SMT机台每小时产量报告
smt生产车间月度统计报表全
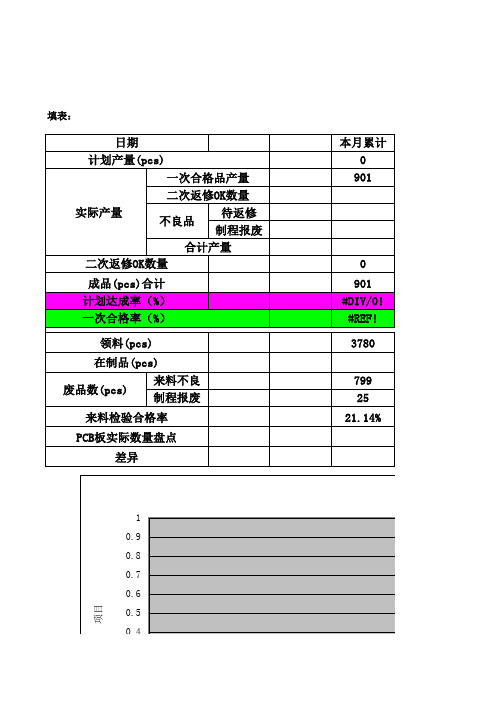
项目
本月累计 0
901
0 901 #DIV/0! #REF! 3780
799 25 21.14%
0.4 0.3 0.2 0.1
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
月份:10
xx光电科技
2楼PCB-A板
1日
2日
3日
4日
5日
6日
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
2楼PCB-A板管控表单
7日
8日
9日
10日
11日
12日
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#REF!
#REF!
#REF!
#REF!
#REF!
#REF!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0!
19日
20日
21日
2ห้องสมุดไป่ตู้日
23日
24日
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#REF!
#REF!
#REF!
#REF!
#REF!
#REF!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#REF!
#REF!
#REF!
#REF!
#REF!
#REF!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
SMT生产报表
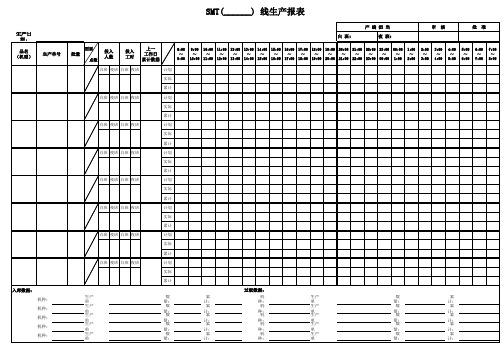
生产日 期:
品名 (机型)
生产单号
入库数据: 机种: 机种: 机种: 机种: 机种:
白 班:
产线担当 夜 班:
审核
批准
面别 批量
点数
投入 人数
投入 工时
上一 工作日 累计数据
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 18:00 19:00 20:00 21:00 22:00 23:00 00:00 1:00
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~~Biblioteka ~~9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 18:00 19:00 20:00 21:00 22:00 23:00 00:00 1:00 2:00
2:00 ~
3:00
3:00 ~
4:00
4:00 ~
5:00
5:00 ~
6:00
6:00 ~
7:00
7:00 ~
8:00
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
白班 夜班 白班 夜班
生产 单 生产 单 生产 单 生产 单 生产 单
计划 实际 累计 计划 实际 累计 计划 实际 累计 计划 实际 累计 计划 实际 累计 计划 实际 累计 计划 实际 累计 计划 实际 累计
SMT生产日报表

实结存差数备注Fra bibliotek出勤状况
应到
人
H 请假
人
H 加班
实到
人
H 旷工
异常记 录及处 理记 录:
人
H 备注
人
H
说明:
1、生产效 率=产出数 /标准产能 *实用工时 *100%
拉长:
审核:
2、稼动率 =实用工时 /投入工时 *100% 3、本表中 计时单位 为“H”
核准:
SMT生产日报表
线别: 序号
客户
机型
订单
批量
班别: 标准产能 投入工时 损失工时 实用工时 产出数
日期: 不良数 生产效率 稼动率 良率
累计产出
备注
机型 不良数 假焊
连锡
不良统计
少件
侧立
立碑
偏位
其他
机型
抛料统计 料号 抛料数
损失工时明细 抛料率 损失原因 损失工时 确认人
产线结存 机型 前班结存 本班产出 本班转出 累计转出 应结存
SMT统计分析方法五SMT设备生产能力分析表

1 - C 檢討作業時間
0.13S/CHIP 0.13S/CHIP 0.35S/CHIP
檢討機種
177tty(ic)
(1190)275s (1190)270s (455)255s
81
35 2835 800S
設備構成
設備名
DEK I8
YG200
CP45FS CP45NEO KING-8820M
理論作業時間
无
CP60
CP40
CP40
SAMSUNG
0.12S/CHIP 0.22S/CHIP 0.22S/CHIP
0.23S/CHIP 0.45S/CHIP 0.45S/CHIP
8
216
102S
8
216
130S
0.08S/CHIP 0.193S/CHIP 0.179S/CHIP
1 - D 檢討作業時間
0.13S/CHIP 0.39S/CHIP 0.35S/CHIP
檢討機種
100tty(ic)
(560)76s (560)70s (140)77s
36
35 1260 223S
設備構成
設備名
DEK I8
YG200
檢討機種 ATAD10 3.0
(120)55S (96)57S
27
設備構成
設備名
半自动
CP45F
CP40
X
GHale Waihona Puke -800理論作業時間0.193S/CHIP 0.22S/CHIP
2 - B 檢討作業時間
0.39S/CHIP 0.45S/CHIP
檢討機種 ATAD10 3.0
(120)63S (96)67S
CP45FS CP45NEO GS-800
SMT设备产能评估
S M T设备产能评估 Document number:PBGCG-0857-BTDO-0089-PTT1998
SMT设备产能评估报告
PCB板焊点计算方式
影响贴片机生产效率的因素有:
1、生产线转产停机,中途换料停机
2、元件影像报错停机(如:元件引脚变形、缺脚、损坏、错料等),
3、工程调机(如元件更换包装、结构不一致、方向改变)
4、生产线不平衡(包括:贴片程序未优化、PCB设计未优化、设备配置未优化等)
5、试产调机
6、设备故障停机
7、排产不合理,无生产计划停机
各平台机型产能评估(一天只生产一款机型)
不带GPS产能评估
CA1501G各PCB板焊点明细表:
CA3633G各PCB板焊点明细表:
K5026G各PCB板焊点明细表:
CA1615G各PCB板焊点明细表:。
SMT试产报告

部门:SMT
时间:2015/04/20
报告人:周海洋
一:试产状况
机种料号:
试产时间:
新产品承接checklist确认人:
试产随线人员:
试产线别:
客户
试产机台配置:
印刷机
高速机
回焊炉
炉后AOI
1.1制造文件:
NO
检查项目
OK
NG
问题描述
1
BOM
2
零件位置图
3
零件置放位置
4
barcode黏贴方式
3
零件包装良好?
4
没有手焊零件?
5
是否需要辅助治具
二:试产跟进
站位
内容
结果及说明
印刷站
钢板与PCB匹配性
Ok
NG
锡膏厂商型号
钢板版本
顶针设计
有否摆放合理
刮刀
钢刮刀塑料刮刀
机台参数设定
印刷速度
mm/s
脱离速度
mm/s
刮刀角度
°
脱离间隙
mm
刮刀压力
KG
手动清洁频率
pcs
自动清洁频率
pcs
印刷效果确认
印锡很标准印锡有毛刺印锡有偏位其它
5
制造文件数据正确明了?
1.2替代料使用情形
项次
零件名称
BOM料号
主用料料号
使用代用料料号
1
2
3
1.3实际用料与BOM差异使用情形
项次
零件名称
BOM料号
BOM定义用量
实际用量
对策
1
2
1.4手摆零件:
项次
零件名称(料号)
SMT产能分析表

0
0
0
12.76
13.92
357.28
382.8
5 S5线 0
0
1
0
0
0
0
1
0
0
22.0
24.0
616.0
660.0
合计
2
1
1
1
2
9
0.58
1
0.85 1.84 291.94 318.48
8174.32
8758.2
按 机 器 拆 算
结 论: 要 达 到 每
主板平均点数(点/台机器) 350点-双层单面板 580点-双层双面板 35点-无铅电源板
24.0
616.0
660.0
合计
2
1
1
1
1
3
0.58
1
0.85 0.92 139.7
152.4
3911.6
4191
主板平均点数(点/台机器)
面板及卡板平均点数(点/台机器)
日产能(台)
月产能(台)
按
机
350点-双层单面板
50点
3492.5 3810.0
97790.0
104775.0
器
拆
580点-双层双面板
1 S1线 1
0
0
0
1 1.5
0
0
0 0.92 53.24
58.08
1490.72
1597.2
2 S2线 1
0
0
1
0 1.5
0
0
0.85 0
51.7
56.4
1447.6
1551.0
3 S3线 0
关于SMT产能的综合评估
关于产能的综合评估我们公司现有的的生产能力,在一定时期内是相对稳定的;但是,随着生产的发展和技术组织条件的变化,生产能力也会相应地发生变化。
充分掌握我们的生产能力是一项十分重要的工作,它不但为公司制定计划提供了依据,而且还可以了解我们现有各个生产环节和各类生产设备之间的比例关系是否恰当,从而帮助找到其中的薄弱环节,解决日后生产的关键问题。
我认为生产能力分为以下三种:(1)潜在能力:指最高管理部门预期在将来可能具有的生产能力;(2)现实能力:在本预算期内可能实现的生产能力;(3)有效能力:在本预算期内已经投入使用的生产能力。
现在我以“xxxx”和“xxxxxxxxxx”来来谈谈我们公司的有效生产能力在2006年度我们面临的不能说只是一个喜尔空调,我们的产品也不可能在一年365天内均匀生产,我们的工作时间也不可能会365天工作制。
要在新的一年里完成更大的工作任务,比方说是喜尔类型产品要在八个月的时间内完成30000套的生产任务,我认为需提高我们生产能力,建议从以下几方面入着手:1.改善设备的时间利用改善设备的时间利用,也就是减少设备的停歇时间,提高设备的实际利用时间。
主要措施如下。
A:搞好设备的维修保养工作,采用先进的设备修理方法,提高维修质量,严肃设备的修理制度;合理地安排修理计划,尽量利用节日、假日及班后时间进行设备检修;B:加强生产作业准备工作及辅助工作,减少停机次数;C:加强生产作业计划和调度工作,使生产的各个环节衔接紧密,组织均衡生产;D:提高产品质量,降低不合格品率,减少设备和劳力的无效工作时间;E:改进工作班制度(倒班),尽量做到一、设备24小时利用,二、交班不停机。
2.设备的利用强度A:改进产品结构,提高结构的工艺性;B:提高产品的“三化”(即系列化、标准化、通用化)水平,对标准件、通用件的生产尽量采用高效的专用工艺装备(如专用的检验设备,成型设备等);C:采用先进的工艺和操作方法,(如喜尔产品加工红胶工艺,执行波峰工艺等);D:改进设备和工具,用机械化操作代替体力劳动和手工操作,用自动化作业代替一般的机械化操作;E:充分利用设备的尺寸、功率和工位等技术特性;F:提高工人的文化技术水平和技术熟练程度(提高焊接速度、编程速度、提高人员素质和工作的积极性)。
PCBA白夜班每小时产能

每小時產量 B面 T/U 實際 178 188 206 168 200 180 目標 206 171 103 172 218 268 實際 169 168 69 172 221 264 目標 206 171 103 172 218 268 F/T 實際 169 168 69 172 221 264
DIP:待板
Байду номын сангаас
生產異常狀況
品質異常
Overall FPYR(%) SMT DIP
X751LA
08:30-09:30
225
91.80%
68.10%
X751LA X751LA X751LA X751LA X751LA
09:30-10:30
225 225 225 225
186 217 205 169
225 225 225 225
每小時產量 B面 T/U 實際 161 192 202 205 197 209 目標 264 220 219 124 260 263 實際 161 240 191 157 206 203 目標 264 220 219 124 260 263 F/T 實際 161 240 191 157 206 203
70.70% 142.90% 109.70% 92.20% 115.40% 105.70%
09:30-10:30 10:30-11:30 11:30-12:30 12:30-13:30 13:30-14:30 14:30-15:30 15:30-16:30 16:30-17:30 17:30-18:30 18:30-19:30 19:30-20:30
B面:B6-TBL3報減震器錯誤異常計5' DIP:人力調配人員技能TRAINING10' F/T測試藍屏累計 影響計8'(PE糜波) B面:B5-TBL4報吸頭異常計5'(羅飛) B5-113A報吸著錯 誤計2'(PD蕭陽來) DIP:清理P/R WIP板22PCS故超標42.9 B面:B2-TBL1報接頭異常計4'(羅飛)
关于设备产能小时通报格式

关于设备产能小时通报格式设备产能小时通报是一种非常重要的生产管理工具,它可以帮助企业实时掌握设备的产能状况,及时发现和解决生产中出现的问题,提高生产效率和产品质量。
下面是一份关于设备产能小时通报的格式,供大家参考:设备产能小时通报日期:XXXX年XX月XX日设备编号:XXXXX生产线名称:XXXXX班次:XXXX生产计划量:XXXX生产实际量:XXXX设备压力:XXXX生产效率:XXXX故障停机时间:XXXX计划维修时间:XXXX实际维修时间:XXXX设备运行稳定性:XXXX备注:1.生产计划量:指当班次内该设备应生产的产品数。
2.生产实际量:指当班次内该设备实际生产的产品数。
3.设备压力:指设备在当班次内的正常运行状态。
4.生产效率:指当班次内该设备的生产效率。
5.故障停机时间:指当班次内该设备因故障导致的停机时间。
6.计划维修时间:指预计对该设备进行维修的时间。
7.实际维修时间:指实际对该设备进行维修的时间。
8.设备运行稳定性:指该设备在当班次内的运行稳定性。
9.备注:可以填写设备运行中出现的特殊情况或需要注意的事项。
以上就是一份设备产能小时通报的格式,生产管理人员可以根据实际情况进行适当修改和调整,以便更好地适应企业的生产管理需求。
同时,在填写设备产能小时通报时,还需要注意以下几点: 1.准确填写各项指标。
各项指标要准确反映设备的生产状况,以便对生产过程进行及时调整和优化。
2.及时上报问题。
如果设备出现故障或其他问题,需要及时上报给生产管理人员,以便及时解决问题。
3.加强运行维护。
设备的运行稳定性对生产效率和产品质量有很大的影响,所以需要加强设备的运行维护,确保设备能够正常运行。
通过以上几点的注意事项,可以更好地利用设备产能小时通报这一工具,提高企业的生产管理水平,为企业的发展打下坚实的基础。
SMT设备产能评估

SMT设备产能评估报告
PCB板焊点计算方式
影响贴片机生产效率的因素有:
1、生产线转产停机,中途换料停机
2、元件影像报错停机(如:元件引脚变形、缺脚、损坏、错料等),
3、工程调机(如元件更换包装、结构不一致、方向改变)
4、生产线不平衡(包括:贴片程序未优化、PCB设计未优化、设备配置未优化等)
5、试产调机
6、设备故障停机
7、排产不合理,无生产计划停机
各平台机型产能评估(一天只生产一款机型)
不带GPS产能评估
精选范本
CA1501G各PCB板焊点明细表:
精选范本
CA3633G各PCB板焊点明细表:
K5026G各PCB板焊点明细表:
CA1615G各PCB板焊点明细表:
精选范本。
SMT生产力分析
SAMSUNG
(SMT C)
SAMSUNG
(SMT D)
6
5
1
1043
400
5217
2000
SAMSUNG
(SMT E)
6421源自434004174
1600
JUKI
KE-2050M
4
4
0
1748
720
6990
2880
JUKI
KE-2060M
5
4
1
1582
626
6330
2504
JUKI
KE-2070M
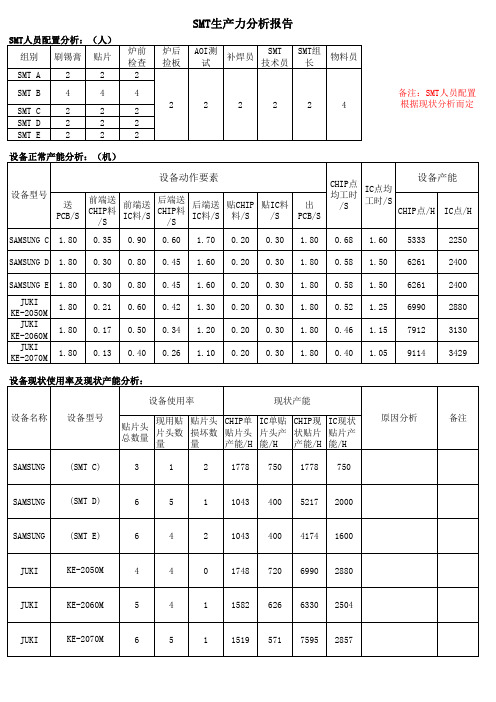
设备现状使用率及现状产能分析: 设备现状使用率及现状产能分析: 设备使用率 设备名称 设备型号 现状产能 原因分析 备注
现用贴 贴片头 CHIP单 IC单贴 CHIP现 IC现状 贴片头 片头数 损坏数 贴片头 片头产 状贴片 贴片产 总数量 量 量 产能/H 能/H 产能/H 能/H 3 1 2 1778 750 1778 750
6
5
1
1519
571
7595
2857
SMT生产力分析报告 SMT生产力分析报告
SMT人员配置分析:(人) SMT人员配置分析:(人 人员配置分析:( 组别 SMT A SMT B SMT C SMT D SMT E 刷锡膏 2 4 2 2 2 贴片 2 4 2 2 2 炉前 检查 2 4 2 2 2 2 2 2 2 2 4 炉后 捡板 AOI测 试 补焊员 SMT 技术员 SMT组 长 物料员
备注:SMT人员配置 根据现状分析而定
设备正常产能分析:(机 设备正常产能分析:(机) :( CHIP点 IC点均 均工时 前端送 后端送 工时/S 前端送 后端送 贴CHIP 贴IC料 CHIP料 CHIP料 出PCB/S /S CHIP点/H IC料/S IC料/S 料/S /S /S /S 0.35 0.30 0.30 0.21 0.17 0.13 0.90 0.80 0.80 0.60 0.50 0.40 0.60 0.45 0.45 0.42 0.34 0.26 1.70 1.60 1.60 1.30 1.20 1.10 0.20 0.20 0.20 0.20 0.20 0.20 0.30 0.30 0.30 0.30 0.30 0.30 1.80 1.80 1.80 1.80 1.80 1.80 0.68 0.58 0.58 0.52 0.46 0.40 1.60 1.50 1.50 1.25 1.15 1.05 5333 6261 6261 6990 7912 9114
smt机台操作个人工作总结

smt机台操作个人工作总结在过去的一段时间里,我有幸参与了SMT机台的操作工作,并通过不懈的努力,逐渐熟悉了机台的操作流程和相关知识。
在这段时间里,我深有体会,也取得了一些成果,下面是我对这段时间工作的总结和反思。
首先,通过对SMT机台的操作,我深刻理解了,作为操作人员,我们需要对设备的前期准备工作做到位。
例如,需要对设备进行日常的检查和维护工作,确保机台的正常运转。
此外,还需要对生产原料进行检验和确认,做好生产前的准备工作,以确保生产过程的顺利进行。
其次,我在操作机台的过程中,也学到了一些技巧和经验,例如对贴片工艺和焊接工艺的熟练掌握,合理的设定和参数调整,以及对机台故障的排查和处理等。
这些技巧和经验,让我在实际操作中更加得心应手,提高了工作的效率和准确性。
另外,通过这段时间的工作,我也意识到了一些需要改进的地方,比如对设备的保养和维护工作还需要更加细心和耐心,对故障的排查和处理还需要更加深入和全面。
同时,还需要不断学习和积累相关的知识和经验,以提升自己的专业水平。
总的来说,这段时间的SMT机台操作工作让我受益匪浅,不仅提高了我的技术水平和操作能力,也让我深刻领悟到了设备操作中的细节和重要性。
我相信,在今后的工作中,我会继续努力,不断提升自己,为公司的发展贡献自己的力量。
在SMT机台操作的个人工作总结中,我不仅仅学习了技能,还养成了良好的工作习惯和态度。
在机台操作中,我意识到了严谨性、耐心和责任心的重要性。
每项工作都需要我全神贯注地进行,以确保工作质量和效率。
我也学会了与团队成员合作,共同解决问题,推动生产工作的顺利进行。
在操作机台的过程中,我还加深了对质量管理的认识。
我清楚了解到,质量是生产的生命线,必须严格把控每一个环节,确保产品的质量达到标准。
我学会了如何进行质量检验,如何发现和解决质量问题,以及如何做好记录和汇报工作。
这些质量管理的知识和经验,让我在工作中更加得心应手,也更有信心应对各种问题和挑战。