华中数控车削系统抛物线宏程序编制实例解析
华中数控车宏程序加工实例分析
2018年23期工艺创新科技创新与应用Technology Innovation and Application华中数控车宏程序加工实例分析李元博(河南省经济管理学校,河南南阳473000)数控车床对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线、双曲线和渐开线等一些非圆曲线构成的回转体曲面,手工编程具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,虽然可以凭借CAD/CAM 软件自动编程,但是程序条数太多也导致了加工中的不方便,而使用宏程序能极大地简化编程,精简程序,同时宏程序可以完成图形一样,尺寸不同的系列零件加工,灵活运用宏程序,不仅可以方便简捷地进行二次曲线编程,提高加工效率,所以宏程序在数控大赛中也屡见不鲜。
1华中宏程序知识华中世纪星HNC-21T 宏程序功能是一种具有计算能力和决策能力的数控程序。
宏程序具有如下些特点:(1)使用了变量或表达式同时具有计算能力,例如:G01Y[50*SIN[3]]。
(2)使用了程序流程控制,华中数控系统有两种流程控制命令:a.IF-ENDIF ,条件成立执行IF 与ENDIF 之间的程序,不成立就跳过。
其中IF 、ENDIF 称为关键词,不区分大小写。
IF 为开始标识,ENDIF 为结束标识。
b.WHILE-ENDW ,条件成立执行WHILE 与ENDW 之间的程序,然后返回到WHILE 再次判断条件,直到条件不成立才跳到ENDW 后面。
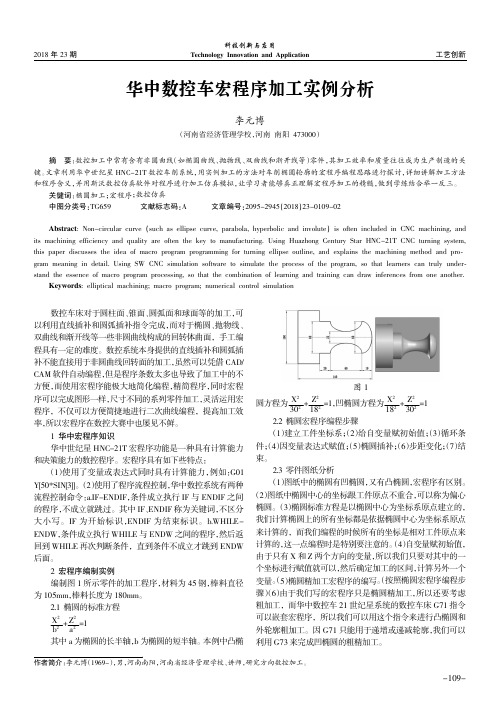
2宏程序编制实例编制图1所示零件的加工程序,材料为45钢,棒料直径为105mm ,棒料长度为180mm 。
2.1椭圆的标准方程X 2b 2+Z 2a 2=1其中a 为椭圆的长半轴,b 为椭圆的短半轴。
本例中凸椭圆方程为X 2302+Z 2182=1,凹椭圆方程为X 2182+Z 2302=12.2椭圆宏程序编程步骤(1)建立工件坐标系;(2)给自变量赋初始值;(3)循环条件;(4)因变量表达式赋值;(5)椭圆插补;(6)步距变化;(7)结束。
专门华中系统 宏程序编程讲解
图6.
(图6)
铣圆弧斜边岛屿,Φ16立铣刀
• • • • • • • • • • • • • • • • • • • • • • • • 6. 铣圆弧斜边岛屿,Φ16立铣刀 O0001: (G18XZ平面) G54 G17 G40 G69 G80 G49 G90; M03 S1500 G00 X0 Y0 Z100; G0 X44 Y-22; Z-10; #1=0; WHILE[#1LE12]; 加工12次 G90 G01 X43; G18 G02 X23 Z-2 R60; G18平面 G01 X-23; G02 X-43 Z-10 R60; G01 X-44; G91 Y2; Y轴递增2mm G90 G01 X-43; G03 X-23 Z-2 R60; G01 X23; G03 X43 Z-10 R60; G01 X44; G91 Y2; #1=#1+1; 重覆1次 ENDW; G90 G0 Z100; M30;
• • • • • • • • • • • • • • • • • • •
【凹球】精加工:铣SR20半球体(凹球),Φ10球刀:(角度编程) O0001: G54 G17 G40 G69 G80 G49 G90; M03 S1500 G00 X0 Y0 Z100; Z0; #1=0; 起始角 #2=90; 终止角 #3=5; 球刀半径 #4=20; 圆球半径 WHILE[#1LE#2]; 判断角度是否已到达90度,当条件不满足时退出循环体 #5= [#4-#3]*COS[#1*PI/180]; 圆球起点X轴点的坐标计算 #6= [#4-#3]*SIN[#1*PI/180]; 圆球起点Z轴点的坐标计算 G01 X[-#5] Y0 Z[-#6-#3] F1000; 进给至圆球面的X、Y、Z、轴起点位置 G03 I[#5]; 整圆铣削加工 #1=#1+3; Z轴每次增加量,增加量为每次3度 ENDW; 循环结束体 G0 Z100; M30; 例:在平面工件上加工凹球曲面(用宏程序编辑)采用:用平底键槽刀螺旋线加工,完成粗加工;用球刀完成精加 工。注意,为了保证粗加工余量的均衡,以螺旋线半径为循环条件的判断,使每循环一次的径向变化为均值,另为 了保证精加工余量,粗加工时高度固定保持抬高一定值。精加工使为了保证扇形误差的均匀,以圆心角为循环条件 的判断。
数控车宏程序编程讲解

矩形螺纹
刀具
• 12. [矩形螺纹].
• 编程:
• O0001:(主程序) O0002: (子程序)
• N1 T0202 G99; G0 U–0.3; G0 U10; U–10;
• N2 M3 S200;
G32 Z–55 F12; Z14; M99;
• N3 G0 X82 Z12; G0 U10;
数控车床(宏程序)编程
特形零件练习
正切曲线方程:
椭圆
抛物线方程:
椭圆
双头螺纹.
材料:45#刚. 毛坯: 50*140.
华中系统(宏程序)编程
• 1. 图1.
方向
右偏刀
1.
• 抛物线方程:– X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; (X轴的起点) • N2 WHILE #1 LE [10]; (X轴的终点). • N3 #2= – #1*#1/10; (抛物线的公式) • N4 G01 X[2*#1] Z[#2]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (X轴的增量) • N6 ENDW; (调用返回) • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; (Z轴的起点) • N2 WHILE #1 LE [10]; (Z轴的终点) • N3 #2= SQRT[#1*10]; (抛物线的公式) • N4 G01 X[2*#2] Z[–#1]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (Z轴的增量) • N6 ENDW; (调用返回)
图2.
方向
图2
右偏刀
• 2. 抛物线方程:–X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= – #1*#1/10; • N3 G01 X[2*#1] Z[#2]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2; • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= SQRT[#1*10]; • N3 G01 X[2*#2] Z[–#1]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2;
基于华中系统数控车宏程序编程实例

Unit 10 Money高考试卷分块专练练一阅读理解提速练限时35分钟第一节(共15小题;每小题2分,满分30分)AThis year promises to be an exciting one for technology and science. There's a lineup of great products for you to look forward to.The AirBoard 1.0The AirBoard 1.0 is a fantastic new way to get around. The board works when you step onto the pressure pads (垫): to turn, all you have to do is move your weight to the left or right. It takes only one hour to be fully charged. Its increased fame among famous people has made it one of the most popular new kinds of technology.The MiitoThe Miito kettle is designed to heat up the water in any container. You can fill a cup with the right amount of water and place it onto the kettle. After placing the heating rod (棒) into the water, the rod would heat up and so would the water. More importantly, the product doesn't only save water. It also saves electricity, not to mention time waiting for water to boil.The Oculus RiftHave you ever wished you could walk through the world of your games, seeing things as your characters would? Well, now you can. This clever headset Rift allows you to see the world of your games in 3D.The Click & GrowAre you the kind of person who enjoys using herbs and spices when cooking? The Cl ick & Grow makes sure that you always have fresh and wellgrown herbs or other plants whenever you need them. It is selfwatering, and it also has an LED light that makes sure the plants grow fast and healthy.语篇解读:本文为应用文。
华中数控机床编程简单例子

华中数控机床编程简单例子数控机床编程是现代制造业中一项重要的技能。
华中数控机床是一家专业从事数控机床研发与生产的公司,他们的产品质量稳定可靠,使用方便。
下面我将为大家介绍一些华中数控机床编程的简单例子,帮助大家更好地理解和应用这一技能。
例子一:圆形轮廓加工首先,设定工件坐标系的原点,即零点。
然后,选择加工刀具和切削速度。
接下来,编写程序,使机床按照设定好的参数进行切削操作。
对于圆形轮廓加工,我们可以使用G代码来描述所需的切削路径,例如G01表示直线加工,G02表示顺时针圆弧加工,G03表示逆时针圆弧加工。
通过设定起点和终点坐标、半径或角度,机床就能够按照指定轨迹进行切削操作。
例子二:螺纹加工螺纹加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点,并指定切削起点和方向。
接下来,编写程序,使用G代码描述螺纹加工的路径。
在华中数控机床中,常用的螺纹加工指令是G33/G34。
通过设定螺纹的直径、螺距和切削方向,机床就能够按照指定的参数进行螺纹加工。
例子三:孔加工孔加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点。
接着,编写程序,使用G代码描述孔加工的路径。
在华中数控机床中,常用的孔加工指令是G81/G83。
通过设定孔的起点坐标、深度和进给方式,机床就能够按照指定的参数进行孔加工。
总结起来,华中数控机床编程提供了丰富的功能和指令,使得数控机床能够完成复杂的加工任务。
通过学习和应用这些编程技巧,我们可以更高效地完成各种加工任务。
希望以上简单例子能够帮助大家更好地理解和应用华中数控机床编程技能。
华中数控铣床宏程序实例
G18G01X[#2]Z[#3]
#5=#2
WHILE#5GE2
G17G01X[#5]
#6=0
WHILE#6LT360
#7=#5*COS[#6*PI/180]
#8=#4*SIN[#6*PI/180]
G01X[#7]Y[#8]
#6=#6+1ENDW
#5=#5+5
ENDW
G54G00X0Y0Z50
M3S1500
Z3
G01Z0F250
#1=90
WHILE#1GE0
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]-30
G18G01X[#2]Z[#3]
#4=#2
WHILE#4LT43
G17X[#4]
G02I[-#4]
#4=#4+5
ENDW
G01X[-#2]
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
G18G01X[#2]Z[#3]
#4=#2
WHILE#4GE0
G17G01X[#4]
G02I[-#4]
#4=#4-5
ENDW
G01X[#2]
#1=#1+1
ENDW
G00Z50
M30
(精铣)
G54G00X0Y0Z50
M03S1500
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
基于华中数控车削系统公式曲线宏程序编程应用

图2 含 三次 曲线轮 廓 的零 件 图
值 为一 。如 图3 示 ,选 定抛 物 线 段 的z 8 所 坐 标 为 自 变 量 # , 起 点 s z 标 为 2 的 坐
z= 56 6 终 点 T z 标 为 z = .。 则 l .2 , 的 坐 16
一
个 都 可 以被 定义 为 自变 量 。
很熟 悉 。例如 用数 控 车 床 加工 公 式 曲线轮 廓 时 ,常 需要 使 用 宏 程 序 ,而 对 很 多 数 学
1 . 2一般选择变化范围大 的一个作为
自变 量 ,如 图l 。椭 圆 曲线 从起 点s 终 点 N
和高级语言基础较差的数控加工操作者往
有 三 次 开方 函数 在 宏程 序 中不方 便 表达 。 1 . 了 表 达 方 便 ,在 这 里 将 和 x 4为 坐 标 相 关 的 变 量 设 为# 、# 1 1 等 ,将和 1 l 、# 2 z 标 相 关 的 变 量 设 为 # 、舟 l 2 等 。 坐 2 2 、# 2 实 际 中变 量 的定 义 完 全 可 根据 个 人 习惯进 行 定义 。
工 ,是 现 代数 控 系统 一个 重要 的 新 功能 和
新 方 法 ,也是 数 控技 能 大赛 实 操 考 试 中主 要 考核 点之 一 。但是 ,在 生 产 实践 中 ,人
们 对数 控 宏 程 序 编程 的普 及 和应 用 还 不 是
11 数 控 车 床编 程 中通 常 有x 两 .在 和z 个 坐标 值 ,在 公式 曲线 中 的x 坐 标 任意 和z
往 很难 掌 握好 。 因此, 以配置 华 中世 纪 星数 控 车 削 系统 为 例 ,介 绍 车 削公 式 曲 线宏 程
数控车床华中系统用户宏程序编程

#1=f(#2) (函数变换:确定因变量#1(X)相对于自变量 #2(Z)的宏表达式)
#11=±#1+ΔX (计算工件坐标系下的X坐标值#11:编程中使 用的是正轮廓,#1前冠以正,反之冠以负;ΔX为公式曲线自身 坐标原点相对于编程原点的X轴偏移量。)
#22=#2+ΔZ (计算工件坐标系下的Z坐标值#22:ΔZ为公式曲 线自身坐标原点相对于编程原点的Z轴偏移量)
2、如何确定自变量的起止点的坐标值
如图1所示,选定椭圆线段的Z坐标为自变量#2, 起点S的Z坐标为Z1=8,终点T的Z坐标为Z2=-8。则 自变量#2的初始值为8,终止值为-8。
2、如何确定自变量的起止点的坐标值
如图2所示,选定抛物线段的Z坐标为自变量#2 ,起点S的Z坐标为Z1=15.626,终点T的Z坐标为 Z2=1.6。则#2的初始值为15.626,终止值为1.6 。
下起始点的坐标值)
WHILE #1 GE X2 (自变量#1的终止值X2:X2是公式曲线自身坐 标系下终止点的坐标值)
#2=f(#1) (函数变换:确定因变量#2(Z)相对于自变量 #1(X)的宏表达式)
#11=±#1+ΔX (计算工件坐标系下的X坐标值#11:编程使用 的是正轮廓,#1前冠以正,反之冠以负。ΔX为公式曲线自身坐 标原点相对于编程原点的X轴偏移量。)
(2) 常量 PI:圆周率π;TRUE:条件成立(真);FALSE:条件不成立(假)
2、 运算符与表达式
(1) 算术运算符:+,-,*,/ (2) 条件运算符:EQ(=),NE(≠),
GT(>),GE(≥),LT(<),LE(≤) (3) 逻辑运算符:AND,OR,NOT (4) 函数:SIN(正弦),COS(余弦), TAN(正切),ATAN(反正切),ABS(绝对值)INT
基于华中系统宏程序在抛物线旋转轮廓类零件中的应用
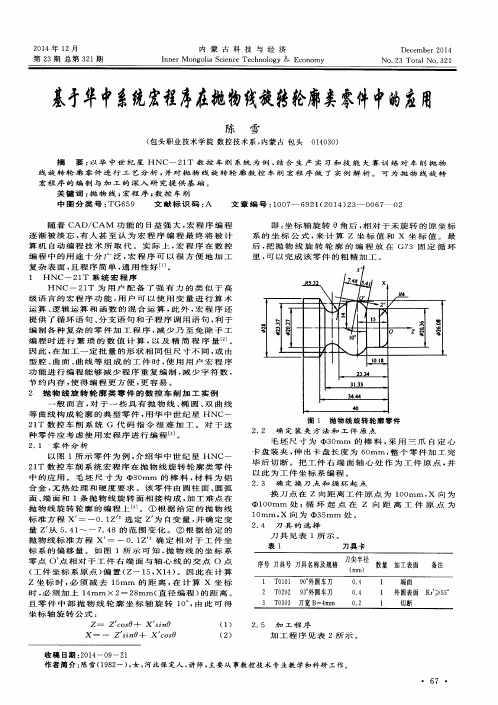
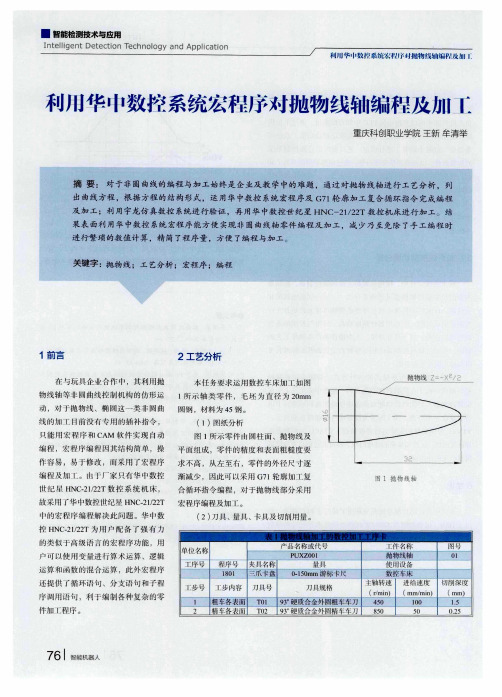
毛 坯 尺 寸 为  ̄3 0 mm 的 棒 料 , 采 用 三 爪 自 定 心 卡盘 装夹 , 伸 出卡盘 长度 为 6 0 mm, 整 个 零 件 加 工 完 毕 后 切 断 。把 工 件 右 端 面 轴 心 处 作 为 工 件 原 点 , 并
以此 为工件 坐标 系 编程 。
2 . 3 确 定 换 刀 点 和 循 环 起 点
量 Z 从 5 . 4 1 ~一7 . 4 8 的 范 围 变 化 。 ② 根 据 给 定 的
抛 物 线 标 准 方 程 X 一 一0 . 1 Z 确 定 相 对 于 工 件 坐
型腔 、 曲面 、 曲线 等 组 成 的 工 件 时 , 使 用 用 户 宏 程 序 功 能进 行 编程 能够减 少程 序重 复编 制 , 减 少字 符数 ,
n 高 、 厂 I / J r - 、 , l Z , 笔
d
鬈
,
, 、 I O " _ 一 L O z 蓉 l I 霉
、 、 L /
l O I 8
23 . 3 I
节 约 内存 , 使 得 编程更 方便 , 更容 易 。
3 I . 3 3
3 4 . 4 4
柏
2 抛 物 线 旋 转 轮 廓 类 零 件 的 数 控 车 削 加 工 实 例
一
般 而 言 , 对 于一 些具 有 抛 物 线 、 椭 圆 、 双 曲 线
换 刀 点 在 z 向距 离 工 件 原 点 为 1 O O mm , X 向 为 1 O O mm 处 ; 循 环 起 点 在 Z 向 距 离 3 2件 原 点 为 1 O mm , X 向 为 3 5 mm 处 。
2 . 4 刀 具 的 选 择
标 准方 程 X 一 一0 . 1 Z忱 选 定 z 为 自变 量 , 并 确 定 变
华中数控车床编程实例
世纪星数控车床(HCNC-21/22T)系统G00:快速定位G01:直线插补G02:顺圆插补G03:逆圆插补G04:暂停G20:英寸输入G21:毫米输入G28:返回到参考点G29:由参考点返回G32:螺纹切削G36:直径编程G37:半径编程G40:刀尖半径补偿取消G41:左刀补G42:右刀补G53 :直接机床坐标系编程G54~G59:坐标系选择G71:外径/内径车削复合循环G72:端面车削复合循环G73:闭环车削复合循环G76:螺纹切削复合循环G80:内/外径车削固定循环G81:端面车削固定循环G82:螺纹切削固定循环G90:绝对值编程G91:增量值编程G92:工件坐标系设定G94:每分钟进给G95:每转进给G96:恒线速度切削有效G97:取消恒线速度切削M00:程序停止:M02:程序结束:M03:主轴正转起动M04:主轴反转起动M05:主轴停止转动M06:换刀M07:切削液打开M09:切削液停止M30:程序结束并返回程序起点M98:调用子程序M99:子程结束华中数控车床编程实例车床编程实例一:半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8园弧段)N3 U3.215 W-39.877 R60 (加工R60园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)车床编程实例二:直线插补指令编程图3.3.5 G01编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)3×45°487310车床编程实例三:圆弧插补指令编程图3.3.8 G02/G03编程实例%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z-40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位)车床编程实例四:倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五:倒角指令编程图3.3.10.2 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3 (加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)车床编程实例六:圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm、图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5 (Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5 (Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X轴方向快退)N14 Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)车床编程实例七:恒线速度功能编程图 3.3.14 恒线速度编程实例%3314N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15圆弧段)N7 G02 X26 Z-31 R5 (加工R5圆弧段)N8 G01 Z-40 (加工Φ26外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八:G80指令编程,点画线代表毛坯图3.3.17 G80切削循环编程实例%3317M03 S400 (主轴以400r/min旋转)G91 G80 X-10 Z-33 I-5.5 F100 (加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5 (加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5 (加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)车床编程实例九:G81指令编程,点画线代表毛坯。
华中数控车削系统抛物线宏程序编制解析

华中数控车削系统抛物线宏程序编制解析应用宏程序变量编程加工可以用函数公式来描述工件的轮廓或曲面,是现代数控系统一个重要的新功能和新方法,也是数控生产加工及数控技能竞赛的主要知识点之一。
本文以华中世纪星HNC-21T数控车削系统为平台,介绍抛物线宏程序的编制方法,通过实例研究宏程序编程的关键技术,实例程序可作为模板推广使用。
在数控车床中,加工对象主要为各种类型的回转面,其中对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线等一些非圆曲线构成的回转体,加工起来具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,因此,在数控机床上对椭圆、抛物线的加工大多采用小段直线或者小段圆弧逼近的方法来编制加工程序。
在本文中选用华中世纪星HNC-21T数控车削系统,结合生产实习和技能大赛训练对车削抛物线轮廓的宏程序的编制方法进行探讨,希望各位读者能多提宝贵意见。
一、华中宏程序的介绍使用变量编制可进行算术或逻辑运算,并能控制程序段流向的程序,称为用户宏程序。
在数控车削中,使用用户宏程序可方便地实现二次曲线(椭圆、抛物线等)的二维编程加工、孔口倒角编程加工等,可简化程序,提高编程效率,最大限度地发挥手工编程的优势。
华中世纪星HNC-21T数控车削系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。
常用的语句有以下两种。
(1)条件判别语句IF,ELSE。
①:IF条件表达式…ELSE…END IF;②:IF 条件表达式…ENDIF。
(2)循环语句WHILE:WHILE条件表达式…ENDW。
本文实例采用WHILE语句编程。
二、公式曲线宏程序编制的基本步骤宏程序在实际编制过程中,根据编程者的实践经验、知识储备及习惯等因素会略有不同,本文提供的宏程序编制基本步骤供读者参考学习。
华中数车宏程序编辑常见问题分析

华中数车宏程序编辑常见问题分析肖良师,王波,彭玲(长沙汽车工业学校,长沙410016)摘要:宏程序在复杂零件如梯形螺纹、椭圆、抛物线等编程中应用广泛,编程过程中容易出现一系列的问题,最常见的是变量的赋值和循环语句的使用等。
文中利用加工梯形螺纹和椭圆的实例针对上述两方面分别进行分析。
关键词:宏程序;变量;循环语句;赋值;算术运算符中图分类号:TG659文献标志码:A文章编号:1002-2333(2017)12-0138-03 Analysis of Common Problems in Macro-program Programming on Huazhong CNC LatheXIAO Liangshi,WANG Bo,PENG Ling(Changsha Automotive Technical School,Changsha410016,China)Abstract:The macro program is widely used in the programming of complex parts such as trapezoidal thread,ellipse, parabola and so on.A series of problems are prone to the programming process.The common problem is the assignment of variables and the use of loop statements.This paper uses the examples of processing trapezoidal threads and ellipses to analyze the two aspects respectively.Keywords:macro program;variable;loop statement;assignment;arithmetic operator0引言宏程序结构简单程序简练,主要是采用了变量以及循环语句,它使程序不用像普通数控程序那样,刀具每行的走刀轨迹必须用单独的程序段指定,既减少了系统内存的占用,而且便于编程者对于程序的检验,特别当零件的形状复杂且能用函数解析式表达时,使用宏程序编程方便。
华中数控宏程序编写方法及加工一实例
ENDW
A S I T,I N,Q T,XP B ,N SG S R E () 5 表达式
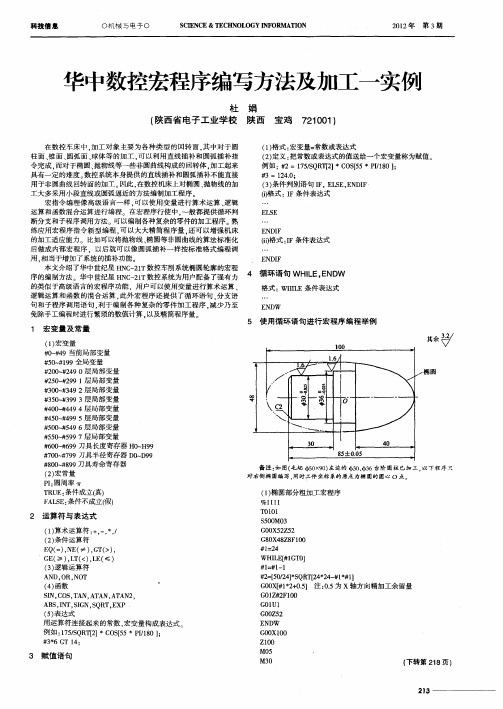
用 运算符连接起来的常数 , 宏变量构成表达式 例如 :7 /Q T2 c s5 P/8 ; 1 5S R [] o [5 I 0] 1
AND, OR , NOT
¥ 0 M0 50 3 GO 0X5 Z 2 25 G8 0X4 Z F1 0 8 8 0
#l 2 = 4
WHIE# G 0 L [1 T 】
#1 #1 = -1
() 4 函数
S N, I COS, AN, T ATAN, ATAN2,
’
# =5/4 Q T2 4 # 1 2 [02 1S R [4 2 - 1# 】 G O [12 0 】 注 :. 为 X轴方 向精加工余留量 O X# * + . 5 0 5
#3 6GT 4: 1
G 0X1 0 0 0 Z1 o o M0 5 .
3 赋 值 语 句
M3 0
( 下转第 2 8页 】 1
2l 3
21 0 2年
第 3期
S IN E&T C N OG F MA I CE C E H OL YI OR TON N
5 使用循环语句进行宏程序 编程举例
1 宏 变 量 及 常 量
( 变 量 1宏
其余
V
加~ 4 # 9当前局部变量 #0#9 5 ~ 19全 局 变 量 # 0 ~ 2 90层局部变量 20#4 # 5 ~ 2 9 1 局部变量 20#9 层 # 0 ~ 392层局部变量 30#4 # 5 ~ 393层局部变量 30#9 # 0 ~ 4 94层局 部变 量 4 0 #4 # 5 ~ 4 95层局 部变量 40#9 # 0 ~ 5 96 50 # 4 层局 部变 量 # 5 ~ 5 97层 局 部 变 量 50#9 # 0 ~ 6 9刀具长度寄存器 H ~ 9 60#9 0H 9 # 0 ~ 7 9刀具半 径寄存 器 D ~ 9 70 #9 OD9 #0 ~89 80 # 9 刀具寿命寄存器 ( ) 常量 2宏 P: I圆周 率 1 T T U 条件成立 ( R E: 真)
华中数控编程---宏程序

循环语句(WHILE语句)
格式
宏指令编程
%O0001 #1=20(定义a值) #2=10(定义b值) #4=5(定义刀具补偿半径R值) #5=0(定义步距角初始值)
G90G54G0X0Y0S1500M3
系统变量
#1000以上
变量的引用
1、当用表达式指定变量时,应使用括号
如:G01X[#1+#2]F#3
2、当改变量符号时,应把符号(-)放在#号前面 如:G00X-#1
3、当引用未定义时,变量和地址字都被忽略
如:#1定义为0,G00X#1 Y#4执行的结果为G00X0
常量
PI:圆周率π
角
度用弧度表示:1°对应 PI/180弧度
运算符
1、算数运算符
+
-
*
/
2、条件运算符 EQ(=)NE(≠)GT(>)GE(≥)LT(<)LE(≦)
3、逻辑运算符 AND(与) OR(或) NOT (异或)
函数
SIN[正弦] COS[余弦] TAN[正切] EXP[指数] ATAN[反正切] ABS[绝对值] INT[取整]
华中数控编程 ---宏程序
宏程序的变量
类型 变量名 功能 在程序中局部使用的变量, 之能在程序中存储数据, 例如:运算结果
当前局部变量 用户 变量
#0~#49
全局变量
#50~#199
全局变量可以在子程序中 定义半径补偿值 系统变量用于读和写CNC 运行时各种数据变化,例 如:刀具当前位置和补偿 值等
利用华中数控系统宏程序对抛物线轴编程及加工
# 0 0 0 2中的 试 } 刀商径 中 ,长度值 Z = O输入 试切长度 q l J ,如冈 3
所示 对 7 J 搜 刀补 输 人 。
G7 l U1 Rl P 6 0 OI 2 5 XO . 5 Z O . 1
F8 0
G0 0 X1 O 0 Zl ( J 0
及 加工 ;利用宇龙仿真数控 系统进行验证 ,再 用华 中数 控世纪 星 HNC 一 2 1 / 2 2 T数控机床进 行加工。 结
果 表面利 用华 中数控 系统宏程序 能方便 实现 非 圆曲线轴 零件编程及 加 工,减 少乃至免 除 了手 工编程 时
进行繁琐 的数值计 算,精 简 了程序量 ,方便 了编程 与加工。 关 ̄- T - : 抛物线 ;工 艺分析 ;宏程序 ;编程
z f 1 f 【 日 U 换 J
× 鞠■ ■ i z 鞭■ ●I } × z ■●I
F 1 J F 1 0 J F { 3 l F 4 f
值X = I 9 - 2 l 输人# 0 0 0 l 【 { j 的试 切直径 中 ,长 度值 Z = O 输 入试 切长 度巾 将 2 的刀 j 1 补 偿值 如 :直径 值 X = I 8 . 3 2 输 入
■ 智能检测技术与应用
I n t el l i g en t De t e c t i on T e c hn ol og y an d App l i c a t i on
 ̄ J ; J I J 华I l l 数 系 统 宏 序 埘 抛 物 线 轴 编 . 歧J J l
《 智能机器 人 》 O c t o b e r . 2 0 1 6
3 HNC- 2 1 T 系统 的参 考程 序
薹 蹰
华中数控车宏程序
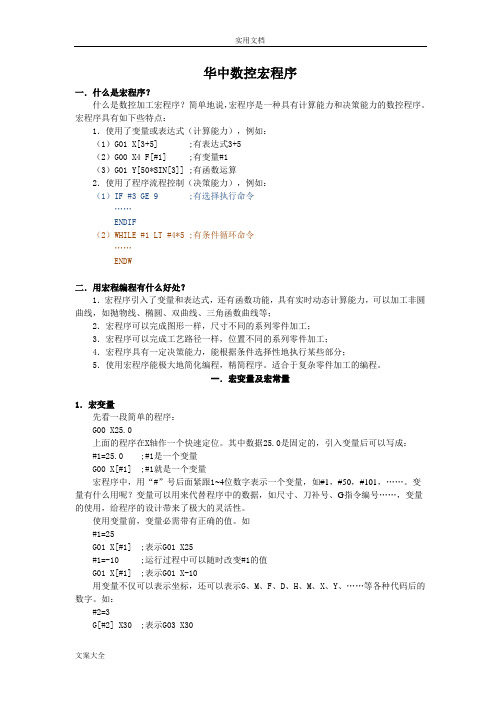
华中数控宏程序一.什么是宏程序?什么是数控加工宏程序?简单地说,宏程序是一种具有计算能力和决策能力的数控程序。
宏程序具有如下些特点:1.使用了变量或表达式(计算能力),例如:(1)G01 X[3+5] ;有表达式3+5(2)G00 X4 F[#1] ;有变量#1(3)G01 Y[50*SIN[3]] ;有函数运算2.使用了程序流程控制(决策能力),例如:(1)IF #3 GE 9 ;有选择执行命令……ENDIF(2)WHILE #1 LT #4*5 ;有条件循环命令……ENDW二.用宏程编程有什么好处?1.宏程序引入了变量和表达式,还有函数功能,具有实时动态计算能力,可以加工非圆曲线,如抛物线、椭圆、双曲线、三角函数曲线等;2.宏程序可以完成图形一样,尺寸不同的系列零件加工;3.宏程序可以完成工艺路径一样,位置不同的系列零件加工;4.宏程序具有一定决策能力,能根据条件选择性地执行某些部分;5.使用宏程序能极大地简化编程,精简程序。
适合于复杂零件加工的编程。
一.宏变量及宏常量1.宏变量先看一段简单的程序:G00 X25.0上面的程序在X轴作一个快速定位。
其中数据25.0是固定的,引入变量后可以写成:#1=25.0 ;#1是一个变量G00 X[#1] ;#1就是一个变量宏程序中,用“#”号后面紧跟1~4位数字表示一个变量,如#1,#50,#101,……。
变量有什么用呢?变量可以用来代替程序中的数据,如尺寸、刀补号、G指令编号……,变量的使用,给程序的设计带来了极大的灵活性。
使用变量前,变量必需带有正确的值。
如#1=25G01 X[#1] ;表示G01 X25#1=-10 ;运行过程中可以随时改变#1的值G01 X[#1] ;表示G01 X-10用变量不仅可以表示坐标,还可以表示G、M、F、D、H、M、X、Y、……等各种代码后的数字。
如:#2=3G[#2] X30 ;表示G03 X30例1 使用了变量的宏子程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华中数控车削系统抛物线宏程序编制实例解析
应用宏程序变量编程加工可以用函数公式来描述工件的轮廓或曲面,是现代数控系统一个重要的新功能和新方法,也是数控生产加工及数控技能竞赛的主要知识点之一。
本文以华中世纪星HNC-21T数控车削系统为平台,介绍抛物线宏程序的编制方法,通过实例研究宏程序编程的关键技术,实例程序可作为模板推广使用。
在数控车床中,加工对象主要为各种类型的回转面,其中对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线等一些非圆曲线构成的回转体,加工起来具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,因此,在数控机床上对椭圆、抛物线的加工大多采用小段直线或者小段圆弧逼近的方法来编制加工程序。
在本文中选用华中世纪星HNC-21T数控车削系统,结合生产实习和技能大赛训练对车削抛物线轮廓的宏程序的编制方法进行探讨,希望各位读者能多提宝贵意见。
一、华中宏程序的介绍
使用变量编制可进行算术或逻辑运算,并能控制程序段流向的程序,称为用户宏程序。
在数控车削中,使用用户宏程序可方便地实现二次曲线(椭圆、抛物线等)的二维编程加工、孔口倒角编程加工等,可简化程序,提高编程效率,最大限度地发挥手工编程的优势。
华中
世纪星HNC-21T数控车削系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。
常用的语句有以下两种。
(1)条件判别语句IF,ELSE。
①:IF条件表达式…ELSE…END IF;②:IF
条件表达式…ENDI F。
(2)循环语句WHILE:WHILE条件表达式…ENDW。
本文实例采用WHILE语句编程。
二、公式曲线宏程序编制的基本步骤
宏程序在实际编制过程中,根据编程者的实践经验、知识储备及习惯等因素会略有不同,本文提供的宏程序编制基本步骤供读者参考学习。
(1)根据给定的标准方程选定自变量并确定变量范围。
1)公式曲线中的X和Z坐标均可以选定为自变量,一般我们选择变化范围较大的一个。
2)根据表达式方便情况来选定X
或Z 为自变量。
如图1所示,公式曲线表达式为Z=-X2/12,将X选为自变量比较合适。
如选Z 还需要表达式变换,二次开方表达不太方便。
3)自变量选定以后,我们还要确定其变量的范围值。
图1自变量为X,半径变化值从6到12,其他实例变量值的选取再做具体分析。
(2)根据给定的标准方程确定因变量相对于自变量的表达式。
图1中,抛物线在工件坐标系中的标准方程表达式为:Z=-X2/12,自变量为X,因变量为Z,则Z的表达式为:Z=-X2/12,正负号的选取与抛物线凸凹有关。
(3)根据给定的标准方程确定相对于工件坐标系的偏移量。
在实际加工过程中,我们遇到的公式曲线位置存在多种形式,如公式曲线的中心点与工件坐标系原点重合、公式曲线的中心点与Z 轴或X
轴重合、公式曲线的中心点在工件坐标系中的任意位置以及公式曲线的凸凹形状等,这就要求我们在编辑程序的时候考虑曲线中心点与工件坐标系的相对位置关系。
在图1中,抛物线Z向中心点相对于工件坐标系零点偏移量为正向3,在程序段“G01
X[2*#1] Z[3+#2]”体现出Z
向的偏移量。
对于其他中心点位置曲线参看实例分析。
(4)编制程序。
相关的表达式和变量因素值已经确定,我们准备编制程序。
车床回转体类零件加工存在大的毛坯余量,我们采用G71循环指令与宏程序嵌套完成曲面加工。
三、公式曲线宏程序编程的具体应用实例解析
1.Z
向偏移凸抛物线零件加工
%0001
N10 G90 G94
N20 T0101 M03 S800
N30 G00 X80
Z80
N40 X31 Z3
N50 G71 U1.5 R1 P90 Q200 X0.5
Z0.1 F200
N60
G00 X80 Z80
N70 M03 S1500 F100
N80 G42 G00 X31 Z3
N90 G01
X12
N100 Z0
N110 #1=6;X向起始点半径值N120 #2=-3;Z向起始点(相对于抛物线顶点)
N130
WHILE #1 LE 12;判断是否走到X向终点(相对于抛物线中心的数值)
N140 G01 X[2*#1] Z[3+#2];直线
插补,逼近抛物线轮廓(此处要考虑中心点的偏移量)
N150 #2=-[#1*#1]/12;因变量Z向值N160
#1=#1+0.1;步距0.1,即Z值递减量为0.1,此值过大影响形状精度,过小加重系统运算负担,应在满足形状精度的前提下尽可能取大值N170
ENDW
N180 G01 Z-40
N190 G01 X30
N200 Z-50
N210 G40 G00 X80
Z80
N220 M05
N230 M30
采用VNUC数控仿真软件模拟加工,结果如图2所示。
上述实例我们在前面已做简要分析,下面扩展实例可供大家交流学习。
2.X 、Z
向均有偏移凹抛物线零件加工
如图3所示,该零件在编程时,我们可以套用实例1的编程格式,两者区别在于抛物线形状的凸凹、中心点的偏移位置及变量起止点的
计算。
……
#1=12.5;X向起始点半径值(根据抛物线中心点及开口方向计算得到)
#2=15.626;Z向起始点(相对于抛物线顶点)
WHILE#1GE4
;判断是否走到X
向终点(相对于抛物线中心的数值)
G01X[40-2*[#1]] Z[#2-25.626] ;
直线插补,逼近抛物线轮廓(此处要考虑中心点的偏移量,凹抛物线取负值)
#2=[#1*#1]/10;因变量Z向值
#1=#1-0.1;步距0.1,即Z
值递减量为0.1,此值过大影响形状精度,过小加重系统运算负担,应在满足形状精度的前提下尽可能取大值ENDW。