大型注塑机液压系统综述
塑料注射成型机液压系统

塑料注射成型机液压系统一.概述(该液压系统总体结构、功能的设计或描述)塑料注射成型机简称注塑机。
它将颗粒的塑料加热熔化到流动状态,以高压快速注入模腔,经过一定时间的保压,冷却凝固成为一定形状的塑料制品。
注塑机具有成型周期短,对各种塑料的加工适应性强,可以制造外形各异、复杂、尺寸较精确或带有金属镶嵌件的制品、自动化程度高等优点,得到广泛的应用。
它主要有三大部分组成。
(1)合模部件。
合模部件是安装模具用的成型部件,主要由定模扳、动模板、合模机构、合模缸、顶出装置等组成。
(2)注射部件。
注射部件是注射机的俗话部件,主要由加料装置、料筒、螺杆、喷嘴、预塑装置、注射缸、注射座移动缸等组成。
(3)液压传动及电气控制系统。
液压传动及电气控制系统安装在机身内腔上,是注塑机的动力和操纵控制部件,主要由液压泵、液压阀、点攻击、电气元件、控制仪表等组成。
工作流程如下:该塑料注射成型机的液压系统能满足以下要求:(1)有足够的合模力。
熔融的塑料通常以4到15MPa 的高压注入模腔,足够的合模力能防止在注射时导致模具离逢而产生塑料制品的溢边想象。
(2)开、合模的速度可以调节。
在开、合模过程中,合模缸速度变化能缩短空程时间,提高生产率和保证制品质量,并避免产生冲击。
(3)有足够的注射座移动,能保证喷嘴与模具浇口紧密接触。
(4)注射压力和速度可以调节,能适应不同塑料品种、注射成型制品几何形状和模具浇注系统的要求。
(5)保压功能,能使塑料注满紧贴模腔获得精确形状,另外在冷却凝固收缩过程中,熔融塑料可不断补入模腔。
(6)预速过程可以调节。
二.系统的动力元件及执行元件的选择此液压系统执行元件有合模缸、注射缸、注射座移动缸和液压马达。
执行机构的确定本机动作机构除螺杆的旋转选用液压马达外,合模、注射、注射座移动等均为双向运动,因前进负载力大于返程力,因此选用水平放置的单活塞杆液压缸直接驱动,螺杆则用液压马达驱动。
从给定的设计参数可知,锁模时所需的力最大,为900kN。
注塑机液压原理
注塑机液压原理
注塑机液压原理是基于液压传动原理,通过液压油的压力来实现注塑机的工作。
液压原理是利用液体的压力传导和传递力量的原理,通过改变液压油的压力来控制机械装置的动作。
注塑机液压系统的主要组成部分包括:液压泵、液压阀、液压缸、油箱、油管等。
液压泵通过驱动电机产生压力,将液压油压入液压系统中。
液压阀则起到控制液压油流动的作用,根据需要开启或关闭液压缸的进、退油通道,使其实现对注塑机各个动作的控制。
当液压泵开始工作时,液压油进入液压系统,通过液压阀的控制,流入液压缸的进油腔。
同时,液压阀关闭液压缸的退油腔通道,使液压缸的凸轮移动。
当液压油进入液压缸的进油腔时,液压缸的凸轮就会推动注塑机的活塞进行工作。
液压原理的优点是能实现高压力传动,并且力量传递稳定可靠。
注塑机液压原理的应用使得注塑机能够实现高速、高效的注塑操作,提高了注塑机的生产效率。
总的来说,注塑机液压原理是利用液体的压力传动力量,通过液压泵、液压阀和液压缸等组件,控制注塑机的动作,实现有效的注塑操作。
注塑机液压系统的工作原理
同兴液压总汇:贴心方案星级服务
注塑机液压系统的工作原理
注塑机液压系统的液压传动:是以液压油为工作介质,通过动力元件(油泵)将原动机的机械能变为液压油的压力能,再通过控制元件,然后借助执行元件(油缸或油马达)将压力能转换为机械能,驱动负载实现直线或回转运动,且通过对控制元件遥控操纵和对流量的调节,调定执行元件的力和速度。
当外界对上述系统有扰动时,执行元件的输出量一般要偏离原有调定值,产生一定的误差。
注塑机液压系统的液压控制:
a.注塑机液压系统的液压控制和液压传动一样,系统中也包括动力元件、控制元件和执行元件,也是通过油液传递功率。
二者不同之点是液压控制具有反馈装置,反馈装置的作用是执行元件的输出量(位移、速度、力等机械量)反馈回去与输入量(可以是变化的,也可以是恒定的)进行比较,用比较后的偏差来控制系统,使执行元件的输出随输入量的变化而变化或保持恒定。
它是一种构成闭环回路的液压传动系统,也叫液压随动系统或液压伺服系统。
b.液压传动系统中用的是通断式或逻辑式控制元件,就其控制目的,是保持被调定值的稳定或单纯变换方向,也叫定值和顺序控制元件。
c.液压控制系统中用的是伺服控制元件,具有反馈结构,并用电气装置进行控制,有较高的控制精度和响应速度,所控制的压力和流量常连续变化。
输出功率可放大。
d.比例控制是介于上述二者之间的一种控制,所用比例控制阀是在通断式控制元件和伺服控制元件的基础上发展起来的一种电――液控制元件,兼备了上述两类元件的一些特点,用于用手调的通断式控制不能满足要求,但也不需要伺服阀对液压系统那样严格的污染控制要求的场合。
塑料注射机液压系统设计
塑料注射机液压系统设计
塑料注射机液压系统是塑料注射成型工艺中至关重要的一部分。
它利用液压原理,通过液体的压力传递和控制,驱动注射机的各个部件运动,实现塑料的注射、融化、冷却和射出等工序。
液压系统的设计需要考虑多个因素,以确保注射机的正常运行和生产效率。
首先,液压系统设计需要充分考虑注射机的工作压力和流量要求。
根据注射机
的规格和所需生产的塑料制品特性,确定系统的最大工作压力和流量。
这样可以确保液压泵、阀门和油缸等核心部件的选型符合要求,并保证注射机的正常工作状态。
其次,液压系统设计要考虑系统的稳定性和可靠性。
在选择液压元件时,应优
先选择质量可靠、性能稳定的品牌和型号。
合理确定系统压力和流量的控制范围,通过合适的阀门和传感器进行准确的压力和流量控制,以避免液压系统因压力过高或流量过大而发生故障。
此外,液压系统设计还需要考虑节能和环保。
选用高效能的液压泵和电机组合,通过减小泵的容量和提高系统效率,降低能耗和电费支出。
同时,在液压油的选择上,应优先选择环保型液压油,以减少对环境的污染。
最后,液压系统设计要考虑维护和保养的便捷性。
合理布置各个液压元件和管道,方便维护人员对系统进行维护和保养。
定期进行液压油的更换和系统的清洗,以延长液压元件的使用寿命,并减少维修次数。
在塑料注射机液压系统设计中,以上所提及的几个要素是非常重要的。
通过合
理的液压系统设计,可以提高注射机的工作效率,降低成本,确保生产质量,为制造业的发展做出贡献。
液压系统综述
液压系统综述本科毕业论文文献综述毕业论文题目:1000吨四柱液压机台面及顶出结构设计学生姓名:学号:系别:专业班级:机械设计制造及其自动化液压系统综述前言作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。
与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。
1液压传动发展概况液压传动和气压传动称为流体传动,是根据17世纪帕斯卡提出的液体静压力传动原理而发展起来的一门新兴技术,是工农业生产中广为应用的一门技术。
如今,流体传动技术水平的高低已成为一个国家工业发展水平的重要标志。
第一个使用液压原理的是1795年英国约瑟夫·布拉曼(Joseph Braman,1749-1814),在伦敦用水作为工作介质,以水压机的形式将其应用于工业上,诞生了世界上第一台水压机。
1905年他又将工作介质水改为油,进一步得到改善。
我国的液压工业开始于20世纪50年代,液压元件最初应用于机床和锻压设备。
60年代获得较大发展,已渗透到各个工业部门,在机床、工程机械、冶金、农业机械、汽车、船舶、航空、石油以及军工等工业中都得到了普遍的应用。
当前液压技术正向高压、高速、大功率、高效率、低噪声、低能耗、长寿命、高度集成化等方向发展。
同时,新元件的应用、系统计算机辅助设计、计算机仿真和优化、微机控制等工作,也取得了显著成果。
目前,我国的液压件已从低压到高压形成系列,并生产出许多新型元件,如插装式锥阀、电液比例阀、电液伺服阀、电业数字控制阀等。
我国机械工业在认真消化、推广国外引进的先进液压技术的同时,大力研制、开发国产液压件新产品,加强产品质量可靠性和新技术应用的研究,积极采用国际标准,合理调整产品结构,对一些性能差而且不符合国家标准的液压件产品,采用逐步淘汰的措施。
注塑机 液压原理图
注塑机液压原理图
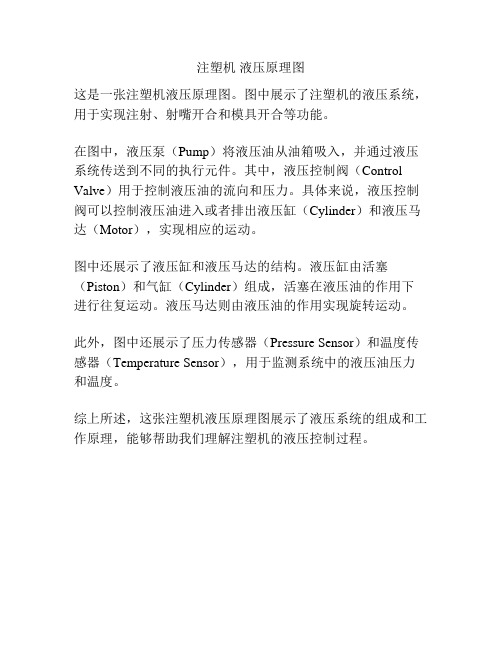
这是一张注塑机液压原理图。
图中展示了注塑机的液压系统,用于实现注射、射嘴开合和模具开合等功能。
在图中,液压泵(Pump)将液压油从油箱吸入,并通过液压系统传送到不同的执行元件。
其中,液压控制阀(Control Valve)用于控制液压油的流向和压力。
具体来说,液压控制阀可以控制液压油进入或者排出液压缸(Cylinder)和液压马达(Motor),实现相应的运动。
图中还展示了液压缸和液压马达的结构。
液压缸由活塞(Piston)和气缸(Cylinder)组成,活塞在液压油的作用下进行往复运动。
液压马达则由液压油的作用实现旋转运动。
此外,图中还展示了压力传感器(Pressure Sensor)和温度传感器(Temperature Sensor),用于监测系统中的液压油压力和温度。
综上所述,这张注塑机液压原理图展示了液压系统的组成和工作原理,能够帮助我们理解注塑机的液压控制过程。
液压系统(完整)介绍

液压系统(完整)介绍一、液压系统的基本概念液压系统,是一种利用液体传递压力和能量的动力传输系统。
它主要由液压泵、液压缸(或液压马达)、控制阀、油箱、油管等部件组成。
液压系统广泛应用于各类机械设备中,如挖掘机、起重机、汽车制动系统等,其优势在于结构紧凑、输出力大、操作简便。
二、液压系统的工作原理液压系统的工作原理基于帕斯卡原理,即在密闭容器内,液体受到的压力能够大小不变地向各个方向传递。
具体来说,液压系统的工作过程如下:1. 液压泵:将机械能转化为液体的压力能,为系统提供动力源。
2. 液压缸(或液压马达):将液体的压力能转化为机械能,实现直线或旋转运动。
3. 控制阀:调节液体流动方向、压力和流量,实现对液压系统的控制。
4. 油箱:储存液压油,为系统提供油源。
5. 油管:连接各液压部件,传递压力和能量。
三、液压系统的分类1. 水基液压系统:以水作为工作介质,具有环保、成本低等优点,但易腐蚀金属、密封性能较差。
4. 气液联动液压系统:以气体和液体为工作介质,结合了气压传动和液压传动的优点,适用于特殊场合。
四、液压系统的关键部件详解1. 液压泵:作为液压系统的“心脏”,液压泵负责将低压油转化为高压油,为整个系统提供动力。
常见的液压泵有齿轮泵、叶片泵和柱塞泵等。
每种泵都有其独特的特点和适用范围,选择合适的液压泵对系统的性能至关重要。
2. 液压缸:液压缸是系统的执行元件,它将液压油的压力能转化为机械能,实现直线往复运动或推送力量。
根据结构不同,液压缸可分为活塞式、柱塞式和膜片式等。
3. 控制阀:控制阀是液压系统的“大脑”,它负责调节和分配液压油流动的方向、压力和流量。
常用的控制阀包括方向阀、压力阀和流量阀等,它们共同确保系统按照预定的要求稳定运行。
4. 滤清器:液压油中的杂质会对系统造成损害,滤清器的作用就是过滤液压油中的杂质,保护系统的正常运行。
合理选择和使用滤清器,对延长液压系统寿命具有重要意义。
五、液压系统的优势与应用1. 优势:力量大:液压系统能够实现大范围的力矩放大,轻松完成重物搬运等任务。
注塑机液压系统设计液压与气压传动三级项目论述
回油路:液压缸4右腔→阀V16左位→换向阀V15左位→ 油箱。
(d)高压合模
高压合模时,由液压泵 1供油,泵 2、3卸荷。电磁铁 1YA、11YA通电。油路走向与慢速合模相同。当模具闭合后, 连杆产生弹性变形,将模具牢固闭锁。此时,泵 1的压力油 经电磁溢流阀 V1溢流。因此,高压合模时,合模液压缸 4左 腔的压力由溢流阀V1调定。
六、改进:我们的设计参考的sz-250注塑机, 但我们进行了改进
七、感想
通过此次三级项目,首先我们对所学的知识有了更深刻的理解, 掌握得更加的牢靠,也能更好地将学科间的知识结合运用(例如对 绘图工具的运用);其次提高了我们的交流沟通能力,团队合作能 力;再次加强了同学与老师的交流,为后续课程的学习和专业素质 的培养奠定了坚实基础,同时我们也期待着更多这样的锻炼机会不 断提高自己。
液压与气压传动 ---三级项目汇报
注塑机液压系统设计
成员: 班级: 指导教师:
一、什么是注塑机
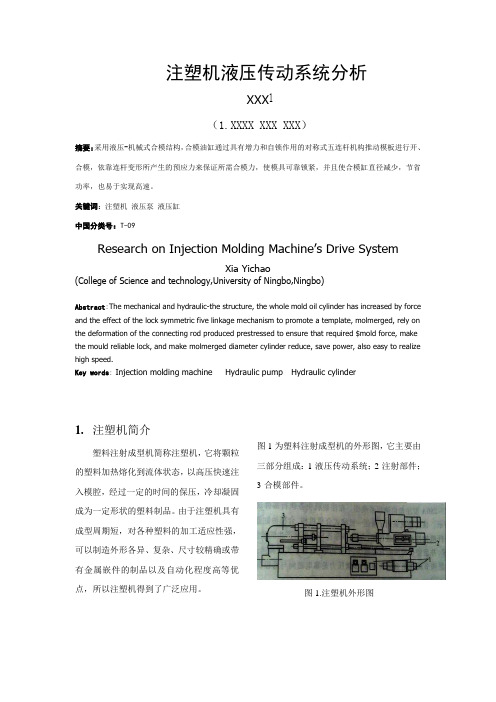
塑料注射成型机简称注塑机。它将颗粒的塑料加热熔 化到流动状态,以快速高压注射模腔,经过一定时间的 保压,冷却凝固成为一定形状的塑料制品。由于注塑机 具有成型周期短,对各种塑料的加工适应性强,可以制 造外形各异、复杂、尺寸较精确或带有金属镶嵌件的制 品以及自动化程度高等优点,所以得到了广泛地应用。 图9.17为塑料注射成型机外形图。
向如下。
进油路:
? 液压泵 1→电磁阀 V14 左位→单向节流阀 V13 ?
? ?
液压泵
2→单向阀
V11
? ?
? ?
液压泵
3→单向阀
V12
? ?
→换向阀V1腔→电液换向阀V16右位→合模液 压缸4左腔。
注塑成型机械完善的液压系统组成
注塑成型机械完善的液压系统组成第一篇:注塑成型机械完善的液压系统组成注塑成型机械完善的液压系统组成油压千斤顶是最简单的液压系统,它不能满足一般机器对液压系统的各种要求,为了改善其性能,系统中需要增加若干液压元件。
为了使油缸的活塞能够往复运动,液流方向需要改变,因此,接入一只换向阀,为了适应机器的要求,可按入一只节流阀,以便调节进入油缸的流量,实现无级调速。
为了限定油泵的供油压力,接入一只溢流阀。
当调节节流阀使油缸活塞速度降低时,油泵输出的油液过剩,压力就升高,当压力超过溢流阀的调定压力时,溢流阀就打开,余油溢回油池。
相反,油缸速度增大时,压力低于溢流阀的调定压力,溢流阀关闭,使系统压力保持在一定的压力范围内。
溢流阀的作用是限制系统中的最高压力,防止系统过载.由于油泵的流量总是有些不均匀,这将会造成油缸活塞速度的波动。
对于要求很高的液压系统,可接入一只蓄能器,它可以降低活塞速度的波动程度。
此外,蓄能器还可用于短期用油量超过油泵输油量的场合。
为了过滤油液中的杂质,提高液压元件的使用寿命,需在吸油管上设置滤油器。
压力表是检测元件,它能反映系统压力随负载变化而变化的情况。
上述这些元件均需用管接头,管道等连接起来。
综上所述,一个完善的液压系统应由下列几部分组成:动力元件——油泵,它是将机械能变换成液压能的元件,也是液压系统的心脏。
执行元件——油缸或油马达,它将液厍能变换成机械能,推动执行机构动作,对外作功。
控制元件——它包括溢流阀(压力阀的一种),流量控制阀和换向阀等:以便控制系统中的压力、流量和流向,实现所需的运动规律和动力参数。
辅助元件——油箱。
滤油器。
蓄能器,管道,管接头和压力表等。
工作介质——液压用油是液压系统的。
血液。
,利用它来进行能量的转换,传递和控制。
东莞巨丰液压制造有限公司第二篇:液压支架液压系统主要有哪些组成液压系统的元件有:动力元件控制元件执行元件辅助元件组成。
动力元件是液压油泵控制元件是液压阀控制液压油压力、流量、方向执行元件是液压油缸液压马达辅助元件是管件压力表储能器滤油器等等。
毕业设计--塑料注射成型机液压系统设计

S X-ZY-250型塑料注射成型机液压系统设计摘要注射成型机是塑料机械的一种,简称注射机或注塑机,是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
塑料注射成型机是一种能将塑料加热塑化,借助推进机构把熔化的塑料注入模具型腔内,经冷却、定型后形成制品的塑料成型加工设备。
它能配置不同的模具,可一次成型外形复杂的制品,是塑料机械中主要机种之一。
塑料注塑成型机有很多型式,液压式塑料成型机就是其中之一,其主要由合模机构,注射部件,液压传动及电气控制系统等几部分组成,而液压泵,液压缸、各种液压阀、电机、电气元件以及控制仪表是其中不可缺少的控制元件。
工作原理和模式注射成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。
取出塑件后又再闭模,进行下一个循环。
塑料注射成型机以其成型周期短,对各种塑料的加工适用性强,尺寸较精确以及自动化程度高等优点,得到了广泛应用。
关键词:塑料注射成型机、液压系统、液压泵、液压缸、液压阀SX-ZY-250type plastic injection molding machine hydraulicsystem designABSTRACTInjection molding machine The injection molding machine is a kind of plastic machinery referred to as theinjection molding machine or injection molding machine thermoplastic or thermosettingmaterial the use of plastic mold into various shapes of plastics molding equipment.Injection molding by the injection molding machine and mold.The plastic casts shaper is one kind of heating up the plastic the plasticizing,pours into with the aid of the advancement organization the melting plastic in the mold cavity,after cooling,the stereotypia forms the product the plastic to take shape the processing equipment.It can dispose the different mold,but time takes shape the contour complex product,is in the plastic machinery one of main aircraft types.The plastic injection takes shape already has very many forms.The hydraulic pressure type plastic injection shaper is one of them,it mainly has gathers the mold organization, injects the part,the hydraulic transmission and the electricity control system and so on several parts of compositions,but the hydraulic pump,the hydraulic cylinder,each kind of hydraulic valve,the electrical machinery,the electrical part as well as the control measuring appliance are indispensable control part.Working principle and mode of The working principle of injection molding machine and injection syringe it iswith the thrust of the screw or plunger the plasticizing good molten state ie viscousflow state the plastic injected into the mold cavity closed good After curing stereotypesmade the process of the products.Injection molding is a cyclical process with each cycleincluding:dosing-molten plastics-to put pressure injection-filling Cooling-Kai-modepickup.Remove the plastic parts and then re-closed mode the next cycle.The plastic injection shaper takes shape the cycle quickly by it,to each kind of plastic processing compatible,the size is precise as well as the automaticity higher merit,obtained the widespread use.Key word:Plastic injection shaper,hydraulic system,hydraulic pump,hydraulic cylinder, hydraulic valv目录1绪论 (1)1.1塑料注射成型机概述 (1)1.2注射成型机的工作原理 (2)1.3技术要求 (2)1.3.1对液压系统的要求 (2)1.3.2液压系统设计参数 (3)2SX-ZY-250型塑料注射成型机液压系统设计计算 (4)2.1合模液压缸负载 (4)2.1.1根据合模力确定合模液压缸推力 (4)2.1.2空行程时液压缸推力 (4)2.1.3启模时液压缸推力 (5)2.2注射座整体移动液压缸负载 (5)2.3液压执行元件载荷力和载荷转矩计算 (5)2.4顶出液压缸负载 (6)2.5初算驱动油缸所需的功率 (6)3液压缸工作压力和流量的确定 (7)3.1液压缸工作压力的确定 (7)3.2液压缸几何尺寸的确定 (8)3.2.1确定合模缸的活塞及活塞杆直径 (8)3.2.2注射座移动缸的活塞和活塞杆直径 (8)3.2.3确定注射缸的活塞及活塞杆直径 (8)3.2.4确定顶出缸的油缸内径及活塞杆直径 (9)3.3液压系统动作循环压力图 (9)3.4油缸所需流量的确定 (11)3.5油缸功率图的绘制 (12)4液压系统方案和工作原理图的拟定 (13)4.1制定系统方案 (13)4.2拟定液压系统图 (14)5液压元件的选择与设计 (15)5.1液压泵的选择 (15)5.1.1液压泵工作压力的确定 (15)5.1.2油泵流量的确定 (15)5.1.3油泵电机功率的确定 (15)5.2控制阀的选择 (18)5.3油管内径的确定 (18)5.3.1大泵吸油内径的计算 (18)5.3.2小泵吸油管内径计算 (19)5.3.3大泵压油管内径计算 (19)5.3.4小泵压油管内径计算 (19)5.3.5双泵并联,压力油汇合后油管内径的确定 (19)6液压系统性能的验算 (20)6.1系统的压力损失验算 (20)6.1.1局部压力损失计算 (20)6.1.2沿程损失计算 (20)6.2液压系统发热量的计算和油冷却器传热面积的确定 (20)6.2.2油箱容量计算和油箱散热面积的确定 (23)6.2.3油冷却器的计算 (23)附录 (25)总结 (28)参考文献 (29)致谢辞 (30)1绪论1.1塑料注射成型机概述塑料注射成型机简称注塑机。
立式注塑机液压原理
立式注塑机液压原理
立式注塑机液压原理是指利用液压系统来实现注塑机的运动和压力控制。
液压系统由油泵、液压阀、液压缸等组成,通过控制液压系统中的油液流动来实现注塑机的动作。
在注塑机的液压系统中,油泵负责将液压油泵送到液压系统中,产生压力。
液压阀起到流量控制、压力控制、方向控制等作用。
液压缸由活塞和缸筒组成,当液压油进入液压缸时,活塞受到液压力的作用而进行运动。
在注塑机的运行过程中,首先注塑机会将塑料颗粒加热融化并注入模具中,然后通过液压系统提供的压力,使活塞向注射缸推动,将熔融的塑料填充到模具中。
随后,注塑机会按照预设的程序进行冷却和固化,最后将模具打开,将成型的塑件取出。
立式注塑机液压原理的关键是通过液压油的流动来实现对活塞的控制,从而实现注塑机的动作。
液压系统能够提供高压力和稳定的动力,使得注塑过程更加稳定和精确。
这种液压原理的应用,使得注塑机具有较高的生产效率和精度,广泛应用于塑料制品的生产中。
塑料注射成型机液压系统设计综述

铜陵学院毕业设计-1-第一章 工况分析1.1 注塑成型动作过程大型塑料注射机目前都是全液压控制。
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。
1.2 液压传动系统主要传动动作所设计的液压系统,传动动作的完成,主要靠合模液压缸、注射液压缸、注射座移动缸和一个液压马达作为主要传动元件。
具体的动作循环过程见下图:图 1-1注塑机工作循环图在合模时,合模缸先驱动动模板慢速启动,然后快速前移,接近定模板时转为低压慢速前移,在低速合模确认模具无异物存在后转为高压合模(锁模)。
1.3 注射机液压系统的设计要求和主要设计参数1.3.1 注射机液压系统的设计要求:1.3.1.1 合模运动要平稳,两片模具闭合时不应有冲击;1.3.1.2 当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。
注射后,注射机构应保持注射压力,使塑料充满型腔;1.3.1.3 预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力; 1.3.1.4 为保证安全生产,系统应设有安全联锁装置。
1.3.2 液压系统设计参数:1.3.2.1 螺杆直径 d = 40 ㎜。
1.3.2.2 螺杆行程 s 1 = 200 ㎜。
1.3.2.3 最大注射压力 p = 153 Mpa 。
包磊塑料注射成型机液压系统设计(250g)1.3.2.4 注射速度v W= 0.07 m/s。
1.3.2.5 螺杆转速n = 60 r/min。
1.3.2.6 螺杆驱动功率P M= 5 KW1.3.2.7 注射座最大推力F z = 3×104 N。
注塑机液压传动
注塑机液压传动系统分析XXX1(1.XXXX XXX XXX)摘要:采用液压-机械式合模结构,合模油缸通过具有增力和自锁作用的对称式五连杆机构推动模板进行开、合模,依靠连杆变形所产生的预应力来保证所需合模力,使模具可靠锁紧,并且使合模缸直径减少,节省功率,也易于实现高速。
关键词:注塑机液压泵液压缸中国分类号:T-09Research on Injection Molding M achine’s Drive SystemXia Yichao(College of Science and technology,University of Ningbo,Ningbo)Abstract:The mechanical and hydraulic-the structure, the whole mold oil cylinder has increased by force and the effect of the lock symmetric five linkage mechanism to promote a template, molmerged, rely on the deformation of the connecting rod produced prestressed to ensure that required $mold force, make the mould reliable lock, and make molmerged diameter cylinder reduce, save power, also easy to realize high speed.Key words: Injection molding machine Hydraulic pump Hydraulic cylinder1.注塑机简介塑料注射成型机简称注塑机,它将颗粒的塑料加热熔化到流体状态,以高压快速注入模腔,经过一定的时间的保压,冷却凝固成为一定形状的塑料制品。
大型注塑机液压系统综述
大型注塑机液压系统综述作者:周锋,张斌善,张静,邵莉莉来源:《科技创新与生产力》 2014年第10期周锋,张斌善,张静,邵莉莉(山西汾西机电有限公司,山西太原 030027)摘要:在大型注塑机中,通常使用多台定量泵或多台变量泵作为液压系统的动力源。
为更好地利用定量泵和变量泵,详细阐述了一种变量泵和定量泵组合使用的方法,介绍了其液压原理和控制方法,并对成本、耗电方面进行了对比,发现变量泵和定量泵组合的方法同时可以兼顾成本和节能两个方面的要求。
关键词:注塑机;变量泵;定量泵;液压系统中图分类号:TQ320.66 文献标志码:A DOI:10.3969/j.issn.1674-9146.2014.10.090收稿日期:2014-06-20;修回日期:2014-09-22作者简介:周锋(1982-),男,山西太原人,工程师,主要从事机械设计研究,E-mail:94581818@。
塑料制品已经在人们的生活中随处可见,这些制品的绝大多数是由注塑机生产的。
注塑机是靠液压系统完成各个动作,实现塑料制品的生产加工。
在整个注塑机加工过程中液压系统耗能占到整体耗能的70%,所以如何做到液压系统选择将是注塑机在成本控制和节能方面平衡的关键。
从注塑机的工作周期和功率消耗情况(见图1和图2)可知,注塑机的大部分工作周期是在部分负载区和待机时间。
对于一个液压系统如何控制好待机时间,将会对注塑机的成本及节能起到很大的影响。
文中综述3种液压系统,并通过成本和耗能进行比较,掌握这3种方法的优缺点,便于大型注塑机的液压系统选择[1]。
1 定量泵系统对于大型注塑机,通常都会采用多台定量泵+PQ阀的液压系统。
定量泵是通过转动以固定的排量将液压油注入液压系统,流量始终保持恒定。
在注塑机负载时通过PQ阀改变系统所需的压力和流量来实现不同的动作。
在系统待机时PQ阀将多余的流量通过高压溢流的方式排入油箱,液压系统见图3。
从图3可以看出,液压系统的能量消耗始终维持在一个较高的水平,其中浪费掉的能量高达系统的50% [2],同时由于高压溢流还造成了油温的升高,给整个系统带来了更多危害,诸如密封件加速老化、油的黏度下降等。
注塑机原理之液压系统
注塑机是机、电、液一体化、集成化和自动化程度都很高。
无论是机械液压式还全液压式,液压部分都占有相当的比值,对注塑机的技术性能、节能、环保以及成本占有重要部分。
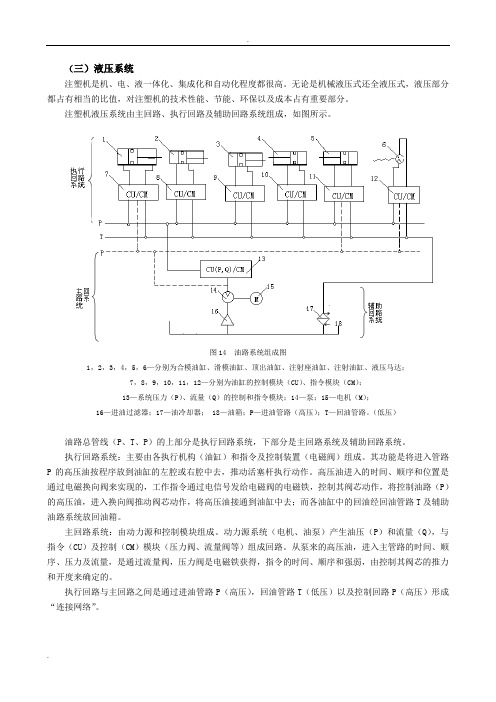
注塑机液压系统由主回路、执行回路及辅助回路系统组成,如图所示。
图14 油路系统组成图1,2,3,4,5,6—分别为合模油缸、滑模油缸、顶出油缸、注射座油缸、注射油缸、液压马达;7,8,9,10,11,12—分别为油缸的控制模块(CU)、指令模块(CM);13—系统压力(P)、流量(Q)的控制和指令模块;14—泵;15—电机(M);16—进油过滤器;17—油冷却器; 18—油箱;P—进油管路(高压);T—回油管路。
(低压)油路总管线(P、T、P)的上部分是执行回路系统,下部分是主回路系统及辅助回路系统。
执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成。
其功能是将进入管路P的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作。
高压油进入的时间、顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路(P)的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去;而各油缸中的回油经回油管路T及辅助油路系统放回油箱。
主回路系统:由动力源和控制模块组成。
动力源系统(电机、油泵)产生油压(P)和流量(Q),与指令(CU)及控制(CM)模块(压力阀、流量阀等)组成回路。
从泵来的高压油,进入主管路的时间、顺序、压力及流量,是通过流量阀,压力阀是电磁铁获得,指令的时间、顺序和强弱,由控制其阀芯的推力和开度来确定的。
执行回路与主回路之间是通过进油管路P(高压),回油管路T(低压)以及控制回路P(高压)形成“连接网络”。
注塑机应用液压组件非常广泛。
⑴.动力组件由电机带动泵实现电能—机械能—液压能的转换。
有各种油泵和液压马达。
油泵是靠封闭容腔使其容积发生变化来工作的。
理想的泵是没有的,因为结构上总会有制品缝隙就会有泄漏,而且机械磨损也会产生间隙,所以就要考虑泵的效率。
情景3 注塑机液压系统分析
学习情境3 注塑机液压系统分析
四、压力继电器 压力继电器是当液压系统中的压力升高到一定数值时,将液压信号转换为电 信号的一种转换元件。当系统压力达到压力继电器的调定压力时,它发出电信 号控制电气元件(如电动机、电磁铁、电磁离合器等),使油路换向、卸压实现 顺序动作,或关闭电动机起安全保护作用。
压力继电器的结构和图形符号 如图3-8所示,当进油口P处油液 压力达到压力继电器的调定压力 时,作用在柱塞1上的液压力通过 顶杆2合上微动开关4,发出电信 号。
至中位,使泵卸荷,同时液压缸上腔通过节流阀卸压。当压力降至 压力继电器调定的压力时,微动开关复位发出信号,使电磁换向阀 切换至右位,压力油打开液控单向阀,液压缸上腔回油,活塞上升。
学习情境3 注塑机液压系统分析
2、溢流阀卸压回路
溢流阀卸压回路如图所示。工作行程结束后,换向阀先切换至中位, 使泵卸荷。同时溢流阀的外控口通过节流阀和单向阀通油箱,因而溢流 阀开启使液压缸上腔卸压。调节节流阀即可调节溢流阀的开启速度,也 就调节了液压缸的卸压速度。溢流阀的调定压力应大于系统的最高工作 压力,因此溢流阀也起安全阀的作用。
学习情境3 注塑机液压系统分析
2、利用蓄能器的保压回路
当主换向阀在左位工作时,液压缸向前运动且压紧工件,进油路压力升 高至调定值,压力继电器发信使二通阀通电,泵即卸荷,单向阀自动关闭, 液压缸则由蓄能器保压。缸压不足时,压力继电器复位使泵重新工作。保 压时间的长短取决于蓄能器容量,调节压力继电器的工作区间即可调节缸 中压力的最大值和最小值。
学习情境3 注塑机液压系统分析
(2)安全保护 如图3-3b所示,在由变量泵供油 的液压系统中,供油量随负载大小自 动调节到需要值,没有多余流量,不 需要溢流,不需要流量阀。系统压力 随负载变化而变化,溢流阀可用来限 定系统的最高压力,防止系统因过载 而引起事故和故障,故也称为安全阀 。当系统正常工作时,溢流阀阀口常 闭;当系统过载时,溢流阀阀口立即 打开溢流,使系统压力不再升高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8 0
5 5
以很大程度地降低成本。
定量 泵和 变量 泵组 合使 用会 存在 以下 问题 。
4 5 k W 电机 x 2 + 1 8 0 L变量 泵+ 3 0 0 L定 量 泵 5 9 7 2 5
6 5
1 )系统压力如何控制两种泵 的压力关系。
2 )定 量泵 流 量 如 何 控 制 。通 过 定量 泵 和 变 量
应用技 一
从图 3 可 以看 出 ,液压 系 统 的能 量消 耗 始终 维
持在一个较高的水平 ,其中浪费掉 的能量高达系统
的5 0 %[ 2 1 , 同 时 由于 高 压 溢 流 还 造 成 了 油 温 的 升 高 ,给 整个 系 统带来 了更 多危 害 ,诸 如 密封 件加 速 老化 、油 的黏 度下 降等 。
如图 4
图 5 定 量 泵 和变 量 泵 液 压 系 统
表 1 流量 真 值 表 ( %)
l 系统流量 变量泵 定量泵 电脑设 定 变量泵输 出流量
0 【 一
l 一
1
1
( )
1
0 一 ( / )
( / ) 一 9 9
0 - 9 9
( F , / ) - 9 9
沉底水雷入水和触底过程进行了数值仿真。通过对 4种 不 同工 况 的入 水 过程 研究 ,得 到 了水 雷 入 水 时 的运动学和动力学参数 ,这对水雷 的结构设计和空 投布放方 案设计提 供 了重要 的指 导意见 。研 究表 明 .水 雷入 水 时 的姿态 角 和人水 速 度越 大 ,不 仅 入
下面以 1 0 0 0 k N注塑 机为 例对 3 个 系 统 的成本 及 耗能进 行 比较 ( 见表 2 ) 。
表 2 成本、 能 耗 对 比
类 型 成 本 耗 电 f 无 / ( k W・ h )
力 和 流 量 的 变化 【 3 ] ,根 据需 要 提 供 能 量 ,不 会将 多
3 . 2 压 力控制
图 4 变 量 泵 液 压 系统
系统 压 力 P由变 量泵 提供 ,在流 量 变化 的第 一
从图 4 可以看出 ,该液压系统不再需要 P 源 头实 现 了压
阶段 .变量泵根据系统设计提供压力 。定量泵泄压
不 参与 压力 变化 。在第 二 阶段 ,定 量 泵 压力 ,由变 量 泵通 过 压力 控制 阀 和溢 流 阀来 控制 .变量 泵输 出 压力 P l 控 制 溢 流 阀最 大 压 力 P l ,保 证 定 量 泵 的输 出压力 小 于等 于 P l ,不会 对 系统 压力 造 成影 响 ,并 且 随着 系统 压力 的变 化而变 化 。
系统 流 量分 为 2个 阶段 :第 一 阶段 只有 变量 泵 参 与工作 ,并根 据设 定 值提 供 不 同 的流量 ,定量 泵
变量 泵 变量 泵
的流量 全部 溢 流 :第二 阶段 定 量 泵 和变 量泵 共 同作
用 ,定量泵流量全部进入系统 ,变量泵根据设定补
充不 足 的流量 。
■ 用技术l
角速度 ,水雷姿态发生剧烈变化 ,导致尾部 与海底 发生 2 次碰撞 ,如此反复 ,直至停止。
综 上所 述 .笔 者基 于 A N S Y S / L S — D YN A对 空 投 更应 充分 考虑 触底 情况 。
参考文献 :
[ 1 】 蒋 克 强, 张遵鸥, 张培 成 . 基于A Ns Y s / L s — D YN A 的 示 位 标 入 水 冲 击 仿 真 分 析 卟 电 子机 械 工程 , 2 0 0 8 , 2 8 ( 2 ) : 1 5 — 2 1 .
泵液压 系统 图 ( 见图 5 )进 行 分析如 下 。 3 . 1 流量控 制
从 表 2可 以看 出 .在 相 同 的 电机 配 置下 ,定量 泵 的消耗 达到 了系统 额定 功率 的 9 0 %,变 量泵 的消 耗 仅有 额定 功 率 的 6 0 % 。组合 液压 系统 达 到额 定 流 量的 7 0 %。成 本方 面 ,组合 液压 系统 更低 。 4 结束语 文 中介 绍 了大 型注 塑 机 的 3种 常 用 液 压 系 统 , 前 两种 比较 常见 ,并 说 明了第 3种 液 ( 上接第9 4 页)
力 和 流量 ,如果 只使 用一 台变量 泵 同样 可 以实 现 压 力 和 流量 的调节 ,这 样将 其 他变 量 泵换 成定 量 泵 可
4 5 k W 电机 x 2 + 3 0 0 L定 量 泵x 2 + 6 2 0 P Q阀 5 44 4 3
4 5 k W 电机 x 2 +1 8 0 L变 量泵 × 2 8 3 1 3 0
见 图 5所 示 ,该 系统 中流量 由变量 泵 和定 量 泵 共 同作 用 ,根 据 表 1 进 行 工 作 。变 量 泵 额 定 流 量
,
定 量泵 额定 流量 ,系统 总 流量 =( F 1 + ) 。
科 接 圈 赫 墨 篁 塑 I
2 0 l 4 年1 0 月 总 第 翅~ 』一D 9 j 一
2 变 量泵 系统
随 着 社 会 的 发 展 ,人 们 越 来 越 重 视 能 源 的 节
约。如何降低注塑机能源的消耗 ,首先必须处理好 注 塑机 待机 时 间 的消耗 。变量 泵 是一 种 根据 液 压 系
统 的要 求来 改 变泵 体 内配 流盘 的角度 .从 而 提供 不
)2
>
同的流量来控制系统的流量消耗。变量泵液压系统
余 的能量带入系统中从而控制了能源的消耗 .但是
多台 变量泵 的价格远 远 高于 多 台定量 泵+ P Q阀 。 3 定量 泵和 变 量泵 系统
通 过 对 比定 量泵 系统 和 变量 泵 系统 。发 现 变 量
泵 虽 然在 节 能方 面有 很 大优 势 ,但 是价 格较 高 ,增
加 了设备投入。对于一些小企业可能不会选择 。 在变量泵系统中通过两台变量泵来同时控制压