直流逆变式氩弧焊机的电源设计
220V和380V双电源IGBT逆变氩弧焊机及电路的制作方法

220V和380V双电源IGBT逆变氩弧焊机及电路的制作⽅法本实⽤新型涉及逆变焊机技术领域,具体的讲是220V和380V双电源IGBT逆变氩弧焊机及电路。
背景技术:随着世界制造业的快速发展,焊接技术应⽤越来越⼴泛,焊接技术⽔平也越来越⾼。
新的焊接⼯艺⽅法不断涌现,专业焊接设备⽇新⽉异。
⽬前,逆变式焊机已经成为焊机产品市场的主要竞争⼿段,氩弧焊作为⼀种⾼效的焊接技术,在焊接领域发挥着⾄关重要的作⽤。
同时,焊机的性能不仅体现在技术的先进上⾯,也在很⼤程度上⾯取决于焊机的结构设计以及⼀些⼈性化的机械设计中。
优化的结构设计使得焊接⼯程师在焊接过程中更加便利,不仅提⾼了焊接效率,同时也提升了焊接的品质。
⽬前在国内外市场上⾯,单相220V或者是三相380V的IGBT逆变式氩弧焊机器的额定电流⼀般在200A到400A左右,负载持续率⼀般为20%~60%的⽔平。
三相380V的这类焊机产品都是采⽤IGBT模块逆变的氩弧焊机器。
有的是单功能的,有的也是带⼿⼯焊功能的。
该类产品的成本⽐较⾼,相对来说售价就⽐较⾼了,这样在市场销售的时候就会有⼀定的限制。
单相220V和三相380V的双电源逆变氩弧焊机器在市场上是不常见的,加上⼿⼯焊功能的机器就是更加少见的了。
这是本实⽤新型要解决的主要问题之⼀。
对于多功能机器,可以采⽤不同的焊接模式,适应不同的焊接场合以及焊接原件,在这种情况下焊机的适应范围就⽐较⼴,适应度⽐较⾼。
⼿⼯焊主要⽤于简易部分的焊接,同时在没有⽓体保护的场合下很适合使⽤。
这类产品的市场竞争⼒主要在机器的设计中。
不同的电路在设计以及⽣产上⾯的成本是有很⼤区别的。
电路在设计过程中,包括元器件的型号、精度选择,电路板的布局以及布线等等都能影响到焊机的⼯作性能。
在整机设计中需要考虑的是成本、⽣产以及性能这三部分,如何⽤最低的成本实现⾼效的功能是亟待解决的问题。
这是本实⽤新型需要解决的问题之⼆。
⽬前市场上⾯对于焊机的选择主要是在焊接性能以及机械设计⽅⾯。
WSM 200 直流脉冲氩弧焊机 用户手册说明书
WSM200直流脉冲氩弧焊机用户手册欢迎使用瑞凌焊机!我们致力于将产品和服务做得尽善尽美!感谢您购买瑞凌焊机,我们将竭诚为您提供优良、可靠的服务。
瑞凌焊机具有可靠质量保证,具体保修信息,请见包装附件中的保修承诺。
为确保您的人身安全和工作环境安全,首次使用设备前,请仔细阅读本手册及设备上粘贴的警示标语。
正确理解本手册的内容,并特别注意手册中的安全注意事项。
文档版本版本号YF-26K,A3版。
2021年11月23日发布。
除非另有约定,本手册仅作为使用指导,其中所有陈述、信息和建议不构成任何明示或暗示的担保。
由于产品版本升级或其他原因,本手册内容会不定期进行更新。
我司保留随时对本手册进行修改的权利,而无须提前通知。
未经我司预先授权,禁止复制、记录、翻印或传播本手册内容。
本手册中图片仅供参考。
若图片与实物不符,请以实物为准。
声明我司质量管理体系,符合ISO9001标准。
产品适用的国家标准:⏹GB/T15579.1弧焊设备第1部分:焊接电源⏹GB/T8118电弧焊机通用技术条件中6.15和6.16条款目录1安全注意事项 (2)2概述 (5)2.1焊机介绍 (5)2.2技术参数 (6)2.3面板说明 (7)3开箱验货 (8)4安装说明 (9)5操作说明 (11)6焊接环境与问题 (13)6.1焊接环境 (13)6.2焊接问题 (13)7日常维护 (15)8故障处理 (16)21安全注意事项安全定义表示若忽视安全告诫,则可能会造成重大事故,甚至导致人员死亡或严重伤害。
表示若忽视安全告诫,则可能造成人员轻微受伤,或导致财产损失。
表示若忽视安全告诫,则可能造成设备的故障或损坏。
个人防护注意事项◆请具有专业资格或具备相关知识和技能的人员对焊机进行安装、操作、保养和维修。
◆电焊设备的安装、检查和修理必须由电工进行,临时施工点应由电工接通电源。
◆在高空或狭窄场所工作时,如箱体、锅炉、船舱等,应设有监督人员。
◆工作时应该佩戴个人防护用品,例如防护面罩、工作服、绝缘手套、绝缘鞋等。
(试行)IGBT逆变直流氩弧焊机WS250使用、维护规程
5.3焊接操作
长焊操作方式和短焊操作方式
5.3.1 长焊操作:
适用于中厚板焊接,有起弧电流和收弧电流功能,用于填补焊接开始和结束时焊缝的缺陷。
焊接前,在电源面板上选择长焊方式,把焊枪对准需要焊工件的起始位置,使钨极距离工件曰3-4mm,按住焊枪开关,氩气提前送出,经过短时间前送气延时后即高频引弧,引弧成功后,引弧功能自动失效。
120-180
10-15
2-3
(3)(4)
6.0
2.4-3.2
2.4-3.2
150-200
10-15
3-4
(3)(4)
8.0
3.2-4.0
3.2-4.0
160-220
12-18
4-5
(4)
12.0
3.2-4.0
3.2-4.0
180-240
12-18
6-8
(4)
间隙形式:
6
焊机必须可靠接地,防止高频对人的影响
指示焊接电流、电压的数字值。
4.2.6 焊接、起弧电流调节钮:
设定焊接、起弧电流值。
4.2.7 电流缓升、缓降时间调节钮:
调节焊接引弧电流上升到焊接电流的时间,焊接完成后收弧电流缓降到零的时间
4.2.8 电弧推力调节钮:
调节电弧推力。
4.2.8检气开关:
用于焊接前检测保护气体路是否畅通,检测时开关置在“开”的位置,焊接时次开关置在“关的位置”。
冷却水源输出水管牢固地插入焊接电源后面板上的冷却水输入接头, 将管箍夹紧,这时水冷/气冷选择开关应选择水冷档;
如果焊接需要自动送丝,焊接前应配置相应的送丝机构,实现联动焊接。
5.2 使用前的检查
检查焊接面罩应无漏光、破损。焊接人员及辅助人员应穿戴好规定的劳动防护用品。
WSM逆变式直流脉冲氩弧焊机使用说明书8页word

WSM逆变式直流脉冲氩弧焊机使用说明书一.钨极氩弧焊(氩弧焊工艺基础知识)以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。
钨极氩弧焊就是把氩气做为保护气体的焊接。
借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。
钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
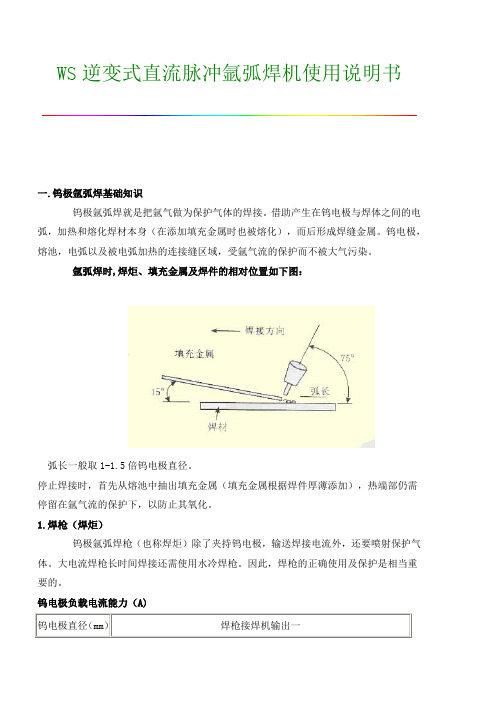
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。
大电流焊枪长时间焊接还需使用水冷焊枪。
因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A)钨电极直径(mm)直流正极(焊枪接焊机输入一)纯钨钍钨铈钨φ1.0 20-60 15-80 20-80φ1.6 40-100 70-150 50-160φ2.0 60-150 100-200 100-200φ3.0 140-180 200-300φ4.0 240-320 300-400φ5.0 300-400 420-5202.气路气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。
减压阀用以减压和调节保护气体的压力。
流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。
3.氩气纯度氩弧焊时材质对氩气纯度的要求金属材料铬镍不锈钢太难熔金属氩气纯度(%)≥99.7≥99.984.规范参数钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。
其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。
WS160_200_315逆变式直流脉冲氩弧焊机使用说明书及工作原理图
23 1
1
1 2 2 1 2 3S43 5 6
S4 DC60C 板 1 2
说明:A板——控制板
B板——DC/AC板 D板——高频整流板
DC60C板——引弧板 K1 、K2——温度传感器开关触点
S——氩弧焊手把开关
E板——缓冲板
WS160 、200 逆变焊机接线图
附图:4、电气原理图(WS315 型焊机):
适的电流值,按下焊炬开关,本焊机引弧方式为高频引弧,钨极勿需与工件接触(为防 止钨极烧损,均勿碰触焊件)即可引弧焊接,焊接结束,松开焊枪开关,电弧熄灭。
4.负载持续率(暂载率) 负载持续率以百分率表示焊机必须在每一连续 10 分钟时间间隙输出额定电流而 不超过预定温度极限的那段时间。因此,60%的负载持续率(国标标准的工业额定值)意 味着,焊机可在每 10 分钟当中有 6 分钟输出额定电流(最大电流)(1 小时在额定下连 续工作 36 分钟,不是 60%负载持续率)。 特别注意:在额定电流情况下焊接时间不超过 6 分钟,然后休止,再焊接,如要超 过 6 分钟应降低焊机输出电流。 六.焊机常见故障处理
在焊机后面有专门设置的接地端子,此接地端子在焊机使用过程中必须与大地连 接牢固,以防止焊机外壳带电。 3.焊机安装位置
焊机必须放在坚固平坦的地面,清洁不潮湿 4.不可把焊机放在下述几个地方:
a .可能受到风吹雨淋的地方 b.环境温度大于 40℃或低于零下 10℃地方 c.有危害性或腐蚀性气体的地方 d.有高温蒸气的地方 e.有油性气体的地方
f.充满灰尘的地方 g.有振动、易碰撞的地方 h.周围空间小于 20 厘米的地方 5.连接 a.接焊机线时,请确认焊机开关处于关闭状态,严禁开关处于“开”状态下接电。 b.所有接线应当接触可靠,无裸露带电导线。 如图示:
WSM-HD系列逆变式直流脉冲氩弧焊机使用说明书-成都华远

2.2 环境条件
2.2.1 周围空气温度范围:焊接状态:-10~+40℃;运输和储存状态:-25~+55℃
2.2.2 相对湿度:在 40℃时≤50%;在 20℃时≤90%
2.2.3 周围空气中灰尘、酸、腐蚀性气体或物质应不超过正常含量,由于焊接过程而产生的除
外;
2.2.4 海拔高度不超过 1000 米;
2. 工作条件及工作环境----------------------------------------5
3. 产品规格及技术参数----------------------------------------5
4. 产品系统说明----------------------------------------------6
-2-
成都华远电器设备有限公司
在不工作时Biblioteka 气阀应关紧。WS(M)-HD 系列 逆变式直流(脉冲)氩弧焊机
6 电力:适用于使用动力电的焊接和切割设备)在对焊机进行安装、维护、维修之前, 应切断焊机供电开关,以免造成安全事故。 华远焊机的所有设备属Ⅰ类保护设备,请按照使用说明书的相关章节,由专业人 士认真安装。 请按照说明书中有关要求,正确可靠的连接接地线。
10 噪音:华远焊机提醒用户:过大的噪音(超过 80 分贝)影响健康, 并对某些人的视力、心脏及听力造成损害,咨询当地医疗机构,在医生允许的前提 下使用该设备,有助于保持操作者的身体健康。
-3-
成都华远电器设备有限公司
目录
WS(M)-HD 系列 逆变式直流(脉冲)氩弧焊机
1. 特点及用途------------------------------------------------5
WSME系逆变式交直流氩弧焊机
1 PH 220
3 PH 380
输出电流调节范围(A)
10~200
10~315
空载电压(V)
56±5
56±5
负载持续率(%)
60%
60%
效率(%)
85
85
功率因数(cos)
0.93
0.93
引弧方式
高频HF
高频HF
基值电流(%)
10~90
10~90
脉冲频率(Hz)
0.5~300
0.5~300
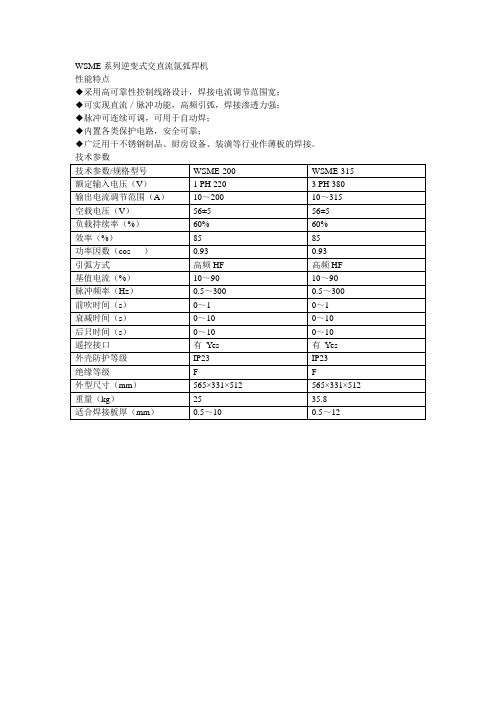
WSME系列逆变式交直流氩弧焊机
性能特点
◆采用高可靠性控制线路设计,焊接电流调节范围宽;
◆可实现直流/脉冲功能,高频引弧,焊接渗透力靠;
◆广泛用干不锈钢制品、厨房设备、装潢等行业作薄板的焊接。
技术参数
技术参数/规格型号
WSME-200
WSME-315
前吹时间(s)
0~1
0~1
衰减时间(s)
0~10
0~10
后只时间(s)
0~10
0~10
遥控接口
有Yes
有Yes
外壳防护等级
IP23
IP23
绝缘等级
F
F
外型尺寸(mm)
565×331×512
565×331×512
重量(kg)
25
35.8
适合焊接板厚(mm)
0.5~10
0.5~12
[整理]WSM逆变式直流脉冲氩弧焊机使用说明书.
![[整理]WSM逆变式直流脉冲氩弧焊机使用说明书.](https://img.taocdn.com/s3/m/6c8126b7d4d8d15abe234ebe.png)
WSM逆变式直流脉冲氩弧焊机使用说明书一.钨极氩弧焊(氩弧焊工艺基础知识)以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。
钨极氩弧焊就是把氩气做为保护气体的焊接。
借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。
钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。
大电流焊枪长时间焊接还需使用水冷焊枪。
因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A)钨电极直径(mm)直流正极(焊枪接焊机输入一)纯钨钍钨铈钨φ1.0 20-60 15-80 20-80 φ1.6 40-100 70-150 50-160 φ2.0 60-150 100-200 100-200 φ3.0 140-180 200-300φ4.0 240-320 300-400φ5.0 300-400 420-5202.气路气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。
减压阀用以减压和调节保护气体的压力。
流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。
3.氩气纯度氩弧焊时材质对氩气纯度的要求金属材料铬镍不锈钢太难熔金属氩气纯度(%)≥99.7≥99.984.规范参数钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。
其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。
逆变式直流脉冲氩弧焊机使用说明书

WSM逆变式直流脉冲氩弧焊机使用说明书之马矢奏春创作一.钨极氩弧焊(氩弧焊工艺基础知识)以下内容是钨极氩弧焊的基础知识, 建议用户认真阅读, 对正确使用焊机很重要.钨极氩弧焊就是把氩气做为呵护气体的焊接.借助发生在钨电极与焊体之间的电弧, 加热和熔化焊材自己(在添加填充金属时也被熔化), 而后形成焊缝金属.钨电极, 熔池, 电弧以及被电弧加热的连接缝区域, 受氩气流的呵护而不被年夜气污染.氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:弧长一般取1-1.5倍钨电极直径.停止焊接时, 首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加), 热端部仍需停留在氩气流的呵护下, 以防止其氧化.1.焊枪(焊炬)钨极氩弧焊枪(也称焊炬)除夹持钨电极, 输送焊接电流外, 还要喷射呵护气体.年夜电流焊枪长时间焊接还需使用水冷焊枪.因此, 焊枪的正确使用及呵护是相当重要的.钨电极负载电流能力(A)气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成.减压阀用以减压和调节呵护气体的压力.流量计是标定和调节呵护气体流量, 氩弧焊机通常采纳组合一体式的减压流量计, 这样使用方便、可靠.氩弧焊时材质对氩气纯度的要求钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量, 其值与被焊资料种类、板厚及接头型式有关.其余参数如钨极伸出喷嘴的长度, 一般取1-2倍钨极直径, 钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径, 喷嘴年夜小等则在焊接电流值确定后再选定.一般不锈钢氩弧焊规范如下:焊缝概况颜色与气体呵护效果以上工艺规范仅供参考, 如欲更深了解请参阅专业焊接工艺手册.钨极氩弧焊对焊件和填充金属概况的污染相当敏感, 因此焊前须清除焊件概况的油脂, 涂层, 加工用的润滑剂及氧化膜等.钨极氩弧焊把持者, 必需戴好头面罩、手套、穿好工作服、工作鞋, 以防止电弧光中的紫外线和红外线灼伤.斯泰尔钨极氩弧焊机均装有高频引弧器, 小功率的高频高压电虽不会电击把持者, 但当绝缘性能不良时, 高频电会灼伤把持者手的表皮, 且很难治愈, 所以焊接手把的绝缘性能一定要经常检查.钨极氩弧焊接时, 应加强焊接区的通风.在不能进行通风的局部空间施焊时, 应戴供给新鲜空气面罩或防毒面具.二.主要技术参数:以上参数如有更改恕不另行通知本说明书提供的焊机使用电源为220±10%V 50Hz, 应确保供电容量年夜于单台焊机用电容量.在焊机后面有专门设置的接地端子, 此接地端子在焊机使用过程中必需与年夜地连接牢固, 以防止焊机外壳带电.焊机必需放在坚固平坦的空中, 清洁不湿润4.不成把焊机放在下述几个处所:a .可能受到风吹雨淋的处所b.环境温度年夜于40℃或低于零下10℃处所g.有振动、易碰撞的处所a.接焊机线时, 请确认焊机开关处于关闭状态, 严禁开关处于“开”状态下接电.b.所有接线应当接触可靠, 无裸露带电导线.如图示:特别注意:焊机输出, 固定焊枪与接焊件前的螺母必需拧紧, 以防发生高温烧毁输出端子.四.面板规划图:1、WSM-160焊机面板:3、WSM-200、250焊机面板:前面板功能名称及在焊机过程中的作用:(1)电源开关…………………用于开启与关闭焊机电源, 此开关在焊机接电时必需处于“关”状态.(2)电源灯(绿)……………用于显示焊机是否通电, 电源开关处于开状态, 此灯为亮.(3)异常灯(黄)……………当焊机呈现异常情况此灯为亮, 亮时焊机应立即关闭电源.(4)直流与脉冲转换开关……用于转换焊机输出为直流还是脉冲, 当此开关处于直流时焊机输出为直流, 反之则为脉冲输出, 手工焊时必需置于直流状态.(5)“氩弧焊、手工焊”转换开关……………用于焊机氩弧焊状态与手工焊状态的转换.(6)“试气开关”…………用于检查机内气阀工作是否正常的开关, 处开状态气阀吸合氩气则会流出焊机, 正常工作时此开关应处于关状态.(7)“焊接电流”表………用于显示焊接时的电流.(8)“提前供气时间”调节旋钮………用于调节氩气比电弧提前呈现的时间.(9)“焊接电流”调节旋钮…………用于调节焊接电流的年夜小, 顺时针旋转电流增年夜.(10)“基值电流”调节旋钮………此旋钮在脉冲状态下起作用.用于调节脉冲焊接时维持电弧电流的年夜小.(11)“脉冲频率”调节旋钮………此旋钮在脉冲状态下才起作用, 用于调节脉冲焊接电流呈现的次数(快慢)脉冲频率越高, 焊接波纹越密, 反之, 则越稀.(12)“脉冲宽度”(占空比)………此旋钮在脉冲状态下才起作用.用于调节脉冲焊接电流呈现继续时间的年夜小, 脉冲宽度越宽, 焊缝相对宽而深, 反之则窄而浅.(13)“滞后关气时间”调节旋钮………用于调节电弧停止时, 氩气继续供气时间的长短.(14)“氩气控制”插座………用于连接焊炬上开关的插座, 此插座应与焊炬一同使用.(15)“工件”端子……………此端子为焊机输出正极, 用于连接焊件钳电缆.(16)“焊炬”端子……………此端子为焊机输出负极, 用于连接焊炬及输送氩气, 在氩弧焊状态下接焊炬, 在手工焊状态下接焊钳.后面板功能名称及在焊接过程中的作用:(17)“氩气进口”……………用于连接氩气瓶氩气软管的气嘴(18)“电源进线”……………焊机电源的进线.本机使用220±10%V电源, 且不成错接到380V电源.(19)“接地端子”……………用于焊机外壳与年夜地连接的端子, 必需牢固可靠, 以防外壳带电.(20)“焊机铭牌”……………记载本焊机的基本技术参数(21)“冷却风扇”……………用于焊机工作时的散热, 使用过程中不成用异物接触与遮盖进风口, 以防止机内温度升高而损坏焊机.面板功能位置图与实物可能会有所分歧, 有变动时, 恕不另行通知, 但功能作用不变, 敬请用户--对比使用.五.焊机的使用方法:在熟读及理解以上内容, 并按上述连接好焊机, 即可把持使用焊机了.将“氩弧焊/手工焊”转换开关置于“手工焊”位置, 把“直流/脉冲”开关置于“直流”位置, 此时可根据你的要求任意调节“焊接电流”旋钮, 选用规范电流进行手工电弧焊接.焊前应把氩气瓶开关翻开, 把氩气流量计上氩气流量开关选择在适当流量的位置上.将“氩弧焊/手工焊”转换开关置于“氩弧焊”位置, 把“直流/脉冲”开关置于“直流”位置, 调节“电流调节”旋钮至合适的电流值, 按下焊炬开关, 斯泰尔氩弧焊机引弧方式为高频引弧, 钨极勿需与工件接触(为防止钨极烧损, 均勿碰触焊件)即可引弧焊接, 焊接结束, 松开焊枪开关, 电弧熄灭, 气体经“滞后关气时间”调节旋钮选择延时关闭时间.将“氩弧焊/手工焊”转换开关置于“氩弧焊”位置, 将“直流/脉冲”转换开关置于“脉冲”位置.调节“电流调节”“基值电流”旋钮使电流调节年夜于基值电流即可发生脉冲焊的效果.脉冲氩弧焊可以用来准确控制焊件的熔池尺寸, 每个熔点加热和冷却迅速, 适合焊接导热性能和厚度分歧年夜的焊件.4.负载继续率(暂载率)负载继续率以百分率暗示焊机必需在每一连续10分钟时间间隙内输出额定电流而不超越预定温度极限的那段时间.因此, 60%的负载继续率(国标标准的工业额定值)意味着, 焊机可在每10分钟傍边有6分钟输出额定电流(最年夜电流)(1小时内在额定下连续工作36分钟, 不是60%负载继续率).特别注意:在额定电流情况下焊接时间不超越6分钟, 然后休止, 再焊接, 如要超越6分钟应降低焊机输出电流.创作时间:二零二一年六月三十日以上处置还不能使焊机正常, 请与销售单元联系检查修理或直接与本厂联系.注意:切勿擅自修理, 以免造成更年夜损失.创作时间:二零二一年六月三十日。
直流逆变式氩弧焊机的电源设计

直流逆变式氩弧焊机的电源设计第42卷第1期2005年1月耍珏嚣Z鲫V o1.42No.1January2∞5直流逆变式氩弧焊机的电源设计赵红强,胡登高,李庆,郭蓬松(解放军理工大学工程兵工程学院,江苏南京210007)摘要:概述了直流逆变式氩弧焊机的电源设计,介绍了其中频变压器的设计计算. 关键词:中频变压器;氩弧焊机;电源;设计中图分类号:TM4O2文献标识码:B文章编号:1001—8425(2005)01—0016—05 1引言目前,国内外研究和生产的逆变式氩弧焊机大多采用晶闸管和电子三极管作为开关元件,但这些元件的采用都存在一些缺陷.性能优越的绝缘栅双级晶体管(以下简称IGBT)和场效应晶体管作为逆变电源的开关元件是目前国内外研究和应用的主要方向,所以笔者采用IGBT管作为氩弧焊机的主电源开关元件,对氩弧焊机主电源进行设计,使设备更轻便,从而大大提高装备日常修理,特别是战伤修理的效率和战时保障能力.2逆变式氩弧焊电源基本组成及原理2.1逆变式氩弧焊电源基本组成及原理逆变式氩弧焊机电源的基本原理框图如图1所示.由图1可知,逆变式氩弧焊机电源是从电网吸取电能后,先整流(AC—DC),再通过大功率电子开关将直流变成中频交流(DC—AC),然后经中频变压器降压隔离,再整流滤波输出(AC—DC).它与一般整流式氩弧焊机电源电路不同.图2所示为一般整流式氩弧焊机电源的基本原理图.二者比较,主要区别在于一般氩弧焊整流器是从电网吸取电能后,先输人大功率输出整流器滤波开关管中频AC整流器滤波焊接功图1逆变式氩弧焊机电源原理框图Fig.1erinciplediagramofpowersourceofDCinverter argonarcweldingmachine电压转换及隔离整流及控制滤波图2整流式氩弧焊电源基本组成原理框图Fig.2Principlediagramofpowersourceof rectificationargonarcweldingmachine用变压器降压,再整流滤波后输出,而逆变式氩弧焊机电源是从电网吸取电能后,经AC—DC—AC—DC 的过程.也就是说,逆变式氩弧焊机电源电路中最大的特点是有一个逆变环节.2.2主要元器件及其作用2,2,1输入整流器用于对电网三相工频交流电进行整流,使三相交流电变为脉动直流电.可用整流模块(组件),也可用单个的硅二极管组成桥式整流器.2,2,2输入滤波器用电解电容器对三相脉动直流进行滤波,使输出电压波形近似平直.2,2-3开关管开关管周期性开与关,通过或切断电流通路将工频提高到5kHz以上其过程通常是由一组开关管的协调动作来完成的.用作这种电力电子功率开关管的可以是晶闸管,晶体管,场效应晶体管,绝缘栅双级晶体管或智能型的绝缘栅双极晶体管.2.2,4中频(或高频)变压器将高压中频电压降至负载所需的电压,并将第1期赵红强,胡登高,李庆,郭蓬松:直流逆变式氩弧焊机的电源设计17 焊接回路与输入回路隔离.2.2.5输出整流器将中频变压器输出的交流电桥式整流成为脉动直流电.2.2,6输出滤波器对脉动直流电进行滤波,使输出电压波形平直.一般采用电抗器L及电容滤波.电抗器除滤波外还有调整回路动态特性的作用.3基本电路参数选择3.1逆变式氩弧焊机输入整流滤波电路参数选择输入整流滤波电路的设计过程,是在选定了整流电路之后,选择合适的整流二极管及滤波电容cd,以获得符合要求的输入直流电压.,输入直流电流,fI及足够小的纹波电压.在此采用三相桥式整流器,使其输出电压具有较低的波纹和较高的输出功率.在此结合实际需要,我们选择的元件明细表如表1所示.表1元件明细表Table1Listofcomponents序号代号型号规格数量备注lVDl-VD62CZ30~0A/30V~1000V6桥式整流2CzJX101.~F一1000Vl3.2功率开关管的选择根据各种功率开关的性能及优缺点,结合氩弧焊机技术参数的实际需要并遵照合理,有效,经济简便的原则,我们在此选择IGBT管作为逆变式氩弧焊机的功率开关管.根据计算并查阅有关手册,确定选用日本TOSHIBA的MG50Q2YS50型78A/1200V IGBT管.3.3逆变主电路元件选择采用IGBT作为功率开关器件,其逆变主电路可以是单端,推挽,半桥或全桥电路.其中单端电路简单,没有直通问题,可靠性较高,但是输出功率低,只适用于小功率电源.而全桥式电路输出功率大,但容易产生偏磁,直通,可靠性较低,必须采取可靠性保护措施.根据需要并综合各种因素,焊机采用IGBT全桥式氩弧焊逆变器主电路.其主电路元件的参数选择如表2所示.4中频变压器设计中频变压器是逆变式氩弧焊机的重要器件.在变压器传递功率一定的条件下,由公式U=4.44f.N? .s?B可知,匝数J7v和铁心截面积.s(单位:m)的乘积NS与逆变频率单位:nz)成反比.而变压器的表2逆变主电路元件明细表Table2Listofcomponentsinmaininvertercircuit序号代号规格数量备注lVl,-vI4MG50Q2YS5078A/l2O0,f42VD,~VD4MURl0A/l2o0V43VDMUR10A/I200V:44RRT20n45CCDE4701,~F/1200V4质量,体积又决定于NS.在其他条件不变下,若使逆变频率从20kHz进一步提高到3OkHz,则fV5就减小为原来的2/3,故变压器的质量,体积大幅度减小.磁路铁心的中频特性曲线如图3所示:其中,中频特性曲线图的横轴表示为函数表达式:U/f(单位: V/Hz);纵轴表示为函数表达式:NxSxB(单位:cm- T);纵横坐标的函数表达式为:ⅣxSxB=2252 522.5225xU/f(纵坐标采用科学计数法来表示:5E6=5x10);如设Y=NxSxB,=,则函数表达式为Y=2252522.5225/X.因此,逆变频率的高频化使功率变压器向小型化,紧凑化发展.20406080l00X=U/f图3铁心的磁路中频特性曲线图Fig.3Intermediatefrequencycharacteristic curveofferromagnet4.1功率变压器的技术参数设计根据需要,预先确定氩弧焊机原始数据,即逆变频率:25kHz逆变器额定功率:12kV A直流输入电压(最大脉冲电压):540V额定工作电压(平方根电压):40V变压器磁心材料:UF110型R2KB功率铁氧体额定负载持续率:60%4.2计算一次侧电流由:叼Pr式中变压器效率,在此取叼=O.918变压.第42卷尸(——变压器输出功率,V AJpl——变压器输人功率则旦:旦13.3kV A~0.90.9'一次侧电流为::13000V A24A.540V4.3计算铁心截面及尺寸铁柱的截面积5可参考硅钢片叠片铁心计算公式,即厂西一s【=32,/手代人数据得:5,/硼cm2考虑到铁氧体铁心材料损耗比硅钢片小很多,其铁心横截面在硅钢片计算基础上可大大减小.所以可在计算结果上乘以1/2,即:s【=×sf=×78=39cm.4.4确定变压器的一次侧,二次侧变比由于一次侧匝数与二次侧匝数的比值愈高,则1GBT的最大导通电流越小,高频变压器的利用率愈高,输出整流二极管的耐压要求就愈低.同时,弧焊逆变器短路状态时的电流冲击也愈小.所以,变压器的一,二次侧变比应设计得尽可能大些.对10kV A以上的中频变压器选择二次侧的最大导通比D~,为0.85,则变压器二次侧电压可由下式计算:,f一+D+一D1式中——变压器二次侧电压一——满载电压输出整流二极管的通态压降——回路寄生阻抗导致的压降代人数据有::一40V+1.5V—+3—V52.4V0.85'为了在规定的输出电压范围内保证输出电压符合要求,变压器的一,二次侧变比应该按照最低直流输人电压来计算.经查表取系数为0.97,则最低直流输人电压为:.1=540x0.97x80%=419V故变压器一,二次侧变比k的计算值为:==7.99在此取变压器一,二次侧变比的实际值为k=8.4.5确定一次侧,二次侧匝数由高频功率变压器的优化设计理论可知:以功耗最小为优化目标的最佳负载损耗,空载损耗比应该符合以下条件:一2K3式中——空载损耗(铁损),kW——负载损耗(铜损),kWK——与铁心材料和温度有关的系数,一般取2.25-2.9当逆变频率为10kHz-50kHz时,由于受到实际铁心窗口使用面积的限制,导致IOkV A以上变压器的绕组的功耗比优化理论值大得多.而铁心的最高工作磁通密度得到提高就能增大空载损耗并减小负载损耗,从而保证空载损耗与负载损耗之比尽可能接近优化值.在此选择铁心的最高工作磁通密度B=0.35T,则一次侧绕组匝数Ⅳ.为:ⅣJ一4.~B式中Ⅳ.——一次侧绕组匝数——最大脉动直流输入电压,V.詹一逆变工作频率,HzS——有效导磁面积,nlB——最高工作磁通密度,T代人数据有:NI-_4_l_x】雨540V而10_4其中,U=540V,取有效磁导面积为39cm.因变压器一,二次侧变比为8,若取Ⅳ.=4匝,则Ⅳ=0.5匝.由于二次侧有抽头,为了保证一次侧绕组和二次侧绕组匝数都为整数,故实际二次侧绕组的匝数应最少选2匝.现确定Ⅳ为2,则一次侧绕组的匝数Nl=2x4=8匝.4.6确定绕组导线截面及导线根数在一次侧取电流密度为:jl=3A/mm则截面积为:S1./1=24A=8mm!因变压器绕组在高频率下工作,考虑其集肤效应,在此我们取多根导线绕制绕组.根据频率在25kHz时,电流穿透约为0.42mm,故选择一次侧导线直径为lmm,则单根导线截面积为0.785mm,总根数=10根,现确定用10根并绕.其第1期赵红强,胡登高,李庆,郭蓬松:直流逆变式氩弧焊机的电源设计19 总的截面积为:10~0.785mm=7.85mm<8mm.故取总根数为ll,则其总的截面积为:11x0.785mm8.6mm,符合要求.由公式得:,2=?l~=8x24A=192AV2根据实际情况取.::3.5A/mm,则s,::垒54.9mmz.一了_一—3.5A/—mm2一'"""在此取1mmx30mm紫铜排双线并绕,则其总有效截面积为:lmmx30mmx2=60mm,符合要求.4.7绕法内绕组(高压)绕向相同,外绕组为一左一右,其目的是提高绕组的机械强度.5运行工况及样机验证在设计完逆变式氩弧焊机的电源后,我们进行了简单的试验来验证所设计的电源是否满足先前的要求.由上面设计得一次侧绕组匝数和二次侧绕组匝数分别为8匝和2匝,在额定输入电压为380V的情况下,经过反复测试,输出电压在37V到41V问波动,而电流的可调整范围为5A~300A.因此,其额定输出功率也基本上能控制在12kV A左右,符合和达到了预先确定的各项指标.同时,和一般的变压器相比,其匝数大大减少,变压器体积和质量明显下降.另外,我们对样机进行了温升试验,来检验规定状态下变压器绕组,铁心的温升,并确定变压器在工作运行状态及超铭牌负载运行状态下的热状态及其有关参数.由于变压器在不同负载情况下的温升限值是不同的,因此,我们只进行了连续额定容量下的温度试验.试验采用短路法.具体的试验过程限于篇幅就不具体叙述了.首先,进行了油顶层温升试验,测量了顶层油温升.由测得的结果得油顶层温升是36.1K.由于施加的损耗是193.3kW,而实际加的是222.5kW,油顶层温升需要乘以一个因子,K=()=1.135,故油顶层温升为36.1×1.35=41K.测得负载损耗下油平均温度为:57.6cC则总损耗下油平均温升△=(一)?K,其中为平均环境温度.代入相关测量数据得:△=28.6K高压绕组的平均温度8为::(235+.)℃f【In"一235cC.其中,尺为高压绕组在电源断开后瞬间的电阻值,使用图解外推法可以求得:=1.032Q;为温升试验前高压绕组的电阻,Rw=0.883212;为绕组冷电阻,0L=35.2~C:把以上各数值代入上式,可得8I|_80.7~E.而高压绕组对油的温差△8Ho为:△0== 0.-Os=8O.7—57.6=23.1K.故高压绕组平均温升△为:△A=A0.o+A23.1+28.6--51.7K.对于低压绕组,同样使用图解外推法求出电源断开瞬问电阻为:0.01435Q;低压绕组的平均温n度0L=(235+0L)cC~235cc;其中,RLs为电源断开/1[IF瞬间电阻值,此处取尺.=0.0l435;尺为温升试验前低压绕组的电阻,尺,=0.01253Q;0L为绕组冷电阻,0L=35.2cC.把以上各数值代入上式,可得:=74.5cC.而试验低压绕组时油平均温度8为:=53.2cC.故低压绕组对油的温差△为:△%=吼一0ts=74.5—53.2=21.3K;低压绕组平均温升△为:△0u=AOLo+A21.3+28.6=49.9K.通过对记录的试验数据的分析和计算,我们得到高压绕组平均温升为51.7K,低压绕组平均温升为49.9K.同设计时所要求的高压绕组温升为50K,低压绕组为48K相比约大几度,但在电力变压器国家标准GB1094.2—1996《电力变压器第2部分温升》规定的电力变压器的温升限值的范围之内,基本上满足了设计要求.6结束语通过对逆变式氩弧焊机的组成和基本原理的介绍以及输入整流滤波,主电路,功率变压器,输出整流滤波等环节的分析和电路参数选择与设计,整机性能基本上能较好地满足预先的技术要求,达到了有效减轻氩弧焊机特别是其变压器的体积和质量的目的,从而较为理想地解决了目前装备焊接修理工作中,因焊机体积和质量较大而导致的修理工作机动性差的突出问题.参考文献:【1】郑宜庭,黄石生.弧焊电源【M】.北京:机械工业出版社, 1988.【2】殷树言,张九海.气体保护焊工艺[MI.哈尔滨:哈尔滨工业大学出版社,1992.【3】刘竹,肖介光.逆变式弧焊机【M】.成都:四川科学技术出版社,1995.】李剑光,王志强,孙宝文.软开关弧焊逆变器中功率变压第42卷第1期2005年1月妻珏器7^圊力V o1.42No.1Janua~2005三相五柱变压器整流系统的数学模型和仿真分析刘同娟一,黄劭刚.(1.中国科学院电工研究所,北京100080,2.中国科学院研究生院,北京100039:3.南昌大学电气自动化学院,江西南昌330029)摘要:建立了三相五柱变压器的电路方程,磁路方程,给出了电路方程和磁路方程的舍戒方法,以及处理双反星形整流电路的方法,得到了三相五柱变压器整流系统的数学模型,并对该系统进行了仿真分析.关键词:三相变压器;整流系统;数学模型;仿真分析中图分类号:TM402文献标识码:B文章编号:1001—8425(2oo5)01—0020—051引言随着近几年整流技术的不断发展,一次侧为星形,二次侧为六脉波双反星形的三相五柱变压器整流装置,由于三相五柱变压器边柱的存在,可以产生较大的零序电抗,从而省去了平衡电抗器,因此其得到了广泛的推广和应用.然而,该整流装置在实际运行时,当正组与反组整流电路的控制角不一致而导致正组与反组的输出电流不一致时,将会在三相五柱式变压器中产生直流磁化分量,从而导致变压器性能降低,一次侧电流超过设计值及变压器发热等.虽然通过对控制电路的现场调试能够很好地解决这器的参数设ik[J].电焊机,2001,26(4):23—24.【5】丁志民,齐铂金.多功能双逆变式弧焊电源的研究lJ1.电焊机,l995,20(3):20—22.【6】毛二可,齐铂金.TGBT逆变式弧焊电源及其外出控制研究….电焊机,l993,l8(3):33—35.【7】王军波,崔苛.半桥式IGBT逆变焊接电源输出容量计算及变压器参数没计….电焊机,2000,25(2):13—14.【8】保定天威保变电气股份有限公叫.变压器试验技术【M1.北京:机械工业出版社.2Ooo.【9】KimYS.Analysisofmetaltransferingasmetalarcwelding[J].WehlingJournal,199l,70(10):33—36.【10】LiuJ.Metaltransferingasmetalarewelding,dropletrateIJ].WeldingJourna1.1989.68(2):2l一25. PowerSourceDesignofDCInverterArgonArcWeldingMachineZHAOHong-qiang,HUDeng-gao,LIQing,GUOPeng-song (PLAUniversityofScience&Technology,Nanjing210007,China)Abstract-ThepowersourcedesignofDCinverterargonarcweldingmachineissummaried.T he designandcalculationofitsintermediatefrequencytransformerareintroduced. Keywords:Intermediatefrequencytransformer;Argonarcweldingmachine;Powersource; Design收稿日期:2004—0l—l5作者简介:赵红强(1980一),男,陕西宝鸡人,解放军理工大学[程兵工程学院硕士生,从事武器装备管理与作战效能分析工作.。
WS系列逆变式直流氩弧焊机

订货单位须注明焊机的型式特征,电压等级,电流等级,极数,操作方式及数量等,特殊订货请咨询我公司技术部门。
例如:WS-200手提式 220V 10台3 主要技术参数4 订货须知参数项目 / 型号电源电压(V)相数频率(Hz)额定焊接电流(A)A)电流调节范围(空载电压(V)额定负载持续率(%)输入容量(kVA)氩气流量(L/min)气体延时时间(S)绝缘等级防护等级冷却方式重量(kg)外形尺寸(W×D×Hmm)WS-200220±10%150/60200MMA:10~160 TIG:10~20056604.50~152~20F IP21S 强迫风冷12380×178×295WS-315380±10%350/60315MMA:10~250 TIG:10~31568609.50~152~20F IP21S 强迫风冷18.5505×218×355WS-400380±10%350/60400MMA:10~350 TIG:10~400606018.20~152~20F IP21S 强迫风冷23.5468×268×455WS 逆变式直流氩弧焊机系列焊接方式:手工电弧焊、氩弧焊。
使用范围:造船厂、电建、小型钢结构安装、维修、民用钢结构安装。
可焊材料:适用于酸性焊条、碱性焊条、不锈钢焊条、耐热钢焊条等各种焊条,可焊接低碳钢、中碳钢、合金钢等。
精确的控制系统:● 采用先进的IGBT全桥逆变技术。
● 控制电路采用可靠的PWM电流型控制技术,恒流特性好,焊接电流稳定,控制精确,性能优异。
先进的逆变技术:● 体积小,重量轻。
● 网压补偿功能,抗电网波动能力强。
优异的焊接性能:● 内部自适应热引弧功能,极大地提高了氩弧小电流引弧成功率。
● 焊接熔池深、成型美观,焊缝质量高。
完善的保护系统:● 具有过流、过热,欠压保护功能,● 高频自动延时关断功能,提高了焊机性能和故障率。
第六章 逆变式弧焊电源简介

VT1 VD3 T VD1 L
Ud
N1
N2
VD2 C
RL
VD4
VT2
_
图6-6 双电子功率开关单端式逆变电路
《焊接电源》
3.推挽式逆变电路
VT1 N 11 VD1 L
第6章 逆变式弧焊电源简介
_
Ud VT2
+
N 12
N 21 N 22
C
RL
VD2
图6-4 推挽式逆变电路 a)逆变电路原理图 b)波形图
《焊接电源》
2.双端逆变电路的特点与应用
第6章 逆变式弧焊电源简介
1)推挽式电路所用的功率开关器件少,输出功率大,但开关管 的电压高,适用于直流输入电压比较低的逆变器。由于逆变弧焊 电源的输入电压较高,功率较大,因此,该电路在逆变弧焊电源 中应用较少。 2)半桥式电路所用的功率开关器件少,开关管的电压不高,驱 动脉冲电路简单,抗电路不平衡能力强,但电路中需要两个大电 容器,而且输出功率较小,适用于中小功率的逆变器。因此,该 电路逆变弧焊电源中得到较多地应用。为了增大输出功率,也可 以采用双半桥逆变电路的并联,其形式类似于双单端正激并联逆 变电路,即输入输出分别并联,美国飞马特公司生产的300系列逆 变弧焊电源就是采用了双半桥逆变电路的并联形式。 3)全桥式电路中的功率开关管的电压不高,输出功率大,但所 用功率开关器件较多,驱动电路比较复杂,适用于大功率的逆变 器。因此,因此,该电路在逆变弧焊电源中应用较多。
《焊接电源》
6.2.1 逆变电路的基本型式
第6章 逆变式弧焊电源简介
主要有单端式,推挽式,半桥式以及全桥式四中逆变主电路结构。其中 全桥式电路应用最广泛。 1.单端反激式逆变电路
第六章 逆变式弧焊电源简介
t t t
IN 2
ui
0
VT1
I0
0
_
t
图6-2 单端式逆变电路 a)逆变电路原理图
b)波形图
《焊接电源》
第6章 逆变式弧焊电源简介
由于这种变换器在电子功率开关导通期间只存储能量,在关断期间才向负载传递,中频高压器 在工作过程中既是变压器又相当于一个储能用电感,因此称之为“电感储能变换器”。
2.单端正激式逆变电路
《焊接电源》
U fNB S
第6章 逆变式弧焊电源简介
m
Bm的大小与变压器铁心的磁性材料有关,磁性材料确定后,Bm也就确定了。 当输入电压U确定后,变压器的工作频率f与变压器线圈匝数N和铁心截面S的乘积 成反比。当f大幅度提高时,NS就会大幅度下降,相应的变压器体积和重量也大幅 度减小。由于逆变弧焊电源中的逆变频率远远高于工频,因此,其变压器的体积和 重量会大大减小。而且逆变频率越高,变压器体积和重量减小得越多。 同理,工作频率大幅度提高,电抗器的体积和重量也会大幅度减小。 由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本 身的体积和重量大幅度减小。例如:一个额定电源为300A的逆变式弧焊电源重约 35Kg,体积0.06m3;而一个相同额定电流的晶闸管弧焊整流器重约180Kg,体积 0.65m3。由表6-2可以看到逆变式弧焊电源与常用传统弧焊电源体积与重量之间的 比较。 逆变式弧焊电源较小的重量和体积为其生产、运输、使用等提供了极大的方便, 尤其适用于流动及高空作业。
4.半桥式逆变电路
+
C1 Ud A VT1 VD1 T VD3 L
第6章 逆变式弧焊电源简介
N1
N 21 N 22
C
RL
(完整word版)逆变焊机主电路的设计

4.1逆变焊机的工作原理与特点逆变焊机原理框图如图4。
1所示。
该系统采用双闭环控制系统,图中If为反馈电流,Uf为反馈电压,19为给定电流,Ug为给定电压,UO为实际输出电压。
内环为电流反馈闭环控制,反馈信号由电流霍尔传感器得到。
外环为电压反馈闭环控制,反馈信号由电压霍尔传感器得到。
具体控制过程后做分析。
逆变焊机工作时,先将单相220V/50Hz电压整流并滤波后,变为逆变主回路所需的310V左右平滑直流电压。
然后将该直流电压送入逆变主回路,经过大功率电子元件IGBT的交替逆变作用转变成为ZOK左右的中频交流电压,再经过中频降压变压器降压至适合于焊接的几十伏电压,最后经过整流滤波后得到直流焊接输出.借助于控制电路及反馈回路,以及焊接回路的阻抗,可以得到焊接工艺所需的外特性和动特性。
其交流变换顺序为:工频交流一直流一中频交流一降压一直流。
焊机在“交流一直流一交流”阶段的电压频率发生了改变,所以逆变焊也成为变频焊机。
交流和直流反复转换的目的是为了提高该电压的工作频率。
我们知道,按照正弦波分析时变压器输出有如下公式[60]:式中,变压器的体积、重量与Ns有关,而NS与变压器的工作频率f又有直接关系。
当凡一定时,若变压器工作频率从工频(SOHz)提高到20KHz,则绕组匝数与铁心截面积的乘积NS就减少到原来的l/400,而主变压器在逆变焊机中通常所占重量为1/3到2/3,因此提高变压器的工作频率可以使逆变焊机的体积和重量显著的减少。
同时,钢和铁的电能损耗将随所需材料的明显减少而大大降低,焊接质量也有进一步改善.由于上述原因,逆变焊机与传统的晶闸管式焊机和晶体管式焊机相比,具有众多优点:l)高效节能.逆变焊机材料的减少使焊机整体损耗大大降低,其效率可达80%到95%,功率因数可提高到0.9以上,空载损耗极小,只有几十瓦,这一点在能源紧张的今天尤为可贵.2)体积小,重量轻。
这是逆变焊机最明显的优点,主变压器的重量仅为传统弧焊电源工频变压器的几十分之一.3)动态响应时间短,控制速度提高。
电子控制逆变型弧焊电源的设计

电子控制逆变型弧焊电源的设计
1引言
电子控制逆变型弧焊电源的设计是一个具有挑战性的任务。
焊接过程中,电流和电压的实时变化特点复杂,且各种电弧焊焊接工艺、材料性能和外部环境都会给电源设计带来不同的挑战。
因此,需要有高精度的电子控制和出色的性能,才能满足弧焊电源生产过程中的要求。
2逆变型弧焊电源概述
逆变型弧焊电源是对传统直流弧焊电源的改进,其主要优点是利用能量转换的特性,实现对热输出能量的高效调节,从而有效地改善焊接质量,延长焊接器具的使用寿命。
由于其可以实现多种焊接工艺,所以逆变型弧焊电源在许多领域,如电子行业、机械制造、航空航天等具有广泛的应用。
3控制系统构建
由于电流和电压的变化特性很复杂,要实现准确的逆变型弧焊电源,就要构建一个准确的电子控制系统,实时监控电流和电压的变化,以此调节输出功率的大小以及电弧的形状。
这样,就能够达到良好的焊接效果。
逆变型弧焊电源的电子控制系统通常包括控制器、特性检测和控制信号调制器、弧焊电焊机、AC-DC变换器等部件。
其中,控制器负责
采集焊接数据,并根据用户输入的工艺参数来调节电弧的焊接特性;特性检测器可以实时监测电弧的形状,其中包括电流的实时大小以及该电流所产生的电压值;控制信号调制器可以根据检测信号调节弧焊电焊机功率;AC-DC变换器则可以实现由交流变换到直流,以及直流向交流的变换,从而调节输出电压和电流。
4综上
电子控制逆变型弧焊电源是为了满足由于焊接过程中电流和电压变化特性复杂而提出的要求,提高焊接质量和使用寿命。
因此,此类型的电源设计涉及到准确的特性检测,且需要有精准的电子控制,只有这样的设计才能满足各种电弧焊工艺、材料特性及外部环境的要求。
逆变式直流脉冲氩弧焊机使用说明
WSM逆变式直流脉冲氩弧焊机使用说明书一.钨极氩弧焊(氩弧焊工艺基础知识)以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。
钨极氩弧焊就是把氩气做为保护气体的焊接。
借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。
钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。
大电流焊枪长时间焊接还需使用水冷焊枪。
因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A)钨电极直径(mm)直流正极(焊枪接焊机输入一)纯钨钍钨铈钨2.气路气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。
减压阀用以减压和调节保护气体的压力。
流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。
3.氩气纯度氩弧焊时材质对氩气纯度的要求4.规范参数钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。
其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。
一般不锈钢氩弧焊规范如下:焊缝表面颜色与气体保护效果5.钨极氩弧焊特有的工艺缺陷及防止措施以上工艺规范仅供参考,如欲更深了解请参阅专业焊接工艺手册。
6.焊前清理钨极氩弧焊对焊件和填充金属表面的污染相当敏感,因此焊前须清除焊件表面的油脂,涂层,加工用的润滑剂及氧化膜等。
7.安全技术钨极氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。
WSM逆变式直流脉冲氩弧焊机

2、安装场所焊机必须放在坚固平坦的地面,清洁不潮湿。
▲不可把焊机放在下述几个地方:
a .可能受到风吹雨淋的地方。
b.环境温度大于40℃或低于零下10℃地方。
c.有危害性或腐蚀性气体的地方。
d.有高温蒸气的地方。
e.有油性气体的地方。
f.充满灰尘的地方。
g.有振动、易碰撞的地方。
h.周围空间小于20厘米的地方。
3、钨极氩弧焊基础知识
钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
1、焊机主要技术参数…………………………………………………………23
2、焊机工作原理方框图………………………………………………………24
3、焊机电气原理图……………………………………………………………25
4、焊机接线图…………………………………………………………………27
5、焊机的内部结构图…………………………………………………………29
1、有关安全方面的注意事项
为了保证操作安全,请务必遵守以下事项:
▲焊机接地的注意事项:为了防止发生触电,请有电气专业人员按照接地标准实施接地。
▲服装,安全防护用具的配戴:为防止眼部灼伤和皮肤灼伤,请务必遵守安全防护规则,配戴相应的防护用具。
▲在高处的金属平台、钢结构以及金属脚手架上等场所进行焊接作业时,请务必穿好绝缘防滑靴,并戴好绝缘手套。
WSM系列逆变氩弧直流焊机主要有以下特点:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在此取变压器一、 二次侧变比的实际值为 k 8 =o
45 确定一次侧 、 . 二次侧匝数
P 典 2 A二3kA , 9 一 O V - 13 = 二 0. 1O O .V 0. 9
一次侧 电流为 :
了 皿
由高频功率变压器的优化设计理论可知:以功 耗最小为优化 目标的最佳负载损耗 、空载损耗 比应 该符合以下条件 :
图3 铁心的磁路中频特性曲线图
F . n r eie qec caat ii i3 t m d t f uny rc rt g I e a r e h e sc
cre fro g e nt uv o erma f
41 功率变压器的技术参数设计 . 根据需要, 预先确定氢弧焊机原始数据, 即 逆变频率:5H 2k z 逆变器额定功率:2V 1k A
式中 N— 一次侧绕组匝数 , ) . : 0 , U — 最大脉动直流输人电压, V f — 逆变工作频率,z H
S 有效导磁面 m 积,2 一
B 一 ̄ m 一 最高工作磁通密度, T 代人数据有 :
N, =
50 4V
大导通比D () 0 5则变压器二次侧电压可由 , 为 ., - 8
勺
下- tJ V , D D- , V
型号
2 7 0 0. 3
规格
3 A/ 0 0 3 V-1 0 V 00
数址
6
1
! 备注
桥式 整 流
气
}
E
, 夕
{ C , ,
{
CJ ZX
1 F I 0V %L- 00
E
勺
32 功率开关管的选择 . 根据各种功率开关的性能及优缺点,结合氢弧 焊机技术参数的实际需要并遵照合理、 、 有效 经济简 便的原则,我们在此选择 IB G T管作为逆变式氢弧 焊机的功率开关管。 根据计算并查阅有关手册, 确定 选用 k本 T S IA的 M 5Q Y 5 7A 10V 3 O HB G 0 2 S0型 8 /20
解电容器对三相脉动直流进行滤波,使输 出电压波形近似平直。
2. 开关管 .3 2 开关管周期性开与关 ,通过或切断电流通路 将工频提高到 5H 以上。其过程通常是由一组 kz
整流器
滤波
开关管
中频 A 整流器 C
开关管的协调动作来完成的。用作这种电力电子 功率开关管的可以是晶闸管、 晶体管、 场效应晶体 管、绝缘栅双级晶体管或智能型的绝缘栅双极晶 体管。 2. 中频( .4 2 或高频) 变压器 将高压中频电压降至负载所需的电压,并将
万方数据
第1 欺
赵红强、 胡登高、 庆、 李 郭蓬松: 直流逆变式氨弧焊机的电源设计
N, =
3m 9 2 c0
U ;- * 1 i
44 确定变压器的一次侧、 . 二次侧变比
4 4Sm .f , 4 ,B
由于一次侧匝数与二次侧匝数的比值愈高 , 则 IB G T的最大导通电流越小, 高频变压器的利用率愈 高, 输出整流二极管的耐压要求就愈低。同时, 弧焊 逆变器短路状态时的电流冲击也愈小。 所以, 变压器 的一、 二次侧变比应设计得尽可能大些。 对 lk A以上的中频变压器选择二次侧的最 OV
只 _2 P K ,
Pr 一队
一一
1 OO 3 VA O
50 4V
二2 A 4
4 计算铁心截面及尺寸 . 3 铁柱的截面积 S可参考硅钢片叠片铁心计算 ,
公式 , 即
式中 P , 空载损耗( — 铁损)k , W 只- 负载损耗( 铜损)k — , W K— 与铁心材料和温度有关的系数,一般 3
52 2 5 纵坐标采用科学计数法来表示: 2. 2 / 5 x f( U 565 1 )如设 Y N SBX t , E=x0 ; 6 = xx ,=竹, 则函数表达式 为Y 2 52 2 5X 此, = 22 . 2 。因 逆变频率的高频化 5 25 /
使功率变压器向小型化、 紧凑化发展。
直流电。 2 . 输 出滤波 器 .6 2
!训1V 一
+ -- 一 一
2 份 V) I I一V) 4
1G50 2YS0一一/0 } 4 Q 5 7 1 一 t M 82 A 0 V
下
I号 { I
规格
{数峨 一 备注
对脉动直流电进行滤波, 使输出电压波形平直。 一般采用电抗器 L及电容滤波。电抗器除滤波外还 有调整回路动态特性的作用。
o f
2 逆变式缸弧焊电源基本组成及原理
21 逆变式氛弧焊电源基本组成及原理 . 逆变式氢弧焊机电源的基本原理框图如图 I 所 示。 由图 1 可知, 逆变式氢弧焊机电源是从电网吸取 电能后, 先整流(C C , A -D )再通过大功率电子开关 将直流变成中频交流( C C , D -A )然后经中频变压 器降压隔离, 再整流滤波输出( C C 。它与一般 A -D ) 整流式氢弧焊机电源电路不同。图 2 所示为一般整 流式氢弧焊机电源的基本原理图。 二者比较 , 主要区 别在于一般氢弧焊整流器是从电网吸取电能后, 先
滤波 焊接功
图 , 逆变式妞弧焊机 电源原理框图
Fg Pi ie ga o pw r r o D i et i1 n p d rm o e s c f n r r . rc l i a f o e C v e u agn e l n m h e d g ci ro a w i r e a n
电压转 换 及隔离
整流及控 制
滤波
图 2 整流式盔弧焊电源基本组成原理框图
p w r u c o o e s re f o Fg Pi i e arm i2 r c l d ga . np i rcict n g n ro arc w lig ahn eti i a fa o e n m cie d
下式计算 :
4 4 5 13 z( x )2 . T . ( x Hx 9 1I x 3 42 0 ) 3 0m 05
一 十 一 卜
M UR M UR
一 0_ 仁 一川月0 _ 不一! { A 2V
1‘ 0 一竺2V{ 些 0
一
4
5
・
C I CDE
二22 0V { 0一 一 4 1 - 1 4 4 0 ,/ 0 7 [ " 1 1 '
{ 一
3 基本电路参数选择
31 逆变式氛弧焊机输入整流滤波电路参数选择 . 输人整流滤波电路的设计过程,是在选定了整 流电路之后 ,选择合适的整流二极管及滤波电容 C, (以获得符合要求的输人直流电压 U 、 , , , 输入直流 电流 去及足够小的纹波电压。在此采用三相桥式整 1 流器 ,使其输出电压具有较低的波纹和较高的输出 功率。 在此结合实际需要 , 我们选择的元件明细表如
表1 所示 。
表 1 元件明细表 T b 1 i o cmpnns a l Ls f oet e t o
序号
1 2
质量 、 体积又决定于 N 。 S 在其他条件不变下, 若使逆
变频率从 2k z 0H 进一步提高到 3k z 0H ,则 N S就减 小为原来的 23 / ,故变压器的质量 、 体积大幅度减 小。 磁路铁心的中频特性曲线如图3 所示。 其中, 中 频特性曲线图的横轴表示为函数表达式 Uf单位: /( V H )纵轴表示为函数表达式 :xx ( / z ; N SB 单位 : 2 c m T ;纵 横 坐 标 的 函 数 表 达 式 为 : S B= 2 2 ) Nx x 2 5
输人 大功率
用变压器降压, 再整流滤波后输出, 而逆变式氢弧焊 机电源是从电网吸取电能后 , A -D -A - D 经 C C C- C - A 的过程。 也就是说, 逆变式氢弧焊机电源电路中最大 的特点是有一个逆变环节。 22 主要元器件及其作用 .
2 . 输入整流 器 .1 2
用于对电网三相工频交流电进行整流,使三相 交流电变为脉动直流电。 可用整流模块( 组件)也可 , 用单个的硅二极管组成桥式整流器。
直流输人电压( 最大脉冲电压) 4V :0 5
额定工作电压( 平方根电压) 0 :V 4 变压器磁心材料:F 1 R K U 10型 2 B功率铁氧体 额定负载持续率:0 6% 4. 2 计算一次侧电流 式 中
由P 7, } 1 p
4 中频变压器设计
中频变压器是逆变式氢弧焊机的重要器件。在
关键词: 中频变压器; 氮弧焊机; 电源; 设计 中图分类号:M 0 T 42 文献标识码 : B
文章编号 :0 1 82 (0 5 0 - 0 6 0 10 - 4 52 0 )10 1- 5
1 引言
目前,国内外研究和生产的逆变式氢弧焊机大 多采用晶闸管和电子三极管作为开关元件,但这些 元件的采用都存在一些缺陷。性能优越的绝缘栅双 级晶体管( 以下简称 IB ) G T 和场效应晶体管作为逆 变电源的开关元件是目前国内外研究和应用的主要 方向,所以笔者采用 IB G T管作为氢弧焊机的主电 源开关元件, 对氢弧焊机主电源进行设计, 使设备更 轻便, 从而大大提高装备 日常修理, 特别是战伤修理 的效率和战时保障能力。
表 2 逆变主电路元件明细表 T b 2 i o cm oet i m i i et c ci al Ls f pnns a n r r ut e t o n n e i v r
序号 代= ;
焊接回路与输人回路隔离。
2 . 输 出整流 器 .5 2
将中频变压器输出的交流电桥式整流成为脉动
变压器传递功率一定的条件下, 由公式 U 4 4" =.f 4 N SB 可知, N和铁心截面积 S 单位 :2的乘 ", 匝数 ( m) 积N S与逆变频率.单位:z成反比。而变压器的 f ( H)
刀- 变压器效率, 一一 在此取 刀0 =. 9
万方数据
1 8
女理君