良。
3. 扫描仪电机连接器未连接。
4. 扫描仪电机不良。
5. 扫描机构不良。
6. SPC PCB 连接器未连接。
7. SPC PCB 不良。
8. PS 不良。
E1-20 激光单元水平同步1. LSU 连接器未连接。
2. LSU 不良。
3. SPC PCB 连接器未连接。
4. SPC PCB 不良。
松下复印机维修代码
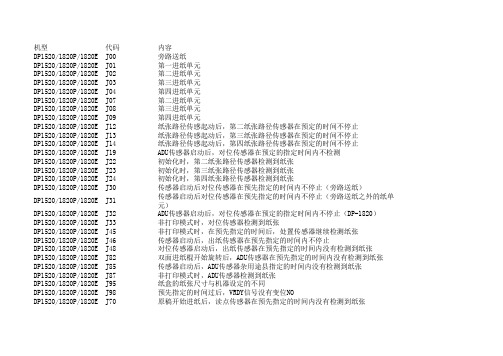
机型代码内容DP1520/1820P/1820E J00旁路送纸DP1520/1820P/1820E J01第一进纸单元DP1520/1820P/1820E J02第二进纸单元DP1520/1820P/1820E J03第三进纸单元DP1520/1820P/1820E J04第四进纸单元DP1520/1820P/1820E J07第二进纸单元DP1520/1820P/1820E J08第三进纸单元DP1520/1820P/1820E J09第四进纸单元DP1520/1820P/1820E J12纸张路径传感起动后,第二纸张路径传感器在预定的时间不停止DP1520/1820P/1820E J13纸张路径传感起动后,第三纸张路径传感器在预定的时间不停止DP1520/1820P/1820E J14纸张路径传感起动后,第四纸张路径传感器在预定的时间不停止DP1520/1820P/1820E J19ADU传感器启动后,对位传感器在预定的指定时间内不检测DP1520/1820P/1820E J22初始化时,第二纸张路径传感器检测到纸张DP1520/1820P/1820E J23初始化时,第三纸张路径传感器检测到纸张DP1520/1820P/1820E J24初始化时,第四纸张路径传感器检测到纸张DP1520/1820P/1820E J30传感器启动后对位传感器在预先指定的时间内不停止(旁路送纸)DP1520/1820P/1820E J31传感器启动后对位传感器在预先指定的时间内不停止(旁路送纸之外的纸单元)DP1520/1820P/1820E J32ADU传感器启动后,对位传感器在预定的指定时间内不停止(DP-1820)DP1520/1820P/1820E J33非打印模式时,对位传感器检测到纸张DP1520/1820P/1820E J45非打印模式时,在预先指定的时间后,处置传感器继续检测纸张DP1520/1820P/1820E J46传感器启动后,出纸传感器在预先指定的时间内不停止DP1520/1820P/1820E J48对位传感器启动后,出纸传感器在预先指定的时间内没有检测到纸张DP1520/1820P/1820E J82双面进纸棍开始旋转后,ADU传感器在预先指定的时间内没有检测到纸张DP1520/1820P/1820E J85传感器启动后,ADU传感器杂用途县指定的时间内没有检测到纸张DP1520/1820P/1820E J87非打印模式时,ADU传感器检测到纸张DP1520/1820P/1820E J95纸盒的纸张尺寸与机器设定的不同DP1520/1820P/1820E J98预先指定的时间过后,VRDY信号没有变位NODP1520/1820P/1820E J70原稿开始进纸后,读点传感器在预先指定的时间内没有检测到纸张DP1520/1820P/1820E J71扫描开始之后,读点传感器在预先指定的时间内持续检测到纸张DP1520/1820P/1820E J72读点传感器启动之后,排纸传感器在预先指定法的时间内没有检测到纸张DP1520/1820P/1820E J731.扫描开始之后,读点传感器在预先指定的时间内持续检测到纸张2.读点传感器听用之后,排纸传感器在预先指定的时间内持续检测到纸张DP1520/1820P/1820E J76扫描开始之后,双面排纸传感器在预先指定的时间内没有检测到纸张DP1520/1820P/1820E J78双面扫描之后,双面排纸传感器在预先指定的时间内持续检测到纸张DP1520/1820P/1820E J79读点传感器持续检测到ADF中有纸DP1520/1820P/1820E J92读点传感器在ADF中检测不到纸张DP1520/1820P/1820E J93ADF中遗留有纸张DP1520/1820P/1820E J94ADF在预先指定的时间之后没有关闭。
松下DP-1520P1820P1820E维修代码共10页
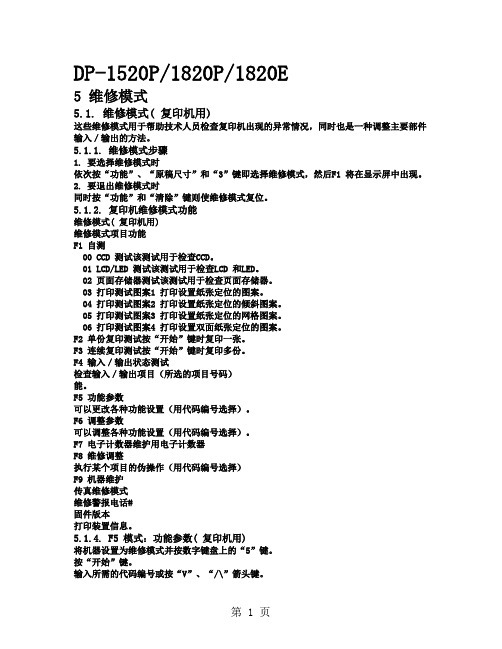
DP-1520P/1820P/1820E5 维修模式5.1. 维修模式( 复印机用)这些维修模式用于帮助技术人员检查复印机出现的异常情况,同时也是一种调整主要部件输入/输出的方法。
5.1.1. 维修模式步骤1. 要选择维修模式时依次按“功能”、“原稿尺寸”和“3”键即选择维修模式,然后F1 将在显示屏中出现。
2. 要退出维修模式时同时按“功能”和“清除”键则使维修模式复位。
5.1.2. 复印机维修模式功能维修模式( 复印机用)维修模式项目功能F1 自测00 CCD 测试该测试用于检查CCD。
01 LCD/LED 测试该测试用于检查LCD 和LED。
02 页面存储器测试该测试用于检查页面存储器。
03 打印测试图案1 打印设置纸张定位的图案。
04 打印测试图案2 打印设置纸张定位的倾斜图案。
05 打印测试图案3 打印设置纸张定位的网格图案。
06 打印测试图案4 打印设置双面纸张定位的图案。
F2 单份复印测试按“开始”键时复印一张。
F3 连续复印测试按“开始”键时复印多份。
F4 输入/输出状态测试检查输入/输出项目(所选的项目号码)能。
F5 功能参数可以更改各种功能设置(用代码编号选择)。
F6 调整参数可以调整各种功能设置(用代码编号选择)。
F7 电子计数器维护用电子计数器F8 维修调整执行某个项目的伪操作(用代码编号选择)F9 机器维护传真维修模式维修警报电话#固件版本打印装置信息。
5.1.4. F5 模式:功能参数( 复印机用)将机器设置为维修模式并按数字键盘上的“5”键。
按“开始”键。
输入所需的代码编号或按“V”、“/\”箭头键。
如果您要选择另一个代码编号,用箭头键在菜单上滚动。
按“设定”键。
输入所需的功能代码编号,然后按“设定”键。
按“清除”键时,所选的代码输入将不被接受。
按“停止”键,然后同时按“功能”和“清除”键退出维修模式设置参数后重新启动机器以启用新的设置。
F5 模式编号项目功能默认设置00 未使用01 所需频率0:自动 1:50 Hz (用于欧洲) 2:60 Hz(用于美国/加拿大)02 未使用03 LSU 启动速度0:低速 1:全速04 LSU 关闭定时器1: 5 秒 2:10 秒 3:15 秒 4:20 秒 6:30 秒8:40 秒 10:50 秒 12:60 秒05-08 未使用09 定影灯控制0:Off 1:自动0 (用于美国/加拿大)1 (用于欧洲)10 出纸盘限制(最多250 张)0:无 1:累积 2:作业(自2019 年8 月的产品起生效)11 更换感光鼓0:Off(自2019 年8 月的产品起生效) 1:On12 打印机风扇扩展5:5 分钟 2:2 分钟 0:无13 纸张输出红色指示灯0:On 1:Off14 纸张尺寸纸盒1 0:无 1:A3 2:B4 3:A4 4:A4-R 5:B5 6:B5-R7:A5 8:A5-R 9:8 x 13 10:8.5 x 13 11:LEDGER12:LEGAL 13:LETTER 14:LETTER-R 15:INVOICE15 纸张尺寸纸盒2 同F5-1416 纸张尺寸纸盒3 同F5-1417 纸张尺寸纸盒4 同F5-1418 未使用19 T 电晕电流自动调整0:否 1:是20 ADF 0:否 1:自动21 未使用22 系统工作台0:否 1:自动23-25 未使用26 双面单元0:否 1:自动27-30 未使用31 ADF 双面扫描0:否 1:自动32 工作创建和SADF 模式0:否 1:是33 TH 传感器(激光负荷) 0:否 1:中 2:大34-37 未使用38 默认双面模式0:否 1:单面→双面 2:双面→双面 3:书本→双面39 未使用40 双计数0:否 1:LDR 2:LDR, LGL 3:A3 4:A3, B441 计数定时0:进纸时 1:出纸时42 钥匙/部门计数器0:否 1:钥匙计数器 2:部门 3:卡43 钥匙计数器定时同F5-41 044 未使用45 再次重新输入部门代码0:是 1:否46 未使用47 TH 传感器(T 电晕电流) 0:否 1:中 2:大48 TH 传感器(DEV) 0:否 1:中 2:大49 未使用50 自动对比度调整0:否 1:是51 部门计数器(复印) 0:否 1:是52 部门计数器(传真) 0:否 1:是53 双面自动移位0:否 1:自动移位54 留装订边缩小0:否 1:是55 留装订边默认值0: 5 mm 1:10 mm 2:15 mm 3: 20 mm56 边框默认值0: 5 mm 1:10 mm 2:15 mm 3: 20 mm57 书本默认值0:15 mm 1:20 mm 2:25 mm 3: 30 mm58 U14 清除0:继续 1:任意键59 操作员添加碳粉报警0:停止 1:继续60 自动纸盒选择0:否 1:是61 TDC 自动调整(DEV 状态)0:否 1:是62 TDC 自动调整(DEV 寿命) 0:否 1:是63 U13 清除0:任意键 1:功能键+164 部门计数器(扫描) 0:否 1:是65 部门计数器(打印) 0:否 1:是66-68 未使用69 缩小多合一复印件间隔0:否 1:是70 定期维护周期0:否 1: 1.5 K 2: 2.5 K 3: 5 K 4: 10 K 5: 15 K6: 20 K 7: 30 K 8: 40 K 9: 60 K 10: 80 K 11: 90 K12:120 K 13:150 K 14:200 K 15:240 K71 添加碳粉时间限制0:不限制 1:剩余1/3 碳粉量时可以添加2:剩余2/3 碳粉量时可以添加72-75 未使用76 TH 传感器(电极栅) 0:否 1:是77 TH 传感器(直流偏压) 0:否 1:是78 A4/LTR 尺寸选择0:否 1:是79 未使用80 优先纸张尺寸1:A3 2:B4 3:A4 4:A4-R 5:B5 6:B5-R 7:A5 8:A5-R9:8 x 13 10:8.5 x 13 11:LEDGER 12:LEGAL 13:LETTER14:LETTER-R 15:INVOICE81 B4/FLS 尺寸选择0:B4 1:8 x 13 2:8.5 x 1382 手动空摄模式0:Off 1:M1, On 2:M2, On 3:M1, M2, On83 数码空摄模式0:否 1:正常 2:质量84 优先纸盒0:S > C > B 1:C > S > B85 页边留白设置(ADF) 0:无 1:是86 定期维护周期(光学) 0:否 1: 40 K 2: 60 K 3:120 K 4:240 K5:360 K 6:480 K 7:600 K87 定期维护周期(ADF) 0:否 1: 40 K 2: 60 K 3:120 K 4:240 K5:360 K 6:480 K 7:600 K88 USB 端口功能0:Off 1:一次 2:On89 LAN 速度/双工0:自动 1:10 半双工 2:10 全双工3:100 半双工 4:100 全双工90 触板哔音0:Off 1:小 2:大91 M1 为手动空摄模式M1 和M2 设置默认大小。
松下传真机错误代码含义详解

松下传真机错误代码含义详解2011-03-31 14:16松下传真机错误代码含义详解CALL SERVICE 1 :呼叫服务1CALL SERVICE 2 :呼叫服务2CALL SERVICE 3 :呼叫服务3CALL SERVICE 4 :呼叫服务4CARRIAGE ERROR RELEASE SHIPPING LOCK :运输锁被锁上CHECK ADF CABLE ADF:连接线错误CHANGE DRUM :硒鼓故障CHECK DOCUMENT :原稿件进稿错误CHECK DRUM :硒鼓没安装好CHECK MEMORY :存储器的内容被删除了请编程CHECK PAPER :无记录纸CHECK FILM :盖没盖好COVER OPEN :盖没盖好CLOSE ADF COVER ADF:盖没盖好DATA IN MEMORY :记忆有内存DIRECTORY FULL :电话薄内无空间EASY DIAL FULL :无内存空间FAILED PICK UP :记录纸没安好FAX IN MEMORY :接收有储存文件FAX MEMORY FULL :储存记忆以满LINE IN USE :手柄没挂好MEMORY FULL :记忆以满MEMORY ERROR :文件内容过多MESSAGE FULL :无留言空间MODEM ERROR :(网络板)线路故障NO FAX REPLY :对方占线或错误NO RESPONSE 对方占线或错误NO TRNS-GREET 没有录音OUT OF PAPER 无记录纸PAPER JAMMED 记录纸卡纸PC FALL OR BUSY 打印电缆没正确连接PLEASE WAIT 预热POLLING ERROR 对方的传真机无查询功能REDIAL TIME OUT 对方的传真机占线或记录纸用完REMOVE DOCUMENT 原稿件过长(#559可调整)TONER EMPTY 硒鼓空了TONER LOW 硒鼓里的粉不多了TRANSMIT ERROR 发送错误WRONG PAPER 记录纸不标准UNIT OVERHEEATED 机器过热松下传真机维修清零大全传真机在工作时偶尔未能将RAM中的数据正确读写,或者由于其他原因,造成RAM中的数据出错,引起传真机不能正常工作,其故障现象便如群魔乱舞,令人惊诧茫然不知所措。
松下伺服发生故障报警代码一览和对策1
(2)为∞则为断线。应更换外置电阻。
(3)外置再生放电电阻不匹配,导致无法吸收再生电能。
(3)改变所定再生放电电阻值,W数。
(4)驱动器故障(回路故障)
(4)更换新的驱动器。
13
0
主电源电压不足保护(PN)
在接通伺服中,在主电源逆变器的P-N间电压低于规定值。
测量连接器(L1,L2,L3)的线间电压。
以PANATERM的波形图形画面检查转矩(电流)波形是否发生振荡,是否上下晃动过大。通过PANATERM检查过载警报显示及负载率。
(1)负载过重,有效转矩超过额定转矩,长时间持续运转。
(1)加大驱动器,电机的容量。延长加减速时间,降低负载。
(2)增益调整不良导致振荡,振动。电机出现振动,异常声音。Pr0.04(惯量比)的设定值异常。
辅助码
保护功能
原因
对策
33
0
I/F输入重复分配异常1保护
输入信号(SI1,SI2,SI3,SI4,SI5)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
33
1
I/F输入重复分配异常2保护
输入信号(SI6,SI7,SI8,SI9,SI10)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
14
1
IPM異常保護
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1)驱动器故障(回路,IGBT部件不良)
(1)拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(2)电机电缆U,V,W短路。
(2)检查电机电缆连接U,V,W是否短路,连接器导线是否有毛刺等。正确连接电机电缆。
松下伺服发生故障报警代码一览及对策

松下伺服发生故障报警代码一览及对策(七)2011-07-11 17:44类别:默认分类 | 评论(0) | 浏览(246 )松下伺服发生故障报警代码一览及对策(六)2011-07-11 17:43类别:默认分类 | 评论(0) | 浏览(149 )松下伺服发生故障报警代码一览及对策(五)2011-07-11 17:41类别:默认分类 | 评论(0) | 浏览(174 )松下伺服发生故障报警代码一览及对策(四)2011-07-11 17:38类别:默认分类 | 评论(0) | 浏览(196 )松下伺服发生故障报警代码一览及对策(三)2011-07-11 17:37类别:默认分类 | 评论(0) | 浏览(233 )松下伺服发生故障报警代码一览及对策(二)2011-07-11 17:3523 0 编码器通信数据异常保护编码器的数据通讯无异常,但数据内容异常。
编码器的数据通信异常。
确保编码器电源电压为DC5V±5%(4.75〜5.25V)。
尤其在编码器线缆较长时需特别注意。
主要因噪音引起的数据异常。
虽与编码器连接,但通信数据异常。
如果电机电缆与编码器线捆扎在一起,请分开布线。
将屏蔽线接入FG。
类别:默认分类 | 评论(0) | 浏览(391 )松下伺服发生故障报警代码一览及对策(一)2011-07-11 17:29现把松下A5系列伺服的故障报警代码整理出来,供使用松下伺服发生故障的朋友们尽快排除故障。
A4系列可以参照。
这里每篇文章有大小限制,只好拆开发了,慢慢找自己需要的了报警错误代码辅助码保护功能原因对策0 0 正常正常正常11 0 控制电源电压不足保护控制电源逆变器的P-N间电压低于规定值。
测量连接器及端子台(L1C,L2C)的线间电压。
(1)电源电压低。
发生瞬间停电。
(1)提高电源电压的容量,更换电源。
(2)电源容量不足…受接通主电源时的冲击电流影响,电源电压下降。
(2)提高电源容量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松下DP-1520/1820P/1820E故障代码/错误代
更新时间:2010-9-7 6:20:17 点击率:394
松下DP-1520P/1820P/1820E 故障代码/错误代码
用户错误代码(U 代码) 表
代码项目可能原因
U13 添加碳粉
1. 碳粉瓶安装不正确。
2. 碳粉不足。
3. 碳粉传感器未连接。
4. 碳粉传感器不良。
5. SPC PCB 连接器未连接。
6. SPC PCB 不良。
U14 更换废碳粉箱
1. 废碳粉箱已满。
(参见第3.5.3. 节)
U15 无废碳粉箱
1. 废碳粉箱未安装。
2. 废碳粉箱传感器未连接。
3. 废碳粉箱传感器不良。
U16 无显影单元
1. 显影单元未安装。
U18 到达总复印限制
1. 部门复印计数器已满。
U20 关闭ADF 盖板
1. ADF 盖板打开。
2. ADF 安装不正确。
3. ADF 盖板传感器未连接。
4. ADF 盖板传感器不良。
5. PS 连接器未连接。
6. PS 不良。
U21 关闭ADF
1. ADF 和ADF 盖板打开。
2. ADF 传感器未连接。
3. ADF 传感器不良。
U22 关闭ADF 出纸盖板
1. ADF 出纸盖板打开。
2. ADF 安装不正确。
3. ADF 出纸盖板传感器未连接。
4. ADF 出纸盖板传感器不良。
5. PS 连接器未连接。
6. PS 不良。
U25 摇晃碳粉瓶
1. 碳粉堵塞在碳粉瓶中。
U90 更换电池
1. 内部电池需要更换。
4.6.2. 夹纸错误代码(J 代码)
. i-ADF 的夹纸传感器位置。
DP-1520P/1820P/1820E
. 纸张输送/排出/进入/进纸单元区域
夹纸错误代码(J 代码) 表
代码内容部分
J00 开始进纸后,对位传感器在预先指定的时间内没有检测到纸张。
(旁路送纸盘)B
J01 搓纸辊开始旋转后,对位传感器在预先指定的时间内没有检测到纸张。
(第一进纸单元)
J02 搓纸辊开始旋转后,第二纸张路径传感器在预先指定的时间内没有检测到纸张。
(第二进纸单元)D2
J03 搓纸辊开始旋转后,第三纸张路径传感器在预先指定的时间内没有检测到纸张。
(第三进纸单元)D3
J04 搓纸辊开始旋转后,第四纸张路径传感器在预先指定的时间内没有检测到纸张。
(第四进纸单元)D4
J07 第二纸张路径传感器启动后,对位传感器在预先指定的时间内没有检测到纸张。
(第二进纸单元)B、D2 J08 第三纸张路径传感器启动后,对位传感器在预先指定的时间内没有检测到纸张。
(第三进纸单元)D3
J09 第四纸张路径传感器启动后,对位传感器在预先指定的时间内没有检测到纸张。
(第四进纸单元)D4
J12 纸张路径传感器启动后,第二纸张路径传感器在预先指定的时间内不停止。
B、D2
J13 纸张路径传感器启动后,第三纸张路径传感器在预先指定的时间内不停止。
D3
J14 纸张路径传感器启动后,第四纸张路径传感器在预先指定的时间内不停止。
D4
J19 ADU 传感器启动后,对位传感器在预先指定的时间内不检测。
B
J22 初始化时,第二纸张路径传感器检测到纸张。
B、D2
J23 初始化时,第三纸张路径传感器检测到纸张。
D2、D3
J24 初始化时,第四纸张路径传感器检测到纸张。
D3、D4
J30 传感器启动后,对位传感器在预先指定的时间内不停止。
(旁路送纸盘)B
J31 传感器启动后,对位传感器在预先指定的时间内不停止。
(旁路送纸盘之外的进纸单元)
J32 ADU 传感器启动后,对位传感器在预先指定的时间内不停止。
(DP-1820E)
J33 非打印模式时,对位传感器检测到纸张。
J45 非打印模式时,在预先指定的时间后,出纸传感器继续检测纸张。
J46 传感器启动后,出纸传感器在预先指定的时间内不停止。
J48 对位传感器启动后,出纸传感器在预先指定的时间内没有检测到纸张。
J82 双面进纸辊开始旋转后,ADU 传感器在预先指定的时间内没有检测到纸张。
J85 传感器启动后,ADU 传感器在预先指定的时间内不停止。
J87 非打印模式时,ADU 传感器检测到纸张。
J95 纸盒的纸张尺寸与机器设定的尺寸不同。