Mg_Al异种材料真空扩散焊界面区域的显微组织
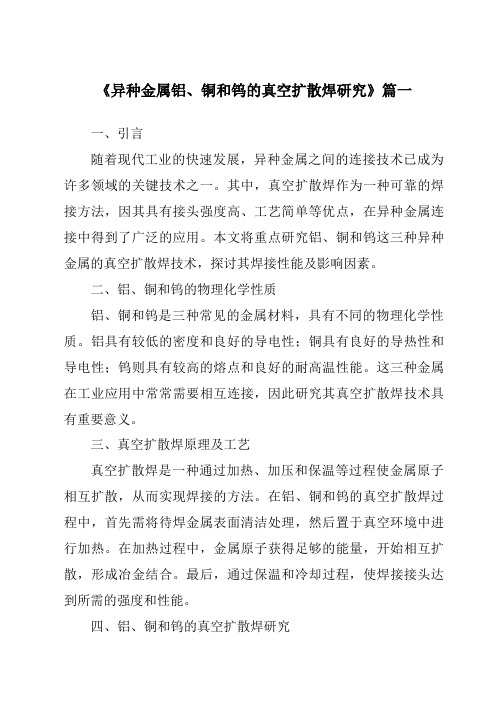
钼铜扩散焊接接头界面显微组织
摘 要: 采用扩散焊接方法对钼铜异种材料进行了焊接,研究了直接焊接和加镍作为中间层焊接对焊接接头
界面显微组织的影响,通过 SEM、EDS、EPMA、XRD 等测试方法对其显微结构进行了表征. 结果表明,直接焊
接时,焊接界面结合紧密,Mo、Cu 原子之间相互扩散形成扩散层,接头断裂发生在扩散层,由于柯肯达尔效
中图分类号: TG4
文献标志码: A 文章编号: 1005 - 0299( 2012) 04 - 0061 - 04
Microstructure in interface zone of diffusion welded joint of Mo and Cu
ZHANG Jian,LUO Guo-qiang,LI Mei-juan,WANG Yi-yu,SHEN Qiang,ZHANG Lian-meng
应作用,在铜侧形成少量孔洞,孔洞的存在使焊接接头性能降低; 加镍中间层焊接时,接头抗拉强度高于直接
焊接时抗拉强度,Mo / Ni 和 Ni / Cu 界面结合紧密,Mo / Ni 界面形成固溶体层,接头断裂发生在 Mo / Ni 界面处,
断口呈典型的脆性断裂特征.
关键词: 扩散焊接; 钼与铜; 显微组织; Ni 中间层
( State Key Laboratory of Advanced Technology for Materials Synthesis and Processing,Wuhan University of Technology, Wuhan 430070,China)
异种材料扩散连接综述

异种材料扩散连接综述摘要:扩散焊是将两个被连接件紧压在一起置于真空或保护性气体中加热,使两个连接件表面微观凸凹不平处产生塑性变形。
从而达到紧密接触,再经保温,原子间相互扩散而形成良好的冶金连接的一种固相焊接方法。
本文主要介绍钢-铜异种材料扩散连接的方法过程和特点。
关键词:异种材料;扩散连接;固相焊接1、引言扩散连接技术出现于上世纪年代初,这一焊接方法不仅能够获得同种金属和合金的牢固接头,而且能够获得异种金属和合金的牢固接头,尤其是在航空、航天领域利用扩散焊技术可以解决许多新材料的连接问题。
随着我国航空技术的发展,扩散焊技术的研究和应用也在不断发展,年代实现了同种金属和合金的扩散焊技术应用,目前我国运用扩散焊技术解决异种材料连接已经在航空产品上得到一定程度的应用[1]。
2、扩散连接技术的原理扩散连接(diffusion bonding)是指相互接触的表面,在温度和压力的作用下,被连接材料表面相互靠近、相互接触,局部发生塑性变形,经一定时间结合层原子间相互扩散,在接头焊缝中形成了新的扩散反应层,而形成整体可靠的连接过程。
为了获得优质的焊接接头,必须保证焊接材料不受空气的影响,扩散焊时需在真空或惰性气体保护介质中进行,目前真空扩散焊应用最多。
真空扩散焊是在真空氛围中金属不熔化的条件下通过原子之间的相互扩散并通过原子之间的引力形成新的金属键,从而获得一定强度的焊接接头。
薄膜学说、能量学说、位错理论、再结晶理论等这些扩散连接机理非常复杂[2]。
扩散焊分为固相扩散焊和瞬时液相扩散焊,这取决于焊接过程中所加的压力能否使基体材料表面产生塑性变形,例如超塑性成形扩散焊、常规固相扩散焊、热等静压扩散焊等。
超塑性成形扩散连接技术是针对在高温下金属材料具有超塑性,且金属材料这种超塑性成形温度与扩散焊加热温度很接近,并在压力较低、温度较高和一定的真空环境氛围中进行。
热等静压扩散技术是指从各个方向对待连接材料均匀施加一定压力,在一定温度和真空环境中,通过原子间的相互扩散反应形成焊接接头的一种固相扩散连接方法;扩散连接分为加中间层和不加中间层的连接。
国家自然科学基金成功基金样本
自然科学基金申请书正文报告撰写提纲1.面上工程正文报告撰写提纲面上工程的申请应有重要的科学意义,瞄准国际科技发展前沿,在国家需求引导下的科学家自由探索。
申请的工程理论依据充分,学术思想新颖,创新性强,通过研究可获得新的科学发现获取的重要进展。
面上工程,包括自由申请工程、青年科学基金工程、地区科学基金工程,申请者可自由选题。
自由申请工程,采取非定向申请。
申请者可根据国家自然科学基金委每年发布《国家自然科学基金工程指南》,提出资助的主要范围、鼓励研究领域提出申请;青年科学基金工程是促进青年科技工作者的成长,培养和造就具有发展潜力的优秀青年人才;地区科学基金工程,是加强对边远地区、少数民族地区等科学研究基础薄弱地区研究工作的支持,重点鼓励和资助申请者结合当地资源和自然条件特点提出的研究工程。
所有申请书均由简表<规范格式)及主体内容即正文报告<自由格式)两部分构成。
一、简表:计算机录入专用表格,请在指定的位置选择并按要求输入正确信息。
填写必须准确清楚,单位名称以单位公章全称填写。
代码必须使用国家自然科学基金委员会当年发布的《申请工程分类目录及代码》中所列的代码。
二、正文报告:要求分栏目撰写,条目清晰,标题突出,以下内容中斜体字部分撰写后应删除。
Mg/Al异种活性金属焊接区微观结构与性能的相关性研究正文报告提纲<一)立项依据与研究内容<4000~8000字):1. 工程的立项依据<研究意义、国内外研究现状及分析。
基础研究需结合科学研究发展趋势来论述科学意义;应用研究需结合国民经济和社会发展中迫切需要解决的关键科技问题来论述其应用前景。
)<附主要的参考文献目录)。
1、工程的立项依据(1> 立项意义活性轻金属镁<Mg)、铝<Al)及其合金是航空航天、电子、能源等高新技术领域中广泛应用的金属,其中镁是近年来国家重点发展的新材料之一[1-3]。
减轻重量、缩小体积一直是航空发动机和飞机结构设计追求的目标。
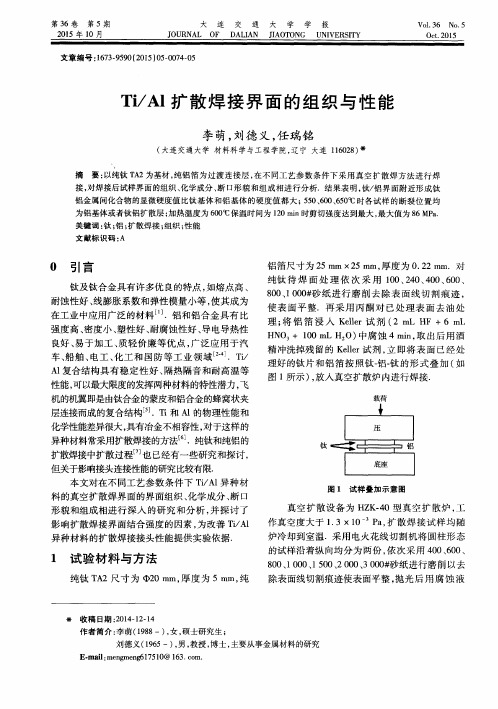
Ti/Al扩散焊接界面的组织与性能
大 连 交 通 大 学 学 报
J OURN AL OF DAL I AN J I AOT ON G UNI VE RS I T Y
Vo 1 . 3 6 No . 5
0c t . 2 01 5
文章编号 : 1 6 7 3 — 9 5 9 0 ( 2 0 1 5 ) 0 5 — 0 0 7 4 — 0 5
的试 样沿着 纵 向均分 为 两 份 , 依次采用 4 0 0 、 6 0 0 、
异种 材料 的扩 散焊接 接头 性能提 供 实验依 据.
1 试 验 材 料 与 方 法
纯钛 T A 2尺 寸 为 O m m, 厚度为 5 m m, 纯
8 0 0 、 1 0 0 0 、 1 5 0 0 、 2 0 0 0、 3 0 0 0 # 砂 纸进 行 磨削 以去
7 8
大 连 交 通 大 学 学 报
第3 6卷
[ J ] . 航空工艺技术 , 1 9 9 1 ( 2 ) : 3 4 . 3 6 .
[ 6 ] L I U Z H O N G Q I N G, L I U K A I . M a n u a l o f D i s s i m i l a r M e t a l We l d i n g T e c h n o l o g y [ M] . B e i j i n g : Me c h a n i c a l I n d u s t r y
理好 的钛 片和 铝 箔 按 照 钛一 铝. 钛 的形 式 叠 加 ( 如
A l 复合 结构 具 有稳 定 性 好 、 隔热 隔音 和耐 高温 等 性能 , 可以最大限度 的发挥两种材料 的特性 潜力 , 飞 机的机翼 即是 由钛合金 的蒙皮 和铝合金 的蜂 窝状夹 层连接而成 的复合 结构 J .T i 和 的物理 性能 和
镁铝异种金属焊接的若干方面阐述

镁铝异种金属焊接的若干方面阐述1 概述进入21世纪以后,资源和环境的平衡以及可持续发展已经成为人类的首要问题,节能和环保已经成为现代产业的突出特点。
镁合金作为目前世界上最轻的金属工程结构材料,具有密度低、比强度和比刚度高、阻尼减振降噪能力强、电磁屏蔽性能优异、抗辐射、切削加工和热成型性好、可焊接,对碱、煤油、汽油和矿物油具有化学稳定性,易于回收利用等优点。
镁合金在汽车、摩托车等交通工具、仪器仪表、电子电器、化工冶金、航空航天、国防军工等领域获得了广泛的应用。
镁合金作为一种结构材料,在工程实际应用上就要考虑其连接的问题,焊接是最常用的连接方法。
镁合金自身特性决定了焊接性能较差,难以实现可靠连接。
目前镁合金焊接技术已成为了一个世界性的技术问题。
铝合金具有比强高、延展性好、导电性好、抗腐蚀性好,又便于回收再利用等特点,在很大程度上满足了现代工业对轻质、高强、节能方面的要求,特别是航空航天、汽车制造等行业,铝合金已经成为应用最广泛的有色金属。
铝合金作为应用广泛的轻金属其主要的连接技术是焊接,并且对常规焊接方法的研究已经比较成熟。
镁和铝作为两种最具有应用前景的有色轻金属,对它们交叉使用的研究是十分必要的,如果要实现镁/铝异种金属结构的有效连接,焊接将成为其主要的连接方法。
这样也会扩大镁合金、铝合金结构件在高新技术领域的应用。
2 镁/铝异种金属的焊接特点在镁/铝异种金属的焊接过程中往往存在熔化和结晶的过程,而且生成的金属间化合物会对接头性能产生关键性的影响。
镁/铝异种金属的焊接特点主要有下面的几点:(1)镁和铝极易氧化。
Mg和Al均属于活泼金属,很容易与氧结合形成MgO 和Al2O3氧化膜,尤其是Al2O3结构致密且熔点很高(2050℃),很难将其去除。
这不仅阻碍两种金属的连接,而且使接头区容易产生夹杂、裂纹等缺陷,使接头结合性能变差。
(2)镁和铝液态时相互溶解度小。
由于镁是密排六方结构,铝是面心立方结构,两者晶体结构的不同是两者之间相互溶解度差的主要原因之一。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
其中,真空扩散焊作为一种可靠的焊接方法,在铝、铜和钨等金属的连接中具有广泛的应用前景。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接性能,探讨其焊接工艺、接合界面特征以及焊接强度等因素。
二、实验材料与方法1. 材料准备实验所用的材料为铝、铜和钨三种金属。
首先,将这三种金属表面进行抛光处理,以去除表面杂质和氧化物,保证焊接质量。
2. 真空扩散焊工艺实验采用真空扩散焊设备进行焊接。
首先,将铝、铜和钨的焊接端面紧密贴合;然后,在一定的真空度下进行加热,使金属原子在高温下产生扩散,实现金属的连接。
3. 实验方法通过金相显微镜、扫描电镜(SEM)以及能谱分析(EDS)等手段,观察焊接接合界面的微观结构,分析金属的扩散程度和焊接强度。
三、实验结果与分析1. 焊接接合界面特征铝、铜和钨三种金属的焊接接合界面呈现出明显的特征。
在高温下,三种金属的原子产生扩散,形成了一定的冶金结合。
接合界面处,可以观察到金属之间的互溶现象以及新的相的形成。
2. 金属扩散程度通过扫描电镜观察,发现铝、铜和钨三种金属在真空扩散焊过程中,原子扩散程度较高。
其中,铝与铜之间的互溶程度较高,而钨由于具有较高的熔点和硬度,原子扩散相对较慢。
3. 焊接强度经过拉伸试验测试,铝、铜和钨三种金属的真空扩散焊接接头具有较高的焊接强度。
其中,接头的强度与金属的扩散程度、接合界面的微观结构等因素密切相关。
四、讨论1. 工艺参数对焊接性能的影响真空扩散焊的工艺参数如温度、压力、时间等对铝、铜和钨三种金属的焊接性能具有重要影响。
适当调整工艺参数,可以优化金属的扩散程度和焊接强度。
2. 金属互溶性与新相的形成在真空扩散焊过程中,铝、铜和钨三种金属之间发生互溶现象,形成新的相。
这些新相的形成对焊接接头的性能具有重要影响。
因此,研究金属的互溶性以及新相的形成机制对于提高异种金属的真空扩散焊接性能具有重要意义。
《2024年度异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
其中,真空扩散焊作为一种可靠的焊接方法,被广泛应用于异种金属的连接。
本文着重研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性,为实际应用提供理论依据。
二、实验材料与方法1. 实验材料本实验采用纯度较高的铝、铜和钨作为研究对象。
其中,铝具有良好的塑性和延展性;铜具有良好的导电性和导热性;钨具有高熔点和优良的抗腐蚀性能。
这三种金属在许多领域都有广泛的应用。
2. 实验方法本实验采用真空扩散焊方法,将铝、铜和钨进行焊接。
首先,将待焊金属表面进行清洗,以去除油污和杂质;然后,将清洗后的金属放置在真空扩散焊机中,进行真空处理,以排除空气中的氧气和水分;最后,进行焊接。
三、实验过程与结果分析1. 焊接过程在真空环境下,加热铝、铜和钨至一定温度,使金属原子发生扩散,从而实现焊接。
在此过程中,需要控制加热速度、保温时间和冷却速度等参数,以保证焊接质量。
2. 结果分析通过观察焊接接头的微观结构,发现铝、铜和钨在真空扩散焊过程中形成了良好的冶金结合。
接头处金属原子相互扩散,形成了连续的晶界,实现了良好的冶金结合。
同时,通过对焊接接头的力学性能进行测试,发现其强度和硬度均达到了较高水平。
四、讨论1. 真空扩散焊的优点真空扩散焊具有许多优点,如焊接接头质量高、焊接过程无污染、可实现异种金属的可靠连接等。
在铝、铜和钨的焊接过程中,真空扩散焊方法能够实现这三种异种金属的冶金结合,具有良好的应用前景。
2. 焊接参数的影响焊接过程中的加热速度、保温时间和冷却速度等参数对焊接接头的质量具有重要影响。
在铝、铜和钨的真空扩散焊过程中,需要合理控制这些参数,以获得高质量的焊接接头。
此外,还需要考虑金属的物理和化学性质对焊接过程的影响。
五、结论本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性。
通过实验发现,真空扩散焊方法能够实现这三种金属的冶金结合,获得高质量的焊接接头。
Mg_Al异种材料扩散焊界面组织结构及力学性能

94. 6
1 640
17. 34
89. 7
1 080
12. 04
480
60
0. 081
13. 21
89. 2
1 250
14. 02
73. 2
610
7. 95
475
40
0. 074
7. 03
88. 4
540
6. 11
宏观变形的情况下 ,能够获得结合紧密 、抗剪强度较 高的接头 。随着加热温度的升高界面抗剪强度呈现 先增大再降低的趋势 ,当加热温度一定时 ,随着保温 时间的提高 ,接头界面的抗剪强度也随之增加 。因 此 ,选取恰当的扩散焊工艺参数 ,可以获得结合强度 符合使用要求的 Mg/ Al 扩散焊接头 。 2. 3 扩散焊接头界面附近的显微硬度
工艺参数 加热温度 T/ ℃ 保温时间 t/ min
压力 p/ MPa
剪切面积 A/ mm2
最大载荷 Fm/ N
抗剪强度 τ/ MPa
平均抗剪强度 τ/ MPa
74. 6
820
10. 99
470
60
0. 081
9. 83
81. 4
750
8. 67
93
1 910
20. 54
475
60
0. 081
18. 94
对不同真空扩散焊工艺参数条件获得的Mg/ Al 扩散焊接头界面组织结构及强度性能进行分析 。利 用扫描电镜 (SEM) 对 Mg/ Al 扩散焊界面附近的微观
收稿日期 : 2006 - 07 - 13 基金项目 : 哈尔滨工业大学现代焊接生产技术国家重点实验室开放
课题 (04008)
组织结构进行观察和分析 ,利用 CMT5150 型微控电 子万能试验压力机和显微硬度计对不同工艺参数下 获得的 Mg/ Al 扩散焊界面的抗剪强度及界面附近各 区域的显微硬度进行测定 。对 Mg/ Al 异种材料扩散 焊接头界面组织结构及强度性能的试验分析 , 对 Mg/ Al 异种材料扩散焊工艺及焊接性的深入研究提 供了重要的试验基础 。
《2024年异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术已成为许多领域的关键技术之一。
其中,真空扩散焊作为一种可靠的焊接方法,因其具有接头强度高、工艺简单等优点,在异种金属连接中得到了广泛的应用。
本文将重点研究铝、铜和钨这三种异种金属的真空扩散焊技术,探讨其焊接性能及影响因素。
二、铝、铜和钨的物理化学性质铝、铜和钨是三种常见的金属材料,具有不同的物理化学性质。
铝具有较低的密度和良好的导电性;铜具有良好的导热性和导电性;钨则具有较高的熔点和良好的耐高温性能。
这三种金属在工业应用中常常需要相互连接,因此研究其真空扩散焊技术具有重要意义。
三、真空扩散焊原理及工艺真空扩散焊是一种通过加热、加压和保温等过程使金属原子相互扩散,从而实现焊接的方法。
在铝、铜和钨的真空扩散焊过程中,首先需将待焊金属表面清洁处理,然后置于真空环境中进行加热。
在加热过程中,金属原子获得足够的能量,开始相互扩散,形成冶金结合。
最后,通过保温和冷却过程,使焊接接头达到所需的强度和性能。
四、铝、铜和钨的真空扩散焊研究1. 焊接性能研究铝、铜和钨的真空扩散焊过程中,焊接性能受多种因素影响。
首先,焊接温度是影响焊接性能的关键因素。
适当的焊接温度可以促进金属原子充分扩散,形成良好的冶金结合。
其次,保温时间也对焊接性能产生影响。
保温时间过短,金属原子扩散不充分;保温时间过长,则可能导致接头过烧,降低接头强度。
此外,焊接压力、金属表面粗糙度等因素也会对焊接性能产生影响。
2. 影响因素分析(1) 焊接温度:焊接温度对铝、铜和钨的真空扩散焊过程具有显著影响。
适当提高焊接温度可以促进金属原子充分扩散,提高接头的强度和性能。
然而,过高的焊接温度可能导致接头过烧,降低接头的耐热性和耐腐蚀性。
(2) 保温时间:保温时间对焊接过程同样具有重要影响。
保温时间过短,金属原子扩散不充分;保温时间过长,可能导致接头过烧。
因此,选择合适的保温时间对于获得良好的焊接接头至关重要。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着科技的不断进步,异种金属之间的连接技术在工业生产中扮演着越来越重要的角色。
其中,真空扩散焊作为一种有效的连接方法,在铝、铜和钨等金属的连接中具有广泛的应用前景。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接过程及其性能特点。
二、实验材料与方法1. 实验材料本实验采用纯铝、纯铜和钨三种金属作为研究对象。
首先将这三种金属材料进行表面处理,以去除表面的氧化物和其他杂质,确保焊接质量。
2. 实验方法(1)制备焊接试样:将处理后的铝、铜和钨金属板材切割成合适大小的试样,并进行预处理,如去油、除污等。
(2)真空扩散焊:将预处理后的试样放入真空扩散焊机中,进行真空扩散焊接。
在焊接过程中,控制焊接温度、时间和压力等参数,以确保焊接质量。
(3)性能测试:对焊接后的试样进行性能测试,包括拉伸强度、硬度、金相组织等。
三、实验结果与分析1. 真空扩散焊过程分析在真空扩散焊过程中,铝、铜和钨三种金属在高温高压的条件下发生原子扩散,形成冶金结合。
其中,铝与铜之间的扩散速度较快,而钨与铝、铜之间的扩散速度相对较慢。
这主要是由于不同金属的原子结构、化学性质以及物理性质等方面的差异所导致的。
2. 力学性能分析通过对焊接后的试样进行拉伸强度测试,发现铝-铜和铝-钨的接头强度均达到了一定的水平。
其中,铝-铜接头的拉伸强度较高,而铝-钨接头的拉伸强度相对较低。
这可能与不同金属的物理性质和化学性质有关。
此外,通过对硬度测试的结果进行分析,发现接头的硬度分布均匀,未出现明显的硬度降低或突变现象。
3. 金相组织分析通过金相显微镜观察焊接接头的金相组织,发现铝、铜和钨三种金属在焊接过程中形成了良好的冶金结合。
接头的微观组织致密、无气孔和裂纹等缺陷。
同时,通过对不同参数下接头的微观组织进行比较,发现适当的焊接温度和时间对提高接头的性能具有重要意义。
四、讨论与展望本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其性能特点。
Ti_Al异种材料真空扩散焊及界面结构研究_李亚江

第15卷 第2期2007年4月材 料 科 学 与 工 艺MATER I A LS SC I ENCE &TEC HNOLOGYVo l 115N o 12Arp.,2007Ti/Al 异种材料真空扩散焊及界面结构研究李亚江1,2,S . A.G erasi m ov 2,王 娟1,马海军1,任江伟1,(1.山东大学材料液态结构及其遗传性教育部重点实验室,山东济南250061,E-m a i:l ya jl@i sdu .edu .cn ;2.莫斯科鲍曼科技大学材料科学与工程系,莫斯科105005)摘 要:采用钛板表面渗铝工艺成功地实现了T i/A l 的扩散连接,通过扫描电镜(SE M )、显微硬度、X 射线衍射等,对T i/A l 扩散焊接头区的组织结构进行了分析.试验结果表明:T i/A l 扩散焊接头区由钛侧界面、扩散过渡区、铝侧界面组成;在T i/A l 扩散焊界面附近的过渡区中可能形成T i 3A l 、T i A l 和T i A l 3金属间化合物.控制工艺参数能够减小生成的金属间化合物层的厚度.距扩散焊界面较远铝基体一侧的显微硬度为30~40HM,钛基体和过渡区界面附近没有明显的脆性相.关键词:扩散焊接;显微组织;界面;金属间化合物中图分类号:TG401文献标识码:A文章编号:1005-0299(2007)02-0206-05A study of vacuu m diffusion bondi ng and i nterface structure of T i/A l dissi m ilar m ateri alsL I Ya -jiang1,2,S . A.Gerasi m ov 2,WANG Juan 1,MA H a-i j u n 1,REN Jiang -w e i1(1.K ey Lab of L i qui d Struct ure and H eredity o fM ater i a ls ,M i n istry o f Educati on ,Shandong U niversity ,J i nan 250061,Chi na ,E -m a i :l ya jl@i sdu .edu .cn ;2.M ate rials Sc i ence and Eng i neeri ng D epart m ent ,Bau m anM oscow S tateT echn i ca lU n i versity ,M o sco w 105005,Russi a)Abst ract :T i/A l dissi m il a r m aterials w ere successfully bonded together by m eans o f vacuum d iffusion bonding after alum i n izing on the surface of T i shee.t The m icrostr ucture and phase constituent for the T i/A l d iffusion bonded jo i n t w ere analyzed by m eans of scanning electron m icroscopy (SE M ),m icrosclero m eter and X-raydiffracto m etr y (XRD ).The test resu lts i n d icated thatT i/A l d iffusion j o int inc l u ded T i side i n terface ,d iffusion transition zone and A l side i n terface .I nter m eta llics T i 3A ,l T i A l and T i A l 3w ere for m ed i n t h e transition zone near T i/A l i n terface .Con tro lling technology para m eters of diffusi o n bond i n g could reduce the thickness of in -ter m eta llics l a yer .The m icrohar dness o f the A l substrate a w ay fro m the diff u si o n i n terface w as 30~40HM.There w as no obvious brittle phase near the T i/A l i n terface of T i substrate and transition zone .K ey w ords :diffusi o n bond i n g ;m icr ostruct u re ;i n terface ;inter m etallic 收稿日期:2005-02-21.基金项目:国家自然科学基金资助项目(50375088);山东省中青年优秀科学家奖励基金资助项目(2006BS04004).作者简介:李亚江(1954-),男,教授,博士生导师.钛合金的应用涉及到许多领域,以在航空航天领域中的应用最突出[1].铝合金在飞机制造中是主要的结构材料,大部分关键承载部件(如机翼、外壳、尾翼等)由铝合金制造[2].由于钛合金和铝合金具有某些特殊的性能,T i 与A l 复合构件作为一种新型结构材料在航空航天领域及化工电解工业得到应用.T i/A l 复合结构具有稳定性好、隔热隔音和耐高温等性能,可以最大限度的发挥两种材料的特性潜力,飞机的机翼即是由钛合金的蒙皮和铝合金的蜂窝状夹层连接而成的复合结构[3].钛与铝的物理化学性质(如熔点、晶体结构、导热系数、热膨胀系数等)相差很大,特别是钛在加热和冷却时极易发生脆化,采用常规的熔焊方法实现T i 与A l 的可靠连接有一定难度[1,4,5].当达到T i 的熔点时,A l 元素烧损蒸发.T i 是活性金属,在300e 开始强烈氧化,温度越高氧化性越严重,生成T i O 2等氧化物,在焊缝中形成脆硬的T i-A l 金属间化合物脆性层,使焊缝脆化或产生裂纹[6,7].A l也极易氧化,生成致密的A l2O3氧化膜,熔点2050e,阻碍两种金属的结合.由于T i 与A l熔焊的难度很大,采用固态焊接方法实现T i/A l的可靠连接引起各国研究者的关注[8~10].本文通过在钛表面渗铝的工艺措施,实现了T i/A l 异种材料的真空扩散焊,并对扩散界面附近的组织和微观相结构进行分析,为T i/A l异种材料的应用提供试验及理论基础.1试验试验材料为工业纯钛TA2和工业纯铝1035 (L4),化学成分和热物理性能见表1.试样尺寸为53mm@53mm@3mm的板材.采用在钛板表面预先液浸渗铝的工艺,工艺参数为:加热温度720e,停留时间25m i n.渗铝溶液的配比为: 92%~94%工业纯铝,4%Fe,2%S.i渗铝层厚度为013mm.钛和铝表面的T i O2和A l2O3氧化膜将阻碍扩散焊时原子的扩散,采用稀氢氟酸(H F)清除试样表面的氧化膜.试样的处理流程为:打磨(使用M280金相砂纸)→水洗→稀氢氟酸腐蚀→水洗→丙酮清洗→干燥→装配→扩散焊.将去除表面氧化膜的钛板和铝板试样叠合在一起进行真空扩散焊,工艺参数为:加热温度540 ~610e,保温时间45~80m i n,压力515~ 1214MPa,真空度(1186~2166)@10-4Pa.T i/A l 扩散焊的工艺曲线见图1.焊后采用线切割方法在扩散焊接头处切取试样,制备成一系列金相试样.钛和铝的耐腐蚀性差异很大,采用10%HF水溶液和(15%HF+ 30%HNO3)混合溶液对T i/A l接头进行腐蚀.为了得到清晰的显微组织,同一试样的T i、A l侧要控制不同的腐蚀时间.对T i/A l真空扩散焊接头区进行金相和扫描电镜分析、显微硬度测试、X射线衍射分析,以判定T i/A l扩散焊接头区域的组织和相结构变化.X射线衍射试验采用铜靶,K A 射线,试验电压40kV,试验电流150mA.表1工业纯钛TA2和工业纯铝L4的化学成分及热物理性能金属质量分数/%T i A l Fe S i C N H O C u TA2991185-0130011501100105010150120-L4-991301350130----0105金属密度/(g#c m-3)熔点/e沸点/e比热/J#(kg#K)-1导热系数/W#(m#K)-1热膨胀系数/10-6K-1电阻率/10-68#m TA2415167735305391113188124211L42176602494934182061923182165Ⅰ、Ⅲ、Ⅴ区为加热阶段,加热速度分别为15、10、5e/m i n;Ⅱ、Ⅳ、Ⅵ区为保温阶段,保温时间分别为5、5、80m i n图1T i/A l真空扩散焊的工艺参数曲线2试验结果及分析211T i/A l扩散过渡区的显微组织T i/A l扩散焊界面两侧的耐蚀性不同,显蚀剂配比和腐蚀不当,易出现铝基体显蚀过度而钛基体显蚀不出来的情况.试验中采用10%H F水溶液对扩散接头区进行反复腐蚀,取得了良好的效果.然后采用金相显微镜和J XA-80扫描电镜(SE M)对T i/A l扩散焊接头的组织特征进行观察.钛和铝表层直接叠合在一起进行真空扩散焊时,T i/A l扩散结合界面处存在断续微裂纹,接头结合强度很低(稍用力敲击即断开),难以满足使用要求.采用先在钛板表面渗铝,然后再将表层渗铝的钛与铝进行扩散焊的工艺,可获得界面扩散结合良好的扩散焊接头.图2为扫描电镜下观察到的T i/A l扩散焊接头界面附近的显微组织和界面结合状态.T i/A l扩散焊接头区由钛侧界面、扩散过渡区、铝侧界面组成.由图2(b)可见,钛侧界面附近扩散焊后形成了一层厚度约3~10L m的白亮合金层,经判定是T i A l3和T i A l金属间化合物,这在其后的X射线衍射试验中得到证实.钛、铝侧扩散过渡区的显微组织呈等轴状分布.扩散过渡区中T i-A l化合物的形成是由于T i、A l原子扩散造成的.从钛侧至铝侧,扩散层中T i浓度逐渐降低,组织结构随之发生变化.铝含量#207#第2期李亚江,等:T i/A l异种材料真空扩散焊及界面结构研究36103%时形成C 相(T i A l 型金属间化合物);铝含量60%~64%时生成T i A l 3型金属间化合物;钛含量0115%时形成T i 在铝基体中的固溶体.T i 在铝中的溶解度很小,在665e 的转变温度下为0126%~0128%.随着温度的进一步下降,T i 的溶解度变小,当温度为20e 时,溶解度减小到0107%.过饱和的T i 在铝中析出易形成T i-A l 金属间化合物.图2 T i/A l 扩散焊接头界面附近的显微组织212 T i/A l 扩散焊界面附近的显微硬度T i/A l 真空扩散界面附近的显微硬度与其组织结构有密切关系.采用日本SH I M ADZ U 型显微硬度计对T i/A l 扩散焊界面显微硬度进行测定,载荷15g ,加载时间10s .T i/A l 扩散焊界面附近显微硬度的测定位置及显微硬度分布见图3.从图3可见,扩散过渡区的显微硬度较低(20~40HM );A l 基体的显微硬度稍高,为60~70HM;T i 基体的显微硬度最高,为130~150HM.钛基体与扩散过渡区的界面附近,没有出现由于生成化合物新相而使显微硬度升高的现象.由于T i/A l 真空扩散焊界面附近生成的化合物层的厚度很薄(仅3~10L m ),显微硬度试验测定点的对角线长度约为20L m,测定点很难准确定位在化合物层上.离界面较远处铝基体的显微硬度在30~40HM 范围变化.T i/A l 界面附近的显微硬度没有出现显著变化.图3 T i/A l 扩散焊界面附近的显微硬度分布试验结果表明,T i/A l 扩散焊界面附近的显微硬度变化符合界面两侧材料自身的特性.钛基体和扩散过渡区界面处没有明显的显微硬度增大,表明没有明显的脆性相生成.在扩散过渡区和铝基体的界面附近出现了显微硬度的升高,这是由于过渡区和铝基体之间自身硬度差别引起的,不表明有脆性相生成.213 Ti/A l 扩散焊界面的相结构对T i/A l 真空扩散焊界面附近区域的扫描电镜(SE M )观察,发现在T i/A l 扩散过渡区的钛基体和扩散过渡区的界面处形成了一层白亮的化合物新相层.为了判定这层白亮化合物层的相结构,对T i/A l 扩散焊试样进行了X 射线衍射(XRD)相结构分析.将扩散焊试样沿T i/A l 扩散界面分离开,分别对钛侧过渡区和铝侧过渡区进行X 射线衍射分析.试验测定的T i/A l 扩散焊界面钛侧过渡区的X 射线衍射图见图4(a),T i/A l 扩散焊界面铝侧过渡区的X 射线衍射图见图4(b).将试验得到的界面两侧的X 射线衍射图峰值数据与粉末衍射标准联合委员会(JCPDS)公布的标准粉末衍射卡进行对比(见表2和表3),发现在T i/A l 真空扩散焊钛侧过渡区中,形成了几种不同的T i-A l 金属间化合物.#208#材 料 科 学 与 工 艺 第15卷图4 T i/A l 扩散焊界面的X 射线衍射谱图在T i/A l 扩散焊钛侧过渡区中,钛基体一侧生成了T i A l 和T i 3A ,l 扩散焊过渡区中则可能形成T i 3A l 、T i A l 和T i A l 3金属间化合物.这些金属间化合物紧密结合在一起,在扫描电镜下很难将它们严格区分开.T i 3A l 、T i A l 和T i A l 3金属间化合物的形成是T i 、A l 元素反应扩散的结果.T i/A l 界面的接触表面存在微观不平整度,两种金属界面间存在大量的显微空洞.在扩散焊的第一阶段,这些显微空洞的收缩依赖于塑性变形机制的作用,使显微空洞附近的基体在压力作用下弯曲,并逐步压合了这些显微空洞.在随后的扩散过程中,A l 、T i 原子通过表面扩散、晶界扩散和体扩散使在第一阶段剩余的显微空洞收缩减小或逐步消失.由于晶界扩散和表面扩散的速度较体扩散快,A l 在扩散时可获得比T i 更快的扩散速度,扩散反应形成的T i A l 3向T i A l 转变的过程加快,使T i A l 3反应转变为T i A .l T i 和A l 发生扩散反应产生T i A l 的过程为:T i/A l →T i/T i A l/T i A l 3/A l →T i/T i A l/A.l 提高加热温度或延长保温时间可使T i A l 3完全转变为T i A .l 合理控制工艺参数可以减小生成的金属间化合物层的厚度,从而减小生成脆性金属间化合物的不良影响.表2 T i/A l 扩散焊钛侧过渡区X 射线衍射数据的对比测试值d /n mJ CPDS 数据T i A l T i 3A l A ld /nmhkI I /I 0d /nm hk I I /I 0d /nm hk I I /I012348------012338111100012309---01230700225---012030---012191201100---01143401142420260---011431220220113360113312215------01126901126313050112494002---0112220112241132001122522230---011170------0111692227表3 T i/A l 扩散焊铝侧过渡区X 射线衍射数据的对比测试值d /n mJ CPDS 数据T i A l 3T i A l A ld /nmhkI I /I 0d /nm hk I I /I 0d /nm hk I I /I 001430401429000215------012026------012024200470116130116892111501165011210---01143301143420470---01143122022011409---01140722020---011221---0112241132001122131124通过X 射线衍射(XRD)除了对T i/A l 扩散界面两侧的相结构进行试验判定外,还对扩散焊接#209#第2期李亚江,等:T i/A l 异种材料真空扩散焊及界面结构研究头区域的横截面进行了X 射线衍射分析.试验结果表明,在钛侧断面上检测到了金属间化合物T i A l 3和T i A ,l 而在铝侧断面上没有检测到T i-A l 金属间化合物,这证实了扫描电镜组织观察时得到的试验结果.3 结 论1)钛和铝直接进行扩散焊接头强度很低.采用先在钛板表面渗铝,可实现T i/A l 的真空扩散连接.合适的工艺参数为:加热温度540~610e ,保温时间45~80m i n ,压力515~1214M Pa ,真空度(1186~2166)@10-4Pa .2)T i/A l 扩散焊接头区由钛侧界面、扩散过渡区、铝侧界面组成.T i/A l 界面附近显微硬度符合两侧材料自身的特性.离界面较远处的铝基体一侧显微硬度为30~40HM,钛基体一侧的界面附近没有明显的显微硬度增大,没有脆性相生成.3)T i/A l 扩散焊过渡区中可能形成T i 3A l 、T i A l 和T i A l 3金属间化合物.合理控制工艺参数可以减小生成的金属间化合物层的厚度,从而减小生成脆性金属间化合物的不良影响.参考文献:[1]EY LON D,SEAGLE S R.T itan i u m techno l ogy i n t heU SA-an overv i ew [J].Journal of M ate rial Science andT echno l ogy ,2001,17(4):439-443.[2]BALABYEV P V,MO LYAR A G.N e w m a teria l s andprocess i n a i rcraft construction [J].W e l d i ng i n the W o rld ,1994,33(6):29-30.[3]郑立刚.钎焊扩散焊蜂窝结构在航空发动机中的应用[J].航空工艺技术,1991(2):34-36.[4]赵鹏飞,康慧.A l-T i 异种合金真空钎焊的焊接[J].材料工程,2001(4):25-28.[5]REN JW,L I Y J ,FENG T.M i crostructure charac teris -tics i n the i nte rface zone o fT i/A l d iffusi on bondi ng [J].M ater i a ls L etters ,2002,56:647-652.[6]胡经洪.T i/A l 的交流T I G 焊接工艺[J].焊接,2002,(5):28-30.[7]王达健,张雄飞,郭芳林.铝/钛复合氧化物的稳定相分析与Si C 键合相变[J].材料科学与工艺,2000,8(4):35-38.[8]徐国庆,曾岗,牛济泰,等.A l/T i 的扩散焊工艺[J].焊接,2000(3):21-23.[9]LU O J G,ACOFF V L.Interfac i a l reacti ons of titani umand a l u m i num during d iffusi on W e l d i ng [J].W e l d i ng Journa,l 2000,79(9):239s-243s .[10]M IS H IN Y,HER ZIG C .D iffusi on in t he T i-A l sy stem[J].A cta M a teria lia ,2000,48(3):589-623.(编辑 吕雪梅)(上接第205页)[2]VANFLETEREN R.M agnesiu m f o r auto m oti v e applica -ti ons[J].A dvanced M a teria l s and P rocesses ,1996,5:33-35.[3]AGH I ON E,BRONF I N B .M agnesiu m all oys develop -m ent tow ards the 21st century [J].M ater i a ls Sc i ence Fo ru m,2000,350-351:19-28.[4]GAL IYEV A,KA I BY S HV R,GOTTSTA I N G.Corre l a -ti on o f p lastic defor m a tion and dynam ic rec rysta lliza ti on in m agnesi u m a ll oy ZK60[J].A cta M ater ,2001,49:1199-1207.[5]GA L I YEV A,KA I BY S HV R,S AKA I T.Con tinuousdyna m ic recrysta lli zati on i n m agnesiu m a lloy [J].M ate -rials Sc i ence Fo ru m,2003,419-422:509-514.[6]BARN ETT M R.In fluence o f defor m ation conditi ons andtex ture on the h i gh te m pera t ure fl ow stress o fm agnesi umA Z31[J].Journal o f L i ght M e tals ,2001(1):167-177.[7]BARN ETT M R.R ecry sta llizati on duri ng and foll ow i nghot wo rk i ng o f m agnesi um a lloy A Z31[J].M aterials Sc i ence Foru m,2003,419-422:503-508.[8]YANG X,M I U RA H,SAKA I T.Dyna m ic nuc l ea tion o fne w gra i ns i n m agnesiu m a lloy dur i ng hot defo r ma ti on [J].M ate rials Sc i ence Foru m,2003,419-422:515-520.[9]TAN J C,TAN M J .D ynam i c conti nuous recrystalliza -ti on character i stics i n t wo stage defor m a tion o fM g -3A l -1Zn a lloy sheet[J].M a teria l Science and Eng i nee r -i ng ,2003,A 339:124-132.[10]林启权,张辉,彭大暑,等.热压缩2519铝合金流变应力特征[J].矿冶工程,2002(2):110-113.(编辑 吕雪梅)#210#材 料 科 学 与 工 艺第15卷。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
真空扩散焊作为一种重要的焊接技术,因其具有接头强度高、气密性好、焊接过程无污染等优点,在异种金属连接中得到了广泛应用。
本文以铝、铜和钨三种异种金属为研究对象,对它们在真空扩散焊过程中的行为和特性进行了深入研究。
二、研究背景及意义铝、铜和钨是工业中常用的金属材料,各自具有独特的物理和化学性质。
铝具有优良的导电性和轻质特性,铜具有良好的导热性和导电性,而钨则因其高熔点和优良的机械性能被广泛应用于高温领域。
然而,由于它们各自的物理化学性质差异较大,使得它们的连接成为一项技术挑战。
因此,研究铝、铜和钨的真空扩散焊具有重要的理论和实际意义。
三、研究内容1. 材料准备:选取合适的铝、铜和钨板材,对它们进行表面处理,如抛光、清洗等,以消除表面杂质和氧化物,保证焊接质量。
2. 真空扩散焊工艺:在真空环境下,对铝、铜和钨进行加热、保温和冷却,使它们在高温高压的条件下实现原子扩散,从而形成可靠的接头。
3. 微观结构分析:采用金相显微镜、扫描电镜等手段,对焊接接头的微观结构进行观察和分析,了解接头的组织形态和元素分布情况。
4. 性能测试:对接头进行拉伸、硬度等性能测试,了解接头的力学性能和耐腐蚀性能等。
四、实验结果与分析1. 微观结构观察:在真空扩散焊过程中,铝、铜和钨的原子在高温高压的条件下实现了有效的扩散。
在焊接接头处,三种金属元素形成了混合的冶金结合区域,其组织形态紧密,无明显孔洞或缺陷。
同时,元素分布均匀,无明显元素偏析现象。
2. 性能测试:经过拉伸测试,发现铝、铜和钨的真空扩散焊接头具有较高的抗拉强度和延伸率。
硬度测试表明,接头的硬度与母材相近,无明显硬度降低现象。
此外,对接头进行耐腐蚀性能测试,发现其耐腐蚀性能也较好。
五、结论本文对铝、铜和钨的真空扩散焊进行了深入研究。
实验结果表明,在适当的工艺参数下,三种异种金属在真空环境中能够实现有效的原子扩散,形成可靠的焊接接头。
MB2/2A12异种金属真空扩散焊及界面组织

扩散 焊属 于压 焊 的一 种 , 特别 适 合 于 性 能差 别 大 、 不 互 溶解 、 互 间易 产 生脆 性 相 的异 种 材 料 连 接 J 相 。采
用 真空扩 散 焊 实 现 镁 和 铝 的连 接 已 有 报 道 一 并 指 ,
收 稿 日期 :0 1—1 2 21 1— 1 基金项 目: 国家 自然 科 学 基 金 ( 17 2 8 ; 汉 理 工 大 学 自主 创 新 基 金 10 2 2 ) 武 (0 1—1 21 V一0 8 资 助 。 3)
一
20 ) 14 测试 焊 接 接 头 界 面处 显 微 硬 度 ; 用 电 子 探 采
过 程 的影 响 , 于 深 入研 究 镁 一铝 异 种 金 属 焊 接 工 艺 对 及 其复合 结 构 的应 用具 有重 要 的实 际意 义 。
1 试 验材 料及 方法
随着世 界经 济 的 快 速 发 展 , 源 短 缺 问题 越 来 越 资 受 到重 视 , 和 铝 因 其 在 质 量 上 的 优 势 替 代 钢 作 为 结 镁 构 件在 新 型 结 构 材 料 中应 用 越 来 越 广 泛 。镁 、 具 有 铝 熔 点低 、 度 小 、 性 好 等 优 点 , 密 塑 目前 各 种 轻 金 属 结 构 工 程 中铝仍 占据 主导 地 位 , 果 将 镁 与 铝 结 合 起 来 实 如
针 (X J A一8 0 观 察 焊接 接 头界 面元 素 浓 度 分 布 ; 10) 利 用 x射 线 衍 射 分 析 仪 ( iau U t Ⅲ) 测 焊 接 断 R gk lma 检 i
口的物 相 组成 ; 用 扫 描 电镜 ( 采 S一3 0 观 察 焊 接 断 4 0)
镁合金铝合金的固态扩散焊接探索

镁合金铝合金的固态扩散焊接探索作者:李奇峰来源:《科技资讯》 2011年第34期李奇峰(苏州华旃航天电器有限公司研究所江苏苏州 215129)摘要:本文以镁合金ZK60和铝合金7A04为研究对象,采用加入中间层锌的方式对Mg/Al 异种材料进行了扩散焊接试验,试验焊接条件在非真空环境下,焊接设备及条件相对简单,具有很高的实际工业生产利用价值。
探索性的总结出一些影响镁铝扩散焊接的因素以及有利于扩散焊接的试验工艺参数条件以及操作过程。
结果表明,Mg/Al异种材料扩散焊在焊接温度在430℃左右,焊接压力16MPa焊接时间为80min~120min能得到良好的扩散焊接头。
关键词:Mg/A1异种材料显微组织扩散焊接中图分类号:TG457文献标识码:A 文章编号:1672-3791(2011)12(a)-0081-01镁、铝是目前应用广泛的航空航天材料,具有熔点低、密度小、塑性好等优点。
由于镁合金和铝合金应用的广泛性和交叉性,以及在某些场合对其特殊性能的要求,将镁、铝及其合金连接形成复合结构十分必要。
一般的焊接方法(如MIG,TIG)很难对Mg/Al异种材料进行连接,主要是在焊接热影响区产生变形及裂纹。
扩散连接能够避免采用熔焊方法时易产生的裂纹、变形、偏析等缺陷,采用扩散焊技术实现了对Fe3Al异种材料、Ti/A1异种材料的可靠连接,但是对于Mg/A1活性金属的扩散连接目前尚未见报道。
研究镁、铝合金的扩散连接以及接头微观组织具有重要的理论及实践意义。
1 实验过程1.1 实验设备扩散焊接探索试验在自行设计制造的试验装置上进行,实验在非真空环境下进行。
它能够满足一般扩散焊接对焊接温度、压力等重要参数的控制要求。
该装置采用电阻加热方式,焊接温度用热电偶测量,试验时热电偶固定在距焊接试样约1mm处。
1.2 实验材料及准备为了获得较好的焊接条件,实验中对所需的焊接材料具有一些特殊要求同时也进行了一定工艺的处理。
本实验所使用的镁合金材料牌号为ZK60。
《异种金属铝、铜和钨的真空扩散焊研究》范文

《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接问题越来越受到关注。
其中,铝、铜和钨作为重要的金属材料,在航空航天、电子工程和能源等领域有着广泛的应用。
然而,由于它们各自具有不同的物理和化学性质,如何实现这三种异种金属的有效连接成为了一个亟待解决的问题。
真空扩散焊作为一种有效的异种金属连接技术,具有焊接质量高、接头强度大等优点。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊工艺及性能,为实际生产提供理论依据。
二、实验材料与方法1. 实验材料本实验选用纯度较高的铝、铜和钨作为研究对象。
其中,铝的牌号为XX型,铜的牌号为YY型,钨的牌号为ZZ型。
这些金属材料在实验前均经过严格的清洗和抛光处理,以保证焊接质量。
2. 实验方法(1)制备工艺:将待焊接的金属材料进行表面处理后,在真空环境下进行扩散焊。
通过调整焊接温度、压力和时间等参数,实现铝、铜和钨的异种金属焊接。
(2)性能测试:对焊接后的接头进行金相分析、力学性能测试、显微硬度测试等,以评估接头的质量及性能。
三、实验结果与分析1. 焊接温度对接头性能的影响实验结果表明,随着焊接温度的提高,铝、铜和钨之间的扩散速度加快,接头的力学性能逐渐提高。
但过高的焊接温度可能导致接头的脆性增大,影响其使用寿命。
因此,需要合理控制焊接温度,以获得最佳的接头性能。
2. 焊接压力对接头性能的影响实验发现,适当的焊接压力有助于提高接头的致密性和强度。
当压力过小时,接头的孔隙率较高,降低其性能;而当压力过大时,可能造成材料表面过度挤压,反而导致接头的强度降低。
因此,需要合理选择焊接压力,以获得良好的接头质量。
3. 扩散时间对接头性能的影响随着扩散时间的延长,铝、铜和钨之间的原子扩散程度逐渐提高,有助于提高接头的力学性能和强度。
然而,过长的扩散时间可能导致材料的晶粒长大,对接头性能产生不利影响。
因此,在保证充分扩散的前提下,应尽量缩短扩散时间。
Fe/Al异种金属扩散界面区的显微组织
的 显微 组 织 结 构 、 元 素 分 布 及 扩 散 区硬 度 分 布 进 行 试 验 研 究 。 结果 表 明 :F/ 1 种 材 料 真 空 扩 散 焊 在 不 同保 温 时 间 ,加 热 温度 = 6 eA 异 50
℃ ,压 力 强度 p 1MP = a的 条 件 下 获 得 的 焊 接 接 头 ,接 头 界 面 区形 成 了 暗 灰 色的 新 相 化 舍 物 层 , 即 生 成 了 F A eA5 脆 性 金 属 间 化 e1 ,F 2l等
加 热 ,至 5 0o 时保 温 O5h 0 C . ;然 后 以相 同 的 速率 加
和减 轻结 构 质量 ,将 铝 及铝 合金 与钢 焊 接成 为异 种金 属 结 构 ,具 有 独 特 的优 势 和 良好 的经 济 效 益 。 由 于 F e与 A 物 理 化学 性 能相 差 很 大 ,给 铝 与 钢 的焊 接带 l 来 了极 大 的 困难 。 集 中体 现 在 :A 化 学 活 性 较 强 , l
中图 分 类 号 :T 4 39 G 5.
文 献 标 志 码 :B
艺 ,从 而 可有效 地控 制金 属 间化合 物 的增长 过程 ,这
0 序 言
对 改 善 铝 合 金/ 锈 钢 异 种 金 属接 头 性 能 以 及提 高 其 不
使 用价 值 具有 重要 意义 。
铝及 铝合 金具 有 良好 的 耐蚀性 、较高 的 比强度 以
领域 得 到 普遍 应用 ¨。为 了充 分发 挥 材 料 的 固有性 能 4 ]
1 试 验 材料 及方 法
试 验 材 料 为 工 业 纯 铁 和 工 业 纯 铝 ,采 用 线 切 割 的 方法 将 材 料 加 工 成 1 5mmx 5mmx 试样 。焊 l 2mm
MgA1异种金属扩散焊接的中间层设计与界面结构控制的开题报告

MgA1异种金属扩散焊接的中间层设计与界面结构控制的开题报告一、研究背景与意义MgA1异种金属扩散焊接是将铝合金与镁合金通过扩散反应焊接在一起的一种焊接方法。
由于其具有优良的耐蚀性、强度及刚性等特性,并且具有成本低、焊接效率高等优点,因此在航空航天、汽车制造、船舶建造等领域有广泛应用。
但是,由于铝合金与镁合金在熔化温度、热膨胀系数、持久性及形变特性等方面存在较大差异,因此,在异种金属扩散焊接时易出现焊缝裂纹、气孔及界面剥离等缺陷,影响焊接品质。
因此,如何设计合适的中间层及控制界面结构,提高焊接品质是值得研究的。
二、研究内容和方法本研究将采用实验研究的方法,对MgA1异种金属扩散焊接进行中间层设计和界面结构控制的研究。
具体研究内容包括:1.中间层材料的选择和设计:在铝合金和镁合金之间选择合适的中间层材料是关键。
本研究将通过对不同材料的理论分析和实验检测,选择出最适合的中间层材料。
2.中间层厚度的控制:中间层厚度的不同会影响焊缝的性质。
因此,本研究将通过实验,探究不同中间层厚度对焊缝的影响规律。
3.界面结构的控制:界面结构是影响焊缝性质的关键因素之一。
本研究将通过对中间层热处理等方法,控制界面结构,提高焊接品质。
4.扩散反应机制的分析:扩散反应是MgA1异种金属焊接的重要过程之一,本研究将分析扩散反应机制及其影响焊接品质的因素。
三、预期成果和意义本研究的预期成果包括:1.选择最适合的中间层材料。
2.掌握中间层厚度对焊缝性质的影响规律。
3.掌握界面结构对焊缝性质的影响规律。
4.探究扩散反应的机制和焊缝品质之间的关系。
本研究对于提高MgA1异种金属焊接技术的质量和效率,促进航空航天、汽车制造、船舶建造等领域的发展具有重要意义。
《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》范文

《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》篇一Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究一、引言随着现代工业的快速发展,异种合金的焊接技术在汽车制造、航空航天等重要领域的应用日益广泛。
特别是镁(Mg)和铝(Al)两种轻质合金的焊接,因其具有优异的物理和机械性能,受到了广泛关注。
本文旨在研究Mg/Al异种合金揽拌摩擦焊接头的组织与性能,为实际应用提供理论依据。
二、实验材料与方法1. 材料选择本实验选用的材料为Mg合金和Al合金,具有不同的成分和物理性能。
2. 焊接方法采用揽拌摩擦焊技术对Mg/Al异种合金进行焊接。
该技术通过摩擦热和压力使两种金属材料在界面处达到冶金结合。
3. 实验过程详细描述实验过程,包括焊接参数的设置、操作步骤等。
三、焊接接头的组织结构1. 宏观结构通过金相显微镜观察焊接接头的宏观结构,包括焊缝、热影响区和母材等部分。
2. 微观结构利用扫描电子显微镜(SEM)和高分辨率透射电子显微镜(HRTEM)观察焊接接头的微观结构,包括晶粒形态、相组成等。
3. 相组成与分布通过X射线衍射(XRD)技术分析焊接接头中各相的组成及分布情况。
四、焊接接头的性能研究1. 力学性能通过拉伸试验、硬度测试等方法,评估焊接接头的力学性能,包括抗拉强度、屈服强度和延伸率等。
2. 耐腐蚀性能通过浸泡试验、电化学测试等方法,研究焊接接头的耐腐蚀性能。
3. 热稳定性通过高温暴露试验,研究焊接接头在高温环境下的热稳定性。
五、结果与讨论1. 组织结构分析结果详细描述实验中观察到的组织结构特点,包括晶粒形态、相组成及分布等。
2. 性能研究结果对力学性能、耐腐蚀性能和热稳定性进行定量分析,并与其他焊接方法进行比较。
3. 讨论与解释结合实验结果,分析Mg/Al异种合金揽拌摩擦焊接头的组织与性能特点,探讨其影响因素及作用机制。
六、结论与展望1. 结论总结总结本文的研究成果,包括组织结构特点、性能优势等。
2. 存在的问题与改进建议指出研究中存在的问题和不足,提出改进建议和进一步的研究方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
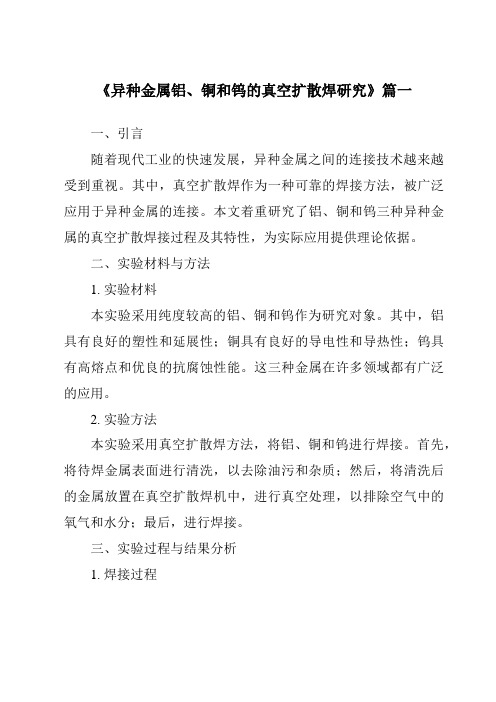
Mg/Al异种材料真空扩散焊界面区域的显微组织刘 鹏1, 李亚江1, 王 娟1, 耿浩然2 (1.山东大学材料液态结构及其遗传性教育部重点实验室,济南 250061; 2.济南大学材料科学与工程学院,济南 250022)摘 要:采用真空扩散焊技术对Mg/Al异种材料进行了焊接。
采用金相显微镜、扫描电镜(SE M)、显微硬度计及X射线衍射(XRD)对扩散界面附近的显微组织及性能进行了试验研究。
试验结果表明,Mg/Al异种材料真空扩散焊在加热温度T p=450~490℃,压力强度P=0.08~0.10MPa,保温时间t=40~60m in时能得到良好的扩散焊接头。
扩散焊界面过渡区形成了致密的新相化合物层,断口形貌呈粗糙暗灰色,以解理断裂为主并伴有脆性的混合型断口,扩散界面过渡区生成了M g Al、M g3Al2、M g2Al3等金属间化合物。
关键词:Mg/Al异种材料;显微组织;断口;真空扩散焊中图分类号:TG454 文献标识码:A 文章编号:0253-360X(2004)05-05-04刘 鹏0 序 言镁、铝是目前应用广泛的航空航天材料,具有熔点低、密度小、塑性好等优点。
由于镁合金和铝合金应用的广泛性和交叉性,以及在某些场合对其特殊性能的要求,将镁、铝及其合金连接形成复合结构十分必要,这样既可降低结构重量,又可节约材料。
例如,在航天器中的航天发动机以及零部件中可以减轻构件的质量,提高结构的性能[1,2]。
镁和铝的表面容易形成氧化膜,镁和铝的相互溶解度、熔点、线膨胀系数不同,镁还具有较大的热脆性。
一般的焊接方法(如MIG,TIG)很难对Mg/Al异种材料进行连接,主要是在焊接热影响区产生变形及裂纹[3,4]。
扩散连接能够避免采用熔焊方法时易产生的裂纹、变形、偏析等缺陷,被广泛应用于异种金属的连接。
文献[5,6]采用扩散焊技术实现了对Fe3Al异种材料、T i/Al异种材料的可靠连接,但是对于Mg/Al活性金属的扩散连接目前尚未见报道。
研究镁和铝的扩散连接以及接头微观组织具有重要的理论及实践意义。
作者采用先进的真空扩散焊工艺对Mg/Al异种材料进行了焊接。
利用金相显微镜、扫描电镜(SE M)和显微硬度计对Mg/Al真空扩散焊界面附近的微观组织结构、硬度分布及接头的断口形貌进行观察和分析。
利用X射线衍射(XRD)对扩散焊接头界面过渡区物相进行判定。
Mg/Al异种材料真空扩散焊连接的成功实现,以及对接头界面组织结构的分析,对于深入研究Mg/Al异种材料的焊接工艺及其复合结构的应用有重要的实际意义。
1 试验材料及方法试验材料为纯镁(Mg1)和工业纯铝(1070A),试验材料的主要化学成分及热物理性能见表1。
纯表1 试验材料Mg1和1070A的化学成分(质量分数,%)及热物理性能Table1 Chemical compo sition and thermo2physical per formance of Mg1and1070A 材料M g Al Cu Fe S i Zn Ni T i Cr Mn其它M g199.50—————————0.5 Al1070A—99.70.010.26——————0.03材料熔点T1/℃沸点T2/℃密度ρ/(g・cm-3)平均比热容c/(J・kg-1・K-1)热导率λ/(W・m-1・K-1)电阻率ρ/(μΩ・cm) M g1 6491090 1.741038155.5 4.2 Al1070A660.12520 2.70 917 238 2.67收稿日期:2003-11-14基金项目:国家自然科学基金资助项目(50375088);山东省自然科学基金资助项目(Y2003F05)镁(Mg1)和工业纯铝(1070A)焊接试板的尺寸均为<6mm×3mm。
焊前先将Mg1和1070A焊接试板表面的氧化膜去除,然后迭合在一起采用W orkhorse第25卷 第5期2004年10月焊接学报TRANSACTIONS OF THE CHINA WE LDING INSTIT UTIONV ol.25 N o.5October 2004Ⅱ型扩散焊设备进行真空扩散焊接。
真空扩散焊设备的加热功率45kW ,30t 双作用液压加压,试验时真空度为6.5×10-4Pa 。
文中各种测试方法所采用的Mg/Al 扩散焊接头的工艺参数为加热温度T p =450~490℃,加压强度P =0.08~0.10MPa ,保温时间t =40~60min 。
典型的Mg/Al 扩散焊工艺曲线见图1所示。
图1 Mg/Al 异种材料真空扩散焊工艺参数曲线Fig.1 Technology parameters for vacuumdiffusion bonding of Mg/Al切取Mg/Al 真空扩散焊接头试样,分别用氢氟酸和硝酸溶液进行腐蚀,其中Al 一侧用5%的氢氟酸腐蚀,Mg 一侧用5%硝酸溶液进行腐蚀。
采用金相显微镜和JX A -80扫描电镜(SE M )对Mg/Al 扩散焊接头的显微组织特征进行观察和分析,采用显微硬度计测量Mg/Al 扩散焊接头附近各区域的显微硬度,通过X 射线衍射判定界面过渡区的相组成。
2 试验结果及分析2.1 Mg/Al 扩散焊接头的显微组织特征采用金相显微镜和SE M 对Mg/Al 扩散焊接头显微组织进行观察。
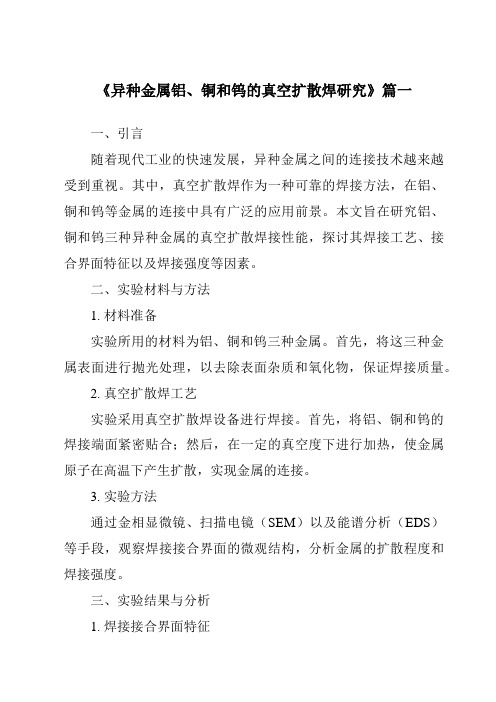
试验结果表明,Mg/Al 扩散焊接头界面区由铝侧过渡区、中间扩散区、镁侧过渡区组成(见图2)。
从图2a 中可见,扩散焊后在Mg 和Al 过渡区中形成了白亮的新相化合物层。
由Mg -Al 相图初步判断可知,在加热温度T p =450~490℃的条件下可形成Mg -Al 系金属间化合物[7]。
过渡区中新相的形成是扩散焊过程中Mg 、Al 原子的扩散,以及较长的保温时间使扩散焊接头附近的原子得到均匀而充分的相互扩散,当在界面上达到一定的浓度时发生化学反应,形成致密的中间扩散过渡层。
由图2b 可见,在Mg 基体/扩散层之间存在明显的界限,而在扩散区/Al 基体侧虽然也存在界限,但是与Mg 基体/扩散层相比较界限不是很明显。
这是由于在高温下Mg 向Al 中扩散,在靠近Al 基体侧形成了致密的新相化合物层,包括两个过程:一是两种基体的原子在高温下彼此间发生宏观迁移的过程;二是相界面处溶质原子达到一定的浓度后,发生化学反应生成新相的过程。
图2 Mg/Al 扩散焊界面区显微组织Fig.2 M icro structure in inter face zone ofMg/Al diffusion bonding 2.2 Mg/Al 扩散焊接头界面附近的显微硬度对Mg/Al 异种材料扩散焊接头的Mg 基体、扩散区和Al 基体进行了显微硬度测定,显微硬度分布如图3所示。
采用的测定仪器为日本Shimadze 型显微硬度计,载荷为15g ,加载时间10s 。
扩散焊接头的扩散区的显微硬度明显比两侧基体高,由于Mg 基体和Al 基体的物理性能相差不大,两者的硬度均较低仅为40~100H M ,扩散区的显微硬度最高,为350~600H M 。
在Mg 基体/扩散区及扩散区/Al 基体两个界面附近区域的显微硬度变化不同。
在Mg 基体/扩散区以及扩散区/Al 基体界面附近区域,都出现显微硬度升高的现象,这与金相显微镜观察到有新相生成相一致。
扩散区是由于Mg 向Al 中扩散形成的,Al 的显微硬度比Mg 高,因此在Mg 基体/扩散区及6 焊 接 学 报第25卷扩散区/Al 基体两个界面附近,扩散区的显微硬度在靠近扩散区/Al 基体侧比Mg 基体/扩散区侧高。
图3 Mg/AlFig.3 Distribution of microhardne ss in inter faceof Mg/Al diffusion bonding 2.3 Mg/Al 扩散焊接头的断口形貌利用SE M 对Mg/Al 扩散焊接头试样进行断口分析。
宏观断口的形貌呈现暗灰色,残留的中间扩散区上有非常细小的纹理。
宏观表面与最大正应力垂直,断口周围几乎没有塑性变形,断口表面粗糙呈颗粒状,具有金属光泽,断口属于典型的脆性断裂特征。
扩散焊接头断口形貌SE M 观察见图4所示。
图4 Mg/Al 扩散焊接头的断口形貌(SEM )Fig.4 Fracture morphology of Mg/Aldiffusion bonded joint 从图4a 中可见,铝侧断口存在较多的突起物和一些层状的断裂面,并存在一些解理裂纹,在铝侧有新相生成,初步判定这些新相为Mg -Al 系金属间化合物,金属间化合物出现在断口上表明裂纹可能源于金属间化合物。
镁侧断口表面较为平整呈沿晶断裂形貌,并存在一些白色点状的新相,这些新相是Mg -Al 系金属间化合物(见图4b )。
断口的局部区域上还存在一些点状和少量突起物的聚集,这些突起物表面为银白色,基体仍为暗灰色。
突起物的存在表明扩散焊界面处存在一定的机械结合区,该结合区中基体的界面没有完全消失,结合强度较金属扩散结合差。
扩散焊接头界面区的X 射线衍射射线衍射(XRD )对Mg/Al 扩散焊接头界面过渡区相组成进行判定。
试验采用铜靶K α,试验150mA 。
试验时将试样沿中X 射线衍射分X 射线衍射(XRD )结果见图5,将试验得到的X 射线衍射图谱与粉末衍射标准联合委员会(JCPDS )公布的标准粉末衍射卡进行对比,分析结果见表2。
图5 Mg/Al 扩散焊接头界面过渡区X 射线衍射图Fig.5 XRD re sult of transition zone of Mg/Al diffusion bonded joint第5期刘 鹏,等:Mg/Al 异种材料真空扩散焊界面区域的显微组织7表2 Mg/Al扩散焊界面X射线衍射的分析结果Table2 X2ray diffraction analysis re sults in inter face of Mg/Al diffusion bonding测试值粉末衍射卡数据(JCPDS)M g3Al2M gAl M g2Al3d/nm d/nm hk l I/I0d/nm hk l I/I0d/nm hk l I/I0 0.24480.2484111000.250128100———0.24080.2484111000.2391401000.23951133100 0.2405———0.239140100———0.2301——————0.229012228 0.22570.22433233——————0.21630.21542212———0.2159108210 0.2035———0.19521130———0.14990.149550100.149363400.1496141215 0.1434———0.14335650——0.1424——————0.1420141215 0.12970.125511100.13047510———0.1217——————0.1216233163 结 论(1)金相试验结果表明,Mg/Al扩散焊接头区由铝侧过渡区、中间扩散区、镁侧过渡区组成,扩散焊界面形成了致密的新相化合物层。