PMI泡沫夹层复合材料天线罩的振动特性分析
聚甲基丙烯酰亚胺(PMI)泡沫夹芯复合材料的滚筒剥离性能研究

本 文作 者还有 胡爱军 ( 中国科学院化学研究 所,北京 1 0 0 1 9 0 ) 。 基金项 目:8 6 3计划项 目 ( 2 0 l 5 A A O 3 3 9 O 2 ) 作者简介 :毛敏梁 ( 1 9 9 1 . ) ,男 。工程师 ,研究方 向为泡沫芯材及复合材料的应用。 通 讯 作 者 :胡 爱 军 ( 1 9 6 6 一 ) ,女 ,高 级 工 程 师 ,主 要 研 究 方 向 为 聚 酰 亚 胺 材 料 ,a i j u n h u @i c c a s . a c . c a 。
有明显作用 , 其 中以泡沫密度 和泡孔孔径影响最为显 著, 分别提 高 了 1 5 7 %和 9 5 %。本研 究 内容 对如何提 高 P M I泡沫 夹芯 复
合 材料 的 剥 离强 度 具 有 很 好 的 工 艺指 导作 用 关 键 词 :P MI 泡 沫 ; 夹 芯材 料 : 剥 离 强 度
泡沫 由甲基丙 烯酸 ( MA A) 、 甲基丙 烯腈 ( MA N) 单 体
2 试 验 2 . 1 试 验 材 料
50 I H、7 5 I H、7 5HF 7 5 W H、7 5 RS、1 1 0 I H、1 3 0I H
经 自由基 本 体 聚合 得 到 MA A. MA N共 聚 物 。 在 1 8 0
剥 离测 试 方法 表 征 面 板 与芯 材 之 间 的胶 接 强 度 , 探
究 了泡 沫 密 度 、 泡孔孔 径 、 固化 工 艺 、 表面处理 ( 泡
沫、 面板) 对P M I 泡沫复合材料剥离强度性能的影响。
收 稿 日期 :2 0 1 7 . 0 4 — 2 6
PMI泡沫材料研究
PMI泡沫材料研究一、PMI泡沫材料简介聚甲基丙烯酰亚胺(PMI)泡沫是一种交联型硬质结构型泡沫材料,具有100%的闭孔结构,其均匀交联的孔壁结构可赋予其突出的结构稳定性和优异的力学性能。
其主分子链为C-C链,分子侧链含有酰亚胺结构的泡沫塑料,可由多种方法制造。
该泡沫塑料是目前强度和刚度最高的耐热泡沫塑料(180~240℃),能够满足中高温、高压固化和预浸料工艺要求。
与各种类型树脂之间具有良好的兼容性,适合作为高性能夹层结构中的芯层材料使用,可以取代蜂窝结构,而且各向同性,容易经过机械加工成为各种形状复杂的截面形状,并且不含任何氟利昂,属于环保型材料,防火性能达到FAR 25.853和AITM等有关标准,代表着高性能聚合物结构泡沫塑料的最新发展领域。
PMI泡沫首先是由德国Schrder博士在1961年发明的,由德国Rohm(罗姆)和Hass股份有限公司于1966年在德国Darmstadt首先研制成功并实现商品化。
目前PMI泡沫已被广泛地应用在航天、航空、军工、船舶、汽车、铁路机车制造、雷达、天线等领域。
PMI泡沫具有下列性能:1、100%的闭孔结构,且各向同性。
2、耐热性能好,热变形温度为180~240℃。
3、优异的力学性能,比强度高、比模量高,在各种泡沫中是最高的。
4、面接触,具有很好的压缩蠕变性能。
5、可高温热压罐成型(180~230℃、0.5~0.7MPa),可真空包加热成型(180~230℃,几个Pa),还可熔融注射成型,实现泡沫夹层与预浸料的一次性共固化。
6、不含氟里昂和卤素。
7、良好的防火性能,无毒、低烟。
8、和各种树脂体系的相容性好。
9、优良的介电性能:介电常数1.05~1.13,损耗角正切在(1~18)×10-3。
在2~26 GHz 的频率范围内,其介电常数和介电损耗的变化很小,表现出很好的宽频稳定性,使之非常适于雷达及天线罩的制造。
10、没有铝蜂窝夹层结构的面板-蜂窝界面的湿热腐蚀。
PMI泡沫真空辅助热成型工艺及其生产应用研究

PMI泡沫真空辅助热成型工艺及其生产应用研究PMI(Polymethacrylimide foam)泡沫真空辅助热成型工艺是一种先进的复合材料加工技术,被广泛应用于航天、航空、船舶、汽车等行业。
本文主要介绍了PMI泡沫真空辅助热成型工艺的原理及其在生产中的应用。
PMI泡沫真空辅助热成型工艺,简称PMI工艺,是一种采用泡沫塑料辅助热成型的加工技术。
其原理是通过在复合材料层与模具之间插入PMI泡沫塑料,然后将整个结构放入热压机中进行加热和压缩,通过热压的作用使复合材料得以塑性变形,最终得到预期形状的复合材料制品。
相比传统的热成型工艺,PMI工艺具有以下优势:PMI工艺可以实现复杂形状的加工。
由于PMI泡沫塑料具有良好的塑性变形特性,可以通过在复合材料层与模具间插入不同形状的PMI坯料来实现各种复杂形状的加工。
PMI工艺可以显著提高复合材料制品的质量。
由于PMI坯料具有较低的导热系数和良好的隔热性能,可以有效减少热量从模具传导到复合材料中,减少了复合材料的气泡、虚化等质量缺陷的产生,提高了制品的质量。
PMI工艺具有较高的生产效率。
由于PMI泡沫塑料可以迅速地吸热并传导给复合材料,使得复合材料能够迅速达到热塑性变形温度,并在热压机中以较快的速度完成压制,从而大大提高了生产效率。
PMI工艺具有较低的成本。
相比其他复合材料加工工艺,PMI工艺所需的设备和生产成本较低,可以有效降低制造成本。
在实际生产中,PMI泡沫真空辅助热成型工艺被广泛应用于航空航天、船舶、汽车等领域。
在航空航天领域,PMI工艺常被用于制造飞机内饰件、隔音件等复材制品。
在船舶领域,PMI工艺被用于制造船舶内饰件,如墙板、天花板等。
在汽车领域,PMI工艺被用于制造汽车零部件,如仪表板、车门内衬等。
PMI泡沫真空辅助热成型工艺是一种先进的复合材料加工技术,在航天、航空、船舶、汽车等行业中具有广泛的应用前景。
通过合理应用该工艺,能够实现复杂形状产品的高质量、高效率生产,为相关领域的发展提供有力的支持。
PMI泡沫真空辅助热成型工艺及其生产应用研究

PMI泡沫真空辅助热成型工艺及其生产应用研究1.引言随着科技的不断发展,新材料的研究和应用正日益受到人们的关注。
PMI泡沫是一种轻质、高温稳定性好、机械性能优良的材料,因此在航空航天、航空航天、船舶和汽车等领域得到了广泛应用。
在PMI泡沫的生产中,采用真空辅助热成型工艺可以提高产品质量和生产效率,本文将对PMI泡沫真空辅助热成型工艺及其生产应用进行研究。
2. PMI泡沫的特性PMI泡沫是指以聚苯并味内酰胺聚合物为基体,通过发泡和硬化工艺制备而成的一种高性能泡沫材料。
PMI泡沫具有轻质、高温稳定性和优良的机械性能等特点,具有较高的吸能、隔音和绝缘性能,被广泛应用于航空航天、航空航海、船舶和汽车等领域。
3. PMI泡沫的生产工艺目前,采用真空辅助热成型工艺生产PMI泡沫的方法较为成熟。
该工艺主要包括原料预处理、发泡成型、真空辅助热成型和后处理等步骤。
首先将PMI泡沫原料进行预处理,然后进行发泡成型,将原料置于模具中,在一定的温度和压力条件下进行发泡,使原料形成泡沫状。
接着将发泡后的泡沫放入真空热压机中,进行真空辅助热成型,通过加热和压力作用,使PMI泡沫材料在模具中得到固化和成型。
最后进行后处理,包括切割、抛光等工艺,得到最终的产品。
4. PMI泡沫真空辅助热成型工艺的优点采用真空辅助热成型工艺生产PMI泡沫具有以下优点:(1)成型过程中材料的收缩率低,尺寸稳定性好;(2)产品表面光洁度高,外观质量好;(3)可以生产复杂形状的产品,适用性广泛;(4)生产效率高,可以实现批量生产;(5)生产过程中无挥发物和污染物排放,环保性好。
5. PMI泡沫真空辅助热成型工艺的应用PMI泡沫经过真空辅助热成型工艺生产的产品,具有优良的性能和质量,被广泛应用于航空航天、航空航海、船舶和汽车等领域。
在航空领域,PMI泡沫产品主要应用于飞机组件制造中,例如机翼、襟翼等部件;在航海领域,被用于造船业中,如船体构件、船舶隔舱等;在汽车领域,被用于制造汽车零部件,例如车身结构件、座椅垫等。
PMI泡沫材料研究
PMI泡沫材料研究一、PMI泡沫材料简介聚甲基丙烯酰亚胺(PMI)泡沫是一种交联型硬质结构型泡沫材料,具有100%的闭孔结构,其均匀交联的孔壁结构可赋予其突出的结构稳定性和优异的力学性能。
其主分子链为C-C链,分子侧链含有酰亚胺结构的泡沫塑料,可由多种方法制造。
该泡沫塑料是目前强度和刚度最高的耐热泡沫塑料(180~240℃),能够满足中高温、高压固化和预浸料工艺要求。
与各种类型树脂之间具有良好的兼容性,适合作为高性能夹层结构中的芯层材料使用,可以取代蜂窝结构,而且各向同性,容易经过机械加工成为各种形状复杂的截面形状,并且不含任何氟利昂,属于环保型材料,防火性能达到FAR 25.853和AITM等有关标准,代表着高性能聚合物结构泡沫塑料的最新发展领域。
PMI泡沫首先是由德国Schrder博士在1961年发明的,由德国Rohm(罗姆)和Hass股份有限公司于1966年在德国Darmstadt首先研制成功并实现商品化。
目前PMI泡沫已被广泛地应用在航天、航空、军工、船舶、汽车、铁路机车制造、雷达、天线等领域。
PMI泡沫具有下列性能:1、100%的闭孔结构,且各向同性。
2、耐热性能好,热变形温度为180~240℃。
3、优异的力学性能,比强度高、比模量高,在各种泡沫中是最高的。
4、面接触,具有很好的压缩蠕变性能。
5、可高温热压罐成型(180~230℃、0.5~0.7MPa),可真空包加热成型(180~230℃,几个Pa),还可熔融注射成型,实现泡沫夹层与预浸料的一次性共固化。
6、不含氟里昂和卤素。
7、良好的防火性能,无毒、低烟。
8、和各种树脂体系的相容性好。
9、优良的介电性能:介电常数1.05~1.13,损耗角正切在(1~18)×10-3。
在2~26 GHz 的频率范围内,其介电常数和介电损耗的变化很小,表现出很好的宽频稳定性,使之非常适于雷达及天线罩的制造。
10、没有铝蜂窝夹层结构的面板-蜂窝界面的湿热腐蚀。
PMI

在航空领域,一些常见的使用NOMEX蜂窝的结构有:机翼的前缘和尾翼,起落架舱门、其它各种舱门和整流罩。尽管蜂窝夹层结构在结构性能上有突出的优点,但是航空公司还是在寻找其它更好的材料来代替,原因是蜂窝夹心材料在各种用途的使用过程中需要昂贵的维护费用。因为在一些特殊情况下,蜂窝会进水。例如,面板出现裂缝以后。在低温下,蜂窝孔隙中的水冻结,发生膨胀,会破坏相邻的蜂窝孔隙。
聚甲基丙烯酸亚胺PMI泡沫是德国德固赛公司生产,商标是ROHACELL®。在所有的泡沫中,相同密度的条件下对比,是强度和刚度最高的泡沫。其高温下耐蠕变性能使得该泡沫能够适用高温固化的树脂和预浸料。PMI泡沫在适当的高温处理以后,能承受190℃的固化工艺对泡沫的尺寸稳定性的要求,在航空领域中得到了广泛的应用。PMI泡沫是采用固体发泡工艺制作,泡沫的孔隙基本一致、均匀的100%闭孔泡沫。
泡沫的胶接
能与PMI泡沫胶接的粘接剂有很多,其使用方法和固化时间也各有不同。因为PMI是闭孔泡沫,粘接剂只能存在于表面被刨开的空穴内。所以在胶接前,要吸掉或用无油压缩空气吹掉泡沫表面的灰尘。粘接时,可以通过加热提高粘接剂的固化时间。PMI和各种树脂兼容(包括预浸料)。而通常PVC泡沫和含苯乙烯的树脂一同使用过程中,需要特别注意。
泡沫板上面可以加保护材料覆盖,例如棉布、透气毡等。保护材料的作用是确保材料板材在成形结束之前的一段时间内,能够保持成形所需要的温度。在需要加工的形状的变形程度较小的情况下,成形模具的设计要力求简单。模具的耐热要求不是很高,采用木材,聚酯或环氧树脂或玻璃钢制成的模具就足够了。构件的成形可以使用真空/非真空的胶模或阴/阳模完成。为了保证板材能够在阻力很小的情况下的情况下在模具中延展,边缘必须具有一个较大的弧度。泡沫温度降低的很快,两面的温度降低速度要求相同,避免反弹,变形。一旦成形好的构件温度降低到80℃以下,就可以从模具中取出。
PMI 高性能泡沫夹层材料的应用及国内研制现状

PMI 高性能泡沫夹层材料的应用及国内研制现状陈一民1 何斌2( 1. 国防科技大学航天与材料工程学院,长沙410073; 2. 湖南省塑料研究所,长沙410001)摘要本文描述了聚甲基丙烯酰亚胺( PMI) 泡沫夹层材料的应用及国内研制现状。
关键词PMI 泡沫; 夹层结构; 制备; 应用1 引言复合材料及其结构是飞行器的一大关键用材和承重结构件,为了提高复合材料的力学性能,充分利用材料的强度以及减轻结构重量,飞行器的结构件采用了大量的泡沫夹层结构复合材料。
聚甲基丙烯酰亚胺( PMI) 泡沫以其卓越的综合性能,在大型客机和运输机、战斗机、直升机、高速列车、风力发电机叶片、卫星和运载火箭及运动和医疗器材等方面获得了大量的应用。
图1 各种泡沫芯的压缩强度比较2 PMI 泡沫特性聚甲基丙烯酰亚胺( PMI) 泡沫是所有高分子泡沫中比强度最高的泡沫,其卓越的综合性能表现在: 泡沫表面平整、结构和力学性能无方向性、可机械加工、耐有机溶剂和与各种树脂系统兼容性好; 高比强度、高热变形温度( 180℃~ 200℃) 和优异的抗压缩蠕变性能,PMI 泡沫的高比压缩强度( 图1 ) 使其能承受180℃~200℃的复合材料树脂固化工艺对泡沫的尺寸稳定性要求。
同时,PMI 泡沫具有热变形性能,可根据复合材料制备对泡沫夹芯形状的要求,进行热变形( 图2 和图3)的特点,这是其他夹层材料所不具备的。
与蜂窝相比,PMI 泡沫可以支撑预浸料,表面不会产生局部不平整。
因而,减少了预浸料的层数和面层的厚度,确保层合板的质量,提高了屈服强度和表面平整度。
另外,由于PMI 泡沫属于闭孔结构泡沫,作为树脂基复合材料的夹芯材料,十分适用树脂传递模塑( RTM) 或真空辅助RTM 成型( VARTM) 等树脂注射工艺来制备夹层结构复合材料。
图2 PMI 泡沫模具热模压成型图3 PMI 泡沫真空袋热定型成型·360·复合材料·创新与可持续发展3 PMI 泡沫的国内应用自PMI 泡沫问世以来,德国Degussa 公司全面考核了PMI 泡沫在航空航天、高速交通及风力发电等领域的应用性能,证明了PMI 泡沫在上述领域应用的可靠性和安全性,并已经在上述领域得到了广泛图4 国产ARJ21 支线飞机的应用。
PMI泡沫夹层结构的材料非线性分析

数据 , 利用 MS C . N a s t r a n 6 0 0解 算 器 中提 供 的二 次 开 发程序 接 口, 定 义 了该 泡沫 的本构 关 系 , 并 建立 了这
种 材料 的非 线性 有 限元 计算 模型 。通过 对 铝 面板 泡 沫芯夹 层结 构 的实 例 分 析 和 实验 结 果 进 行 对 比, 论 证 了该 泡 沫材料 非线性 有 限元模 型 的正确 性 。
性, 因此 需要 对泡 沫材料 进行 非线 性分 析 , 从 而更准 确 地判 断 泡 沫 夹 层 结 构 在 应 用 中所 体 现 的力 学 性 能 。本 文根 据文 献所 给型号 的泡 沫材料 力学 性 能
些经 典 的非 线 性 材料 本 构 模 型 , 主要 有 非 线 性 弹 性 本构 模型 和弹 塑性本 构模 型等 ¨ 。 非线性 弹性模 型反 映 了材料 变形 与加 载 历 史无 关 的特点 , 卸载 时材 料 变形 沿 原 路 返 回。 而 弹塑 性 模 型则考 虑 了材料 屈 服 后 呈 现 的非 线 性 性 质 , 它 的 应力 应 变 关 系 与 加 载 历 史 有 关 。 已 有 研 究 表 明 , P MI 泡沫 材料 在小变 形 时就 出现 了非 线性 弹性 变形
对湿 热环 境敏 感 , 易 受损 伤 。例 如 常 用 的 N o me x蜂 窝 夹层结 构 , 由于其 夹 层 与 面板 之 间的 界 面 没有 增
强体, 因此 , 对 分 层非 常敏 感 , 在 恶 劣 的 使 用 条件 下 常 常成 为分层 危 险部 位 。结 构 分层 后 , 极 易 力 学 行 为 分 析
聚 甲基 丙烯 酰亚胺 ( P MI ) 是 一种 用 于 轻质 夹 层 结 构 的闭孔 刚性 发 泡材 料 。它 是 一种 1 0 0 % 闭孑 L 泡
复合材料夹层结构泡沫芯材的性能特点和应用
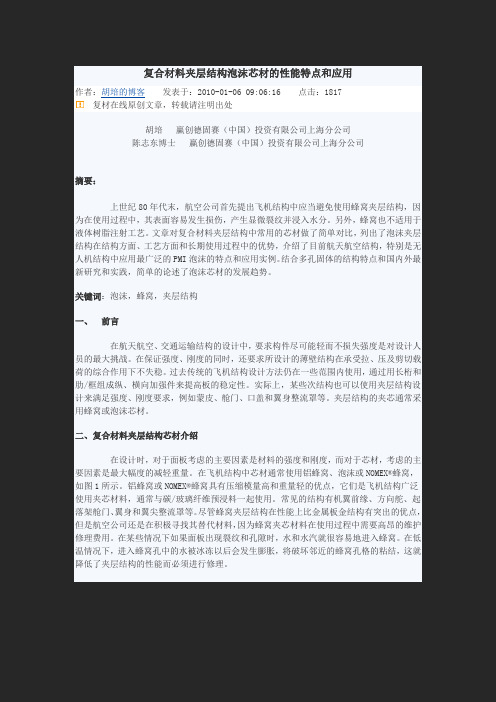
复合材料夹层结构泡沫芯材的性能特点和应用作者:胡培的博客发表于:2010-01-06 09:06:16 点击:1817复材在线原创文章,转载请注明出处胡培赢创德固赛(中国)投资有限公司上海分公司陈志东博士赢创德固赛(中国)投资有限公司上海分公司摘要:上世纪80年代末,航空公司首先提出飞机结构中应当避免使用蜂窝夹层结构,因为在使用过程中,其表面容易发生损伤,产生显微裂纹并浸入水分。
另外,蜂窝也不适用于液体树脂注射工艺。
文章对复合材料夹层结构中常用的芯材做了简单对比,列出了泡沫夹层结构在结构方面、工艺方面和长期使用过程中的优势,介绍了目前航天航空结构,特别是无人机结构中应用最广泛的PMI泡沫的特点和应用实例。
结合多孔固体的结构特点和国内外最新研究和实践,简单的论述了泡沫芯材的发展趋势。
关键词:泡沫,蜂窝,夹层结构一、前言在航天航空、交通运输结构的设计中,要求构件尽可能轻而不损失强度是对设计人员的最大挑战。
在保证强度、刚度的同时,还要求所设计的薄壁结构在承受拉、压及剪切载荷的综合作用下不失稳。
过去传统的飞机结构设计方法仍在一些范围内使用,通过用长桁和肋/框组成纵、横向加强件来提高板的稳定性。
实际上,某些次结构也可以使用夹层结构设计来满足强度、刚度要求,例如蒙皮、舱门、口盖和翼身整流罩等。
夹层结构的夹芯通常采用蜂窝或泡沫芯材。
二、复合材料夹层结构芯材介绍在设计时,对于面板考虑的主要因素是材料的强度和刚度,而对于芯材,考虑的主要因素是最大幅度的减轻重量。
在飞机结构中芯材通常使用铝蜂窝、泡沫或NOMEX®蜂窝,如图1所示。
铝蜂窝或NOMEX®蜂窝具有压缩模量高和重量轻的优点,它们是飞机结构广泛使用夹芯材料,通常与碳/玻璃纤维预浸料一起使用。
常见的结构有机翼前缘、方向舵、起落架舱门、翼身和翼尖整流罩等。
尽管蜂窝夹层结构在性能上比金属板金结构有突出的优点,但是航空公司还是在积极寻找其替代材料,因为蜂窝夹芯材料在使用过程中需要高昂的维护修理费用。
PMI泡沫塑料及其夹层结构的高频介电性能研究

的研究 少有报 导 。本文选 取一 系列 不 同密 度 和厚 度 的 PMI泡 沫塑料 ,探讨 了密度 和 厚度 对 PMI泡沫 塑 料 及其碳 纤 维 、玻 璃 纤 维 夹层 结 构 的 高频 介 电性 能 的影 响 。
2 实 验
2.1 原 材料 与仪 器
厂: 1一
po
(1)
式 中 ,-厂为泡沫 塑 料 的孔 隙率 ;P为泡 沫 塑料 的
密度 ; 为共 聚物 的密度 。
3 结果讨论
3.1 厚 度对 PMI泡沫塑料 高频 介 电性能 的影响
PMI泡 沫塑 料 ,密 度 分 别 为 80kg·In~、158kg· m ~ 、 215kg·m一、335kg·m~、421kg·m~,厚 度 为 lOmm、20mm、30ram、40ram、50ram,自制 ;环氧碳 纤维 预浸 料 ,牌 号 5228A/CF3031,北 京航 空材料 研 究 院 ;
关键 词 :PMI泡 沫 塑料 ;厚 度 ; 密度 ;夹 层 结 构 ;高 频介 电性 能 中 图 分 类 号 :TB332;TQ328.2 文 献标 识 码 :A 文 章 编 号 :1003—0999(2013)05—0018—04
1 引 言
聚 甲基 丙烯 酰亚胺 (PMI)泡 沫塑 料是 一 种 轻质 硬质 泡沫 塑料 ,具 有 100% 的 闭孔 结构 ,比交 联 聚氯 乙烯 (XPVC)、聚氨 酯 (PUR)等硬 质 泡 沫 塑 料 具 有 更 高的强 度 、模 量 和 抗 蠕 变 性 能 ,耐热 性 能 可 达 到 240 ̄C,是 目前 耐 热 性 最 好 的刚 性 结 构 泡 沫 塑 料 之 一 , 可满 足 190 ̄C的 固 化 工 艺 对 尺 寸 稳 定 性 的 要 求 卜 。 同时 PMI泡 沫 塑 料 又 是 一 种 低 介 电 材 料 ,其优 异 的力 学 性 能和 加 工性 能 " ],使 其 作 为 纤 维泡沫 塑料 夹 层结 构 的芯 层 用于 天 线 罩 、飞 机雷 达 罩等透 波材料 领域 。PMI泡沫 塑料 的力学性 能 和热性 能 已得 到 充分 研 究 ,然 而其 高频 介 电性 能
PMI泡沫夹层碳纤维复合材料的制备及力学表征

D01:10.19936/ki.2096-8000.20210428.013PMI泡沫夹层碳纤维复合材料的制备及力学表征原崇新1,董青海“,何斌2(1.中国商飞上海飞机制造有限公司复合材料中心,上海200123; 2.湖南兆恒材料科技有限公司,长沙410200)摘要:由于具有较好的力学性能和工艺稳定性,聚甲基丙烯酰亚胺(PM1)泡沫夹层结构在航空领域得到了大量的应用。
目前飞机上通常采用预浸料与泡沫热压罐固化制造夹层结构,这种工艺成本较高且只能保证贴模面的表面质量。
本文中采用闭模液体成型工艺制备了质量稳定的泡沫夹层结构,对比了同时注胶与交替注胶的制备方法,结果表明交替注胶可以得到更好的成型质量。
并对泡沫芯材的力学性能进行了测试,在此基础上建立了泡沫材料的失效模型,并通过有限元分析了其三点弯曲、侧压屈曲等力学性能,有限元模型分析结果与实际测试结果基本一致,有限元模型可揭示在这些加载条件下夹层结构的破坏机理及渐进损伤过程,研究结果可推动高性能的航空用复合材料夹层结构的低成本化制备以及结构服役的虚拟试验。
关键词:PM1泡沫;夹层结构;闭模RTM;后屈曲;有限元;复合材料中图分类号:TB332文献标识码:A文章编号:2096-8000(2021)04-0089-07泡沫夹芯复合材料一般由较薄的刚性面板和较厚的柔性泡沫芯材组成,以获得较高的弯曲刚度。
同时,泡沫通常具有较低的导热系数和较高的阻尼系数,可满足隔热和降噪等功能要求。
因此泡沫夹层结构已被广泛应用于航空航天、船舶、风力发电、汽车、火车等领域[1,2]。
聚甲基丙烯酰亚胺(PM1)泡沫是目前综合性能最好的新型高分子结构泡沫材料,其热变形温度为180T~240抗压强度在0.5MPa以上,具有良好的防火性能,与树脂体系相容好,因此PM1泡沫夹层结构已被应用到民用飞机的结构部件上,如副翼、翼根整流罩、后压力舱、扰流板等[3]。
国内外学者对泡沫夹层结构的液体成型(RTM)做了一定研究。
pmi泡沫在民用飞机上的应用

PMI(泡沫材料注塑)是一种轻质、高强度的材料,常被应用于民用飞机的制造,并在飞机构造中发挥着重要的作用。
本文将从几个方面来探讨PMI泡沫在民用飞机上的应用。
一、 PMI泡沫的特性1. PMI泡沫具有极高的强度-重量比,这使得它成为航空工业中的理想材料。
2. PMI泡沫的密度低,能有效减轻飞机的整体重量,提高飞行效率。
3. PMI泡沫的热稳定性好,能在特殊温度环境下保持稳定性。
二、 PMI泡沫在飞机设计中的应用1. PMI泡沫常被用于飞机翼的内部结构,用以提高整个机翼的强度。
2. PMI泡沫还能够应用于飞机的尾翼和其他重要构造部件,提高飞机的稳定性和安全性。
3. PMI泡沫在飞机设计中的应用,不仅能够提高整个飞机的性能,同时还能减轻飞机的整体重量,降低能源消耗,减少对环境的影响。
三、 PMI泡沫在飞机制造中的作用1. 利用PMI泡沫可以快速有效地制造出具有复杂结构的零件,提高飞机制造的效率。
2. PMI泡沫具有较小的交流性膨胀系数,能够有效减少由于温度变化引起的构件变形,提升了飞机的使用寿命和稳定性。
3. 在飞机的制造过程中,PMI泡沫还可以减少材料和资源的浪费,降低了成本,提高了制造效率。
其轻质特性也减少了运输成本。
四、 PMI泡沫在飞机维护中的意义1. PMI泡沫用于飞机构件的内部填充后,能有效增强构件的抗压和抗冲击能力,提高了飞机的安全性。
2. PMI泡沫具有较好的抗老化性能,能够延长飞机构件的使用寿命,减少维护成本和维修次数。
3. PMI泡沫的维护周期长,能减少维护频率,提高飞机的可使用性。
PMI泡沫作为一种轻质、高强度、热稳定的材料,对于民用飞机的制造和运行具有重要意义。
其在飞机设计、制造和维护中的广泛应用,不仅提高了飞机的性能和安全性,也降低了成本,减少了资源浪费,符合飞机制造的可持续发展理念。
随着技术的不断进步和应用范围的扩大,PMI泡沫在民用飞机上的应用前景将更加广阔。
PMI泡沫在民用飞机上的应用不断扩大,除了在飞机设计、制造和维护中发挥重要作用之外,还在其他方面展现了其巨大潜力。
PMI泡沫真空辅助热成型工艺及其生产应用研究

PMI泡沫真空辅助热成型工艺及其生产应用研究引言PMI泡沫是一种轻质、高强度、高温稳定的聚合物泡沫材料,具有优异的力学性能和绝热性能。
在航空航天、航空航天及其他高端工业领域有着广泛的应用前景。
PMI泡沫材料的成型工艺一直是其在实际生产中的一个难题,传统的成型方法存在着工艺复杂、成型周期长、材料浪费多等问题。
为了解决这些问题,本文将对PMI泡沫真空辅助热成型工艺进行研究,并探讨其在生产中的应用前景。
一、PMI泡沫材料的特性PMI泡沫是一种聚亚醯胺泡沫,具有以下特性:1. 轻质高强度:PMI泡沫的密度通常在50-100kg/m³,具有较高的比强度,具有很高的强度和刚度。
2. 耐高温性能:PMI泡沫能够在高温环境下保持其力学性能,具有极好的耐高温性能,能够在250℃高温下长期使用。
3. 优异的绝热性能:PMI泡沫具有良好的绝热性能,是一种优秀的热绝缘材料。
4. 良好的尺寸稳定性:PMI泡沫在高温环境下能够保持较好的尺寸稳定性,是一种非常适合在高温环境下使用的材料。
二、传统PMI泡沫成型工艺存在的问题传统的PMI泡沫成型工艺通常采用模压或热压成型的方法,存在着以下问题:1. 成型周期长:传统成型方法通常需要较长的成型周期,生产效率低下。
2. 工艺复杂:传统成型方法需要多道工序,工艺复杂度高,需要大量的人力和物力投入。
3. 材料浪费多:传统成型方法中易产生材料浪费,成型的精度较低。
三、PMI泡沫真空辅助热成型工艺原理PMI泡沫真空辅助热成型工艺是一种结合真空吸引作用和热成型过程的成型方法。
其原理主要包括以下几个步骤:1. 剪切及预成型:将PMI泡沫板材按照需要的尺寸进行裁切,并进行预成型,使其形状近似于最终成型件。
2. 加热软化:将预成型的PMI泡沫板材置于加热炉中,在一定温度下进行加热软化,使其变得柔软可塑。
3. 真空吸附成型:将加热软化的PMI泡沫板材放置在成型模具中,启动真空泵,使模具内部产生真空吸引作用,将软化的泡沫板材充分贴合模具表面。
PMI泡沫夹层结构性能研究

PMI泡沫夹层结构性能研究
赵锐霞;尹亮;潘玲英;梅立;孙宏杰
【期刊名称】《宇航材料工艺》
【年(卷),期】2012(042)005
【摘要】对聚甲基丙烯酰亚胺(PMI)泡沫碳环氧复合材料夹层结构进行了平拉、平压、侧压、弯曲、剪切等性能试验,并对试样破坏模式进行了分析.结果表明:泡沫夹层结构平拉、平压、剪切性能取决于芯材的性能,表现为芯材的破坏,弯剪试样更能表征泡沫的剪切性能,泡沫夹层结构具有优越的侧压和弯曲性能,碳面板( 1.05 mm)/泡沫(30 mm)夹层结构侧压强度为26.5MPa、模量为5.88 GPa,弯曲刚度为3.05 kN·m2、模量为97.5 GPa.
【总页数】4页(P34-37)
【作者】赵锐霞;尹亮;潘玲英;梅立;孙宏杰
【作者单位】航天材料及工艺研究所,北京100076;航天材料及工艺研究所,北京100076;航天材料及工艺研究所,北京100076;航天材料及工艺研究所,北京100076;航天材料及工艺研究所,北京100076
【正文语种】中文
【相关文献】
1.PMI泡沫夹层复合材料电性能设计与实验研究 [J], 单忠伟;边佳燕;程翔;刘钧
2.湿热循环对PMI泡沫/3218-1环氧树脂夹层结构性能影响的研究 [J], 吴扬;董浩;段跃新;肇研
3.某型飞机PMI泡沫夹层结构翼梢小翼成型技术研究 [J], 成艳娜;刘向阳
4.PMI泡沫夹层结构雷达天线罩间接热-结构耦合分析与实验研究 [J], 刘钧; 周远明
5.冯•卡门曲面整流罩PMI泡沫夹层防热结构技术研究 [J], 尹莲花;骆洪志;吴会强;陈友伟;王晔
因版权原因,仅展示原文概要,查看原文内容请购买。
聚醚胺(D230)论文:PMI泡沫壳体夹层结构设计及力学性能研究

聚醚胺(D230)论文:PMI泡沫壳体夹层结构设计及力学性能研究【中文摘要】聚甲基丙烯酸亚胺(PMI)泡沫夹层结构整体具有很高的比强度,较大的比刚度,同时还具有优异的隔热与透波功能,越来越多地应用于大型客机、火箭整流罩、载人飞船和卫星舱段等诸多技术领域。
随着航空航天科技深入发展,对于结构设计与材料的性能要求也在不断提高,使得夹层材料尤其是工艺性能十分稳定的泡沫夹层材料越来越有发展前景。
本文主要研究PMI泡沫/玻璃钢复合舱段的结构与设计优化。
首先以乙二胺为固化剂,并用D230(聚醚胺)对环氧树脂体系进行增韧改性。
纯乙二胺固化的环氧树脂为脆性材料,当加入D230以后,由于D230的C链比乙二胺长,可以有效的增加浇注体网络空间,使交联点的密度降低。
通过以上改进,制造出强度高、缺陷少、韧性好的环氧树脂浇注体。
再通过三点弯曲、拉伸等实验验证得到,当D230的比例为20%的时候,浇注体的强度达到最佳,并且达到了很好的增韧效果。
对断口进行扫描,进一步分析了D230的改性效果。
对浇注体进行了热重法(TG)试验,得到浇注体的分解温度在260℃以上,完全达到舱段的热环境使用要求。
选取聚甲基丙烯酰亚胺(PMI)作为夹层结构的芯材。
制备了PMI/玻璃钢夹层结构。
同时通过夹层结构侧压、三点弯曲等基本力学性能实验,对PMI泡沫夹层结构的力学性能进行了分析。
同时,对纤维面板铺层、PMI泡沫密度、纤维面板的厚度等影响因素进行了规律性分析。
最后,以某一型号的火箭舱段为背景,利用有限元软件Patran进行对圆柱壳和圆锥壳夹层结构进行模拟设计,并在模拟设计中对夹层结构进行了加筋处理,加大了整体的刚度。
对加筋后的夹层结构进行了屈曲分析,同时考察了面板厚度、纤维铺层角度以及PMI泡沫密度对夹层结构力学性能的影响规律。
【英文摘要】Polymethacrylimide (PMI) foam sandwich structure has high specific strengths and specific stiffness, and the excellent properties of heat insulation andwave-transparent properties, so it can be widely used in the field of large aircraft, rocket fairing, spacecraft, satellite cabin and so on. With the steady development of aerospace science and technology, the demands for structure design and properties of material are urgently increased.Foam-sandwich-structured materials with very stable process performance are very remarkable and promising in wide application field.This thesis studied the structure of PMI foam / Fiber Reinforced Plastics and optimized the design of the structure.First, 1,2-ethylenediaminem was used as curing agent, epoxy resin matrix is toughened by mixing up Polyether amines (D230). Pure ethylenediamine cured epoxy resins are brittle material.After adding D230, it can effectively increase the body casting cyberspace, and decrease the density of the crosslink, for the C-chain length of the D230 is longer thanthat of ethylenediamine. Therefore, epoxy resin matrix with low-defect, high strength and toughness could be obtained. Then the optimization quantity of the flexible amine (D230) fillings is determined through mechanical properties testing. The results shows that if quantity of the flexible amine (D230) comes up to 20%, the matrix shows the best mechanical properties.The fracture morphology was analyzed by SEM and verified the improving results with the addition of the flexible amine (D230). Then the resin casting was investigated by thermogravimetry (TG) test, its decomposition temperature is above 260℃, fully meeting the cabin thermal environment requirements.Then, PMI foam was used as the core material of sandwich structure, PMI/FRP sandwich materials are prepared. The mechanical properties of the structure are studied by lateral compression and three-pointbending experiment. Then the influencing factors of the mechanical properties of the structure are analyzed, the influence of glassepoxy thickness, the laminate orientation and the density of the PMI foam are discussed.Finally, one model rocket cabin was used as the background, simulating the sandwich of conical shell and cylindrical shell with reinforcer by the finite element software Patran and the mechanical properties are analyzed.Buckling analysis was done in reinforced sandwich structure, it also explained the effects of panel thickness, angle of fiber layer and the density of PMI foam to the mechanical properties in sandwich structures .【关键词】聚醚胺(D230) 有限元 PMI夹层结构屈曲【英文关键词】Polyether amines (D230) FEM PMI sandwich structures bulking analysis【目录】PMI泡沫壳体夹层结构设计及力学性能研究摘要3-4Abstract4第1章绪论8-20 1.1 课题背景8-10 1.2 国内外研究现状10-18 1.2.1 PMI泡沫夹层结构的特点及应用10-11 1.2.2 PMI泡沫夹层结构加筋设计研究进展11 1.2.3 PMI泡沫夹层结构的破坏模式及原因11-14 1.2.4 PMI泡沫夹层结构国内外研究现状14-15 1.2.5 夹层结构及加筋优化的国内外研究现状15-18 1.3 本文的研究内容18-20第2章测试方法及实验材料20-25 2.1 实验原材料20-22 2.2 实验内容22-25第3章环氧树脂基体制备与评价25-44 3.1 引言25 3.2 环氧树脂固化机理25-28 3.2.1 环氧树脂概述25 3.2.2 环氧树脂固化剂概述25-26 3.2.3 环氧树脂的固化机理26-28 3.3 固化剂选择方案28-32 3.3.1 固化反应的产物28-29 3.3.2 固化剂比例计算29-32 3.4 红外光谱测试32-34 3.4.1 红外光谱吸收原理32 3.4.2 红外光谱分析32-34 3.5 浇注体力学性能测试34-40 3.5.1 浇注体弯曲性能分析34-37 3.5.2 浇注体拉伸性能分析37-40 3.6 浇注体断裂性能分析40-41 3.7 浇注体热重和差热分析41-42 3.8 本章小结42-44第4章 PMI泡沫夹层结构制备及力学性能分析44-57 4.1 引言44 4.2 PMI泡沫夹层结构制备44-46 4.2.1 夹层结构面板纤维的选择44 4.2.2 夹层结构芯子的选择44-45 4.2.3 夹层结构胶黏剂的选择45 4.2.4 PMI泡沫夹层结构制作工艺45-46 4.3 PMI泡沫夹层结构弯曲性能分析46-49 4.4 PMI泡沫夹层结构侧压性能分析49-51 4.5 PMI泡沫夹层结构力学性能的影响因素51-56 4.5.1 面板厚度的影响51-53 4.5.2 面板铺层角度的影响53-55 4.5.3 PMI泡沫密度的影响55-56 4.6 本章小结56-57第5章壳体夹层结构屈曲分析57-79 5.1 引言57 5.2 夹层结构模型57-59 5.3 面板的材料常数确定59-61 5.4 夹层结构屈曲分析61-64 5.4.1 屈曲分析61-63 5.4.2 夹层结构刚度计算63-64 5.5 夹层结构加筋板的屈曲分析64-67 5.5.1 加筋结构简介64 5.5.2 模型建立64-66 5.5.3 边界条件66-67 5.6 加筋壳的屈曲分析67-72 5.6.1 蒙皮的弹性模量的修正67 5.6.2 加筋壳的屈曲计算67-72 5.7 夹层加筋结构影响因素72-76 5.7.1 面板铺层角度的影响72-74 5.7.2 加筋结构宽厚比的影响74-75 5.7.3 PMI泡沫芯子密度的影响75-76 5.8 加筋壳结构整体刚度计算76-77 5.9 本章小结77-79结论79-80参考文献80-85致谢85。
PMI泡沫复合材料夹层结构的无损检测方法

PMI 泡沫复合材料夹层结构的无损检测方法Non 2dest ructive Test Met hods of PMI Foam Cored Co mpo siteSandwich St ruct ure胡 培(赢创德固赛(中国)投资有限公司上海分公司功能聚合物部门,上海201108)HU Pei(Performance Polymers ,Evonik Degussa (Shanghai )Co.Ltd.,Shanghai 201108,China )摘要:主要讲述了目前适用于PMI 泡沫夹层结构的各种无损检测方法。
回顾了泡沫夹层结构常用的无损检测方法:空气耦合超声方法、脉冲回波超声方法以及激光错位散斑干涉方法。
针对不同的缺陷形式,对比了无损检测的效果。
关键词:PMI 泡沫夹层结构;空气耦合超声无损检测;脉冲回波;激光错位散斑干涉;无损检测 文献标识码:A 文章编号:100124381(2009)Suppl220354205Abstract :The various state 2of 2art non 2destructive test met hods for PM I foam cored sandwich st ruc 2t ure are p resented.The pop ular non dest ructive test met hods for t he foam 2cored sandwich struct ure are reviewed ;including air coupled ult rasonic met hod ,p ulse 2echo ult rasonic met hod and shearogragh met hod.According to different defect s ,t he performance of various ND T met hods is comparied.K ey w ords :PM I foam cored sandwich struct ure ;air coupled ult rasonic non destructive test met hod ;p ulse 2echo ult rasonic met hod ;shearogragh ;non 2dest ructive test met hod 简单的夹层结构由三部分组成:面板,芯材和胶接,通过胶接在前面两个组分之间传递载荷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文设计采用的泡沫夹层复合材料天线罩,天 线罩外形净尺寸 1400×200×40 mm,外翻边宽度 为 8 mm。其有限元模型如图 1 所示。顶部为透波 面采用泡沫夹层结构,侧面及法兰面为非透波面, 为考虑减重和结构强度效应,非透波面采用实心玻 璃钢结构,提升整体结构强度。
Abstract :A composite sandwich structure with PMI foam core can meet the requirements of radome for wave transparency, lightweight and high strength. This article uses ANSYS Workbench platform to make model analysis for a certain type of radome, obtaining the vibration characteristics at inherent frequency of PMI foam-core sandwich radome. Through the analyses on the acceleration response and equivalent stress response, it is shown that the equivalent stress and deformation response of radome at 1 sigma level is small ,and thus its structure under vibration is reliiable. Key words :foam-core sandwich structure; radome; vibration characteristics; random vibration
1950
16 16 2.9 7.5 4.5 4.5 0.14 0.25 0.25
表 2 PMI泡沫性能参数
弹性模量 /MPa 剪切模量 /MPa 密度 /ρ·(kg·m-3)-1
E
G
泊松比 PR
50
65
20
0.3
1.3 铺层设计
结 合 中 空 夹 层 天 线 罩 的 铺 层 和 材 料 选天线罩有 限元模型
1.2 材料属性
天线罩所采用的复合材料性能参数如表 1 和表 2 所示[7]。
表 1 玻璃纤维增强环氧树脂基复合材料性能参数
密度 /
弹性模量 /GPa 剪切模量 /GPa 泊松比
ρ·(kg·m-3)-1 E1 E2 E3 G12 G23 G13 PR12PR23PR13
赵大娟,等:PMI 泡沫夹层复合材料天线罩的振动特性分析
技术研究
中图法分类:TB332 文献标识码:A
PMI 泡沫夹层复合材料天线罩的振动特性分析
赵大娟,周正亮,戚洪强 (中材科技股份有限公司,南京 210012)
摘 要 :泡沫夹芯结构复合材料可满足与天线罩透波和轻质高强的要求。采用ANSYS Workbench平台对某型天线罩进行模态 分析,得到了PMI泡沫夹芯结构复合材料天线罩的固有频率振动特性分析,通过等加速度等效原则进行应力响应分析,结果表 明天线罩的等效应力、变形的响应在 1σ水平下较小,其结构在振动条件下是可靠的。 关键词 :泡沫夹层结构 ;天线罩 ;振动特性 ;随机振动
《玻璃纤维》2019 年 第 1 期 6
别定义罩体和连接法兰面的铺层参数。本天线 罩基于电性能、刚度、强度和重量等方面的考虑, 拟设计的铺层结构如下 :天线罩透波面区域按照 玻璃纤维织物(0°)、5 mm的PMI泡沫、玻璃纤维 织物(0°)的铺层方式进行 ;侧面非透波区域按 照[+4 5°/-4 5°]5 铺层方式进行 ;法兰面采用玻 璃 纤 维 布,按 照[0°/4 5°/9 0°-4 5°]5 铺设,如 图 2 所示。
The Analysis of Vibration Characteristics of PMI Foam-Core Sandwich Radome
Zhao Dajuan, Zhou Zhengliang, Qi Hongqiang ( Sinoma Science &Technology Co.,Ltd.,Nanjing 210012 )
本文利用三维设计软件进行建模,然后输入到
《玻璃纤维》2019 年 第 1 期 5
技术研究
赵大娟,等:PMI 泡沫夹层复合材料天线罩的振动特性分析
有限元分析软件中进行模态分析,确定天线罩结构 的固有频率,再在模态分析的基础上进行随机振动 分析,随机振动分析采用功率谱密度(PSD)相应 分析。
其中PMI指甲基丙烯酰亚胺。
成不规则、无规律、不可预估的随机振动的激励,造 成随机疲劳的失效形式。[5]
本 文 结 合 某 车 载PMI泡 沫 夹 层 复 合 材 料 天 线 罩,基于ANSYS有限元分析软件,对PMI泡沫夹层复 合材料天线罩进行模态分析和随机振动分析[6],考 察罩体的危险区域、随机振动响应的统计规律,提 高产品的可靠性缩短产品开发周期,降低成本。随 机振动分析从统计学角度出发,确定结构响应的统 计学特性。
0 前言
天线罩是一种功能结构件,它在雷达天线的周 围形成一个封闭的空间,不仅要满足结构强度和刚 度、空气动力、耐环境性和其他特殊功能等要求,还 要满足电性能要求,能够保证天线系统工作不受干 扰[1-4]。
车辆在不平路面上的行驶,会对车载天线罩造
收稿日期:2018-11-27 修回日期:2018-12-04 作者简介:赵大娟(1989-),女,工程师,主要从事复合材料 的结构设计与分析等相关工作。
图 2 泡沫夹层复合材料天线罩铺层设计
1.4 振动载荷
根据天线罩的实际应用工况,模态分析中对天 线罩的法兰安装孔进行全位移约束。
随机振动中复合材料的阻尼较大,结构阻尼系 数一般可取 0.05~0.08,振动特性分析时结构阻尼 系数取值 0.08[8]。随机振动的输入激励为基于重 力加速度的功率谱密度,如图 3 所示[9-10]。