逆变焊机代替可控硅电焊机可行性分析报告
igbt逆变焊机与可控硅整流焊机的区别
IGBT逆变焊机与可控硅整流焊机的区别IGBT逆变焊机电源是一种高性能、高效、省材的新型焊机电源,代表了当今焊机电源的发展方向。
由于IGBT大容量模块的商用化,这种电源更有着广阔的应用前景。
它与可控硅整流焊机的区别如下:1、可控硅整流焊机是将50HZ的交流电整流成直流电输出,通过改变可控硅的导通角来改变输出大小,输出波形不平滑,所以焊接效果不好,引弧及其他一些控制功能差。
IGBT逆变焊机电源大都采用交流-直流-交流-直流(AC-DC-AC-DC)变换的方法。
50Hz 交流电经全桥整流变成直流,再经过IGBT逆变,将直流电逆变成20~30kHz的中频矩形波,中频变压器降压,经过二次整流后输出,成为稳定的直流,输出波形好,通过PWM脉宽调制或移相控制IGBT逆变器的导通时间,改变输出的大小。
供电弧使用,引弧及焊接电流易于控制。
2、可控硅整流焊机体积大,较为笨重,不便于搬运和移动,而IGBT焊机由于逆变频率高达20~30kHz,所以变压器体积小,重量轻,易于搬运。
3、逆变焊机比可控硅整流焊机省电约30%左右。
4、IGBT逆变焊机控制及主电路较为简单,所以可靠性高,故障点少,易于维修。
5、IGBT控制技术已经非常成熟,是新一代逆变器的主流器件。
但由于焊机电源的工作条件恶劣,频繁的处于短路、燃弧、开路交替变化之中,因此IGBT逆变式整流焊机电源的工作可靠性问题成为最关键的问题,也是用户最关心的问题。
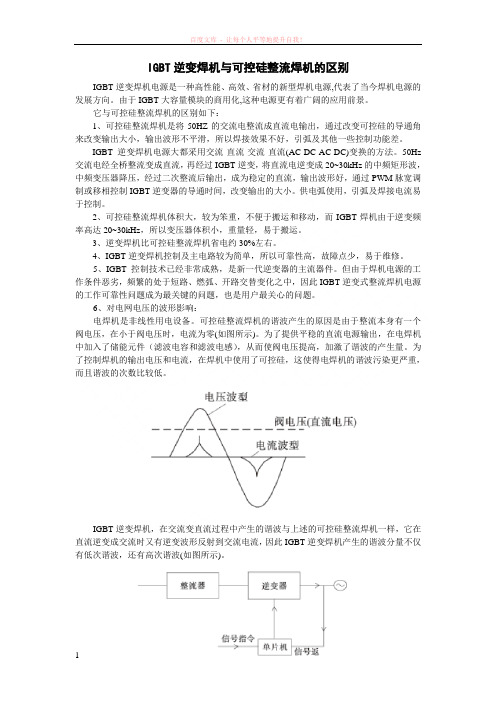
6、对电网电压的波形影响:电焊机是非线性用电设备。
可控硅整流焊机的谐波产生的原因是由于整流本身有一个阀电压,在小于阀电压时,电流为零(如图所示)。
为了提供平稳的直流电源输出,在电焊机中加入了储能元件(滤波电容和滤波电感),从而使阀电压提高,加激了谐波的产生量。
为了控制焊机的输出电压和电流,在焊机中使用了可控硅,这使得电焊机的谐波污染更严重,而且谐波的次数比较低。
IGBT逆变焊机,在交流变直流过程中产生的谐波与上述的可控硅整流焊机一样,它在直流逆变成交流时又有逆变波形反射到交流电流,因此IGBT逆变焊机产生的谐波分量不仅有低次谐波,还有高次谐波(如图所示)。
逆变焊机代替可控硅电焊机可行性分析报告

逆变焊机代替可控硅电焊机可行性分析报告 逆变焊机是现在国际焊机市场兴起的一种新产品, 它不仅有高效 节能、体积小、重量轻、多功能、多用途等特点;而且具有良好动、 静特性和工艺特性。
下面是测试的数据报告:测试设备:(1) 逆变焊机(2) 可控硅电焊机测试工况对比:相同工位 测试地点: 测试时间: 二零零五年七月二十二日测试所用仪器:FLUKE 43B谐波的比较下图是逆变焊机和可控硅焊机的谐波含量的比较图标:分析:从两台设备上采集到的电流谐波分析图表上可以看出逆变 焊机的电流谐波含量为81.1%,可控硅焊机的电流谐波含量为 25.0%. 焊接车间 100加501III 1.1IJIu 5 9 13 17 21 25 ;29 33 37 45 轲恥CK ■ i ftECALLHARMONICS HOLD1 “ 5003HN 14J0A585 %r图1-1逆变焊机的电流谐波含量 图1-2可控硅焊机的电流谐波含量结论:可控硅焊机的电流谐波小于比逆变焊机的电流谐波含量。
空载时功率的比较在两台电焊机空载时,对两台电焊机的空载功率进行了功率的波 形录波(见图2-1,图2-2)分析:逆变电焊机在空载时的有功功率是 0.19kw ,可控硅电焊机在 空载时的有功功率是1.26kw 。
即逆变焊机空载能耗远小于可控硅焊三.运行时功率的比较两台电焊机在运行状态时功率参数图表见下图(图 3-1,图3-2) POUER 30957 图2-1逆变焊机的空载功率波形 HOLDQ73 DPF500 HzFUHDAMFHTALBACK = RECALL H图2-2可控硅焊机的空载功率波形 图3-1逆变焊机运行功率曲线图 图3-2可控硅焊机运行功率曲线图根据图表分析和现场数据测试记录:逆变焊机运行输入功率为8.1 KW,; 可控硅电焊机的运行输入功率为9.3KW.四.可控硅电焊机和逆变电焊机的节能数据分析以侧板焊工位为例,从电焊工艺工程师处得知:在一个焊接工艺周期中空载运行和满负荷运行的时长比例为55:45,则计算如下:9.3KW x 45%+ 1.26kw x 55%= 4.88kw ——可控硅焊机平均功率8.1KW x 45% + O.19kw x 55%= 3.75kw ——逆变焊机平均功率(4.88kw-3.75kw)/4.88kw=23% ――节电率以上计算可知,使用逆变焊机可以比可控硅电焊机节约电量23% 左右。
逆变焊机代替可控硅电焊机可行性分析报告

逆变焊机代替可控硅电焊机可行性分析报告逆变焊机是现在国际焊机市场兴起的一种新产品, 它不仅有高效节能、体积小、重量轻、多功能、多用途等特点;而且具有良好动、静特性和工艺特性。
下面是测试的数据报告:测试设备:(1)逆变焊机(2)可控硅电焊机测试工况对比:相同工位测试地点:焊接车间测试时间:二零零五年七月二十二日测试所用仪器:FLUKE 43B一.谐波的比较下图是逆变焊机和可控硅焊机的谐波含量的比较图标:图1-1 逆变焊机的电流谐波含量图1-2 可控硅焊机的电流谐波含量分析:从两台设备上采集到的电流谐波分析图表上可以看出逆变焊机的电流谐波含量为81.1%,可控硅焊机的电流谐波含量为25.0%.结论:可控硅焊机的电流谐波小于比逆变焊机的电流谐波含量。
二.空载时功率的比较在两台电焊机空载时, 对两台电焊机的空载功率进行了功率的波形录波(见图2-1, 图2-2)图2-1 逆变焊机的空载功率波形图2-2 可控硅焊机的空载功率波形分析:逆变电焊机在空载时的有功功率是0.19kw,可控硅电焊机在空载时的有功功率是 1.26kw。
即逆变焊机空载能耗远小于可控硅焊机。
三.运行时功率的比较两台电焊机在运行状态时功率参数图表见下图(图3-1, 图3-2)图3-1 逆变焊机运行功率曲线图图3-2 可控硅焊机运行功率曲线图根据图表分析和现场数据测试记录:逆变焊机运行输入功率为8.1 KW,;可控硅电焊机的运行输入功率为9.3KW.四.可控硅电焊机和逆变电焊机的节能数据分析以侧板焊工位为例, 从电焊工艺工程师处得知:在一个焊接工艺周期中空载运行和满负荷运行的时长比例为55:45, 则计算如下:9.3KW×45%+1.26kw×55%=4.88kw ――可控硅焊机平均功率8.1KW×45%+0.19kw×55%=3.75kw ――逆变焊机平均功率(4.88kw-3.75kw)/4.88kw=23% ――节电率以上计算可知, 使用逆变焊机可以比可控硅电焊机节约电量23%左右。
逆变直流电焊机项目可行性研究报告
逆变直流电焊机项目可行性研究报告项目可行性报告中金企信国际咨询公司拥有10余年项目可行性报告撰写经验,拥有一批高素质编写团队,卓立打造一流的可行性研究报告服务平台为各界提供专业可行的报告。
【报告说明】可行性研究报告,简称可研,是在制订生产、基建、科研计划的前期,通过全面的调查研究,分析论证某个建设或改造工程、某种科学研究、某项商务活动切实可行而提出的一种书面材料。
项目可行性研究报告主要是通过对项目的主要容和配套条件,如市场需求、资源供应、建设规模、工艺路线、设备选型、环境影响、资金筹措、盈利能力等,从技术、经济、工程等方面进行调查研究和分析比较,并对项目建成以后可能取得的财务、经济效益及社会影响进行预测,从而提出该项目是否值得投资和如何进行建设的咨询意见,为项目决策提供依据的一种综合性的分析方法。
可行性研究具有预见性、公正性、可靠性、科学性的特点。
可行性研究报告是确定建设项目前具有决定性意义的工作,是在投资决策之前,对拟建项目进行全面技术经济分析论证的科学方法,在投资管理中,可行性研究是指对拟建项目有关的自然、社会、经济、技术等进行调研、分析比较以及预测建成后的社会经济效益。
【相关推荐】《逆变直流电焊机项目立项可行性报告》《逆变直流电焊机商业策划书》《逆变直流电焊机资金申请可行性报告》《逆变直流电焊机项目建议书》《逆变直流电焊机融资可行性报告》《逆变直流电焊机行业市场调查分析及投资前景预测》等报告课题,具体请咨询中金企信国际信息咨询。
由于可行性研究报告属于订制报告,以下报告目录仅供参考,成稿目录可能根据客户需求和行业分类有所变化。
第一章项目总论1.1逆变直流电焊机项目概况1.1.1逆变直流电焊机项目名称1.1.2逆变直流电焊机项目建设单位1.1.3逆变直流电焊机项目拟建设地点1.1.4逆变直流电焊机项目建设容与规模1.1.5逆变直流电焊机项目性质1.1.6逆变直流电焊机项目总投资及资金筹措1.1.7逆变直流电焊机项目建设期1.2逆变直流电焊机项目编制依据和原则1.2.1逆变直流电焊机项目编辑依据1.2.2逆变直流电焊机项目编制原则1.3逆变直流电焊机项目主要技术经济指标1.4逆变直流电焊机项目可行性研究结论第二章逆变直流电焊机项目背景及必要性分析2.1逆变直流电焊机项目背景2.2逆变直流电焊机项目必要性第三章逆变直流电焊机项目市场分析与预测3.1逆变直流电焊机市场现状3.2逆变直流电焊机市场分析3.3逆变直流电焊机市场形势分析预测3.4逆变直流电焊机行业未来发展前景分析第四章逆变直流电焊机项目建设规模与产品方案4.1逆变直流电焊机项目建设规模4.2逆变直流电焊机项目产品方案4.3逆变直流电焊机项目设计产能及产值预测第五章逆变直流电焊机项目选址及建设条件5.1逆变直流电焊机项目选址5.1.1逆变直流电焊机项目建设地点5.1.2逆变直流电焊机项目用地性质及权属5.1.3土地现状5.1.4逆变直流电焊机项目选址意见5.2逆变直流电焊机项目建设条件分析5.2.1交通、能源供应条件5.2.2政策及用工条件5.2.3施工条件5.2.4公用设施条件5.3原材料及燃动力供应5.3.1原材料5.3.2燃动力供应第六章技术方案、设备方案与工程方案6.1逆变直流电焊机项目技术方案6.2逆变直流电焊机设备方案6.3工程方案6.3.4建筑结构第七章总图运输与公用辅助工程7.1总图布置7.2给排水系统7.3供电系统7.4空调采暖7.5通风采光系统7.6总图运输第八章资源利用与节能措施8.1资源利用分析8.2能耗指标及分析8.3节能措施分析第九章生态与环境影响分析9.1项目自然环境9.2社会环境现状9.3项目主要污染物及污染源分析9.4拟采取的环境保护标准9.5环境保护措施9.6环境影响结论第十章逆变直流电焊机项目劳动安全卫生及消防10.1劳动保护与安全卫生10.2消防10.3地震安全第十一章组织机构与人力资源配置11.1组织机构11.2人员配置11.3人员来源与培训第十二章逆变直流电焊机项目招投标方式及容第十三章逆变直流电焊机项目实施进度方案第十四章投资估算与资金筹措14.1投资估算依据14.2逆变直流电焊机项目总投资估算14.3建设投资估算14.4基础建设投资估算14.5设备投资估算14.6流动资金估算14.7资金筹措14.8资产形成第十五章财务分析第十六章逆变直流电焊机项目风险分析第十七章结论与建议项目可行性报告用途1、企业投融资此类研究报告通常要求市场分析准确、投资方案合理、并提供竞争分析、营销计划、管理方案、技术研发等实际运作方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
逆变焊机代替可控硅电焊机可行性分析报告
逆变焊机是现在国际焊机市场兴起的一种新产品,它不仅有高效节能、体积小、重量轻、多功能、多用途等特点;而且具有良好动、静特性和工艺特性。
下面是测试的数据报告:
测试设备:
(1)逆变焊机
(2)可控硅电焊机
测试工况对比:相同工位测试地点:焊接车间
测试时间:二零零五年七月二十二日
测试所用仪器:FLUKE 43B
一.谐波的比较
下图是逆变焊机和可控硅焊机的谐波含量的比较图标:
图1-1 逆变焊机的电流谐波含量图1-2 可控硅焊机的电流谐波含量分析:从两台设备上采集到的电流谐波分析图表上可以看出逆变焊机的电流谐波含量为81.1%,可控硅焊机的电流谐波含量为25.0%.
结论:可控硅焊机的电流谐波小于比逆变焊机的电流谐波含量。
二.空载时功率的比较
在两台电焊机空载时,对两台电焊机的空载功率进行了功率的波形录波(见图2-1,图2-2)
图2-1 逆变焊机的空载功率波形图2-2 可控硅焊机的空载功率波形
分析:逆变电焊机在空载时的有功功率是0.19kw,可控硅电焊机在空载时的有功功率是 1.26kw。
即逆变焊机空载能耗远小于可控硅焊机。
三.运行时功率的比较
两台电焊机在运行状态时功率参数图表见下图(图3-1,图3-2)
图3-1 逆变焊机运行功率曲线图图3-2 可控硅焊机运行功率曲线图
根据图表分析和现场数据测试记录:逆变焊机运行输入功率为8.1 KW,;可控硅电焊机的运行输入功率为9.3KW.
四.可控硅电焊机和逆变电焊机的节能数据分析
以侧板焊工位为例,从电焊工艺工程师处得知:在一个焊接工艺周期中空载运行和满负荷运行的时长比例为55:45,则计算如下:9.3KW×45%+1.26kw×55%=4.88kw ――可控硅焊机平均功率8.1KW×45%+0.19kw×55%=3.75kw ――逆变焊机平均功率(4.88kw-3.75kw)/4.88kw=23% ――节电率
以上计算可知,使用逆变焊机可以比可控硅电焊机节约电量23%左右。
如果以厂有200台可控硅焊机,每天运行20H,一年运行300天,每KW.H电费0.66元;用逆变焊机代替则年可节约:
200*4.88KW*20H*300*23%*0.66元=888940.8元
综上,逆变焊机具有巨大的推广价值,但目前制约逆变焊机推广和广泛应用的不是价格问题,也不是焊接性能;而是可靠性;。