汽车冲压模具设计查检表
冲压模具定期点检表
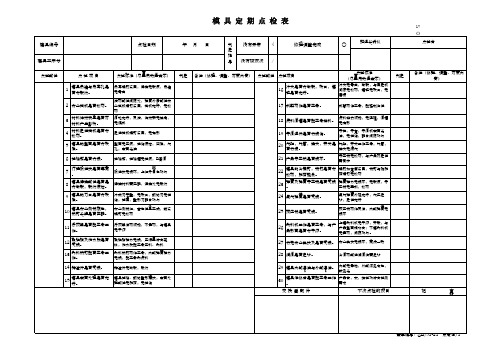
氮气弹簧外观完好,气压足 够,定位完好 预压销动作灵活,内部弹簧无 损坏 上模卸料板无干涉,开裂,与
24 氮气弹簧是否受损。 25 预压销是否受损。
模具维修后是否能正常工作 产品首,末,抽检均符合检测 要求 。
交换零部件
下次点检的项目
记 事
表单编号:QR751-21 版本:B/1
NO 修理调整完成 ○
班组长确认 点检者
点检日期
年 月 日
判 定 记 号
没有异常 没有该项次
√
/
点检标准 (尽量用数值表示) 判定 备注(修理、调整、对策内容)
判定
备注(修理、调整、对策内容)
点检部位 点检项目
冲头无弯曲,断裂,与固定板 冲头是否有断裂,缺口,模 间隙无松动,模钮无缺口,无 16 钮是否完好。 磨损
11 12 13
26
卸料板工作是否正常,与产 产品型面相吻合;下模卸料板 品形面是否有干涉。 无晃动,间隙均匀。
27 有无安全垫块及是否受损。 安全垫块无损坏,高度一致 28 润滑是否足够。 29 模具内部清洁与外部清洁。 30
各滑动部位润滑油要足够 内部无异物,外部漆见本色, 铁见光
14 铸造件是否受损。 15 模具表面处理是否完 好。
模 具 定 期 点 检 表
模具编号 模具工序号
点检部位 1 点检项目 模具吊棒与吊耳孔是 否有裂纹。 点检标准(尽量用数值表示)
吊耳螺钉紧固,焊接无裂痕,吊棒 无弯曲 活动部位间隙处,弹簧外露部位安 全档板螺钉紧固,档板完好,无松 动 滑轮完好,灵活,传送架无棱角, 无偏斜 定位挡板螺钉紧固,无变形 型面无压痕,拉伤痕迹,凹陷,气 孔,表面光洁 拉延筋,拉延槽无拉痕,R圆滑 限位块无损坏,上红丹着色均匀 焊接材料要匹配,焊接处无裂纹 冲裁刃平整,无缺口,翻边刃无拉 伤,拉薄,整形刀配合均匀 安全侧销红,黄色位置正确,锁紧 螺钉无松动 浮顶器活动顺畅,不晃动,与模具 无干涉 聚胺脂弹力无损,压缩量符合规 格,优力胶能正常压料、卸料 卸料销钉动作正常,内部弹簧弹力 无损,能正常卸废料 铸造件无断裂,裂纹 模具拉延、翻边整形镶块,表面处 理部位无脱落,无拉伤
冲压模具点检表
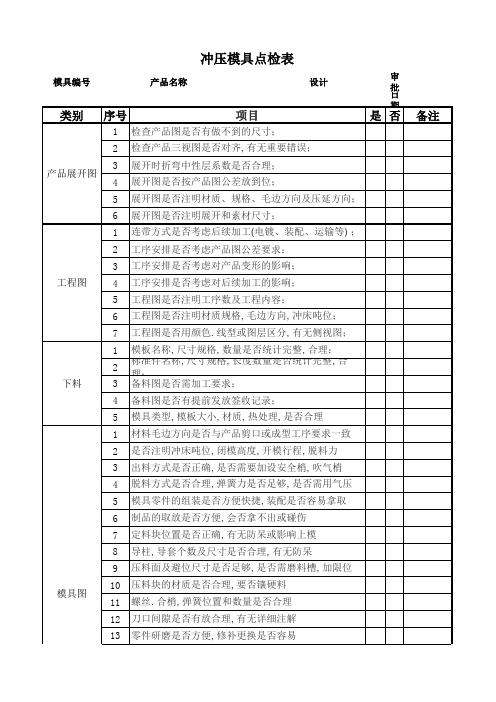
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换开图
工程图
4 5 6 7 1 2
下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
冲压模具制造检查表

Construction Co. Rep
零件制造方代表:
Production Plant Rep.
冲压模具制造审核表(B)
DIE CONSTRUCTION REVIEW( B )
零件号:
Part Number
总成号:
Assembly Part#
工程更改号:
EWO#
零件名称:
Part Name
零件图纸号:
G D & T DWG #
零件图纸更改级别:
Part DWG E/C Level
年型/车型:
Year & Style
零件数模版本号:
Math Data Release #
模具编号:
Die Code
零件供应商:
Part Supplier
SQE ( SGM )
SQE ( SGM ):
电话:
Phone#
DUNS / Z编号:
DUNS / Z Code
模具工程师(供应商pplier)
电话:
D.冲孔头及引孔符合标准
Were the Pierce punch & punch entry as std.
E.斜锲操作平稳,回程装置安装正确
Camoperation is smooth, positive returns are fitted
14.模具的操作安全性
Is the safety cover installed properly
15.所有模具号标牌均正确固定,并按标准上漆
All die ID tags are fitted and painted as std.
注释:
Comments
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压模具检查表

10 凹模镶块及废料刀的空刀部分与铸件安装面平齐 11 保证刃口的切入量(有效刃口高度≥8mm)空刀1-2mm 12 压料板、顶出器与凹模镶块间隙<0.5mm,没有油污和刮痕 淬火后模具刃口部位硬度符合图纸要求,不允许有软点、烧伤及 13 裂纹 14 异形凹模及带形状处凹模应有防转装置,并符合图纸要求 15 镶块与窝座、止退键之间不能有间隙 16 凸模的废料刀刃口高度应低于凸模刃口的高度≥4mm 17 凸模废料刀的宽度应符合图纸(冲压件宽+10mm) 18 相邻处的凹模刃口与废料刀刃口相接触的高度应低于t+4mm 19 反侧类模具,接触面深确保进入20mm后工作,接触面无间隙 1 2 3 斜锲的固定应符合图纸,检查定位销松紧及挡块的贴合情况 回程键和回程钩起始部位的圆角及安装应符合图纸 斜锲滑动面的间隙<0.03mm 斜锲弹簧应有预压缩,复位良好 滑动压板的间隙<0.03mm以下无摆动 暴露的斜锲弹簧或其它弹顶器,均应有安全护板 安 装 部 分
斜 锲
其 它
4 5 6
顶出器及活动部位须加装防护板 模块重量超过15公斤时应设起重孔,孔位确保起吊时模 3 块保持平衡 气缸与托料杆之间的连接部分要安全、牢固,运动时平 4 稳 5 平衡块安装面应设有加强筋 U形槽的厚度、宽度、个数、位置及托杆孔位置误差≤ 6 ±0.5mm 7 螺纹深度,应符合图纸和国标要求,同时满足强度要求 翻转孔、起重孔,孔径、孔距应符合图纸(应能满足强 8 度要求) 侧销应保证在3根以上,并应使限位板开口向下,锁板 9 厚度5.0mm,要求用2-M10螺钉紧固 10 在存放状态时,应确保导柱或导板的配合量≥40mm 1 气源固定装置及管接规格是否符合图纸 进气、出气管接头应用颜色来区分,进气红色,出气兰 色,软管应夹头固定不能悬空、缠绕及破裂 2 所有调整垫片的大小应合适,并固定在底板上 3 模具应清洗(模具无切屑、废料、油污、红丹粉等) 4 模具加工基准必须保留,并在底板上刻印出坐标值 铭牌的安装、底板铸字区标识(F标识、送料方向箭头 5 、图号、材料)及镶块的图号、材料与底板安装座对应 的件号 6 模具非工作部位倒角2X45° 模具所有部位须按规定色、涂色,涂色要求参照技术 7 协议
中日文冲压模具检查表
5 mm
3
4 机械侧定位销与模具是否有干涉
3
取 5 与设备是否有干涉
5
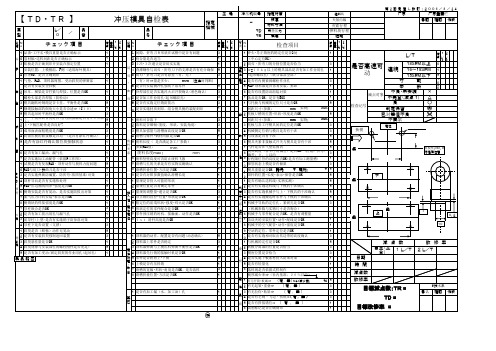
L/T
是否高速可 动
連続
18SPM以上 16~18SPM 15SPM以下
寸 動
中 断
减点对象
不良・未安装 不完全(減点 1)
× △
检查记号
良 判定保留
○
○保
已对策但不良
○
不要紧
定位
换模
減1 2 点 L/ L/
TT
0
-
TD
板厚 材料寸法 气垫压力
夹紧内幅 夹紧行程 弹料块行程
承認 確認 作成
TR 模高
送距
分N 类o
检查项目
1 冲头・导正销座的销定位是否2处
減自 1 2 点 主 L/ L/
TT
1
(中心定位NG)
2 切刃・折弯刀的分割位置是否恰当
3
模 具
3
w=10kg以上的模具部品是否有加工作业用孔
1
保 (起吊螺纹孔)(嵌合部品全部)
1 间隙、折弯刀R形状在试模中是否有问题
2 咬合量是否适当
3 2次・3次避让是否切实实施
切
4
背撑钢性与切刃・折弯刀下的支撑是否有充分确保
刃 5 切刃・折弯刀是否有悬挂(有,无)
(有)时⇒量是多少: ・
mm (立会时判断)
6 是否有安装侧冲孔强制下落零件
曲 7 补焊部位是否实施淬火后开裂确认(着色确认)
确 7 防误夹的安装位置・动作・配线是否OK 认 8 机械手的空气配管・动作・强度是否OK
9 空站的定位、零件定位是否OK
1 0
是否有实施相对取出传送带的高度确认
冲压模具细部设计检查表

6 每一下料工程站是否会容易跳屑?
7 安装沖子入块与冲子固定板框口是否有方向性设计?
8 脫料入块与脱料板框口是否有方性设计?
9 下模入块与下模板框口是否有方向性设计?
10 折弯成型冲子与下模折弯成型入块是否有方向性设计?
11 是否需要增加调整偏摆之工程站?
12 是否需要增加調整高低針之工程站?
13 是否需要增加调整扇形之工程站?
actionitems编号工作內容ecdacd冲压模具设计检查表模具编号依据当时之实际状况叙述
冲压模具细部设计检查表
模具编号 :
日期 :
项目
检查內容
1 每一個工程站之排配是否适当
2 下料刀口与冲子加工是否可行?
3 下料刀口与冲子承受强度是否可行?
4 滑块机构设计是否可行
5 每一弯曲工程站成形是否稳定?
14 浮升梢高度设定与排配是否适当?
15 是否需要预留工程站?
Action Items :编号Fra bibliotek工作內容是
否
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
BY ECD
备注 ACD
※ 依据当时之实际状况叙述:
检查者 :
确认者 :
. SD-011A
冲压模具点检表
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换是否容易
是 否
备注产品展开图工程图4 5 6 7 1 2下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
汽车模具设计检查表
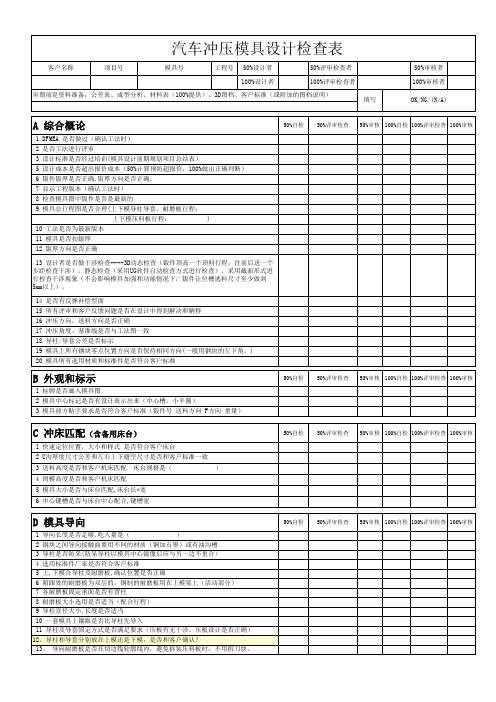
50%自检
50%评审检查
50%审核 100%自检 100%评审检查 100%审核
B 外观和标示
1 标牌是否画入摸具图 2 模具中心标记是否有设计表示出来(中心槽,小半圆) 3 模具前方贴字要求是否符合客户标准(钣件号 送料方向 F方向 重量)
50%自检
50%评审检查
50%审核 100%自检 100%评审检查 100%审核
I 拉延成型
1 闭模检查钮大小和位置是否符合客户标准 2 拉延环模上必须有合理数量的平衡块
3 拉延上的氮气缸必须有单独的管道系统和压力表是否符合客户标准
50%自检
50%评审检查
50%审核 100%自检 100%评审检查 100%审核
4 顶杆行程和位置是否符合标准 5 模具3D型面厚度是否符合客户标准 6 环模面是否比钣件面大,单边大10-20mm左右 7 环模底部停止块,上面平衡块是否在一条线上并有支撑 8 T/L(最终钣件)在B/H上的模具,环模底部与下模座是否接触 9 环模底部的停止块位置是否正对/最靠近型面 10 环模上的安全螺栓是否大于M12,数量______ 11 顶杆布置简图是否清楚显示 12 拉延筋设计是否符合客户要求(整体还是镶块式) 13 拉延筋凹槽是否设计在下模 14 是否按需要设计钣件顶出装置
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核 50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
F PAD
1 压料板是否有薄弱部位 2 压料板和模架侧销孔加工是否容易(本公司刀具是否可以加工) 3 PAD之行程与耐磨板长度是否适当 4 PAD起吊孔,翻转孔,三销基准设置。 5 PAD是否有防呆。(压料板旋转180°后能否装配在模具上) 6 模具侧销孔周边区域强度是否适当 7 上模压料板是否有安全螺栓,其安全螺栓和工作螺栓长度要保持一致 8 压料板下面氮气缸位置是否集中分布在需要受力量区域。 9 用压料板成形或整形时,是否底部有停止块,布置需均匀。
冲压模具开模可行性检查表
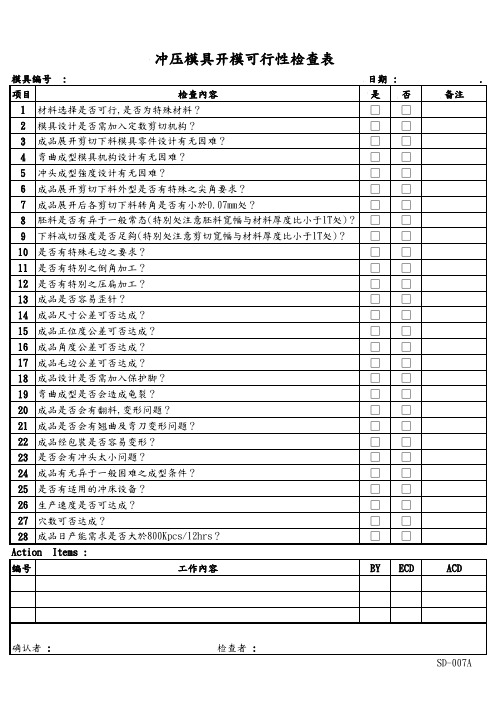
8 胚料是否有异于一般常态(特別处注意胚料宽幅与材料厚度比小于1T处)?
9 下料减切强度是否足夠(特別处注意剪切宽幅与材料厚度比小于1T处)?
10 是否有特殊毛边之要求?
11 是否有特別之倒角加工?
12 是否有特別之压扁加工?
13 成品是否容易歪针?
14 成品尺寸公差可否达成?
15 成品正位度公差可否达成?
16 成品角度公差可否达成?
17 成品毛边公差可否达成?
18 成品设计是否需加入保护脚?
19 弯曲成型是否会造成龟裂?
20 成品是否会有翻料,变形问题?
21 成品是否会有翘曲及弯刀变形问题?
22 成品经包裝是否容易变形?
23 是否会有冲头太小问题?
24 成品有无异于一般困难之成型条件?
25 是否有适用的冲床设备?
冲压模具检查內容
1 材料选择是否可行,是否为特殊材料?
2 模具设计是否需加入定数剪切机构?
3 成品展开剪切下料模具零件设计有无因难?
4 弯曲成型模具机构设计有无因难?
5 冲头成型強度设计有无因难?
6 成品展开剪切下料外型是否有特殊之尖角要求?
7 成品展开后各剪切下料转角是否有小於0.07mm处?
26 生产速度是否可达成?
27 穴数可否达成?
28 成品日产能需求是否大於800Kpcs/12hrs?
Action Items :
编号
工作內容
日期 : 是否 □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□
BY ECD
. 备注
ACD
确认者 :
冲压模具验收动静态检查表

59 淬火区域
60 弹簧安装
07废料区 检查
08翻边整 形部分
61 氮气缸安装 62 废料滑料板角度 63 废料滑板要求 64 废料通道 65 翻边整形刃口面 66 翻边整形块安装 67 翻边顶出器顶杆
无裂纹 砂眼 无烧死
A
定位销固定到位,定位可靠,定位长度>弹簧长度 1/3
A
压板装配到位,规范,平行,紧固
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
OP40 Y1 Y2
√
√ √ √ √ √ √ √ √ √ √ √ √
√
√ √
OP50 Y1 Y2
第 4 页,共 6 页
项目 零件号
xxxx汽车股份有限公司
CN200 23869213
零件名称 模具线名称
冲压模具静态验收检查表 螺母片
序号
检查项
要求及检查要领
xxxx汽车股份有限公司
冲压模具静态验收检查表
项目 零件号
CN200 23869213
零件名称 模具线名称
螺母片
备注:符合要求填写“√”,不符合要求填写“×”,不适用填 写“/”具体问题填入“模具问题记录表”
序号
检查项
要求及检查要领
风险 类型
OP05 Y1 Y2
OP10 Y1 Y2
工序数量 OP20 OP30 Y1 Y2 Y1 Y2
114 模具名牌、重量及气垫顶杆分布图标识 正确、齐全 清晰
表中Y1—表示第一次验收;Y2—表示第二次验收。
冲压模具生产点检表(连续模)

用扳手拧螺栓
镶块松动易损坏模具,伤害操作者
6, 下模刀口无崩刃
目视
刀口崩刃易产生有害毛刺
7, 模具送料导尺无松动,错位
目视、用手晃动导尺 导尺异常会产生送料不准
8, 剥料桥固定可靠,无松动,偏移 9, 导料顶块顺畅无卡死,顶块固定部分无断裂(即顶块不可以被拔出) 10, 切断部分脱料顶销可靠有效(顶销不能卡死,脱料弹簧正常)
目视
要有清晰的产品件号、模具编号
2, 模具上下模正确吻合,无上下模合反,合错现象
目视Байду номын сангаас
上下模合反易损坏模具
3, 吊运模具的装置(螺栓或起吊块)是否安全可靠.(螺栓无松动,弯曲)
用扳手拧螺栓
螺栓松动易出现安全问题
4, 上模导引冲头可靠有效,无缺损,无断裂
目视、用手触摸
导引失效易产生不良品
5, 上下模镶块无松动,缺损
目视、用扳手拧螺栓
目视、用手按动顶 块,用手拔起顶块
用手按动顶销,感知 脱料力
该异常会损坏模具,伤害操作者 该异常会损坏模具,伤害操作者 该异常会损坏模具,产生不良品
11, 模具已安装限位柱,红漆无掉落,模具上无其他物件(工具、螺丝、镶块、产品等)
目视
限位柱可保护模具和冲床
12, 侧冲弹簧有可靠地安全防护装置 13,
3, 生产的日期、零件号刻印是否清晰正确
目视,对照刻印要求 刻印错误会产生不良品
4, 切边或冲孔工位落料顺畅,无废料堆积 5, 误送检知正常,初始挡料块可靠有效,废料和产品完全分开
目视
目 视,接触检知, 观察信号
废料堆积会损坏模具
废料产品混淆会导致分选困难,检知 失效则无法判断少送料现象
冲压模具设计检查表

7.冲压力是否计算,压力中心位置在设计图纸中是否标注提示?
Are all components marked as needed for example, Top/Bottom of die, weight, operations, I.D. tag, paint color show etc.?
注释:
Comments
批准人 :
Approved by
模具工程师(供应商):
9.模具顶出和卸料装置、易损件和工作部分的合理性与可靠性
Were the ejector, stripper plate, interchange and working parts rationality and reliability
10.斜锲和吊锲结构的尺寸是否符合要求?
Structure of cams and cam overhang must meet std.?
Die Engineer (Supplier)
日期:
Date
模具设计方代表:
DesignCo.Rep.
零件制造方代表:
Production Plant Rep.
冲压模具设计审核表(A)
DIEDESIGNREVIEW(A)
零件号:
Part Number
总成号:
Assembly Part#
工程更改号:
EWO#
零件名称:
Part Name
零件图纸号:
冲压模具检查表--新项目管理要求

三:Hale Waihona Puke 边冲孔三冲压模具检查表
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 修边刃口进入量是否足够?(一般按9毫米) 下型的高度可否再高一些以方便废料下滑? 废料滑槽的宽度是否足够?特别注意模具端头和斜楔座下面。 废料滑槽是否要求用3毫米钢板制作? 修边刃口有凸耳的地方是否采取了加强措施? 铸钢修边镶块(含废料刀)是否有加强筋? 废料滑槽和废料盒是否出了图? 修边镶块的背靠是否比镶块矮5毫米?
)
五:斜楔
压料面调整块、平衡块的数量和位置是否合理? 托杆的设置是否平衡? 托杆的设置是否适合用户设备和调试设备?是否考虑了我公司的调试设备? 托杆的突出量、行程是否正确? 凸出量( )行程( ) 安全区的设置是否合理? 凸模的导板与压边圈轮廓是否干涉? 凸模翻转用铸入螺母的高度位置是否设定?凸模重量( )直径( ) 气垫在上死点时,凸模和压边圈的导向长度是否保持50-70以上? 定位机构的位置是否适当?板料在投入时,导向长度是否充分? 压边圈的强度、刚性是否充分? 压印标记销的位置是否正确? C/H孔处下模是否设有加强筋? 排气孔和铸造排气孔的位置是否充分? 内、外压边圈的行程是否适当? 加工压力是否计算?(内压 外压 ) 安全防护板是否设置? 拉延模中排气孔的数量是否足够? 上下模水平方向能否顺利排气? 拉延模顶杆位置是否考虑了淬火垫块? 拉延切口是否可以留下让废料切脱滑出的可能?(缘起yy5-58321/421)
三:拉延
废料能否顺利排除模具?(滑料角不小于25度 ) 加工压力是否计算?压料板的压力是否充分?列出计算过程(F=l*t*Gb*5%) 是否绘出了弹性元件的力线图? 力线图上是否给出了行程关系?且对应处的力是否满足要求? 压料板的行程是否按纵切处(如废料刀)设定?须在主断面画出行程图。 刃口的分块设定是否适量?(是否设有锋利的锐口?) 刃口镶块的高度(底面设定)设置是否合理?是否设置背靠? 冲孔的凸模和镶入的凹模防转设置是否合理?冲头是否易于安装? 非标凸模和镶入式凹模的设置是否合理? 废料刀及凹模和的刃口吃入量祥图是否进行了指示? 凸、凹刃口的螺销钉的大小、位置和数量是否适当?(必须≥12MM规格) 废料刀底座的刚性、强度是否进行了确认? 废料刀的高度是否充分考虑到了滑料的需要? 废料刀的刃口是否比工序件低0.5MM 废料刀刀背是否要求倒大斜面以便于滑料? 废料长度是否符合要求?是否考虑了拉延后可能的最大边缘? 是否设置了压料器与模座的工艺组合凸台? 冲孔、修边刃口是否考虑了产品公差?(按公差带60%或其余要求设计) 修边、冲孔间隙是否合理?(单边按料厚的8%) 是否存在废料刀刃口或刀背相向的情况? 锻件修边镶块背面是否设计了5MM调整垫板? 冲头进入凹模是否满足了5MM? 垂直和倾斜修边刃口交接是否合理? 斜楔冲孔时对废料是否采取了强制退料措施? 冲孔废料过孔是否足够大? 对于比较尖或钝的刃口是否要求处理? 对于可能难以下滑的废料是否采取了强制措施? 但强制装置不能早于压料器工作
汽车冲压件模具验收CHECKLIST
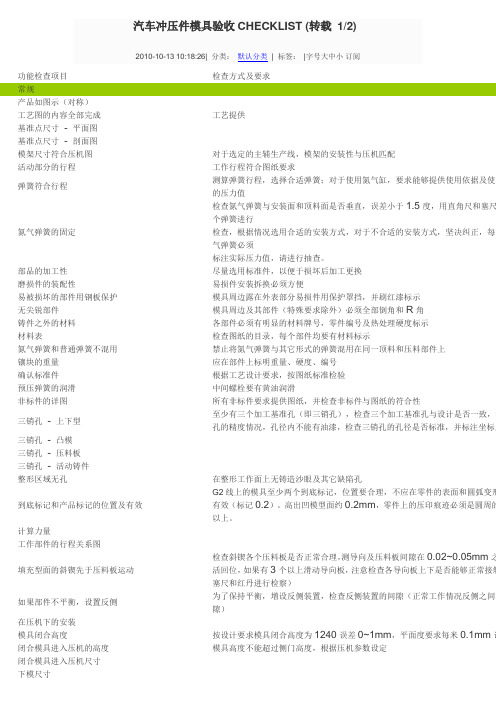
汽车冲压件模具验收CHECKLIST (转载1/2)2010-10-13 10:18:26| 分类:默认分类| 标签:|字号大中小订阅功能检查项目检查方式及要求常规产品如图示(对称)工艺图的内容全部完成工艺提供基准点尺寸- 平面图基准点尺寸- 剖面图模架尺寸符合压机图对于选定的主辅生产线,模架的安装性与压机匹配活动部分的行程工作行程符合图纸要求弹簧符合行程测算弹簧行程,选择合适弹簧;对于使用氮气缸,要求能够提供使用依据及使用的压力值氮气弹簧的固定检查氮气弹簧与安装面和顶料面是否垂直,误差小于1.5度,用直角尺和塞尺个弹簧进行检查,根据情况选用合适的安装方式,对于不合适的安装方式,坚决纠正,每个气弹簧必须标注实际压力值,请进行抽查。
部品的加工性尽量选用标准件,以便于损坏后加工更换磨损件的装配性易损件安装拆换必须方便易被损坏的部件用钢板保护模具周边露在外表部分易损件用保护罩挡,并刷红漆标示无尖锐部件模具周边及其部件(特殊要求除外)必须全部倒角和R角铸件之外的材料各部件必须有明显的材料牌号,零件编号及热处理硬度标示材料表检查图纸的目录,每个部件均要有材料标示氮气弹簧和普通弹簧不混用禁止将氮气弹簧与其它形式的弹簧混用在同一顶料和压料部件上镶块的重量应在部件上标明重量、硬度、编号确认标准件根据工艺设计要求,按图纸标准检验预压弹簧的润滑中间螺栓要有黄油润滑非标件的详图所有非标件要求提供图纸,并检查非标件与图纸的符合性三销孔- 上下型至少有三个加工基准孔(即三销孔),检查三个加工基准孔与设计是否一致,注孔的精度情况,孔径内不能有油漆,检查三销孔的孔径是否标准,并标注坐标尺三销孔- 凸模三销孔- 压料板三销孔- 活动铸件整形区域无孔在整形工作面上无铸造沙眼及其它缺陷孔到底标记和产品标记的位置及有效G2线上的模具至少两个到底标记,位置要合理,不应在零件的表面和圆弧变形有效(标记0.2)。
高出凹模型面约0.2mm,零件上的压印痕迹必须是圆周的以上。
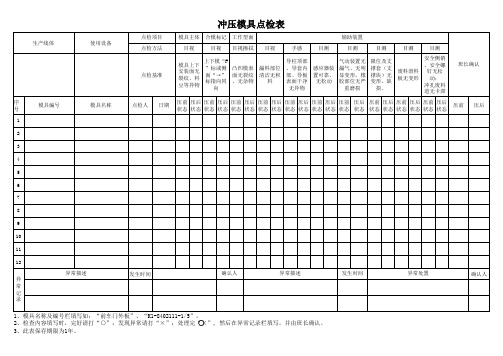
冲压模具点检表
凸凹模表 面无裂纹 、无杂物
漏料部位 清洁无积
料
导柱顶部 、导套内 部、导板 表面干净
无异物
气动装置无 限位及支
感应器装 漏气、无明 撑套(支
置可靠、 显变形,橡 撑块)无
无松动 胶部位无严 变形、缺
重磨损
损、
废料滑料 板无变形
安全侧销 、安全螺
钉无松 动; 冲孔废料 道无卡滞
班长确认
压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 压前 压后 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态 状态
压前
压后
发生时间
确认人
异常描述
发生时间
异常处置
确认人
1、模具名称及编号栏填写如:“前车门外板”、“K1-8402111-1/5”。 2、检查内容填写时,完好请打“○”;发现异常请打“×”;处理完“×”, 然后在异常记录栏填写,并由班长确认。 3、此表保存期限为1年。
冲压模具点检表生产线体使用设备点检项目模具主体合模标记工作型面辅助装置班长确认点检方法目视目视目视擦拭目视手感目测目测目测目测目测点检基准序号模具编号模具名称点检人日期101112异常描述发生时间确认人异常描述发生时间异常处置确认人模具上下安装面无裂纹料豆等异上下模f标或侧面标指向同向凸凹模表面无裂纹无杂物漏料部位清导柱顶部导套内部导板表面干净无异物感应器装置可靠无松气动装置无漏气无明显变形橡胶部位无严重磨损限位及支撑套支撑块无变形缺损废料滑料板无变形安全侧销安全螺钉无松动
生产线体
使用设备
序 号
模具编号
1
模具名称
汽车模具设计检查表

D 模具导向
1 导向长度是否足够,吃入量是(
)
2 钢块之间导向接触面要用不同的材质(铜加石墨)或有油沟槽
3 导柱是否防呆(防呆导柱以模具中心镜像后应与另一边不重合)
4 选用标准件厂家是否符合客户标准
5 上,下模合导柱及耐磨板,确认位置是否正确
6 箱跟处的耐磨板为双层的,铜制的耐磨板用在上模架上(活动部分)
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核 50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
汽车冲压模具设计检查表
4 力之作用线和凸轮高度之配合是否合理 5 CAM PAD之行程 是否适当 6 CAM PAD 压力是否充分 7 加工基准尺寸是否标示 8 CAM及滑动块等,各零件之承吊孔位置 9 各部分之干涉情形确认(行程回程时/工作时) 10 较大的悬吊CAM 是否有安全装置 11 CAM 刀块加工性是否良好
7 各耐磨板固定承面是否有背托
8 耐磨板大小选用是否适当(配合行程)
9 导柱直径大小,长度是否适当
10 一套模具上镶跟是否比导柱先导入
11 导柱及导套固定方式是否满足要求(压板有无干涉,压板设计是否正确)
12、导柱和导套分别放在上模还是下模,是否和客户确认?
13、 导向耐磨板是否在切边线轮廓线内,避免拆装压料板时,不用拆刀块。
F PAD
1 压料板是否有薄弱部位 2 压料板和模架侧销孔加工是否容易(本公司刀具是否可以加工) 3 PAD之行程与耐磨板长度是否适当 4 PAD起吊孔,翻转孔,三销基准设置。 5 PAD是否有防呆。(压料板旋转180°后能否装配在模具上) 6 模具侧销孔周边区域强度是否适当 7 上模压料板是否有安全螺栓,其安全螺栓和工作螺栓长度要保持一致 8 压料板下面氮气缸位置是否集中分布在需要受力量区域。 9 用压料板成形或整形时,是否底部有停止块,布置需均匀。
冲压模具动静态检查表

□
6
板
位
定隙
▲
匕匕 厶冃 不
-
废料
^1
量
□
▲
视 目
□
□
2-
▲
3
•
□
视 目
□
□
4
□
▲
片
5上量 料 入 落 否 匕匕 厶冃 料
视 目
□
□
5
□
▲
视 目
□
□
、安令
^1
□
刺 毛 破
视 目
□
□
2
•
□
视 目
□
□
3
置 簣
-
□
簣 图 合 符
视 目
n
n
4
•
□
视 目
□
□
5
•
□
孔 吊 起 加 应 上 以
5
在 量T
视 目
□
□
6
•
□
□
□
7
¥ 刍 侧安
▲
靠
视 目
其它
^1
蚀 锈 无
•-
□
视 目
□
□
2
-
□
纸 图 合 符
视 目
□
□
备注:
验收标记:合格O可接受△不合格X无此项目/第一次验收人员
验收1:表示第一次验收2:表示第二次验收
目视
15
料厚》1.2m m板料冲孔
•
冲头应设置垫板
目视
16
刀块有拆卸顺序的警告标志
•
必须先拆卸涂红色刀块
目视
17
退料板与凸模,压料板与凹模 的导正间隙
冲模设计自检表

模具编号:
项次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38
模具名称:自检内容年月设计者日
复核
导柱,入块有无防呆? 闭模高度是否符合冲床标准?(吨位,同时可移两种以上) 脱料力是否足够?(弹簧、行程) 选用弹簧爲何种顔色及规格?(脱料板、行程) 弹簧压缩量是否满足要求?(脱料行程) 弹簧预压量是否合理?(预压数字) 上、下模是否有脱料装置(折弯、成型、顶销) 脱料装置分布是否合理?(排位、十字分法) 定位是否合理?(防呆) 有压线及字模时,下模是否有限位装置或脱料板留料厚? 成形模或连续模是否有详细的结构示意图?(工能或动作细部图) 连续模出料是否顺畅?(吹料、顶料、推料) 螺丝,销钉排布是否合理? 所使用的模板长度是否合乎规格?(长、宽、厚、材质) 所使用的零件是否爲标准件?(闭模冲子长度) 开修模预定进度表 冲剪间隙,冲孔 折弯间隙,成型,N折成型 折弯系数,展开,N折展开 毛边方向(毛边,倒角) 材料丝向(SUS、K5、K7、鏻铜、铍铜等) 发线方向 误送检知安装 按标准定出铆钉顶出高度 模板加工说明要详细图面(有必要加工侧视的模板加侧视图) 让位,避孔是否有遗漏?(深、浅、宽、长)有多少工序? 需备料和只需线割的零件要分开排布(需做备品部分要加 入ERP编码) 零件的加工性是否合理?(研磨、放电、倒角、R角) 间隙是否合理?(材料、冲孔、折弯、+-差) 成形部分尺寸要详细? 尺寸小数点两位(符合粗精加工的要求)(放大图) 模具图面不能有遗漏,各加工图层要分清? 图面需存入共享区(设变与修模后更新图面) 图面是否叠加?有无叠加图档?(现场修改尺寸,协商图面) 多块模板拼接时,中间模板间隙是否符合公差?(叠积工差±0.02) 模板材质是否合理?(热处理硬度) 试模材料是否有请购?(冲压材料、工差、卷料,单片料) 是否需要设计産品检测治具?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D 模具导向
1 导向长度是否足够,吃入量是(
)
2 钢块之间导向接触面要用不同的材质(铜加石墨)或有油沟槽
3 导柱是否防呆(防呆导柱以模具中心镜像后应与另一边不重合)
4 选用标准件厂家是否符合客户标准
5 上,下模合导柱及耐磨板,确认位置是否正确
6 箱跟处的耐磨板为双层的,铜制的耐磨板用在上模架上(活动部分)
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
N 安全
1 起吊钢锁线路上无突起/干涉(滑槽、切削刀、CAM) 2 吊绳经过模具区域需要倒角R10-20 3 气压缸工作区裸露在模具外部时要加挡板保护 4 上下模活动顶料板 压料板 周边要设计安全挡板 5 钢块重量超过15KG的钢块是否设置了起吊孔
F PAD
1 压料板是否有薄弱部位 2 压料板和模架侧销孔加工是否容易(本公司刀具是否可以加工) 3 PAD之行程与耐磨板长度是否适当 4 PAD起吊孔,翻转孔,三销基准设置。 5 PAD是否有防呆。(压料板旋转180°后能否装配在模具上) 6 模具侧销孔周边区域强度是否适当 7 上模压料板是否有安全螺栓,其安全螺栓和工作螺栓长度要保持一致 8 压料板下面氮气缸位置是否集中分布在需要受力量区域。 9 用压料板成形或整形时,是否底部有停止块,布置需均匀。
位置,确保钢块旋转180度是组装不上的。 7.4 顶料器是否防呆,可以采用导向机构位置错开来防呆。
11 模具必须有至少四个停止块。(模具大于600mm以上长度) 12 成形和整形钢块要有防侧推力的背托 13 模具中心与机床中心是否有偏心 :X mm Y mm 14 模架与钢块螺丝孔 PIN孔的尺寸大小和位置是否一一对应。 15 模具是否有漏水孔和漏油孔。 16 镶在槽里面的钢块是否有J/S孔。 17 铸造模很多让位面是否够大,让位面距离保持5-10mm左右。 18 上模钢块PIN孔顶部台阶孔是否足够空间安装弹簧柱塞(防止PIN脱落) 19 弹顶针和弹顶销设计位置是否合适(不要放在型面复杂区域和R角上)
C 冲床匹配(含备用床台)
1 快速定位位置,大小和样式 是否符合客户床台
2 U沟厚度尺寸公差和左右上下避空尺寸是否和客户标准一致
3 送料高度是否和客户机床匹配 床台规格是(
)
4 闭模高度是否和客户机床匹配
5 模具大小是否与床台匹配,床台长*宽
6 中心键槽是否与床台中心配合,键槽宽
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
B 外观和标示
1 标牌是否画入摸具图 2 模具中心标记是否有设计表示出来(中心槽,小半圆) 3 模具前方贴字要求是否符合客户标准(钣件号 送料方向 F方向 重量)
50%自检
50%评审检查 50%审核 100%自检 100%评审检查 100%审核 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
上下模压料板行程:
)
10 工法是否为最新版本
11 模具是否扣钣厚
12 钣厚方向是否正确
50%自检
13 设计者是否做干涉检查----3D动态检查(钣件顶高一个顶料行程,往前后送一个 步距检查干涉)。静态检查(采用UG软件自动检查方式进行检查)。采用截面形式进 行检查干涉现象(不会影响模具加强和功能情况下,钣件让位槽逃料尺寸至少做到 5mm以上)。
K 连续模
1 连续模是否有起始线 2 导销伸出直边长度需要1-2个板厚 3 成型整形站需要有足够的支撑肋条 4 下模导销孔需要打通模架 5 导向块调整性是否良好(一边可调,一边固定)符合客户标准。 6 顶料器滑动面必须有导向衬套 7 顶料高度是否一致(前后工程) 8 CUT-OFF废料是否和钣件分离 9 若导销设在压料板上,则压料板需要导柱导引。导销旁应有弹簧顶销 10 使用球锁式冲头时,压料板需要设计窗口,球锁冲头能在冲床上拆卸 11 模具钢块至少有一个螺丝两个PIN固定。
汽车冲压模具设计查检表
客户称
项目号
模具号
工程号 50%设计者
50%评审检查者
100%设计者
100%评审检查者
审图前是资料准备:公差表、成型分析、材料表(100%提供)、3D图档、客户标准(或附加的图档说明)
填写
50%审核者 100%审核者 OK/NG/(N/A)
A 综合概论
1 DFMEA 是否做过(确认工法时)
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
O 夹钳
1 停止块和缓冲块是否和夹钳干涉 2 夹钳和模具是否有干涉(导柱导套和镶根干涉)
50%自检 50%自检
G 切边冲孔
1 冲头,冲模座孔径单边间隙(钣厚 mm ) 2 冲头孔径是否符合钣件公差内 3 冲头,冲模座是否有防呆(采用直径大小防呆) 4 模具中相近规格的冲孔孔径应用不同直径规格的冲头加以区分 5 异形孔冲头,冲模座位置及角度是否正确 6 切边、冲孔要避免有过多的废料的滞留(客户标准或小于3片) 7 冲孔冲头必须是标准长度,总长为80mm、90mm、100mm,常用90mm. 8 冲母座的安装位置孔径大小及深度有无台阶检查 9 纵切部和PAD之行程关系是否适当 10 废料切刃之长度比废料边线长(长10mm以上) 11 上模刀块是否按照客户要求做剪切角 12 钣件上所有基准孔是否是90度冲。 13 废料排出通道尺寸是否符合客户要求(废料最大对角尺寸加15mm) 14 废料孔下面是否全部避让,孔足够大,确保落料保持顺畅。 15 冲头购买是否按照客户的标准要求。 16 废料滑槽之角度是否适当,α≥25°或符合客户标准
50%自检
H 翻边整形
1 翻边块锁付面是否满足要求(铸钢件锁付面大于翻边高度的1.2-1.5倍) 2 翻边块高度比钣件边缘多出来5-10mm左右(确保全部压住翻边钣件)
50%自检
50%评审检查 50%审核 100%自检 100%评审检查 100%审核
50%评审检查 50%审核 100%自检 100%评审检查 100%审核 50%评审检查 50%审核 100%自检 100%评审检查 100%审核 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
2 是否工法进行评审
3 设计标准是否经过培训(模具设计前期规划项目总结表)
5 设计成本是否超出报价成本(50%计算预防超报价,100%做出正确判断)
6 钣件钣厚是否正确,钣厚方向是否正确.
7 显示工程版本(确认工法时)
8 检查模具图中钣件是否是最新的
9 模具总行程图是否合理(上下模导柱导套、耐磨板行程:
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
J 钣件定位
1 定位规之位置及方式是否合理 2 定位是否方便调整 3 钣件投入时,是否无干涉 4 定位规高度是否符合要求 5 定位规调节量够吗? 6 各定位规逃料避空是否足够,(大于定位规最大调整量)
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
14 是否有反弹补偿型面 15 所有评审和客户反馈问题是否在设计中得到解决和解释 16 冲压方向,送料方向是否正确 17 冲压角度、基准线是否与工法图一致 18 导柱/导套公差是否标示 19 模具上所有钢块零点位置方向是否保持相同方向(一般用钢块的左下角。) 20 模具所有选用材质和标准件是否符合客户标准
7 各耐磨板固定承面是否有背托
8 耐磨板大小选用是否适当(配合行程)
9 导柱直径大小,长度是否适当
10 一套模具上镶跟是否比导柱先导入
11 导柱及导套固定方式是否满足要求(压板有无干涉,压板设计是否正确)
12、导柱和导套分别放在上模还是下模,是否和客户确认?
13、 导向耐磨板是否在切边线轮廓线内,避免拆装压料板时,不用拆刀块。
汽车冲压模具设计查检表
3 钣件翻边高度不同时,设计翻边钢块高度要保持翻边均匀高度。 4 翻边块是否有防侧向力背托。 5 翻边块是否做80%钣厚间隙 6 开始翻边时,PAD压力 是否足够 7 翻边行程大于50时,是否在下模安装背托 8 成型,整形块钣件型面区域不能有螺丝孔和PIN J/H 以及其他孔。 9 客户没有特殊要求情况下,翻边和成型块尽量做成可调 10 翻边站压料板行程是否有超过翻边高度10mm以上 11成型钢块加工工艺:A.留余量粗刻,热处理后精刻到位 B.直接精加工到位热处理 12 翻边刀块顶部R角是否设计出来
(另外嵌到槽里钢块至少一个螺丝,不需要PIN) 12 连续模压料板上起吊螺丝优先选M16 13 IEM滚珠式导柱导套是否有足够行程,(不能出现卡死状态) 14 CUTOFF站刀块是否做成可调。 15 模具为2—OUT时雕刻型面时确认钣件左右对称还是相同件 16 压钣件毛刺钢块是否可调.
L CAM
1 CAM驱动块是否有背托支撑 2 所有CAM上(冲孔、折边、切边等等)都要有强制返回装置 3 复位用弹簧压力是否充分
20 有雕刻型面钢块螺丝头是否会被雕刻到. 21 模具所有的孔是否钻床和CNC可加工。根据现场刀具长度和直径判断(特别是螺丝 孔 PIN J/H不能设计在型面幅度大的斜面和复杂面上,目的是钻孔会偏移) 22 模具是否要叉车槽,依客户标准 23 和上模压料板的导正销对应位置处,下模导正销过孔是否悬空 24 客户无特殊要求时,装上卸模停止块模具内部结构应该无接触。 25 模具成型整形钣件型面区域不能有螺丝孔和PIN J/H 以及其他孔。
50%自检 50%评审检查 50%审核 100%自检 100%评审检查 100%审核
汽车冲压模具设计查检表
E 一般模具结构
1 模具冲压力是否超过客户机床压力80%。 2 钣件刻印规格及位置是否符合客户标准 3 停止块是否有肋条支撑 4 储存块高度是否满足客户标准或 SKD 标准(与上下模行程有关) 5 模架三销基准孔是否按照客户需求画入模具图纸 6 起吊孔是否设置在足够大空间拧平吊环(避免吊环与其他干涉现象) 7.1 两个对称相同(左右件)钢块是否有防呆,用螺丝孔或PIN位置错开进行防呆。 7.2 两个对称相同(左右件)钢块是否有防呆,用螺丝孔或PIN大小进行防呆。 7.3 单个钢块防呆--避免单个钢块形成正方形锁付螺丝或PIN,需要错开螺丝或PIN