康佳DVB成品检验指引
DVB系统测量指南
(DVB技术报告ETR 290)DVB系统测量指南(第9部分)地面系统(DVB-T)测试规范DVB文件A014修订版11998年3月本指南的目的是提供在DVB-T OFDM环境下常用的测试清单。
系统用户可以选择不同的选项。
设备测试(发射机和接收机)及操作可以选择那些最符合这些要求的测量项目。
文件中所列的应用于DVB-T发射机、接收机和网络的需测量参数见表1。
表1 DVB-T测试参数及其适用范围图12 DVB-T发射机方框图图13 DVB-T接收机方框图9.1 RF精度(精确度)目的:OFDM信号的处理过程要求载波频率精度达到一定值,这一精度是由发射机决定的。
特定的网络工作模式,例如SFN或与模拟电视同频工作,就要求高的载波频率精度。
接口:L,M方法:DVB-T信号中的最外面的载波是连续导频载波,测量它们的频率,并取两个值的平均数。
(必要时可以用一个精度足够的基准源)。
注:对8K模式的信号,第3408个中心载波可以给出相同数值。
9.2 选择性目的:确定接收机抑制带外干扰的能力。
接口:信号输入电平和干扰测量在接口N处进行,BER监测用接口W或X。
方法:输入功率调至接收灵敏度所定义的最小输入功率以上10dB。
测量QEF工作要求的RS解码后的C/I门限与载波干扰频率的函数(RS解码前BER<10-4)。
9.3 AFC捕获范围目的:确定接收机能完全锁定的频率范围。
接口:对测试信号为N,对TS流同步测试为Z。
方法:信号加至接收机输入端,信号电平为高于接受灵敏度定义的最小输入电平10dB(见9.8节)。
信号频率偏置以接近正常值为步进,同步_字节_错误根据5.2.1节校验(MPEG2 TS流的测量与分析-第一优先权:对解码能力是必需的(基本监测))。
9.4 本振的相位噪声目的:相位噪声可以是发射机、任何频率变换或由于接收机本振不稳定引起。
在OFDM系统中,相位噪声可以产生公共相位误差CPE和内载波干扰,CPE将同时影响所有载波,可以采用连续导频校正它。
DVB-C-3C检验范围
有线数字电视(DVB-C)机顶盒的安全试验江苏省电子产品监督检验所秦峰摘要:随着科技的不断发展,人们的生活水平越来越高,而有线数字电视机顶盒(简称DVB-C)的出现,能在一定程度上满足人们对日新月异的生活的精神需求。
本文主要根据中华人民共和国国家标准GB 8898-2001 《音频、视频及类似电子设备安全要求》的要求,结合自身在工作中的一些经验总结,简单的介绍一下此类电子产品的安全试验方法。
关键词: DVB-C、GB 8898-2001、防触电、防火、一次电路、二次电路机顶盒STB(Set-Top-Box)起源于二十世纪九十年代初,当时在欧美作为保护版权和收取收视费的重要手段,有线电视台在每台用户电视机之前加一个密钥盒,只有交了费的用户才能正常收看电视,这就是最初的机顶盒。
1998年11月,美国和欧洲DTV(数字电视)及HDTV(高清晰度数字电视)试播后,又一次掀起了机顶盒的高潮,这次机顶盒的主要作用是用普通模拟电视机收看数字电视或数字高清晰度电视,当然也具备网络和有条件接收功能,这种机顶盒被称为数字电视机顶盒。
根据传输媒体的不同,数字电视机顶盒又分为卫星数字电视机顶盒(DVB-S)、地面广播数字电视机顶盒(DVB-T)和有线数字电视机顶盒(DVB-C)三种,三种机顶盒的硬件结构主要区别在解调部分。
目前应用较为广泛的是数字卫星机顶盒(DVB-S)及有线电视数字机顶盒(DVB-C)。
而本文当中主要介绍的是对有线数字电视广播机顶盒(以下简称DVB-C)的安全试验方法。
DVB-C属于音频视频类的电子产品,在安全试验中,所依据的国家标准为GB 8898-2001 《音频、视频及类似电子设备安全要求》。
首先我们需要知道的是,对于一件电子产品来说,不难发现,其安全性能主要体现在防触电和防火上。
下面我们就结合GB 8898-2001中的具体条款来介绍如何进行此类产品的安全试验。
在拿到一个DVB-C之后我们首先需要检查的是它的标记和使用说明(标准第5条),这个条款是为下面的各项试验进行的一个必要的准备。
电视机成品检验规范

电视机成品检验规范Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT一.目的:为了统一规范操作规范,使用工作员能按操作规程要求,准确地使用操作生产设备,确保产品质量。
二.适用范围适用于本公司生产的电脑一体机、液晶监视器出货检验。
三.职责检验员按检验手册逐一进行检验与判定,并对检验结果的正确性负责。
四.检验检验方式:抽样检验。
抽样方案:元器件类:按照 GB 2828-87 正常检查一次抽样方案一般检查水平Ⅱ进行。
合格质量水平:A 类不合格 AQL= B 类不合格 AQL=缺陷分类和判据、本规范中将缺陷分为 Z 类、A 类、B 类不合格。
Z 类不合格:指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
A 类不合格:指可能导致失效或严重降低产品设计使用功能,为任何用户和商店都不能接受的缺陷。
B 类不合格:指不会严重降低产品设计功能,为一般用户和商店可以接受的缺陷。
、判定缺陷的标准检验缺陷分类判据见附录 A 和附录 B、批合格与不合格的判定本规范中,批质量以产品为计数单位进行判定,而不是以不合格数为单位进行判定。
、不合格的统计方法按本规范规定的缺陷类型,分别累计样品中每类不合格品总数。
其中:有一个或一个以上 Z 类不合格,也可能还有 A 类和(或)B 类不合格的一台产品,统计为一个 Z 类不合格品。
有一个或一个以上 A 类不合格,也可能有 B 类不合格,但不含 Z 类不合格的一台产品,统计为一个A类不合格品。
有一个或一个以上 B 类不合格,但不含有 Z 类不合格或 A 类不合格的一台产品,统计为一个 B 类不合格品。
没有一任何规定缺陷的一台产品,统计为一个合格品。
样质量记录及处理检验员必须认真做好原始记录,填写 TFT L ED-TV/MONITOR 检验报表。
要求正确完整、签字齐全、结论明确。
报表于指定时间交部门主管审核,主管审核后报部门经理批准,然后归类存档。
机顶盒成品QA检验作业规范
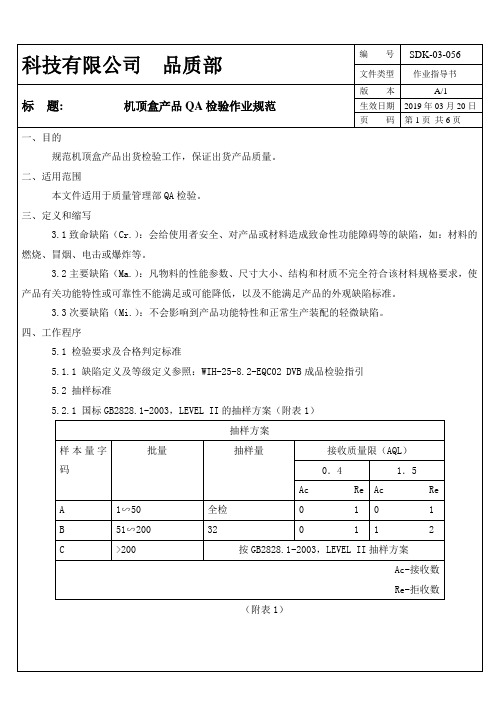
2.1依据生产技术文件拆检核对整机组装各部件的规格,数量,位置,丝印。检查机器内部工艺及各PCBA锡点面,PCBA板面与底座结构面的可靠性<距离不小于5MM>(抽样的5%检测)。
2.2振动后检查整机各部件的结合缝隙和断差,并摇动整机检查机内是否有异物,在外观检测条件下分等级面按标准对整机外观进行判定(抽样的100%检测)。
科技有限公司品质部
文件类型
作业指导书
标题:机顶盒成品QA检验作业规范
版本
A/1
生效日期
2019年03月20日
页码
第6页共6页
4.6将检测OK的机器进行自由跌落测试(跌落以六面一角三棱为顺序各一次,跌落高度根据机器重量而定)。
5配件实配检测(首件检测)。
5.1对机器的包装线材进行10次拔插实配检测连通情况。
科技有限公司品质部
文件类型
作业指导书
标题:机顶盒成品QA检验作业规范
版本
A/1
生效日期
2019年03月20日
页码
第5页共6页
2.3将整机置于平整的玻璃台面上,同时用1KG力压动机器对角,检查其静置时的平整度(抽样的100%检测)。
3常规性功能检验(抽样的100%检测)。
3.1检测面板按键与其功能相对应及按键的手感。
6.2检测USB灯要亮,能否正常播放MP3或图片浏览,网口测试要连接成功,不能有无网络、连接失败等不
良现象;
6.3检测信号电压转换(DISEQC、22K、SCART、水平、垂直等),有无电压不转换、电压偏小、偏大、无电压等不良现象;
6.4按键测试有无手感不良、下陷、功能失效、反应慢、功能是否相对应乱码,核对软/硬件版本、机器内置
网线、SCART、RF、TV等,开机后观察各电视输出及环路输出正常图像颜色有无失真、无色,图像有条纹、重影、等不良现象,按软件确认单要求的频点使用强(55-75DB)弱(35-45DB)信号均要能搜索到节目正常播放,将整机一边抬高45度角自由落下振动3次后观察机器是否有振动死机、重启、3秒内不能恢复正常播放等不良现象,测试AV、同轴、光纤、高清声音输出是否正常,有无杂音、无声、音量不平衡现象;
DVB全功能测试方法和标准培训教程
DVB 全功能测试方法和标准培训教程一、RS232 测试软件更新1、机对机软件更新:数码管和黄灯会在闪动说明正在更新,子机显示END 为更新完毕。
若数码管的数字不跳动或黄灯不闪动,则为不能更新。
机对机更新要成功,更新完毕后重新启动检查软件版本同母机一致,子机能正常工作为OK。
2、3329E_3329C_3330_3101C_standby 机对机更新方法:先把母机设置好我们测试所需要的一些频点,母机Standby 状态下输入1639 连接好232 更新线后插上子机进入更新状态,当子机更新完毕后会显示end 提示我们更新OK 了。
1638 更新eeprom1639 更新软件+eeprom369 只更新软件3、3329E_standby 状态用USB 更新方法:带真供低功耗的机子在Power setting ——〉low power 的菜单要选择"Disable”。
在standby 状态下USB 对STB 更新方式与密码:①flash 更新更新命令:232文件名称:smt_upgrade.bin路径:U 盘根目录②eeprom 更新更新命令:1631文件名称:eep_auto。
txt路径:U 盘根目录③flash+eeprom 更新(一起更新)更新命令:1632文件名称:smt_upgrade.bin eep_auto.txt路径:U 盘根目录④软件更新完后,还需要更新一个hdcp_key。
要把key 放在一个命名为hdcp_key 的文件夹中,把这个文件夹放在U 盘的根目录下. standby 下更新. 更新密码是1633。
(每更新完一个key,U 盘就会消失一个key.)* 以上各种更新方式,在更新过程中,Lock 灯会一闪一闪,更新完成后会自动重启.在起机的时候Lock 灯会闪得很快。
注意:所有更新必须是插好U 盘后再按POWER 进入standby 状态后才能正常更新。
◎从STB 备份软件和数据(频道节目)到USB。
DVD-成品检验标准

品质部DVD成品检验标准版本/修订编号01页码第1页共11页《DVD成品检验标准拟制/日期:冯杰2007/4/3 审核/日期:批准/日期:》品质部DVD成品检验标准版本/修订编号01页码第2页共11页工段抽樣方案根据领丰电子MIL - STD - 105D规定进行抽样检验适用机型DVD/CD通用一般水平II級AQL: CR=0 MAJ=0.65 MIN=2.5生效日期特殊水平S-1 □S-2 □S-3 □S-4 □QA抽检序号检查项目项目要求检查方法检查工具缺陷描述缺陷分類CR MAJ MIN1 包装检验1.1包装应符合出厂要求目测 1.1.1无附件或错附件1.1.2多或少附件1.1.3 附件未放在规定位置1.1.4漏贴贴纸、标签、条形码1.1.5条形码错或破损1.1.6贴纸起翘大于1/31.1.7实物机型、颜色与标识不符1.1.8彩盒严重偏色、脏污、破损1.1.9彩盒轻微偏色、脏污、破损1.1.10彩盒内有异物1.1.12彩盒提手漏装或破损1.1.13彩盒提手未装牢或轻微破损1.1.14外箱轻微破损或封装不牢1.1.15外箱严重破损1.1.16外箱标识错误1.1.17整机袋有明显脏污或破损1.1.18整机袋轻微脏污1.1.19整机袋内和整机上有水珠1.1.20整机袋外有水珠1.1.21泡沫有明显脏污或破损1.1.22泡沫有轻微脏污或破损1.1.23倒装(产品实物与箱上标志方向不符)1.1.24包装箱、说明书或机身均无生产厂家1.1.25包装箱与产品型号不符1.1.26包装箱上无产品名称、型号生产厂家等标记1.1.27整机彩盒外箱上的条码不符1.1.28泡沫垫缺少或严重损坏1.1.29沫垫轻微损坏或脏污1.1.30泡沫用错品质部DVD成品检验标准版本/修订编号01页码第3页共11页工段抽樣方案根据领丰电子MIL - STD - 105D规定进行抽样检验适用机型DVD/CD通用一般水平II級AQL: CR=0 MAJ=0.65 MIN=2.5生效日期特殊水平S-1 □S-2 □S-3 □S-4 □QA抽检序号检查项目项目要求检查方法检查工具缺陷描述缺陷分類CR MAJ MIN2 附件 2.1附件内物件齐全、正确,物品放置顺序正确。
WI-QC-007DVB系列半成品(散件)检验规范

工序名称 半成品维修后检验 缺陷名称 文件号 WI-QC-007 缺陷状况 跨接线过松,拉紧线时,其高度超过了邻近元件的高度 尺寸有误 跨接线过紧,自然条件下如热涨冷缩作用导致绷断等 跨接的长度大于25mm,应选择绝缘线,避免在焊盘或元件引线间产生短路,否则 布线不良 跨接线跨越了元件,或超出了PCB板边 跨接线跨越了元件的引脚,盖住了焊盘 点胶固定跨接线,点胶过量,溢出掩盖到其他元件或焊盘上 跨接线标准 目视 点胶固定跨接线,点胶过少,未包裹住导线之焊接点 固定方式不良 点胶位置在可拆卸和需插拔的元件上如排插等,或超出板边 未在导线改变方向(转弯)的位置点胶固定 跨接线的固定未按工艺设计等要求固定 绕接不良 绕接在元件脚上时少于90度,或焊点中夹杂了绝缘物质 绕接末端超出了引脚范围,不满足最小电气间隙 搭焊长度小于引线可焊接芯线长度的75%,或焊点中夹杂了绝缘物质 搭接末端超出了引脚范围,不满足最小电气间隙
注意事项:1、检验时必须配带静电环或干净静电手套减少ESD现象及EOS的产 生。在EOS/ESD全防护条件下可使用干净的手检查内部结构。 2、环保产品的检测过程必须符合环保成品检检验程序书要求。
备注:在40W的日光灯下,被测物品距检验员30CM,目视角度为30-45度, 20秒内旋转360度进行判定。
※ ※ 本文件著作权及营业秘密内容属于本公司,非经公司准许不得翻印 ※※
√ √ √ √ √ √ √ √ √ √ √ √ √ √
页次
第7页,共7页
版本B 缺陷判定结果 CR MA MI
√ √
检验内容 检验条件搭焊连接不良Fra bibliotek清洁度
残留松香水纹 助焊剂未清洗干净或清洗剂不洁而残留水纹 锡珠锡渣 违反最小电气间隙或可能引起短路危险的,判为MA(外力作用下不松动仅为外观不良的为MI)
显示器成品检验总结规范

〔深圳〕QA检验标准批准审核拟制一、目的对公司所生产、委外加工的LCD彩色显示器成品各机型的各项参数作统一规定,为QA检验提供依据二、适用范围适用于全彩电子〔深圳〕所有LCDMonito各机种的检验判定三、抽样水准采用MIL-STD-105EAQLLevel-Ⅱ级检验水准四、允收水准采用MIL-STD-105EAQLLevel-Ⅱ中相应的AQL值;严重缺点(CR):主要缺点:(MA):次要缺点(MI):五、缺点定义严重缺点(CR):又称致命缺点,仅指有危害产品使用者或携带者的生命平安的缺点,或达不到销售地区的平安规定或产品根本无法使用;主要缺点(MA):仅指除严重缺点外,产品使用性能不能到达所期望的目的,或显着降低其实用性的缺点;次要缺点(MI):仅指对产品的使用性能也许不致降低或与规格不符,但在使用和操作效果上并无影响的缺点。
六、说明1、各工序检验作业时所使用电源:AC100V~240V60/50HZ;2、本检验作业标准假设有变更或追加将另行发文;3、本检验标准假设有差异,请参照相应的作业指导书或工程联络文;4、本检验标准需要结合?PANEL检验标准?进行判定;5、客户无法接受,但又无明确规格之缺点也为不良;6、工程不稳定或材料不良产生大量不良而制定限度样品,必须限定期限,未定期限一律以一个月为限,一个月后限度样品取消;7、冷机测试定义:机器关机半小时以上,开机两分钟之后进行测试;热机测试定义:开机30分钟后进行测试.8、除特殊规定外,电气性能各检验工程均在热机状态下进行测试,测试画面为最正确显示模式,亮度为Recall状态.9、目测距离正面30~50cm;环境明亮、光线充足,画面测试环境亮度250~800Lux;外观测试环境亮度>1000Lux;亮度、色温测试环境亮度:暗房<1cd/m2;环境温度:25±5℃.七、检验工程,标准及判定1、包装检验判定No工程测试条件缺陷类型判定检验规格备注CRMA MI条码漏贴、贴反、斜贴≤1mm、环境亮度▲未贴在指定位置贴纸250~800Lux下外箱条码与内装机台条码不目测▲符或机器错装包装外部环境亮度250~800Lux下目测2.用量尺测量后铭牌、温馨提示标、DCR贴纸、易碎纸贴错、贴不平整斜贴≤1mm或未贴在指定位置上纸箱轻微脏污纸箱有脚印、破损纸箱提手处开裂、断裂≤3cm纸箱平面破穿≤纸箱凹痕≤㎡纸箱印刷错误、模糊无法识别,印刷字体或符号错误,型号标示错误.纸箱受潮、变形、发霉、尺寸不合8.纸箱封口处间隙应≤5mm或未▲▲▲▲▲▲▲▲▲包装内部依要求打封口钉.外包装袋皱褶从角落至中间≤10cm外包装袋皱褶从纸箱边缘向中间延伸≤6cm外包装袋破裂直径≤4cm1.环境亮度1.包装袋使用错误250~800Lux下 2.包装袋破裂≤2cm目测3.纸箱内混入可能损害机壳及▲▲▲▲▲▲2.用量尺测量Panel(如金属)之异物4.保利龙破损、不洁、潮湿、纸▲箱内残留保利龙碎屑5.保利龙漏装、左右装反▲6.箱内机台反向、位置错误▲7.纸箱内部裂痕≤5cm▲附 1.附件错装、漏装、多装▲件2.说明书内页参数印刷错误、模开箱核对(电源糊无法识别、破损、污损(破裂▲线、音频线、≤1cm)相关DVI/VGA/S-Vid 3.脏污,不可去除▲eo连接线、电附件根据4.脏污,但可以去除▲各机种功源适配器、遥控5.信号线头缺针、变形▲器、说明书、保能及订单6.线体划伤,未见内部芯线▲修卡、底座等),要求配置7.线体划伤,可见内部芯线▲符合订单要求8.平安件无相应安规标志▲9.附件包装破损≤5cm,不洁▲2、外观检验判定No测试条件检验规格缺陷类型判定备注工程CRMAMI环境亮度> 1.贴在指定位置,参数正确、▲标贴1000Lux下目测粘贴良好,无漏贴、错贴、翘曲不超过2.上下、左右歪斜≤1mm▲▲LOGO标目测1.贴在指定位置,参数正确、粘贴良好,无漏贴、错贴、翘曲不超过2.上下、左右歪斜≤▲丝印 1.目测 1.丝印正确,整体错位▲2.用量尺测量≤▲2.丝印不应有重叠错位及毛边现象外壳环1.机壳不应有明显变形、缩▲参照〝塑料境亮度>水、痕印、色差件进料检验1000Lux下目测 2.不可有可伤害人体之毛▲标准〞或边、批峰IQC样品3.不可有明显结合线、划伤、▲碰伤、刮伤、擦伤4.不可见明显不良点,如:▲污点、凸粒、脱漆、斑点、微屑、小瑕疵等防滑垫环境亮度>不可有漏装、错装、脱落、▲1000Lux下目测颜色不一致Panel保环境亮度>整体平整,歪斜≤,无脏▲2mm护膜1000Lux下目测污,无明显皱褶喷漆、电环境亮度>不允许喷漆、电镀、脱落等▲镀工艺1000Lux下目测不良环境亮度> 1.不可有错用现象.▲端子挡板1000Lux下目测 2.外露局部不可有明显刮花▲与划伤.环境亮度>面框保护框四周不允许有翘▲面框保护膜1000Lux下目测曲超过3mm环境亮度>面框保护膜需贴平整,不允▲1000Lux下目测许有≥的气泡,且两D10mm气泡间距离必须大于5CM环境亮度>A、B区L≥2mm的细毛允许▲钢化玻3璃内细1000Lux下目测,条,C区≥长的细毛允L3mm毛人距离机器50CM许1条,A+B+C细毛数不允许超过4条,细毛间的距离必须大于5CM,环境亮度>▲钢化玻D≤的尘点,允许3PCS,璃内灰1000Lux下目测,点与点间距≥,L50mm尘人距离机器50CMWindows桌面不可见环境亮度>正面不可以看到有▲钢化玻3M胶外璃外表1000Lux下目测,露、外表不要以有杂物、钢清洁人距离机器50CM化玻璃与屏间不允许有杂物备注:(1).上述不良现象定义尺寸限度之下为轻缺陷,限度之上为重缺陷.(2).检视环境>1000Lux光源下,距外表30~50cm目视5-10秒,以无异常判定合格.(3).其它不良如气纹、缩水、结合线等,以样品为限度,以不影响外观为标准.3、结构检验判定No.工程测试条件面框与 1.环境亮度>Panel1000Lux间隙 2.目测或塞尺测量面框与1.环境亮度>后壳断1000Lux差2.目测或塞尺测量面框与1.环境亮度>1000Lux后壳间2.目测,游标卡尺隙或塞尺测量盖板与1.环境亮度>1000Lux后壳间2.目测,游标卡尺隙或塞尺测量装饰框与面1.环境亮度>框,美1000Lux2.目测,游标卡尺工槽的间隙,或塞尺测量均匀度检验规格缺陷类型判定备注CR MAMI1.上≤;▲2.左、右≤;▲3.下≤0.5mm.▲1.面框高于后壳≤;▲2.后壳高于面框≤▲1.面框与后壳的间隙均匀;▲面框与后壳的间隙上部▲,下部≤1.间隙均匀,间隙≤;▲2.不可见机内线材.▲装饰框与面框的间隙▲≤;2.美工槽两端落差≤▲机台左1.环境亮度>▲机台倾斜︳左-右︳≤5mm1000Lux右侧倾斜落差底座与支架组合转轴与支架组合视频玻璃与面框组合导光柱螺钉按键散热孔堵目测,游标卡尺或塞尺测量1.环境亮度>1.组合良好,无明显松动;1000Lux卡扣易安装到位;目测,游标卡尺3.摇摆机头时无摩擦声响.或塞尺测量机头在某一个点无自动整机静止状态,前垂直下坠后摇摆机头目测2.转动机台时顺畅1.环境亮度>1000Lux2.目测,游标卡尺倾斜、偏移≤或塞尺测量1.环境亮度>1.导光柱内陷≤1000Lux目测,游标卡尺导光柱凸出≤或塞尺测量1.螺钉不得漏锁环境亮度>2.螺钉滑牙1000Lux目测3.螺钉松动及未锁到位环境亮度>不允许有卡键,顶键,变形,1000Lux目测内陷,凸出不一致.环境亮度> 1.喇叭孔及网状孔不可有1000Lux目测堵孔现象;▲▲▲▲▲▲▲▲▲▲▲▲▲2.后壳散热孔堵:1/3孔≤5个,不可密集,间隔5cm以▲上.3.堵全孔,不允许.▲1.各功能端子不可出现内各功能▲陷及严重晃动端子与环境亮度> 2.电源AC座不可有晃动▲端子挡1000Lux目测 3.各端子不可有残缺、变板之组形、颜色错误、金属部位生▲合锈等现象4、内观检验判定(每批次每一台检验)No.工程测试条件检验规格Panel1.灯管线必须插紧、插到位高压线2.灯管线不允许被其它压环境亮度>插头确住,灯管线不允许有破损1000Lux目测认3、屏线必须插到位,方向正确、不允许有破损1.连接线必须插紧、插到位接插连 2.连接头(座)未插入、破皮环境亮度>接线装 3.所有线材未依作业指导1000Lux目测配工艺书规定整理、固定位置4.零件、线材碰触散热片或缺陷类型判定备注CR MAMI▲▲▲▲▲▲▲高温电阻1.线材焊接虚焊、连焊▲导线焊1.环境亮度>2.绝缘导线破皮,碰触金属接不良▲1000Lux目测体(如:接2.用手指轻拉引线3.电源线焊接火线、零线接地线)▲反1.固定基板螺丝规格型号错误2.固定基板螺丝未锁、锁断基板装环境亮度>3.未装入于固定槽、孔、柱配工艺1000Lux目测内4.基板断裂、变形(伤及铜箔回路)1.相关SOP要求位置未依作业指导书规定点胶.点胶不环境亮度> 2.螺丝、线材、电容、未依良1000Lux目测作业要求点胶.3.依作业要求之位置必须点胶,但漏点胶.1.翻动或摇晃机台 1.机内有金属类异物.机内异2.拆解后壳与屏蔽物 2.机内有非金属类异物.罩目检▲▲▲▲▲▲▲▲▲备注:检验内观之机台组装好后须重新通电检测,合格方可包装.5、电气规格检验判定显示模式设置(NOKIA测试程序检测,仅供参考)No.分辨率(点×行)刷新率(Hz)1720*400702640*480593640*480724640*480755800*600606800*600727800*6007581024*7686091024*76870101024*76875111280*102460121280*102475131360*76860141440*90060151440*90060161680*105060171920*1080601).水平与垂直频率误差±1KHz/Hz.2).最正确显示模式(推荐使用):普通屏4:3显示比例:15″:1024*768@60Hz;17″:1280*1024@75Hz;19″:1280*1024@75Hz;宽屏16:9/16:10显示比例:15″:1280*800@60Hz;17″:1440*900@75Hz/1920*1200@60Hz;19″:1440*900@60Hz;、22″:1680*1050@60Hz23.″1920*1080@60HZ5.2.出厂设定标准:亮度、比照度、声音等模拟量按照出厂复位标准.5.3.电气特性规格No.工程测试条件检验规格缺陷类型判定备注CR MAMI1.冷机,第一次开机开机画面6秒钟内出现且冷开机不得异常,8秒钟内稳定检查及2.任意Mode间切换Mode切换时间不超过5秒3.任意Mode切换到Mode切时间不得超过7秒PowerSavingMode换4.省电模式切换到省电模式切换到任意任意Mode Mode时间不得超过3秒电源开任意秒内点亮Mode.PowerLED3关图像检任意Mode有画面显示且应正常.查1.最正确Mode 1.目视不可有闪烁或其2.全白或Windows它干扰等不良现象画面 2.机台冒烟或有异味传加振测▲3.亮度、比照度最大出试施加2~3KG力拍打▲▲▲▲▲▲▲后壳中心3~5次观 3.无显示▲察1.当无VGA/DVI信号输入或拔掉信号线后,显示屏▲节能测任意Mode上应有“无信号〞提示.试2.3秒后进入节能状态.▲3.指示灯绿(蓝)变为闪▲烁.自动调整后检查显示效1.所有项中果、显示尺寸,不能出现DVI模式自动调Mode干扰、缺色、偏色、字体▲下无自调整方格画面2.模糊、不满屏、相位偏等功能异常.1.任意Mode2.方格画面VGA/DVI3.翻开显示属性选切换测择复制、VGA主、DVI试主互换中D-SUB、DVI互换数据存 1.任意Mode储检查 2.任意画面1.任意Mode2.连续做开关机POWERON/OFF动作测试〔间隔1秒〕3-5次模式切换5S内稳定,且能同步,不可有切换不▲显示.、DVI互换无异常▲改变OSD各模拟量然后保存退出,再按POWER键关机,或切换频率后检查被▲调节的模拟量是否能保存.1.应能正常启动及断电▲2.无显示▲3.亮闪及画面不稳定▲DVI模式下无自调功能检查1 2 31.最正确Mode倾斜 2.方格画面如右图│E-F│≦3.量尺或MASK画面大 1.最正确Mode小及画 2.方格画面AUTO后画面应满屏面偏移 3.正面目视1.最正确Mode2.暗室或遮光布遮住面板(<1cd/㎡)3.全黑画面亮度、对比度min,测全黑画CR=Bw/Bb比照度面中心亮度值(Bb).Typ.:500/1全白画面亮度、比照度max,测其中心亮度值(Bw).工具:色温自调仪Chroma7120白场均 1.最正确Mode中心与四周:白场均匀度匀度 2.全白画面,Recall≥85%▲▲▲▲因16:10显示比例的面框兼容16::显示屏,所以16:9四单边有约间距属正常此项规格因Panel不同而有所差异,必要时以Panel规格书为准,当客户规格与此规格要求不符时那么依客户要求规格执行检查△x≦20状态,加温至少30△y≦20分钟45工具:彩色分析仪Chroma7120最正确Mode比照度最大色相彩条或其它多种颜色画面最正确Mode,复位状态灰阶2.灰阶模式下复位彩色可分清,不能渗色及▲缺色灰阶,层次清楚,画▲面不得有异常;阶与阶之间的衔接处6白平衡色温9300或6500状态下确认最正确模式全白画面状态,加热30分钟工具:色温自调仪Chroma7120▲不得有杂讯干扰.9300°K:x=281±20y=311±20必须x<y▲6500°K:x=313±20y=329±2071.最正确Mode2.全白画面亮度3.工具色温仪Chroma7120Bri./Cont. 最大.Y:▲15″:250±20cd/㎡17″19″:300±20cd/㎡4.亮度、比照度最大1.最正确Mode2.全白画面状态,加亮度均热30分钟8匀度4.工具:彩色分析仪Chroma71205.亮度/比照度调至最大22″:500±20cd/㎡亮度均匀度:(Lmin/Lmax)×100%≧75%(四角与中心亮度比)功能作用正常,不可有干扰、乱码、拖尾现象2.各功能模拟量均为0%Y1~Y4和Y5分别为▲Lmin和Lmax的参考点▲至100%,模拟量应平滑增减,无跳变.任意3.按OSD手感顺畅,无阻OSDMode9塞顶键现象2.方格画面中显示状态变化应与功能调节量一致变化5.所有OSD操作保存退出后能够回到上一级菜单或关闭菜单6.所有OSD操作停止后应▲▲▲▲▲能够在设定时间自动关闭1.亮度摸拟量可调.亮度调2.画面亮度与模拟量平全白信号目视节检查滑一致变化,且增减方向正确.水平可视角度:15″:650〔17″、19″:750/22″:1.目视距离:30cm可视角800〕2.比照度大于200:度0垂直可视角度:15″:551下观察〔17″、19″:700/22″:800〕1.所有Mode2.方格画面抖动DOT摆动2距离30~50cm检验1.最正确Mode,AUTO▲▲因不同品牌及不同型号的Panel规▲格不同,必要时依实际Panel规格书为准▲聚焦以后3字体笔画清晰,不拖边,字体大小一致▲桌面高/低电电源电压:画面不得异常4▲压测试100~240V,在60秒内ON/OFF10次1.是否有DDC资料▲DDC数据模拟信号2.VGA5检测3.DVI数字信号PowerSavingtest进入显示器分辨率调整,确认刷新频率能否到达要求与主机搭配时,必须能在PC设备管理器中抓到〝即插即用〞功能采用DDC专用测试软件,刷新的DDC数据检查:机型名称、制造商、生产周期、序列号等<3W,LED灯灭 1.<3W,LED呈绿(蓝)色秒后转为闪烁断开信号或无信号输入应能进入节能状态<40WLED呈绿(蓝)色(15″:30W/17″:35W/19″:40W/22″:50W.)▲第4项可▲作选项测试▲▲▲▲▲热稳定71.最正确Mode2.Crosstalk(testpicture6)画面不能有杂讯干扰此项测试可由QE测▲8性声音检查冷开机10分钟到热机2小时检验左右声道是否正确检查喇叭声音不可失真.使用连接线接PC声3.调整按键或旋扭检验卡输出孔.另一端接是否可控制音量.LCD输入孔并播入4.输出插孔可否输出正声音.常.音量调至最小应无声音.5.喇叭应无杂音、破音、电流声等.试.QA作为选项▲▲有Audio▲功能机种时做此测▲试▲▲此项测试兼容性9检查DCR检查0采用不同型号显卡检查画面在不同显卡下或客户指定显卡是否有差异或异常现象翻开DCR功能,切换底色任意模式下画面、白色画面,画面要可由QE测▲试.QA作为选项▲有明显变暗、变亮6、平安测试No.工程测试条件检验规格缺陷类型判定备注CRMAMI1.显示器开机状态.2.耐压测试仪电压抗电强设置为耐电强度≥1.5KV(AC)▲度测试≥1.5KV(AC),漏电流≤7mA,测试时间为60秒.1.显示器开机状态.泄漏电流测试仪泄漏电电压设置为泄漏电流≤▲流测试242V(AC),泄漏电流≤,测试时间为60秒.显示器开机状态.接地阻6.3 2.接地阻抗测试仪接地电阻≤100mΩ▲抗测试电流设置为25A,接地电阻≤100mΩ,测试时间为60秒.环境亮度>相应电磁兼容关键件无平安关1000Lux,翻开后壳漏插,供给商正确,使▲键件检按?关键件清单?用正确.查或差异表对照检焊点焊接良好.▲查.7、PANEL等级定义:1)亮点:在暗画面和红/绿/蓝画面看到的一直发光的单元像点,一个单元像点(红/绿/蓝点)计为一颗亮点.2)暗点:在白画面和红/绿/蓝画面看到的一直不发光的单元像点,一个单元像点(红绿/蓝点)计为一颗暗点.亮线:在暗画面和红/绿/蓝画面看到的白色或单色的线条.暗线:在白画面和红/绿/蓝画面看到的黑色的线条.其它相关定义参见?PANEL检验标准?A+级等级判定规格备注亮点N=0微亮点N≤3Windows桌面不可见所有缺陷不A+级暗点N≤3暗点间距≥5cm可同时存(0,3,3)连点不允许在微暗点忽略A区不允许;B区≤1;C区≤2;A区+B区+C区N≤3;污点且Φ≤或W≤,L≤;间距≥5cmWindows桌面显示为暗点白点〔团〕不可见.暗斑无亮斑无只允许点状异物,且Φ≤,各点距离A区≥15cm,异物B、C区≥5cm2).Windows桌面可见,显示为暗点,N≤3个允许轻微存在,且N≤1,Φ≤3mm,Windows桌面不漏光可见.允许轻微存在,只底色画面可见,且Φ≤2mm,N≤2,雾点各点距离≥5mm,正面目视3-5秒钟不明显,Windows?桌面不可见A区不允许;B、C区允许轻微存在,只在底色画面可底色银粉见,且面积≤1/16有效像素显示面积内斜纹无亮线N=0暗线N=0MURA无划伤N=0D:直径W:宽度L:长度N:数量Φ:直径单位:mm其中亮线暗线W<、划痕W<的可忽略不计,不允许级等级亮点微亮点暗点连点微暗点污点白点(团)级(3,3,5)暗斑亮斑异物判定规格备注N≤3,亮点间距≥5cm1).底色画面距30cm不可见2).N≤5、D≤、间距≥5mm;Windows桌面不可见N≤3暗点间距≥5cm两连暗点≤1组两连亮点≤1组〔两点间距≥5mm〕忽略A区不允许;B区≤1;C区≤3;A区+B区+C区N≤3;1、允许在各且Φ≤或W≤,L≤;间距≥5cm单色场不A区、B区不允许有,C区允许轻微存在,Φ≤5mm可可见的轻视级别ND5%filterN≤1个微无感划A区、B 区不允许有,C区允许轻微存在,Φ≤5mm可伤,视级别ND5%filterN≤1个2、所有缺陷A区、B区不允许有,C区允许轻微存在,Φ≤5mm可不可同时视级别ND5%filterN≤1个存在只允许点状异物,且Φ≤,各点距离A 区≥10cm,B、C区≥5cm2).Windows桌面可见,显示为暗点,N≤3个允许轻微存在,且N≤2,Φ≤3mm,Windows桌面可漏光轻微允许可视级别ND5%filter不可见允许轻微存在,只底色画面可见,且Φ≤5mm,N≤3,雾点各点距离≥5mm,正面目视3-5秒钟不明显,Windows?可轻微允许存在,可视级别ND5%filter不可见A区不允许;B区允许轻微存在,只在底色画面可见,底色银粉且面积≤1/9有效像素显示面积内斜纹无亮线无暗线无MURA可视级别ND5%filter不可见划伤≤W≤L≤3N≤1D:直径W:宽度L:长度N:数量Φ:直径单位:mm其中亮线暗线W<、划痕W<的可忽略不计,不允许级等级判定规格亮点N≤5,亮点间距L≥5cm1).底色画面可见,可忽略不计微亮点2).N≤8,D≤,间距≥5mm在.Windows桌面可见.暗点N≤5暗点间距L≥5cm两连暗点≤2组;两连亮点≤1组,总数不超过3组.B级(5、5、连点三连暗点允许1组三连亮点允许1组总数不超过2组8)微暗点忽略区:N≤2;B、C区:N≤3;A区+B区+C区:N≤5;且污点Φ≤或W≤,L≤;间距≥5cmA区、B区N≤1,C区N≤2,Φ≤5mm可视级别白点(团)ND3%filterN≤2个备注不良点总数N≤8亮线与暗线良总数N≤3所有缺陷不可同时存在4、允许在各单色场不可见的轻Windows桌面允许轻微存在,Φ≤10mm,可视级别暗斑ND3%filterN≤2个Windows桌面允许轻微存在,Φ≤10mm,可视级别亮斑ND3%filterN≤2个只允许点状异物,且Φ≤,各点距离A区≥15cm,异物B、C区≥5cm2).Windows桌面可见,显示为暗点,N≤5个允许轻微存在,且N≤2,Φ≤5mm,Windows桌面轻微可漏光见.可视级别ND3%filter不可见允许轻微存在,只底色画面可见,且Φ≤5mm,N≤5,各雾点点距离≥5mm,正面目视3-5秒钟不明显,Windows?允许轻微存在可视级别 ND3%filter不可见A区不允许;B区允许轻微存在,只在底色画面可见,且底色银粉面积≤1/4有效像素显示面积内A区:N≤0;B、C区:N≤1,W≤,L≤5mm,Windows斜纹桌面允许轻微存在.可视级别ND3%filter不可见亮线≤W≤L≤2N≤2暗线≤W≤L≤2N≤2MURA可视级别ND3%filter不可见划伤≤W≤L≤3N≤1D:直径W:宽度L:长度N:数量Φ:直径单位:mm其中亮线暗线W<、划痕W<的可忽略不计,不允许微无感划伤级等级判定规格备注亮点N≤8,D≤1).底色画面可见,可忽略不计,不允许密集,但局部亮微亮点点密集面积≤1/6有效像素显示面积;2).N≤10,D≤,间距≥5cm.在Windows桌面可见.暗点N≤8允许2连暗点和2连亮点,N≤3组;3连暗点或3连亮点,连点N≤2组,总数不超过4组.微暗点忽略不良点总1.A区:N≤3;B区:N≤5;A区+B区:N≤8;且Φ≤数N≤10污点或W≤,L≤;间距≥5cm亮线与暗2.C级白点A区:N=1;B、C区:N≤3;且Φ≤,间距≥≤3线良总数,,(团)个N≤3(8810)3.所有缺陷Windows桌面允许轻微存在,Φ≤20mm,可视级别暗斑不可同时ND3%filterN≤3个Windows桌面允许轻微存在,Φ≤20mm,可视级别存在亮斑ND3%filterN≤3个只允许点状异物,且Φ≤,各点距离L≥5cm异物1).在底色画面可见,N≤8个2).Windows桌面和绿场可见,N≤3个漏光允许轻微存在,且N≤5,Φ≤10mm雾点允许轻微存在,且Φ≤5mm,N≤8,底色银A区不允许;B区允许轻微存在,只在底色画面可见,且面积≤1/4有效像素显示面积内A区:N≤1;B区:N≤3,W≤,L≤10mm,Windows斜纹桌面允许轻微存在,3-5秒不可见,间距≤5cm,A+B区≤3条.亮线≤W≤L≤10N≤2暗线5≤W≤L≤15N≤2MURA可视级别ND3%filter不可见划伤≤W≤L≤8N≤2D:直径W:宽度L:长度N:数量Φ:直径单位:mm其中亮线暗线W<、划痕W<的可忽略不计,不允许D级等级判定规格亮点亮点间距L≥10微亮点忽略暗点暗点间距L≥10连点无微暗点忽略D级污点暗点间距≥10L白点(团)A区:N=3;B、C区:N≤5暗斑面积≤30mm,暗斑间距:L≥100,N≤2亮斑Windows桌面允许存在,Φ≤20mm异物允许备注亮线与暗线不良总数N≤3所有缺陷不可同时存在漏光允许雾点允许底色银粉允许斜纹允许亮线允许暗线允许MURA允许划伤允许D:直径W:宽度L:长度N:数量Φ:直径单位:mm其中亮线暗线W<、划痕W<的可忽略不计,不允许8、Monitor外观不良判定区域检验区域划分A区Monitor的前面,包括底座与支架前面的可视部份B区Monitor的顶面,左右两侧面及后壳上支架以上部份C区Monitor的后面及后壳上支架以下部份D区Monitor的底面及后壳被支架遮住的部份污点判定标准面框A区B区C区D区允许点的大<<<小允许点数034允许234允许234允许点间距离点与点之间距离≥120mm后壳点的大小两点间距大于(mm)允许不良点数(mm)正顶面侧面反面底面正顶面侧面反面底面≤402≤4050401325≤8040301436606040102438<允许允许允许允许允许允许允许允许备注:1.以上“允许〞不包括密集;不良点指污点、污斑、微屑、小瑕疵、凸粒、气泡等;必要时以样品为准.4、空白表示不允许划伤,刮伤,碰伤判定标准面框面框(含高光面,UV油,喷油之面框)允收伤之宽允收划伤长度(mm)划伤间隔距离(mm)允收划伤数量正面两侧顶部底部正面两侧顶部底部正面两侧顶部底部3445403020102345≤5151316504030203456≤10121415504030202345≤405060允许20105允许578允许≤允许允许允许后壳允收伤之宽允收伤痕最大允收最大个数(条数)(mm)长度(mm)正顶面侧面反面正顶面51234<101111<152456<允许(密集除外)备注:以上“允许〞不包括密集.脱漆判定:(必要时结合样板判定)脱漆面积大两点间距离大于(mm)允许不良点数小(mm)正面两侧顶部底部正面两侧顶部底部≤4400≤3401≤2401≤401≤608030112≤608020213≤406010325备注:空白表示不允许色差判定标准面框与后壳不允许有明显色差。
DVB 视频测试指南

DVB 视频性能指标测试操作指引一.使用仪器:Tektronix VM700T 视频分析仪二.测试前准备:1. 确认被测机器是否为 PAL 制,如果不是,先设置为PAL 制。
再将VIDEO 输出端连接到VM700T 的A 输入端。
2. 按下“PICTURE”, VM700T 屏幕上就会显示PAL 制的视频图象,此时按下Wavefrom,调节旋钮可设定线数,各测试项的线数见测试表格。
三.测试信号选择:在I盘音视频测试流中选择。
四.测试项目与方法:Ⅰ.复合视频(CVBS)1. White Level(白电平)A. 播放 CBAR100.TS。
B. 按下“measure”键,使用旋钮上下移动选中“Level Meter”。
C. 按下“Menu”键,在屏幕下方菜单中间选中“Measure Position”,再在屏幕下方菜单中间分别选中“Pos.(a)….”和“Pos.(b)….”调节光标,当a 光标移到同步头顶端,当b 光标移到白峰图像信号幅度顶端,此时Level(b-a)=XXX mV,即为:白电平幅度2. Sync Level (同步电平)A. 播放 CBAR100.TS。
B. 按下“Menu”键,在菜单下中间选中“Measure Position”,再在屏幕下方菜单中间分别选中“Pos.(a)….”和“Pos.(b)….”调节光标,当a 光标移到同步头底端,当b 光标移到白峰图像信号幅度底端,此时Level(b-a)=XXX mV,即为:同步电平3.Burst Level(色度副载波)A.播放 CBAR100.TS。
B. 按下“measure”键,使用旋钮上下移动选中“H-Timing”C. 直接读值4. Lumin Nonlinearity (亮度非线性失真)A. 播放CCIR17.TSB. 按下“measure”键,使用旋钮上下移动选中“Luminance Nonlinearity”C. 直接读取pk-pk值5.Lumin K Factor(K 系数)A. A. 播放CCIR17.TSB. 按下“measure”键,使用旋钮上下移动选中“K Factor”C. 按下“Menu”键,在屏幕下方菜单中间选中“Acquire”进入,再选中“Special Position”进入,再选中“PulsePos”调节光标至第一波群中间位置,按“Exit”退出D. 再次按下“Average”键平均,可直接读取K-2T值6. Differential Gain (色度微分增益)A. 播放CCITT.033.TSB. 按下“measure”键,使用旋钮上下移动选中“DGDP”C. 按下“Average”键平均,可直接读取DG 值7. Differential Phase (色度微分相位)同第6项测试8. Lumin Chroma Delay(亮色延时)A. 播放CCIR17.TSB. 按下“measure”键,使用旋钮上下移动选中“ChromLum GainDelay”C. 按下“Menu”键,在屏幕下方菜单中间选中“Acquire”进入,再选中“Special Position”进入,再选中“PulsePos”调节光标至第二波群中间位置,按“Exit”退出D. 再次按下“Average”键平均,可直接读取Chroma Delay 值9. Video Range and Frequency Response (频响)A. 播放 CCIR18.TSB. 按下“measure”键,使用旋钮上下移动选中“Multi Burst”C. 按下“Menu”键,在屏幕下方菜单中间选中“Acquire”进入,再在屏幕左下方选中“Special Position”进入D. 再分别选中“Flagstart”和“Flagwidth”调节到第一个方波与第二个方波边缘状态E. 再选中“Packet #1”,再分别选中“Center”和“Width”调节到第二个波群中间位置F. 再一次选中“Packet #1”,顺时针旋转右侧旋钮将Packet #1 调节到Packet #2,重复步骤EG. 依此,将Packet #6 选中定位好,再按下“Menu”键,并按下“Average”,直接读值注:第一波群和第二波群“Width”为4.5µs,第三至第五波群“Width”为1.3µs,最后一个波群“Width”调为最大10. Lumin S/N(亮度信噪比)A. 播放CCIT033.TSB. 按下“measure”键,使用旋钮上下移动选中“Noise Spectrum”C. 直接读取Noise Level 值11. Chroma S/N AM(色度信噪比-AM)A. 播放Blue.tsB. 按下“measure”键,使用旋钮上下移动选中“Chrominance AMPM”C. 直接读取AM值12. ChromA S/N PM(色度信噪比-PM)同第11项测试。
电视机成品检验规范精编版
电视机成品检验规范集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-一.目的:为了统一规范操作规范,使用工作员能按操作规程要求,准确地使用操作生产设备,确保产品质量。
二.适用范围适用于本公司生产的电脑一体机、液晶监视器出货检验。
三.职责检验员按检验手册逐一进行检验与判定,并对检验结果的正确性负责。
四.检验4.1检验方式:抽样检验。
4.2抽样方案:元器件类:按照GB2828-87正常检查一次抽样方案一般检查水平Ⅱ进行。
4.3合格质量水平:A类不合格AQL=0.4 B类不合格AQL=1.54.4 缺陷分类和判据4.4.1、本规范中将缺陷分为Z类、A类、B类不合格。
Z类不合格:指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
A类不合格:指可能导致失效或严重降低产品设计使用功能,为任何用户和商店都不能接受的缺陷。
B类不合格:指不会严重降低产品设计功能,为一般用户和商店可以接受的缺陷。
4.4.2、判定缺陷的标准检验缺陷分类判据见附录A和附录B4.4.3、批合格与不合格的判定本规范中,批质量以产品为计数单位进行判定,而不是以不合格数为单位进行判定。
、不合格的统计方法按本规范规定的缺陷类型,分别累计样品中每类不合格品总数。
其中:有一个或一个以上Z类不合格,也可能还有A类和(或)B类不合格的一台产品,统计为一个Z类不合格品。
有一个或一个以上A类不合格,也可能有B类不合格,但不含Z类不合格的一台产品,统计为一个A类不合格品。
有一个或一个以上B类不合格,但不含有Z类不合格或A类不合格的一台产品,统计为一个B类不合格品。
没有一任何规定缺陷的一台产品,统计为一个合格品。
4.4.4样质量记录及处理检验员必须认真做好原始记录,填写TFTLED-TV/MONITOR检验报表。
要求正确完整、签字齐全、结论明确。
报表于指定时间交部门主管审核,主管审核后报部门经理批准,然后归类存档。
数字电视液晶电视检验标准
耳机/USB线
1)耳机单声道、无声、掉真明显
√
样品
DVB-T
2)线材破损且露出铜线
√
3)PLUG头严重刮伤、压伤
√
4)脏污、磨花、丝印模糊
√
5)摆布声道反
√
6) 金属局部氧化、生锈
√
7)耳机按键时,弹扣弹力不敷
√
8) USB线用错,接触不良,不道通或者不开机
√
彩盒
1)彩盒错误、彩盒装不下相关主机和附件
√
27) 丝印首尾笔划残破,中间笔划断笔,断缺长度大于此笔划的五分之一
√
28) 丝印首尾笔划残破,中间笔划断笔,断缺长度小于此笔划的五分之一
√
29) 局部丝印细淡、粗黑、重影、笔划哆嗦 (30cm---45cm不雅察较模糊,不易当即辩认)
√
30) 局部丝印细淡粗黑、重影、笔划哆嗦 (30cm---45cm不雅察能当即识别)
√
样品
菲林卡
塞规
样品
菲林卡
塞规
样品
菲林卡
塞规
2)面壳正面喷油碰伤、麻点、砂眼、颗粒(用手指轻碰脱落)、外表有明显污脏,不成擦除直径以上,面壳侧面、底壳直径以上.
√
3) 外表凹凸不服,30--45Cm明显可见。
√
4) 面壳、正面喷油脱漆、脱色、镀层脱落直径0.4~,面壳侧面、底壳侧面正面直径~.
√
5) 面壳、正面喷油脱漆、脱色、镀层脱落直径以上,面壳、底壳侧面及底壳正面,直径以上.
√
21) 按键明显破裂、变形
√
22) 按键明显异响,手感不良且影响正常使用
√
23) 按键明显异响,手感不良,但不影响正常使用
√
电视机成品检验规范

电视机成品检验规范 Revised final draft November 26, 2020一.目的:为了统一规范操作规范,使用工作员能按操作规程要求,准确地使用操作生产设备,确保产品质量。
二.适用范围适用于本公司生产的电脑一体机、液晶监视器出货检验。
三.职责检验员按检验手册逐一进行检验与判定,并对检验结果的正确性负责。
四.检验4.1检验方式:抽样检验。
4.2抽样方案:元器件类:按照GB2828-87正常检查一次抽样方案一般检查水平Ⅱ进行。
4.3合格质量水平:A类不合格AQL=0.4 B类不合格AQL=1.54.4 缺陷分类和判据4.4.1、本规范中将缺陷分为Z类、A类、B类不合格。
Z类不合格:指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
A类不合格:指可能导致失效或严重降低产品设计使用功能,为任何用户和商店都不能接受的缺陷。
B类不合格:指不会严重降低产品设计功能,为一般用户和商店可以接受的缺陷。
4.4.2、判定缺陷的标准检验缺陷分类判据见附录A和附录B4.4.3、批合格与不合格的判定本规范中,批质量以产品为计数单位进行判定,而不是以不合格数为单位进行判定。
、不合格的统计方法按本规范规定的缺陷类型,分别累计样品中每类不合格品总数。
其中:有一个或一个以上Z类不合格,也可能还有A类和(或)B类不合格的一台产品,统计为一个Z类不合格品。
有一个或一个以上A类不合格,也可能有B类不合格,但不含Z类不合格的一台产品,统计为一个A类不合格品。
有一个或一个以上B类不合格,但不含有Z类不合格或A类不合格的一台产品,统计为一个B类不合格品。
没有一任何规定缺陷的一台产品,统计为一个合格品。
4.4.4样质量记录及处理检验员必须认真做好原始记录,填写TFTLED-TV/MONITOR检验报表。
要求正确完整、签字齐全、结论明确。
报表于指定时间交部门主管审核,主管审核后报部门经理批准,然后归类存档。
彩色广播电视接收机出厂检验标准

1.目的为保证产品质量,确保交付的产品让用户满意,维护公司的信誉。
2.适用范围本规范适用于公司彩色电视机成品的出厂检验。
3.检验程序3.1检验流程:3.2 检验方法参照国家标准GB/T10239-94《彩色电视广播接收机通用技术条件》,根据GB2828-87《逐批检查计数抽样程序及抽样表》采用正常检查一次抽样方案,如下表:3.3不合格品及分类1.Z类不合格品:含有一个或以上Z类不合格项目(不符合安全标准规定,对使用、维修或保管产品的人有危险或不安全)的单位不合格产品,称为一个Z类不合格品。
2. A类不合格品:含有一个或以上A类不合格项目(产品的重要特性不符合规定,使产品基本功能失效或不能正常工作)的单位不合格产品,称为一个A类不合格品。
3.B类不合格品:含有一个或以上B类不合格项目(单位产品的一般质量特性不符合规定,对产品适用性只有轻微影响)的单位不合格产品,称为一个B类不合格品。
4. 检验内容4.1 包装检验1. 纸箱体上各种标识(如:产品名称、型号、商标及图案、生产厂家、生产许可证号、强制性产品认证标记及认证号、生产日期等)要求正确且印刷清晰。
2. 箱体警告标志、储存标志(怕湿、向上、小心轻放、屏管方向、堆码层数、包装重量等),外型尺寸、机型图像标志、功能说明正确且清晰可认。
3. 包装箱外表干净,完整无破损、开裂,上下封口严密,合口缝隙≤5mm,封箱钉不得歪斜,胶纸应完全盖住封箱钉,侧面卷边胶纸为4-6cm,无二次封箱痕迹。
4. 机器放置方向正确,不允许倒放,箱体内部无异物,向下直视无明显折断、裂层。
保护泡沫与机型一致且无可见脏痕、断裂等。
包装袋完好干净且符合要求。
5. 遥控器等附件正确、齐全包装完好整洁。
机器序号完全一致。
4.2 外观检验1. 机器型号正确,颜色应符合合同或订单要求,表面无脏痕、划伤、裂纹、变形、脱膝、缩水痕、孔塞、色差、手印、气泡等。
2. 名牌正确且符合要求,表面明亮有光泽,无划伤,装配无松动、黄胶等。
电视机整机检验作业指导书
为了规范整机检验,控制整机质量,满足客户的质量要求。
合用于整机的QC 全检和QA 的抽样检验。
整机车间-----------按工艺要求生产并送检。
QC 全检-------------按工艺和检验作业指导书检验。
QA 抽检-------------按整机检验作业指导书检验。
工程部---------------对整机检验中的不良进行技术分析。
品管部经理----------确定不合格品的处理方式。
4.1 Z 类不合格Z 类不合格品(1) Z 类不合格(致命不合格/致命缺陷)单位制品的质量特性不符合规定的安全性要求,对使用维护和保管产品的人有危(wei)险或者不安全的缺陷称之为Z 类不合格。
(2) Z 类不合格品有一个或者一个以上Z 类不合格,也可能还有A、B 类不合格的制品称Z 类不合格品。
4.2 A 类不合格和A 类不合格品(1) A 类不合格(严重缺陷)单位制品的重要质量特性不符合行业规定和设计要求,导致产品失效或者严重降低产品使用功能或者用户不可能接受的缺陷称之为A 类不合格。
(2) A 类不合格品有一个或者一个以上A 类不合格,也可能有B 类不合格,但无Z 类不合格称为A 类不合格品。
4.3 B 类不合格和B 类不合格品(1) B 类不合格(次要缺陷/轻缺陷)单位制品质量特性不符合规定,导致产品性能降低,但用户可能接受的缺陷称之为B 类不合格。
(2) B 类不合格品有一个或者一个以上B 类不合格,也有可能还有C 类不合格,但无Z、A 类不合格的制品称之为B 类不合格品。
没有上述任何种类的不合格制品,满足设计要求契约规定顶目的制品称之为合格品.5.1 QC 全检5.1.1 QC 全检采取分段检验也就是分两道工序检验即总检一和总检二,总检一主要是检后壳的外观,AV 视频等相关质量问题.总检二主要是检前壳外观,按键功能及电光声色等质量问题具体见附表一附表二。
5.1.2 检验合格则流入包装,不合格则在不合格处或者表面贴上胶纸,并在胶纸上标注不合格项目转入修理工位进行维修。
DVB指标和指标测试方法
DVB指标和指标测试⽅法DQA/R&D 郴州市⾼斯贝尔数码科技有限公司标准(设计检验技术标准)DQA/R&D.06-101–1DVB硬件指标、检测规范——Hardware Check List2006-12-15 发布 2005-12-15实施郴州市⾼斯贝尔数码科技有限公司发布前⾔产品⼤批量的⽣产条件下,为保证品质,减少不良品和满⾜客户需求,需要从多⽅⾯因素考虑。
⽬前我们公司的产品在检测测试上有些⽅⾯还是凭经验或边探索边改进的⽅式,有些指标没有标准的量化来有效的对其产品进⾏定性的检测,给⽣产和维修带来不便,同时也使得产品或多或少存在些品质的隐患。
为了产品的更完善,进⼀步提⾼公司知名度,现对公司研制的DVB 系列产品进⾏规范化、流程化、标准化;在设计上综合考虑其产品的可靠性、稳定性、适⽤性;以及对产品的硬件提供标准的、规范的、合理的检测指标与检测⽅法。
所以DQA部拟定《DVB硬件指标与指标检测⽅法》。
本标准对⼀些通⽤的、常⽤的、重要的⾳视频指标进⾏了相关解说,对有些指标检测阐述了测试⽅法,也对⼀些相关的术语提供了定义和说明。
本标准重点阐述了可靠性⽅⾯知识,从可靠性的三个⽅⾯(定义、测试、增长、)对可靠性的基本知识作了⼀些介绍。
同时对可靠性的较常⽤指标、项⽬及提升产品的可靠性也有相关介绍。
希望本标准为完善、提⾼产品设计,检测产品性能有所帮助。
本标准还不够完整,后续将其补充完善。
本标准有不⾜或错误之处、不合符公司实际现状的、恳请⼤家批评指准!本标准是DQA/R&D 06.101《硬件指标与检测规范》的⼀个组成部分,还有另⼀个组成部分《C波段、KU 波段指标和指标检测规范》。
DQA/R&D 06.101《DVB指标和指标检测规范》包括以下部分:第1部分: DVB指标检验规范第2部分: DVB指标测试⽅法第3部分: DVB相关的术语、定义本标准是《硬件指标与检测规范》第1部分,从产品的⼀致性、可靠性、稳定性⽅⾯对产品设计提出要求。
投影仪成品检验规范

******科技有限公司投影仪成品检验规范(功能与外观)拟制:____审核:______批准:______CONTENTS:一、目的 (3)二、适用范围 (3)三、检验方式和接收水准 (3)四、缺点定义 (3)4.1严重缺点 (CRITICAL) (3)4.2重要缺点 (MAJOR) (3)4.3次要缺点 (MINOR) (3)五、包装检查标准 (3)六、外观/形合检查标准 (4)6.1 检查面定义 (4)6.2外观术语 (4)6.3检查条件 (4)6.4判定基本原则 (4)6.5 缝隙检查标准 (5)6.6 色点/异物/划痕检查标准 (5)6.7 其他检查标准 (5)七功能检测标准 ............................................................................................................................................... 错误!未定义书签。
一、目的明确佳微电子投影仪检验标准,为区分良品及不良品提供可靠的依据,保证投影仪的成品品质。
二、适用范围适用于广西佳微电子科技有限公司公司所有投影仪的检验及判定。
三、检验方式和接收水准。
3.1抽样接收水准:一般情况下,采用MIL-STD-105E抽样标准,进行一次性随机抽样,G = II ,缺陷数为不合格品数,AQL水准:Critical(CR)=0,Major(MAJ)=0.4 ,Minor(MIN)=1.0。
3.2检查顺序:包装检查→外观/形合检查→基本功能检查→性能参数测试四、缺点定义4.1严重缺点 (CRITICAL)——对人身安全造成伤害或存在安全隐患的缺陷,或与法律法规有冲突的缺陷。
4.2重要缺点 (MAJOR)——产品的功能不良,不能达到使用效果,或严重影响外观收货标准,及其它可能引起投诉的缺陷;4.3次要缺点 (MINOR)——生产中造成的轻微不良,但不影响使用功能,不用更换零件稍作加工即可修复使用的缺陷。
小家电————成品检验标准

目录序号文件名称文件编号1封面Q/GAL00GL08C019— 2009 2目录Q/GAL00GL08C019— 2009 3序言Q/GAL00GL08C019— 2009 4一次抽样查验方案Q/GAL00GL08C019— 2009 5赠品采买查验流程Q/GAL00GL08C019— 2009 6电电扇查验指导书Q/GAL00GL08C019-A001 7饮水机查验指导书Q/GAL00GL08C019-A002 8电饭煲查验指导书Q/GAL00GL08C019-A003 9电火锅查验指导书Q/GAL00GL08C019-A004 10紫砂煲查验指导书Q/GAL00GL08C019-A005 11豆浆机查验指导书Q/GAL00GL08C019-A006 12玻璃彩碗查验指导书Q/GAL00GL08C019-B001 13玻璃果盘、托盘查验指导书Q/GAL00GL08C019-B002 14玻璃油壶查验指导书Q/GAL00GL08C019-B003 08玻璃瓶、玻璃碗查验指导书Q/GAL00GL08C019-B004 16象牙瓷餐具查验指导书Q/GAL00GL08C019-B005 17咖啡杯查验指导书Q/GAL00GL08C019-B006 18陶瓷汤锅查验指导书Q/GAL00GL08C019-B007 19塑料件查验指导书Q/GAL00GL08C019-C001 20刀具类查验指导书Q/GAL00GL08C019-D001 21布品类查验指导书Q/GAL00GL08C019-E001 22蒸锅、奶锅、汤锅查验指导书Q/GAL00GL08C019-F001页数备注1234579121314171819202122232425262729前言Q/GAL00GL08C019— 2009《赠品查验标准要求》是广东格兰仕公司有限公司质量管理标准之一。
本标准在订正时依据系统运行的实质状况并征采了各有关部门的建议,在切合性及可操作性等方面进一步完美。