SGM的供应商质量改进程序_九_生产件批准程序_PPAP_彦仁
生产件批准(PPAP)程序
1.目的按照顾客要求进行生产件的批准,以证明本公司已经了解顾客工程设计记录和规范的所有要求,该过程具有潜在能力,以在实际生产过程中按规定的生产节拍来生产满足顾客要求的产品。
2.适用范围顾客要求本公司按照其要求提交生产件批准;也应用于本公司的供方向我司提交PPAP。
3.术语和定义生产件:在生产现场使用生产工装、量具、过程、材料、操作者、环境和过程参数(如:速度、循环时间、压力、温度)制造的零件。
外观件:被顾客指定为“外观项目”的零件。
生产件批准提交:以一个典型生产过程中抽取的少量产品为基础的,而这个生产过程是用生产工装、工艺过程和循环次数来进行的,由供方按照所有工程要求检查生产件批准的零件。
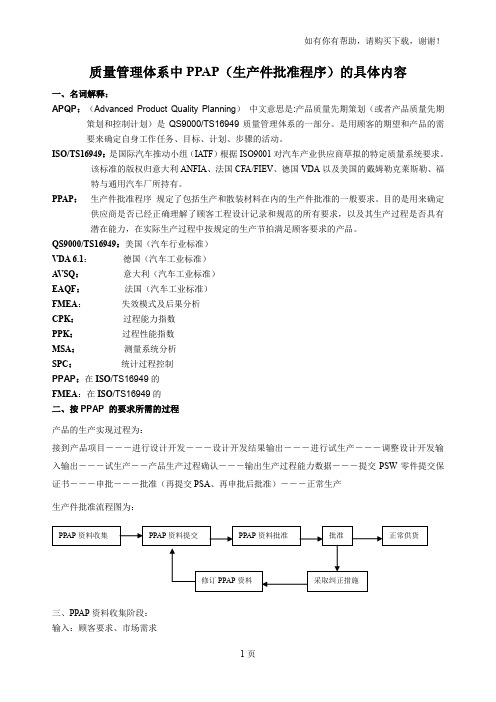
4.程序流程图5.职责5.1项目小组负责PPAP的策划。
5.2品控部负责新产品OTS认可。
5.3工程部确定PPAP提交等级,汇总PPAP所需提交的文件和样品,工程部主管签发零件提交保证书/首批样品检验报告。
5.4工程部确定供方PPAP的提交等级并负责批准,采购部负责联系供方PPAP的提交。
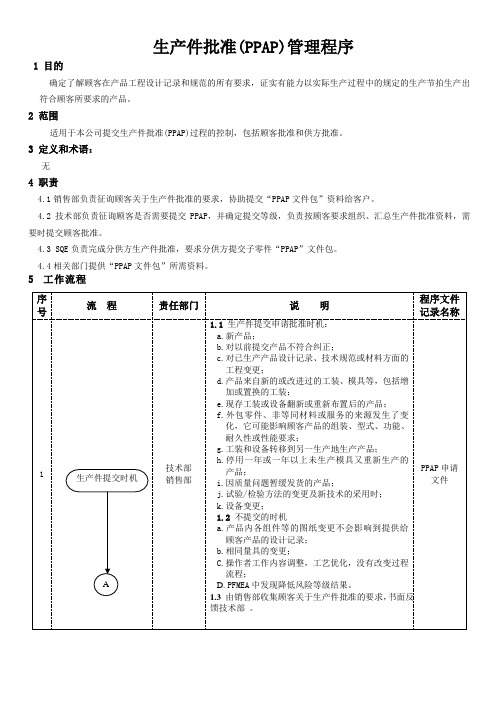
6.工作程序6.1确定何时进行生产件批准6.1.1在下述情况的第一批生产件应进行生产件批准(如顾客放弃提交正式的生产件批准,则需在PPAP文件中保存同意本次放弃的相关资料):6.1.1.1一种新的零件或产品;6.1.1.2对与以前不合格处进行修正提交的零件;6.1.1.3由于工程设计、设计规范或材料的改变而发生的产品变化;6.1.1.4相对于以前批准过的零件,使用了其它可选择的结构和材料;6.1.1.5使用新的或改变了的工具(易损工具除外)、模具、仿型等,包括附加的和可替换的工具进行的生产;6.1.1.6对现有工装及设备进行重新装备或重新调整后进行的生产;6.1.1.7生产过程或生产方法发生了一些变化后进行的生产;6.1.1.8把工装或设备转到其它生产场地或在另一生产场地进行的生产;6.1.1.9零件、材料或服务(如表面处理)的来源发生了变化;6.1.1.10工装在停止批量生产达12个月或更长时间后重新投入生产;6.1.1.11试验/检验方法的更改——新技术的采用。
SGM APQP 过程

APQP - Bryan Huang
Page 11
Product & Process Development-
5.0 Feedback, Assessment & Corrective Action 反馈、评估和纠正措施
• Review the results(feedback) AND instigate corrective actions • Continuously assess & improve 持续评估和改进
analysis;vibration analysis) – availability of replacement parts for key manufacturing equipment.
10.Preliminary process capability requirements 过程能力要求
以确保所要求的步骤 按时完成。
范围 适用于所有新零件
优 点 有 效 利 用 资 源 ,使 顾 客 满 意
促 进 对 所 需 更 改 进 行 早 期 识 别 并 实 施 ,避 免 后 期更 改
保证在满足所需能力和项目进度要求下交付合 格产品
供 应 商 高 级 管 理 层 的 支 持 是 APQP 成 功 实 施 的 关 键 !
Product and Process Validation 产品和过程确认
Feedback, Assessment and Corrective Action 反馈,评估和纠正措施
Launch / Production
定点前 计划与 活动 定义项 目
APQP - Bryan Huang
产品设计和开发验 证
pletion of PFMEA 完成PFMEA
生产件批准程序(PPAP)在供应商品质改善中的应用

生产件批准程 序 ( P P A P )不仅 应用于新产 品 ,也应用 于重新确认 有品质 问题 或设计变更 产品 ,其应用 主要包括 以下三个
方面:
( 1 )一种新 的零件或产 品 ( 即 :以前未 曾提供 给顾 客的某 种零 件 、材料 或颜色) 。 ( 2 )对 以前 提交零件不符合 ( 如 :产品性能不 同于顾客 的要求 ;尺寸或能力问题 ;供应 商问题 ;零件 的完全批准代 替临 时性批 准 ;试验 ,包括材料 、性能 、工作确认问题等) 的纠正 。
填 写机 器 ( 包括试验设备) ,材料 ,计 算机 系统 ,过程 中所使 用 的软件 等的
详 细说 明
、一?
填 写资 源要 求 ,特 别 注意要 求 的技 能 和能 力准则 ,安全设备 等
,
② 输入 ( 要 求是什 么? )
\
\
过程①
填写 C O P或 过 程 名 称
( 3 ) 由于设计记 录、规范或材料方 面的工程更 改引起产品的改变。
上 述条件中 ,采购企业均应要求供应商提交 P P A P ,并且审核通过后才能开始批量生产 。
3 生产件批准程序 ( P P A P ) 的 应 用
3 . 1 生产件批准程序 ( P P A P ) 在供应 商产品开发 中的应用阶段
如何做?④ ( 作业指导书/ 方 法/ 程序臌 术)
填 写相 关的过程控 制 、支持过 程 、管 理 过 程 、程 序 、 作 业 指 导 书 、 方 法 和 技术等的详细说明
使 用的关键 准则是什 么? ( 测量/ 评估 ) ⑦
上海通用汽车有限公司(SGM)检具标准
上海通用汽车有限公司(SGM)检具标准前言1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组,对GM的生产件供应商检具标准进行了重新编制。
GM给生产件供应商的检具标准是为了建立GM 供应商PPAP检具全球性的公用标准而开发的。
另外,在开发过程中,还得到了Saturn、GM动力总成和GM加拿大集团的合作。
SGM的检具标准是依据GM生产件供应商的检具标准,另外通过近几年对国内生产件供应商检具认证过程中,所积累的经验,同时结合国内的具体情况,对原来的GM生产件供应商检具标准进行了补充,为国内生产件供应商的PPAP所要求的检具认证制定了标准。
目录标题页次更改信息 3序言 4 I.II. 零件供应商的责任 5III. 设计概念 6IV. 概念批准7V. 设计要求7VI. 制造要求10VII. 认证要求12VIII. 检具重复性和再现性的要求13IX. 检具最终批准 15X. 保养要求15XI. 术语15XII. 附录A 17XIII. 附录B 18XIV. 附录C19更改信息版本日期段落条目1.0 12/1997 发布2.0 08/2002 发布3.0 03/2005 发布本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
本文件替代下列文件:• 卡车和客车检具/量具标准(T& B 391)、12月、1989。
• 中等/豪华汽车集团检具设计/制造标准,4月,1996。
I. 序言A. 介绍依照上海通用汽车有限公司(SGM),先期产品质量策划手册(APQP)和生产件批准程序(PPAP)的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
生产件供应商在对SGM的零件的检具进行报价、设计和制造时,除了使用他们自己的标准和要求外,还要参照本手册。
PPAP (生产件批准程序)和供应商PPAP要求

PPAP (生产件批准程序)和供应商PPAP要求生产件批准程序(PPAP)(Production part approval process)规定了包括生产件和散装材料在内的生产件批准的一般要求。
PPAP的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
PPAP必须适用于提供散装材料、生产材料、生产件或维修零件的内部和外部供应商现场。
对于散装材料,除非顾客要求,PPAP可不作要求。
1)确定供方是否已经正确理解了顾客工程设计记录和规范的所有要求。
2)并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜能。
第一部分I.1 总则针对如下情况,供应商必须获得顾客产品批准部门的完全批准。
1.新零件或产品(以前从未提供给顾客的特殊零件、材料或颜色)。
2.对以前提交零件的不符合之处进行了纠正。
3.由于设计记录、技术规范或材料方面的工程更改所引起的产品更改。
4.第I.3节要求的任何一种情况。
I.2 PPAP的过程要求I.2.1生产件:用于PPAP的产品必须取自有效的生产过程。
所谓有效的生产过程:l 一小时至八小时的生产。
l 且至少为300件连续生产的部件,除非顾客授权的质量代表另有规定。
l 使用与生产环境同样的工装、量具、过程、材料和操作工进行生产。
l 每一独立生产过程制造的零件,如相同的装配线和/或工作单元、多腔冲模、铸模、工装及仿形模的每一腔位的零件都必须进行测量,并对代表性的零件进行试验。
I.2.2 PPAP要求l 供应商必须满足所有规定要求,如设计记录、规范,对于散装材料,还需要有散装材料要求的审核清单。
l 任何不符合要求的检测结果都会成为供应商不得提交零件、文件和/或记录的理由。
l PPAP的检验和试验必须由有资格的实验室完成。
所使用的商业性/独立的实验室必须是获得认可的实验室机构。
@上汽通用五菱-供应商质量管理16步程序

初期生产次品遏制程序(GP—12) 初期生产次品遏制程序(GP—12)
定义: 供应商正式生产件审批程序控制计划的加强措施, 定义 供应商正式生产件审批程序控制计划的加强措施,初期生产次 品遏制计划( 品遏制计划(GP-12)与产品先期质量策划及控制计划参考手 ) 册中的投产前控制计划是一致的。 册中的投产前控制计划是一致的。 目的: 帮助供应商验证对其工序的控制, 目的 帮助供应商验证对其工序的控制,使质量问题能迅速在供应商 现场被发现和纠正,而不影响到客户的生产线。 现场被发现和纠正,而不影响到客户的生产线。 范围:本程序适用于所有需要通过正式生产件审批程序的零件, 范围:本程序适用于所有需要通过正式生产件审批程序的零件,包括 所有小批量供货,加上采购部门指定的数量。 所有小批量供货,加上采购部门指定的数量。此程序不只限项 目的开始。 目的开始。 程序:作为质量先期策划之组成部分,供应商将制定 程序:作为质量先期策划之组成部分,供应商将制定GP-12投产前控 投产前控 制计划, 控制计划是PPAP正式生产件审批程序的要求 制计划,GP-12控制计划是 控制计划是 正式生产件审批程序的要求 之一,在达到此阶段放行标准之前必须按该计划执行。 之一,在达到此阶段放行标准之前必须按该计划执行。
投产前会议
定义:与供应商进行交流以明确零件质量合格及持续改进的要求。 定义:与供应商进行交流以明确零件质量合格及持续改进的要求。 目的: 目的:保证所有质量要求在供应商及客户负责供应商的部门之间得到 确切的交流。 确切的交流。 范围:建议对所有需要进行PPAP的新部件或新材料行使本程序,依 的新部件或新材料行使本程序, 范围:建议对所有需要进行 的新部件或新材料行使本程序 照其风险程度之不同来确定先后。 照其风险程度之不同来确定先后。(这是先期质量策划的一个部 分) 程序: 程序:通过供应商与客户有关人员在产品开发小组会议上进行密切的 交流以对质量,生产能力和进度等要求进行研讨并取得认同。 交流以对质量,生产能力和进度等要求进行研讨并取得认同。
SGM-样件质量控制流程(PPQP流程培训)
备查询,必要时递交。
-- Consignment ASM中需工程认可的子零件,仍要求按Check 定递交交样文件
List的用规于区分不同状 态的零件,并通
填写零件信息及供应商信息
增加数模版本号
知相关DRE
数模中计算出的重量
精确到小数点后 三位
填写零件递交信息
供应商质量保证书的填写及签署
Fill in SUPPLIER WARRANT and sign-off
1. 根据ADV P&R定义在MRD前完成的试验未按计划完成需要填写整改计划 2. 在整改计划的承诺日期之前必须提交整改过的零件来进行差错纠正
缺陷认可及签署
整改计划的填写及签署
Fill in corrective action plan and sign off
样件必须为“临 时可用”才可以 入库
相关的文件,并更新《整改计划》及《认证计划及报告》
填写零件递交状态
供应商质量保证书的填写及签署
Fill in SUPPLIER WARRANT and sign-off
对于差错纠正的 零件可以在补充 说明中注明
1~5项中的任何一项如果回答为“否” 都必须填 写整改计划
供应商质量保证书的填写及签署
质量保证书的填写要求
1. 《保证书》需要填写完整,每个零件号对应的零件及每次发运,都需要单独
的《保证书》。
2. 一组仅有颜色差异的零件或左右对称件可以只使用一张《保证书》。
3. Consignment ASM
-- 除非SOR中另有要求,一般递交《保证书》+《整改计划》(临时认可
件)
-- “实际装配的BOM”,“实际测量的扭矩”等记录,保留在供应商处以
PPAP生产件批准管理程序
1、目的
本程序规定了生产件批准(PPAP)的一般要求,通过对生产件的批准过程,确保公司对顾客的所有要求正确理解,并有能力按规定的生产节拍提供满足顾客要求的产品。
2、范围
适用于集团下属公司范围内所有汽车行业产品及过程。
3、定义
生产件:在生产现场使用正式生产工装、工艺过程、材料、操作者、环境和过程参数制造出来的零部件。
用于批准的生产件必须取自于1-8小时的量产、且生产数量至少为300件连续生产的零部件或由顾客相关部门批准的数量。
4、职责
4.1技术部门负责本程序的控制。
负责产品及工艺设计策划及样件制作过程管理。
4.2质量管理部门提供:负责产品质量校验、试验、性能报告;负责测量系统分析报告;实验室及PSW保证书资料提交。
4.3 各责任部门负责按APQP策划要求准备、提供相应的资料。
采购部门负责供应商PPAP资料提交过程监控,推荐使用本程序规定的方法及资料格式。
5、工作流程及描述
5.1产品和过程批准流程图
5.2工作要点简述
附录:PPAP提交等级表
注:S==公司必须向指定的顾客产品批准部门提交,并在适当的场所,包括制造场所,保留一份记录或文件项目的复印件。
R==公司必须在适当的场所,包括制造场所保存,顾客代表有要求时应易于得到。
*==公司必须在适当的场所保存,并在有要求时向顾客提交。
6、支持性文件
《项目管理程序》
7、记录
8、程序变更记录。
各大主机厂整车开发流程解析(附:采购和主机厂打交道不可不知的英文缩写(通用篇))

各大主机厂整车开发流程解析(附:采购和主机厂打交道不可不知的英文缩写(通用篇))汽车(整车、零部件)的开发是相当复杂的项目工程,众所周知,项目的三要素:时间、质量与成本,那么如何在大量的设计和验证过程中保证项目质量的同时,确保项目进度?每家公司都有自己的项目管理方式,今天梳理几家OEM的项目管理流程供大家参考。
所有汽车新项目的开发和管理,都会把质量放在第一,质量广义上代表一种能力,包含了一家品牌汽车厂的制造能力、管理能力、研发能力与业务能力,其实统统都可以叫质量能力,汽车行业内部称之为新项目流程管理和开发,这个流程和汽车最终成品下线的整体质量息息相关。
大众集团大众集团对于新项目的开发流程就如上图所示,整个项目节点划分非常细,其中最关键点分别是:PF项目确认、B认可、0S零批量以及SOP量产。
B认可后,所有零部件供应商必须要进行开模,相当于实物制造启动指令;0S交样也是大众非常关键的一点,这个时候大众质保部门会全力介入,比如产线试装、各路况路试、供应商首批样件检验和认可,供应商产能评审2TP等等。
沃尔沃沃尔沃的节点名称和描述较大众而言更为详细,造车理念也是贯彻了欧洲人的精细,有意思的是,沃尔沃在MP1批量投产后,会进行为期6个月的量产全检,用通用体系的术语叫GP12,GP12全检对新项目刚投产的质量不稳定现象能够有效防范和隔离。
日产日产的流程是分为从Phase1~Phase5,初看让人觉得日系的项目很简单,其实只是化繁为简,可以看看图二,每个阶段中有小的任务和里程碑,只有将所有任务验证完成并且合格,才能进入到下一个大阶段,其中一些关键字:1、VC lot代表试装样件,主机厂试验和实车试装;2、PT1预批量生产,需要完成量产流程和产品尺寸过程能力验证;3、PT2预批量生产,需要完成制造过程能力审核;日系这种地图指导式的项目开发流程,让人觉得非常可靠,一环扣一环的感觉。
通用通用汽车是贯彻先期质量策划的先驱,其流程和体系被业界广为效仿,甚至很多零部件供应商直接照搬通用的流程体系,这个流程对于文件、订单方式、造车区域有了明确的定义,让初学者和新手可以一目了然,正式物流订单分为小批量、中批量、大批量。
生产件批准(PPAP)规定(发供应商)

审核报告
客户根据现场审核情况,编 写审核报告,对供应商的生 产能力和产品质量进行评估。
评估标准说明
产品质量
评估供应商生产的产品是否符合设计要 求、行业标准以及客户的质量要求。
质量控制
评估供应商的质量管理体系是否完善, 包括原材料检验、过程控制、成品检
验等环节。
生产能力
评估供应商的生产设备、工艺流程、 技术水平等是否满足批量生产的要求。
持续改进
评估供应商是否具有持续改进的意识 和能力,包括技术创新、质量提升、 成本降低等方面。
不合格品处理及改进措施
不合格品处理
对于发现的不合格品,供应商应立即停 止生产,并按照客户的要求进行返工、 返修或报废处理。同时,供应商应分析 不合格品产生的原因,并采取相应的纠 正措施,防止类似问题再次发生。
关键步骤和注意事项
仔细阅读并理解客户的 PPAP要求和标准。
注意事项
在获得批准之前,不要开 始生产。
01
03 02
关键步骤和注意事项
建立有效的质量控制计划,确保生产 件的一致性和稳定性。
与客户保持密切沟通,及时解决任何 潜在问题或疑虑。
03 供应商责任与义务
提交完整、准确资料
设计记录
01
供应商必须提供完整、准确的产品设计记录,包括图纸、规格
04 客户审核与评估标准
审核流程介绍
提交申请
供应商向客户提供生产件批 准申请书,包括产品详细信 息、工艺流程图、检验报告 等。
审核计划
现场审核
客户根据供应商提交的资料, 制定详细的审核计划,包括 审核时间、地点、人员等。
客户按照审核计划对供应商 进行现场审核,包括检查生 产设备、工艺流程、产品质 量等。
质量管理体系中PPAP生产件批准程序的具体内容
质量管理体系中PPAP(生产件批准程序)的具体内容一、名词解释:APQP:(Advanced Product Quality Planning)中文意思是:产品质量先期策划(或者产品质量先期策划和控制计划)是QS9000/TS16949质量管理体系的一部分。
是用顾客的期望和产品的需要来确定自身工作任务、目标、计划、步骤的活动。
ISO/TS16949:是国际汽车推动小组(IATF)根据ISO9001对汽车产业供应商草拟的特定质量系统要求。
该标准的版权归意大利ANFIA、法国CFA/FIEV、德国VDA以及美国的戴姆勒克莱斯勒、福特与通用汽车厂所持有。
PPAP:生产件批准程序规定了包括生产和散装材料在内的生产件批准的一般要求。
目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
QS9000/TS16949:美国(汽车行业标准)VDA 6.1:德国(汽车工业标准)AVSQ:意大利(汽车工业标准)EAQF:法国(汽车工业标准)FMEA:失效模式及后果分析CPK:过程能力指数PPK:过程性能指数MSA:测量系统分析SPC:统计过程控制PPAP:在ISO/TS16949的FMEA:在ISO/TS16949的二、按PPAP 的要求所需的过程产品的生产实现过程为:接到产品项目―――进行设计开发―――设计开发结果输出―――进行试生产―――调整设计开发输入输出―――试生产――产品生产过程确认―――输出生产过程能力数据―――提交PSW零件提交保证书―――申批―――批准(再提交PSA、再申批后批准)―――正常生产生产件批准流程图为:三、PPAP资料收集阶段:输入:顾客要求、市场需求产品技术要求、产品标准、技术标准、产品图与产品有关的法律法规原材料及辅料要求对合格供方要求生产过程所需工艺流程、工序布置产品实现过程所需设备及精度要求产品实现过程所需计量器具及要求设计过程失效模式及后果分析FMEA输出:1.初始产品图纸、初始加工工艺规程及工艺过程图纸2.设计目标;3.识别顾客要求;识别顾客的特殊要求,供方必须有与所有适用的顾客特殊要求相符合的记录。
生产件批准(PPAP)管理程序
生产件批准(PPAP)管理程序
1 目的
确定了解顾客在产品工程设计记录和规范的所有要求,证实有能力以实际生产过程中的规定的生产节拍生产出符合顾客所要求的产品。
2 范围
适用于本公司提交生产件批准(PPAP)过程的控制,包括顾客批准和供方批准。
3 定义和术语:
无
4 职责
4.1销售部负责征询顾客关于生产件批准的要求,协助提交“PPAP文件包”资料给客户。
4.2技术部负责征询顾客是否需要提交PPAP,并确定提交等级,负责按顾客要求组织、汇总生产件批准资料,需要时提交顾客批准。
4.3 SQE负责完成分供方生产件批准,要求分供方提交子零件“PPAP”文件包。
4.4相关部门提供“PPAP文件包”所需资料。
5工作流程
6顾客的通知
公司有如下情形的制造过程设计的变更,在变更前必须通知顾客,且必须在顾客批准建议的变更后才能实施,并在变更后的一个月内重新提交PPAP。
1.和以前批准的零件或产品相比,使用了其他不同的结构或材料。
2.使用了新的或改进的工装(不包括易损工装)、模具,包括补充的或替换用的工装。
3.在对现有的工装或设备进行设计或重新布置之后进行生产。
4.外包零件、非等同材料或服务的来源发生了变化,它可能影响顾客产品的组装、型式、功能、耐久性或性能要求。
5.工装和设备转移到另一生产地生产产品。
6.停用一年或一年以上未生产模具又重新生产的产品。
7.试验/检验方法的变更及新技术的采用时。
7相关文件
8 相关表单。
上海通用供应商质量管理6步程序

——质量方面有12个要素
——技术方面有7个要素
——管理方面有6个要素
B 供应商自我评估(只能在客户的要求下进行,所有要素与现场
评估的要素一致。
评分体系用以确定新的潜在供应商是否有资格进行潜在供应商评估。
任务:确定供应商是否有资格进行潜在供应商评估
潜在供应商评估(PSA)
定义: 现场评估供应商是否能达到对管理体系的最基本要求。
目的: 进行为期一至二天的评估以验证新的潜在供应商是否有能力达
到与上汽通用五菱汽车股分有限公司开展业务的最基本要求。
范围: 在推荐某一供应商来开拓新的业务之前,如果该供应商未具备
QS9000认证,并且在以下任一状态成立的情形之下,必须进
行潜在供应商评审:
1. 潜在供应商的制造场所不是上汽通用五菱的现有供货源。
目的:保证所有质量要求在供应商及客户负责供应商的部门之间得到
确切的交流。
范围:建议对所有需要进行PPAP的新部件或新材料行使本程序,依
照其风险程度之不同来确定先后。(这是先期质量策划的一个部
分)
程序:通过供应商与客户有关人员在产品开发小组会议上进行密切的
交流以对质量,生产能力和进度等要求进行研讨并取得认同。
定义:在潜在供应商评估之前,对新的潜在供应商作一个初步评估,或
让供应商自我评估以确定其是否具备基本的质量体系、合适的技
术能力和良好的管理水平。
目的:通过半天的评估以确认新的潜在供应商是否有资格进行潜在供应
商评估。
范围:适用于所有被认作是潜在来源的新的供应商。
程序:A 采购员、经理或工程师进行现场评估
-工程样品(OTS)文件的提交
生产件批准程序PPAP
Hale Waihona Puke 定义: 关于正式生产件得以审批的一般产业程序。
上汽通用供应商质量改进16步

样件审批或工装样品(OTS)认可(GP—11)
工装样品(OTS)认可 定义: 上汽通用五菱汽车股分有限公司规定的外购国产化零部件(工装 样品/OTS)审批程序。 目的: 测试由中国当地供应商提供的零部件是否符合原设计的工程要 求,非用于评审零部件的原设计。 范围:适用于所有提供在中国制造零部件的供应商。 程序:-样件定义1 样件定义2 -送样要求 -工装样品(OTS)认可程序 -工程样品(OTS)文件的提交
程序:通过供应商与客户有关人员在产品开发小组会议上进行密切的
交流以对质量,生产能力和进度等要求进行研讨并取得认同。
样件审批或工装样品(OTS)认可(GP—11)
样件审批 定义: 上汽通用五菱汽车股分有限公司规定的样件审批规程。 目的: 提供上汽通用五菱汽车股分有限公司统一的对样件及其附带文件的最低要 求,协助识别并纠正部件上的问题以减少部件差异,评估设计、制造和装 配可能产生的影响,加速“正式生产件审批”程序的执行。 范围: 适用于需提供新样件的所有供应商。 程序:-由客户提供对样件的检验清单 -供应商得到有关提供样件要求的通知 -供应商得到GP-11中提出的要求 -供应商提交样件和按客户要求等级提供文件 -供应商会得到提交样件审理结果的通知: ―批准用于样车制造 ―可用于样车制造 ―不可用于样车制造
OHT3-2
质量研讨会
定义:在供应商现场进行质量研讨,解决具体质量问题。 目的:尽快解决问题,使产品质量迅速提高,并建立一个具备控制和 持续改进质量的系统。
范围:可在供应商质量改进过程中任何时候进行。当某产品批量生产 不合格品PPM较高,或有反复PR/R,或受发货控制,或查访及 风险评估期间被特别指出时。
SGM-样件质量控制流程(PPQP流程培训)
背景
Background
全称:试制零件质量控制流程 Pre-production Part Quality Process
PPQP取代原有的试制零件质量控制流程(GP11)
PPQP replace the process GP11
PPQP是全球通用的试制零件的控制流程
PPQP is the global Pre-production Part Quality process within GM
培训内容
Training Outline
PPQP流程背景简介 PPQP process instruction
PPQP流程的方案
PPQP process implementation proposal
PPQP文件签署 Part sign-off for PPQP
PPQP与工程认可 PPQP and Engineering Approval
Quality Request
交样要求
Quality Request
培训内容
Training Outline
PPQP流程背景简介
PPQP process instruction
PPQP流程的方案 PPQP process implementation proposal PPQP文件签署 Part sign-off for PPQP
背景
Background
✓ One step within the APQP ✓ Serves to prepare the PPAP
PPQP
PPQP简介
PPQP Introduction
目的 Purpose
Pre-Production Part Quality Process (PPQP) 流程建立的目的在于:
SGM 上海通用汽车 对供应商质量要求的规定概要
上海通用汽车对供应商质量要求的规定-SGM供应商质量、项目经理必备手册上海通用汽车采购部供应商质量及开发科2004年10月18日第一版SGM-供应商质量、项目经理必备手册目录一、 GM供应商质量声明二、 APQP三、 FE四、 PPAP五、 GP12六、 PTR/断点七、控制计划审核八、 PRR九、受控发运十、产品与体系审核十一、持续改进十二、供应商易地生产十三、年度优秀供应商评选十四、说明十五、附件SGM-供应商质量、项目经理必备手册一、供应商质量声明:1. Supplier Quality Base Requirements:供应商质量基本要求:•(From General Terms and Conditions Seller agrees to participate in Buyer’s supplier quality and development program(s and to comply with all quality requirements and procedures specified by Buyer, as revised from time to time, including those applicable to Seller as set forth in Quality System Requirements QS-9000. In addition, Buyer shall have the right to enter Seller’s facility at reasonable times to inspect the facility, goods, mat erials and any property of Buyer covered by this contract. Buyer’s inspection of the goods, whether during manufacture, prior to delivery or within a reasonable time after delivery, shall not constitute acceptance of any work-in-process or finished goods.(一般条款和条件供应商应同意买方制定的供应商质量和开发程序并遵守买方列出的所有质量要求和程序(有时会修订,以及QS9000质量体系提出的对供应商适用的要求. 除此之外,买方有权随时进入供应商的设施来检查设备,产品,材料和合同规定的SGM所有物. 无论在制造期间,发运之前还是在发运后的某段时间,买方对产品的检查,不能够免除供应商对在制品或成品检查的责任。
PPAP(生产件批准)管理程序
页 次
5/5
7.使用表单:
7.1《调机试模记录表》
7.2《PPAP文件汇总表》
7.3《零件提交保证书》
7.4《尺寸检验结果》
7.5《材料试验结果》
7.6《性能试验结果》
7.7《外观件批准报告》
7.8《工装样件认可报告》
7.9《生产件最终批准报告》
送交客户进行批准。
5.9生产件最终批准:
5.9.1本公司通过样品批准程序后,仍应确保往后量产结果仍能符合客户要求。
5.9.2经Titus批准前不得交货,批准结果区分下列3种情况:
a.核准:本公司零组件满足所有规格及要求,可以开始交货。
b.暂时性核准:在限定时间内或数量基准下同意本公司配合生产需求进行交货
等级5——在供应商制造厂备有保证书、工装样件和完整的支持数据以供评审
5.4零件提交保证书:
5.4.1全部要求符合则填入保证书内。
5.4.2当确认全部要求均符合而且所有要求的文件或样品均已备妥,则质量部主管应于保证书签名。
5.4.3工程变更:视工程变更程度,按客户要求重新提出生产件批准申请。
5.5尺寸检验:
c退件:正式量产前应重新送件申请批准。
文件编号
QP-34
版本
V01
文件名称
File Name
PPAP(生产件批准)管理程序
页 次
4/5
作业流程图
控制部门
说明事项
技术部、采购
向供应商采购新模具或要求供应商打样时。
供应商、采购
供应商提交PPAP资料,Titus采购接收。
质量经理、管理代表
质量部、生产部
1.质量部提供样品尺寸量测结果、外观检查结果、功能性测试结果。
生产件批准程序(PPAP)在供应商品质改善中的应用
生产件批准程序(PPAP)在供应商品质改善中的应用万应桥;叶春明【摘要】The pro duction part aprroval process (PPAP) is one of the supplier quality management tools of US big three auto companies, and has been used in car indurstry for a long time. Supplier's quality stablity has a huge impact to the purchasing enterprises, based on the author's work practice, this paper sets forth more detail methods and procedures for how to improve supplier's quality performance throught PPAP's wide application.%生产件批准程序(PPAP)是美国三大汽车公司供应商质量管理工具之一,长期以来一直应用汽车行业。
供应商批量供应产品的品质稳定性对采购企业影响巨大,文章作者基于工作实践,针对PPAP在供应商产品开发中更广泛的应用提出更为具体的方法和步骤。
【期刊名称】《物流科技》【年(卷),期】2014(000)010【总页数】5页(P4-7,11)【关键词】生产件批准程序(PPAP);质量管理;供应商管理【作者】万应桥;叶春明【作者单位】上海理工大学,上海 200093;上海理工大学,上海 200093【正文语种】中文【中图分类】F27321 世纪以来,随着全球经济一体化的加剧,市场竞争越来越激烈,越来越多的企业选择与供应商建立长期稳定的双赢战略合作关系。
因此在供应商采购管理中,质量、价格、交期,生产柔性等通常都是企业选择供应商所考虑的重要因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
并 具 备 了所
。
发 送 前要 对 每 个零 部 件 进行
在 下 列情 况 下 必 须 进 行
1
.
P P AP
P P AP
。
有 必 须 的文 件 后 签署 保证 书 并 注 明 日期 职 务 和 电话
2
.
:
外 观件 批准 报 告
、
。
一 种 新 的零 部 件 或 产 品
凡 生 产件 具有 颜 色
表 面 结 构 和 表 面 要 求 时 应 提交
,
供 应 商提 供 的 零部 件 不 合格 或所 附 文 件 不 能 满 足 顾
客要 求
.
足设 计 记 录 的 规 范
如调 整
、
额 外 加 磨或 附 加 的 临 时 加
汽车 与配 件
一9 9 9
一
36
,
4
电解 液 密度 过 高
,
,
硫 酸对 极
电后 应 及 时 停 机 防 止过 充电
电将 终 了 时
仍然 以
SA
板 栅 架 和 涂 浆 物 质 有 较 大 的 腐蚀 性
质 的 脱落
.
(4 ) 不 得 使 蓄 电 池过 量 放 电
每
一
,
流充 电
,
,
这 时 大 部 分 电 能 仅 在 电解
使其 机械 强 度 下 降 也 易 导 致 涂 浆物
。
件 除 非 顾 客 另 有 书 面 规定 生产 数量 可 以 减 少 或 货
。
,
H
由 于 对 供 方 产 品 质量 不 放 心
,
顾 客要 求暂 停 供
增加
P P AP
适 用 于 汽 车 制 造 商在 厂 内 生 产 的 产 品 和 由 外
。
、
二 生 产件 批 准 的 要 求
、
部供 方 在 厂 外 生 产 的 产 品
.
,
引 起极
极 板 上 的 涂浆 ( 活 性 物质 ) 总 会 有 少
。
机时
,
蓄 电 池 大 电 流放 电 时 间过 长
,
。
但若 涂
,
蓄 电 池 内 产生剧 烈 的 化 学 反 应 致 使
7
因制 造 质 量 差
,
,
蓄 电 池 极板
浆 大量脱 落 则是 蓄 电 池 的 一 种 致 命
故 障 它 将 使 蓄 电池 容量 下 降
。
次 使 用 起 动 机 的 时 间不得 超过 次 起动 不 着应 间 隔
1
55
水 并 产生 大 量 的 氧气 和 氢 气
正 极板 一 侧 聚 集 后
,
氧在
,
分 钟 后再 起 动
。
既 使 正 极板 栅 架
,
5
在 严寒 的 冬季
,
,
当 电 解 液密
存 电不足 时 不 得勉 强 起 动 ; 冬 季起 动 前 应 注 意 预 热 并 摇 转 曲 轴若 干 圈
、
模
(P P A P ) 是 为 了确定 供 应 商 是 否 已 经 了解顾 客 工程 设 计 纪
具 铸模 等
.
录和 规 范 的 要 求
,
生 产过 程 是否 具 有 能 力 按 规定 的 生 产
。
、
6
7
对 现 有 工 装 及 设 备进 行 了改 变
.
。
节拍 来 生 产 满 足 顾 客 要 求 的 产 品
、 、 、
生 产 过 程 或 生 产方 法 发 生 了变 化
。
生 产 件 是 指 在 生 产现 场 使 用 正 式 的工 装 时 间 压 力 温 度 )制造 的 零件 程 是
。
、 、
量具
、
、
过 地)
。
8
易地生 产 (包 括转移 生产场 地和 附加 生产 场
程 材 料 操 作者 环 境 和 过程 参 数 ( 如 进 给 量 速 度 循 环
。
要 进行 P PA P 一 进行
正 式生 产件 提交 保 证 书
。
P
AP
的 时 间和 条件
,
每 一 个零 部 件填 写 一 份保 证 书 第 一 批产 品
。
,
供方 负 责 人 在 证 实
,
一 般应 在 首 件 样 品 和 工 装 样 品 认 可 后
所 有 的 测 量 结 果 和 试 验 结 果 符 合 顾客 要 求
、 、
2 3
.
对 零 部件进 行 了 更 改
工 程设 计
。
、
。
外 观 件 批 准 报告
,
。
如 零部件 无 外 观 件 颜色 皮 纹 光泽 等
。
.
设 计 规 范 或 材 料 的 改变
使产 品 发 生
。
要 求 时 则 不 需 要 提供
.
,
了变化
4
.
3
标 准样 品
2
已 批 准 过 的零 部 件 使 用 了 其 它 的 结构 和 材 料
,
( 3 ) 充 电 时 应选 择 合适 的充 电 电
极 板 涂 浆大 量 脱 落的 原 因 主 要
:
。
发 电 机 及 调 节器应 正 确 调 整
、
,
充
冲刷 作 用 极 板 涂浆 将 产 生 脱 落
在 蓄 电池 充
以 上的 大 电
。
.
,
。
电 电压
,
充 电 电流应 符 合 要 求
, 。
;
充足
;
,
大 电 流 过充 电
。
C
类 零 部 件不 是
:
、
10 %
由 生 产 工 装 完 成 使 用 了小
。 ,
,
批 量生 产 用 工装 输 送 带 或 材 料 未 到 位
D
:
。
① 已 知道影 响 生 产 批 准 的 不 合 格 品 的根 本 原 因
②供 应 商 已 制订 经 顾 客 同 意 的 纠 正 措施 的 计 划
临时 批 准 分
供方 应 提 交 给顾 客
件样 品 自己 保 留
,
1
件标 准 样
一
汽车 与配 件
1999
36
序
号
要
求
申请 等 级 等 级 等级 等级 等 级 等级
9
保证 书 外观 件批准 报告 告 样品 标准样 品 设计 记 录 详细 的 更改 文 件 尺 寸 检测 特殊 辅 具 试验 结 果 报 告 过程 流 程 图
为预 防极 板 涂 浆脱 落 使 用 中应
,
极 板 涂 浆大 量 脱 落 的 蓄 电 池 在
做到
:
使 用 中 会有 如 下 表 现 蓄 电池 容量 明
:
脱落 高
。
。
(l ) 根 据季 节 变 化 及时 调 整 电
.
,
显下 降
.
,
起 动 时 起 动 机 运 转 无力
,
,
用
3
使 用环 境 温 度 和 充 电 温度 过
向器油 等 )
、
、
对 于 每 一 种 零 部 件 当符 合
、
“
进行
P PA P
的 时 间和 条
对 于 散装 材料 ( 如 发 动机 冷 却 液 无 铅汽 油 动 力 转 原 材 料 和 非 生 产 材料
。
,
件
目
”
中的 各 种情 况 之 一 时
1
.
,
供方 必 须 提交 下 列文 件和 项
则 由顾 客 决定 是 否 需
,
售 的要 求 装
A B
.
E D
类 零 部件 的 车辆 需进 行 改 装
。
录 的 规 范 要 求 但 还 没 有 满 足 所 有 生 产 批准 的要 求 如 文
、
、
C
、
类 零部 件 可 以 用 于 生 产 和 销 售
。
件 丢 失或文 件 不 完 整 等
B
。
3
,
拒收
。
: 类 零部 件 1 0 % 由 生 产 工 装完 成 需 要返 工 来 满
,
因 氧化 降 低 其 机 械 强 度 而 碎 裂 又 会
度 过 低 或 蓄 电 池 过量 放 电 后 未 及 时
由于 大 量 气 泡 的 生 成 和 迅速 逸 出 使 极 板涂 浆物 质 的孔 隙 因 气 压 过 大 而
,
充 电时 极 板 孔 隙 内 的 电解 液 易 于 结 冰 体 积膨 胀 使 涂浆 脱 落
, ,
解液 密度
态
。
。
高 频放 电叉 检 查
1 5V
单 格 电压 低 于
;
若 蓄 电池 温度 经 常 高于 4 5 ℃ 涂
由
,
( 2 ) 保 持 蓄 电池 处 于 充 足 电 状
且不 能 稳 定
, ,
5。
充 电 时 电 压上
,
,
浆 物 质 与 极 板 栅架 均 会 显 著 膨 胀
蓄 电 池 在 停 用 期 间 应 定 期检 查
A A
、
类 零 部 件 不 满 足 设计 记 录 的规 范 如 零部 件不 满
,
足 规 范 要 纠 正 不 合格 品 后 再 次 提 交
E
:
,
。
B
、
C D E
、
、
五类
。
类 零 部 件 不 满 足 设 计 记 录 的 要 求 为 了 能 满足 销
,
,