螺旋焊管精整生产线物料跟踪系统简介
生产工艺跟踪管理系统

生产工艺跟踪管理系统在当今竞争激烈的制造业环境中,生产工艺的高效管理和精准跟踪对于企业的成功至关重要。
生产工艺跟踪管理系统作为一种现代化的管理工具,正逐渐成为企业提高生产效率、保证产品质量、降低成本的关键手段。
生产工艺跟踪管理系统是一个综合性的信息化平台,旨在对生产过程中的工艺环节进行全面、实时、准确的跟踪和管理。
它涵盖了从原材料采购到产品交付的整个生产流程,通过收集、分析和处理大量的数据,为企业提供决策支持,以优化生产工艺,提高生产效益。
首先,让我们来了解一下生产工艺跟踪管理系统的主要功能。
其一,它能够实现对生产工艺路线的规划和设计。
企业可以根据产品的特点和需求,制定合理的工艺流程,并在系统中进行详细的设定和描述。
其二,系统能够对生产过程中的各个工序进行实时监控。
包括设备的运行状态、操作人员的工作情况、物料的消耗等,确保每一个环节都按照预定的工艺要求进行。
其三,该系统具备数据采集和分析的功能。
通过安装在生产线上的传感器、计数器等设备,自动采集生产数据,并运用数据分析技术,对这些数据进行深入挖掘,找出潜在的问题和改进的方向。
其四,它还支持质量追溯。
一旦产品出现质量问题,可以迅速追溯到生产过程中的具体环节和责任人,为问题的解决提供有力的依据。
生产工艺跟踪管理系统的优势是显而易见的。
它提高了生产效率。
通过实时监控和优化生产流程,减少了生产中的等待时间、废品率和返工次数,从而大大缩短了生产周期。
保证了产品质量的稳定性。
严格按照预定的工艺参数进行生产,能够有效地避免人为因素造成的质量波动,提高产品的一致性和可靠性。
降低了生产成本。
精确的物料管理和资源配置,避免了浪费和过度消耗,同时提高了设备的利用率,减少了维护成本。
增强了企业的竞争力。
能够快速响应市场需求的变化,灵活调整生产工艺,推出满足客户需求的高质量产品,从而在市场竞争中占据有利地位。
然而,要成功实施生产工艺跟踪管理系统,并非一帆风顺,企业可能会面临一些挑战。
SC-NH1螺旋焊管激光自动跟踪系统的应用

Ke r s y wo d :S ia l i e W e d n r c s ;Au o ta k n ; L s r p rl we d p p ; l igp o e s t—rc i g a e
0前
言
1 自动跟踪系统的特 点
() 1系统 可 以对 u、V、I 形坡 口进行 跟踪 。 () 2 可实现 手动 和 自动两种 方式控 制 。 () 3检测点就是焊接 点 , 证焊头在焊缝正上方 。 保
质量和焊接 自动化水平 ,胜利钢管有限公 司在螺旋焊管生产线上采用 了 S — H1 C N 激光 自动跟踪系统 。介绍 了该 自 动跟踪 系统 的特点、构成 、工作原理及过程等 。该系统投入使用后获得较好效果 ,使焊接生产实现了 自动化 、智
能化。
关键词:螺旋焊管 ;焊接过程; 自动跟踪 ;激光
王 蕊 (9 2 ) 1 8 一 ,女 ,助理 工程师 ,从 事焊接钢管生
维普资讯
自动亿技术
5\ l
S — H1 C N 螺旋焊管激 光 自动跟踪 系统 的应用
王 蕊
(胜利钢管有 限公 司,山东 淄博 2 5 8 5 0 2)
摘
要 :为了在螺旋焊管焊接 的动态过程 中实现 自适应控制 和智能控制 ,确保焊接过程的稳定性 ,提高焊接
中图 分 类号 :T 3 3 3 文 献 标 识码 :B 文 章 编 号 :1 0 - 3 12 0 )4 0 5 - 3 G 3。 9 0 1 2 1 (0 70 - 0 10
Ap ia i n o pl t f c o SC— Spi l el p a e t —r ckn s e NH 1 r a W d Pi e L s r Au o ta i g Sy t m
螺旋钢管生产设备介绍
螺旋钢管生产设备介绍The production equipment for spiral steel pipes encompasses a comprehensive range of machines and tools designed to manufacture high-quality steel pipes efficiently. At the core of this production line lies the spiral forming machine, which is responsible for shaping the steel strip into the desired spiral form. This machine features precision rollers and adjustable parameters to ensure accurate pipe diameters and wall thicknesses.螺旋钢管生产设备是一套包含多种机械和工具的综合性生产线,旨在高效制造高质量的钢管。
该生产线的核心设备是螺旋成型机,它负责将钢带塑造成所需的螺旋形状。
该机器配备了精密的滚轮和可调参数,以确保钢管的直径和壁厚准确无误。
Following the spiral forming machine, the welding station is crucial for fusing the steel strip together to create a seamless pipe. This station employs advanced welding techniques, such as high-frequency welding or submerged arc welding, to ensure a strong and durable weld. Quality control checks are conducted at this stage to ensure the weld meets industry standards.在螺旋成型机之后,焊接站至关重要,它负责将钢带熔接在一起,形成无缝钢管。
伺服控制跟踪在螺旋焊管生产线上的应用

《
、 嘲 夹 送辊
—
+ 一 定 焊管1 ’ /Fra bibliotek 送板测速传感器
/
—
—
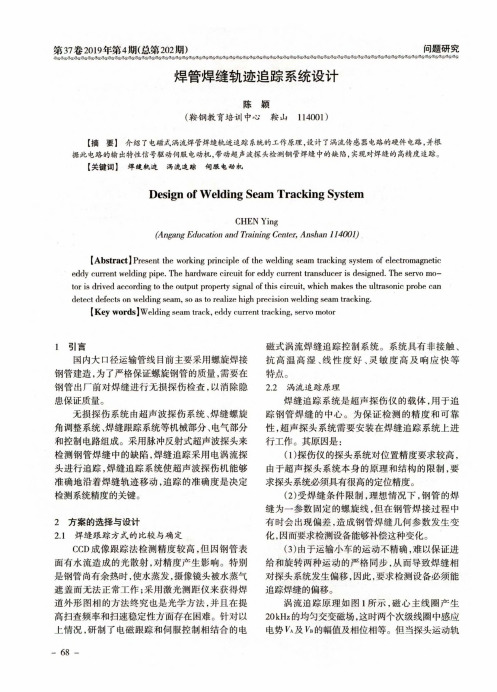
图2 总体 组 成 和送 板测 速传 感 器 安 装 部 位
正 常生产 情 况下 , 钢 板 前 进速 度 约 为 2 m/ ai r n 1 0 m/ mi n , 选 用 直 径 1 O c m 的摩 擦 轮 , 转 速 仅 为 3 r / mi n  ̄ - 1 5 r / mi n 。而采用 6 5 5 3 6脉冲/ 转 的光 电码 盘测速 , 则每个 脉 冲钢板 前进 的距离 d ( mm) 为:
动, 刀 轮相对 于钢 管任 意横截 面理 论上 轴 向保 持 静止 ,
如 图 l所示 。
新 方案 中小车 采用 双 丝 杠 螺 母 驱 动机 构 , 由伺 服
{ l }江 苏 省 科 技 厅 产学 研 联 合 研 究 资 金 一前 瞻 性 联 合 研 究项 目 ( B Y2 0 1 2 1 6 0 )
机 的等 离 子 切 割 跟 踪 装 置 ,该 系 统 由两 路 测 速 传 感 器 、直 流 伺 服 电 机 、 齿 轮减 速 器 、双 丝杠 螺 母 驱 动 的 带 有
等 离子 切 割 喷 枪 的 小 车 组 成 , 通 过 调 节 伺 服 控 制 脉 冲 频率 与 所 需 送 板 速度 之 间 的 比 例 关 系 、送 板 速 度 与小 车 前 进 速 度 之 间 的 比 例 关 系 , 使 切 割 小 车 与 钢 管 伸 长 同 步 。 测 试 结 果 表 明, 伺 服 跟 踪 误 差 小 于 l c m, 远 小 于 机械刀轮跟踪 i c m~ 3 c m 的误差。 关 键 词 :螺 旋 焊 管 ; 等 离 子 切 割 ; 自动 跟 踪 中 图 分 类 号 :TG 4 8 1 . 3 文 献 标 识 码 :A
基于CCD传感器的螺旋焊管焊缝自动跟踪系统
基于CCD传感器的螺旋焊管焊缝自动跟踪系统杨乐;王惠萌【摘要】According to the uncertainty factors of deviation phenomenon appeared in SAWH pipe production process, it studied spiral welded pipe weld automatic tracking system based on CCD image recognition technology. In this article, it introduced the working principle, hardware composition and software design. The weld automatic tracking system consists of CCD sensor, image acquisition, motion control, I/O interface board, industrial computer, AC servo motor and so on. The software design mainly include some control modules, including image acquisition display, image processing recognition, motion control, Logic control signal input and output. The installation, debugging and commissioning for this system were conducted in certain SAWH pipe production line. The actual tracking results indicated that the welding head can track the center position of weld in time, control the weld offset error within a prescribed scope, reduce welding defects, and meet production requirements.%针对螺旋埋弧焊管生产过程中产生焊偏现象的不确定性因素,研究了基于CCD图像识别技术的螺旋焊缝自动跟踪系统。
管网工程施工螺旋焊管

管网工程施工螺旋焊管一、前言管网工程是城市基础设施建设中不可或缺的一部分,它关系到城市供水、排水、燃气、热力等公共服务设施的建设和运行。
在管网工程中,螺旋焊管是一种广泛应用的管材,其施工和质量直接关系到管网工程的运行安全和长期稳定。
二、螺旋焊管的特点螺旋焊管是一种由带状材料卷边、焊接成管状、然后进行螺旋成型的管材。
螺旋焊管的特点主要有以下几点:1、生产工艺简单:螺旋焊管的生产工艺相对简单,生产效率高,成本相对较低;2、强度高:螺旋焊管的弯曲强度和抗压强度都比较高,能够承受较大的内外压力;3、表面光滑:螺旋焊管的内外表面经过加工处理后,光滑度高,利于液体和气体的流通;4、连接方便:由于螺旋焊管的生产工艺特点,其管道的连接边焊缝一般不需要进行特殊处理,连接方便快捷。
三、螺旋焊管在管网工程中的应用在城市供水、排水、燃气、热力等管网工程中,螺旋焊管是一种常见的管材。
螺旋焊管主要应用于以下几个方面:1、供水管道:螺旋焊管可以应用于城市供水管道、输水管道等,在供水工程中具有优异的性能和经济性;2、排水管道:螺旋焊管可以用于城市排水管道、污水处理管道等,在排水工程中能够承受一定的外压和腐蚀;3、燃气管道:螺旋焊管可以用于城市燃气管道、输气管道等,在燃气工程中能够安全可靠地输送燃气;4、热力管道:螺旋焊管可以用于城市供热管道、集中供热管道等,在热力工程中能够承受一定的温度和压力。
四、螺旋焊管施工注意事项螺旋焊管在管网工程中的施工过程中,需要注意以下几个方面,以确保管道的质量和安全:1、材料选用:螺旋焊管的材料应符合相关的标准和要求,避免使用次品或劣质材料;2、管道加工:螺旋焊管的加工应符合相关的规范和要求,保证管道的尺寸和光滑度;3、管道安装:螺旋焊管的安装应由专业的施工人员进行,严格按照设计图纸和规范进行施工;4、管道连接:螺旋焊管的连接应采用适当的连接方式,保证连接处的牢固和密封;5、管道保护:螺旋焊管的管道在施工过程中应保持干净、无损害,避免外力损伤和腐蚀。
物料跟踪系统在高线生产过程中的应用

103DOI:10.16660/ki.1674-098X.2010-5640-1092物料跟踪系统在高线生产过程中的应用①黄新峰1 杨军1 李员妹2 钱勤锋1(1.新余钢铁集团有限公司线棒材厂 江西新余 338001;2.中冶南方( 新余) 冷轧新材料技术有限公司 江西新余338025)摘 要:本文介绍了物料跟踪系统构成,以及物料跟踪在新钢线棒材厂高线生产过程的应用。
这套系统支撑高线组批、装炉、炉内加热、出炉、轧制、集卷、称重、入库、发货全线流程,满足线棒厂生产精细化管理的要求,使生产过程的物流和信息流同步,实现生产管理的在线化、集成化、合理化,提升新钢线棒厂的生产综合管理能力。
实践表明该系统符合新钢公司“智能制造、智慧工厂”推进工作,成效显著。
关键词:高线 物料跟踪系统 系统构成 跟踪流程中图分类号:F273 文献标识码:A 文章编号:1674-098X(2020)12(c)-0103-04Application of Material Tracking System in the Hi-Speed WireRod Production ProcessHUANG Xinfeng 1 YANG Jun 1 LI Yuanmei 2 QIAN Qinfeng 1(1.Wire & Rod Rolling Mill Plants, Xinyu Iron and Steel Group Co., Ltd., Xinyu, Jiangxi Province,338001 China;2.WISDRI (Xinyu) Cold Processing Engineering Co., Ltd., Xinyu, JiangxiProvince, 338025 China)Abstract: This paper introduces the structure of material tracking system and the application of material tracking in the Hi-Speed Wire Rod production process of Xin steel Wire & Rod Rolling Mill Plants. This system supports the whole process including batching, furnace charging, furnace heating, furnace discharging, rolling, volume collection, weighing, warehousing and delivery, which meets the requirements of Wire & Rod Rolling Mill Plants in the production of fine management, synchronizes the logistics and information f low in the production process, Realizes the production management online, integrated and rationalized, improves the comprehensive production management capacity of Xin steel Wire & Rod Rolling Mill Plants. The result shows that the system is in line with the promotion of "intelligent manufacturing and intelligent factory" of Xin steel, and the effect is remarkable.Key Words: Hi-speed wire rod; Material tracking system; System structure; Tracking process①作者简介:黄新峰(1984—),男,壮族,广西崇左人,本科,助理工程师,主要从事线棒材轧钢工艺技术及现场管理工作。
螺旋焊管设备简介
螺旋焊管设备
机组设备生产的螺旋焊接钢管既可用于在高压下输送石油和天然气,也可用于低压下的输送水管、建筑打桩用管、城市煤气管线、电力热力管网及工业结构用管等场合。
其产品符合GB9711.1-1997、GB9711.2-1997、SY/T5037-2000等相关标准和主要国家的标准要求,如:API , ASTM , EN 等;满足所有主要钢管规格,如SHELL , BP , MOBIL , ARAMCO , GHOST , STATOIL 等。
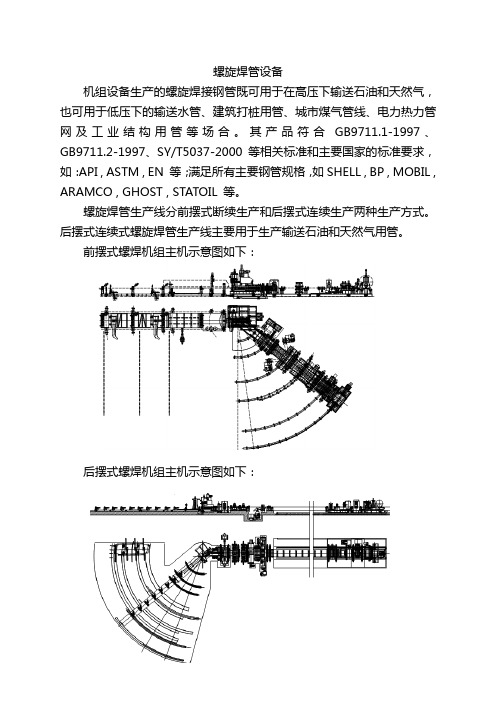
螺旋焊管生产线分前摆式断续生产和后摆式连续生产两种生产方式。
后摆式连续式螺旋焊管生产线主要用于生产输送石油和天然气用管。
前摆式螺焊机组主机示意图如下:
后摆式螺焊机组主机示意图如下:
螺旋焊管机组生产工艺
螺旋焊管机组主要技术参数
螺旋焊管机组有关照片:
螺旋焊管机组
开卷机园盘剪
焊接钢管输出
超声波探伤水压试验。
南昌大学科技成果——螺旋管内焊缝跟踪与熔透集成智能控制系统
南昌大学科技成果——螺旋管内焊缝跟踪与熔透集
成智能控制系统
技术内容及特点
本项目旨在提升螺旋管制造业的自动化生产水平和产品质量。
该系统是一体化的智能控制系统,能够在内焊生产过程中对焊缝进行自动跟踪,并对焊接的熔深进行实时控制。
使用这套系统能够显著提高产品的焊接质量和一致性,而且可以大大减轻工人的劳动强度。
市场预测及投资
该产品具有非常可观的市场前景和经济效益。
国内众多的管状焊接生产厂家都需要实现焊接自动化,全国仅按50家计算,每个厂家三条生产线,需求量就可达150套,每套售价12万元,利润50%,则纯利有900万。
计划总投资:105万元;自筹:10万元;融资:95万元;资金用途:产品中试及专利申请20万;购置生产、测试设备30万;材料预支20万;产品化包装设计、员工费用15万;周转资金20万。
已推广应用情况
该系统也是目前国内唯一能同时进行焊缝跟踪和熔透控制的智能系统,其样机已在山东淄博胜利油田制管厂实地运行,效果良好,目前计划将此项目产品化,全面推向市场,为提高我国螺旋管制造自动化水平提供有力的技术支持。
合作方式技术转让。
基于激光视觉的螺旋焊管内外焊焊缝跟踪系统

接头几何形状 的测量基础上 , 他不受工件 的表面
形 态或 焊 接过 程 的影 响 。 Vs l 统 结 构 框 图 如 图 1所 示 , 统 iaWed系 t 系
吸收国外先进技术 , 将英 国 M T E A公 司 自动 图像 识别跟踪技术成 功地应用 到螺旋 焊管生 产工艺
中 , 得 了 良好 的 效果 。这 项 技 术 采 用 视 频 摄 像 取
0 前
言
本 文介 绍一 种新 型 的基 于激 光视 觉 的 内外 焊 跟踪 系 统 Vs l, 系 统 采 用 非 接 触 式 激 光 iaWe 该 t d 视觉 传感 器 , 采用 一套 控 制 器 同 时控 制 内焊 和 外 焊焊 枪 , 而 保证 焊 缝成形 的均匀 一 致性 。 从
等 其它 光源 的影 响 。
() c 内焊焊缝 图像 () d 内焊焊缝位置分析 结果
图 3 内 外 焊 焊 缝 图像 处 理
如果 发 现 当前 的焊枪 位 置与 观察 到 的焊缝 位 置之 问有 偏差 ,C机 就将 控制 指令 发 送 给 可编 程 P 控 制 器 ( L ,P C输 出模 拟 信 号 驱 动 电机驱 P C) 由 L
外焊( D 传 感器 0)
暑三 _ 塞 =驷 厂 [ - {
—
~
内、 外焊 【 , 由于图像来源 于强度 不高 的 自然 4但 J 光, 对不 同管径 、 不同类型焊缝坡 口及遇到焊漏等
情况 时 ,C 的 图像 就 有 可 能 无 法 处 理 和 识 别 , CD 需要 手工 干 预 。这是 我们 今后 要 解决 的课题 。
主要包 括激光传感器 、 控制器 、 操作者控制单元 、
机 头调 整机 构 四个 部分 。
焊管焊缝轨迹追踪系统设计
第37卷2019年第4期(总第202期)问题研究焊管焊缝轨迹追踪系统设计陈颖(鞍钢教育培训中心鞍山114001)【摘要】介绍了电磁式涡流焊管焊缝轨迹追踪系统的工作原理,设计了涡流传感器电路的硬件电路,并根据此电路的输出特性信号驱动伺服电动机,带动超声波探头检测钢管焊缝中的缺陷,实现对焊缝的高精度追踪。
【关键词】焊缆轨迹满浇追琮伺服电动机Design of Welding Seam Tracking SystemCHEN Ying(Angang Education and Training Center,Anshan114001)[Abstract]Present the working principle of the welding seam tracking system of electromagnetic eddy current welding pipe.The hardware circuit for eddy current transducer is designed.The servo motor is drived according to the output property signal of this circuit,which makes the ultrasonic probe can detect defects on welding seam,so as to realize high precision welding seam tracking.[Key words]W elding seam track,eddy current tracking,servo motor1引言国内大口径运输管线目前主要采用螺旋焊接钢管建造,为了严格保证螺旋钢管的质量,需要在钢管出厂前对焊缝进行无损探伤检查,以消除隐患保证质量。
无损探伤系统由超声波探伤系统、焊缝螺旋角调整系统、焊缝跟踪系统等机械部分、电气部分和控制电路组成。
螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统
维普资讯
焊 管 . 0 第5 .07 月 第3 卷 期 2 年9 0 ●应 用 与 开 发
经济型视频摄像机作为传感器 , 在焊接点前方 7 0
—
10in处检测成形缝 的焊缝 自动跟踪 系统 。该 0 l n
系统采用 模拟 电路 对视频 信号进行 处理 , 信号处 理 时延 为纳 秒 级 , 用 单 片 机进 行 焊 缝 机 , 响应速 度很 快 。 其 经过 1 l 、,06rn川 气 出川 管 线 钢 管 ( 3rn4 1 l l 1 i l i 焊 接 速度 18m rn 的试 生 产使 用 证 明 , . / i) a 系统 的动
态响应速度和跟踪精度均满足螺旋埋弧焊钢管实
际生产 的要 求。
况 , 制焊 头拖动 电机 来 实现焊 缝跟 踪 , 控 这种跟 踪 方 法跟 踪精 度很低 , 作者 容 易疲劳 , 出现 因焊 操 常 偏 造成 的未 熔 合 或 未 焊透 , 至产 生 废 品 。为 了 甚
1 视 觉传 感 自动跟踪 系统的组成
焊成 形缝 实现 焊缝 自动跟 踪 的 方法是 可行 的 。
关键词 :视 觉传 感 ;埋 弧焊 ;螺 旋埋 弧焊钢 管 ; 自动 跟踪 中图分 类 号 :T 4 9 文 献标 志码 :A 文章 编号 :10 —3 3 ( 0 7 0 0 5 — 3 G0 0 1 9 8 20 ) 5— 0 1 0
法 的焊缝 自动 跟踪系统研究 ; 采用 电流 一电压 双
视觉传感螺旋钢管埋弧焊内焊焊缝自动跟踪系统

v e g a , e e iinf m i co de dte e iinvle s smae mp t nsc, dt ei ins a i os l t va o o dr t nij gda va o a t t b c u r -le a e vao g l d i sh d t r n e i su n h d t u ie i d y o eo i n h d t i s n
维普资讯
第 4 第 7期 4卷 20 年 7月 08 机械工程学报
V14 o o4 . N. 7
J1 u. 2 0 08
CHI ESE J N OURNAL ECHANI OF M CAL ENGI EERI N NG
视觉传 感螺旋钢管埋弧焊 内焊 焊 缝 自动跟 踪 系统 木
3 S ah t l u e atr,i g a e oe m d ns r p r n, h si 3 0 . h si e b c y J n hnP t l A mii e Deat tS ah 4 4 0 ) S eT F o a r u t me 1
Ab t a t Ai d a u meg r n e l i g o i l te u e , iu l e s rf ra t mai l e m r c i g s se i sr c : me ts b r e a c in rwe dn fs r l s ltb s a v s a n o o u o t wed s a ta k n y tm s d p ay e s c d v l p . s a a r s d a e s r t ei g f esd b u ee g k n a r eh n r d mil tr o t f le on . e e o e Vi l me ai u e s n o, h d u c s s ma e o i eo t s d ei t e t h e u d e l mee sf n d p i t h t sa t i r o we d V d o s n l sma i e , r i e i a g f d ti d n r c s e t i ay t e u s v f r o b s g ba n d Ba e n v r c l e t r n g i n i mme a d p o e s i ob n r , lewa e m f t ee ei o ti e . s d o e t a c n e d n h p o ou d s i i
焊管生产线精整传输系统自动化控制

焊管生产线精整传输系统自动化控制摘要:随着焊管生产线的发展,精整传输系统的自动化控制已经成为焊管生产线的重要组成部分。
本文主要介绍了焊管生产线精整传输系统自动化控制的相关技术和应用。
首先,分析了精整传输系统的组成和工作原理;然后,详细介绍了自动化控制系统的设计和实现;最后,分析了系统的优缺点和未来发展方向。
研究结果表明,自动化控制系统可以提高生产效率和产品质量,实现焊管生产线的智能化和自动化。
关键词:焊管生产线;精整;传输系统;自动化控制引言:随着焊管生产线的发展,精整传输系统的自动化控制已经成为焊管生产线的重要组成部分。
传统的精整传输系统存在许多问题,如人工操作繁琐、误差大、生产效率低等。
为了提高生产效率和产品质量,实现焊管生产线的智能化和自动化,必须采用自动化控制技术对精整传输系统进行优化和改进。
本文主要介绍了焊管生产线精整传输系统自动化控制的相关技术和应用,包括系统设计和实现、系统优缺点和未来发展方向等内容。
一、精整传输系统的组成和工作原理在精整传输系统中,机械部分是实现焊管尺寸校正和轮廓调整的关键部分。
其主要由滚轮、轴承、电机、减速器等部件组成,其中滚轮起到支撑和压紧焊管的作用,通过不同的滚轮组合和排列方式,可以实现不同尺寸、不同形状的焊管精整处理。
液压系统和气动系统是控制机械部分进行尺寸校正和轮廓调整的重要手段。
液压系统通过液压缸对焊管进行压紧和调整,气动系统则通过气动缸对焊管进行推送和调整。
控制系统则是对整个精整传输系统进行监控和控制的中枢,其主要由计算机、PLC等电子元件组成,通过对传感器反馈的数据进行处理和分析,实现对精整传输系统各个部分的自动化控制。
总之,精整传输系统是焊管生产线中不可或缺的组成部分,其通过机械、液压、气动、控制等多个方面的协同作用,实现了对焊管尺寸和轮廓的校正和调整。
随着科技的不断发展,精整传输系统的工作效率和精度也在不断提高,将为焊管生产带来更大的便利和效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为保 证 螺旋 焊管 的产 品质 量 和 使用 性 能 , 在 焊管 成 型焊接 后需 要按 照 AP I 等 有关 标 准 对 其 进行 清 渣 、 焊 缝修磨 、 管 端扩 径 、 x光及 超声 波探 伤 、 水压 试 验 、 平 头倒棱 、 管 端拍 片及 测 长 称重 、 喷标 等 作 业[ 1 ] , 该 生 产 系统通 常 称为精 整 生产 线 。为满 足焊 管 生产 系统 自动
化控制 的要 求 , 为车 间 E R P等 管理 信息 系统 提供 焊 管 生产 及流 转等基 本 产 品 数据 , 太 重 集 团 为 国 内某 焊 管
公 司焊管 精整 生产 线 提 供 了 一套 物 料跟 踪 系 统 , 以满
足其 信息 化 管理 的要求 。
1 物料 跟踪 系统 的 组成及 功 能 物料 跟 踪 系统 用 来 跟 踪 焊 管 生 产 线 中的 所 有 钢 管, 可 以获知 具有 某个 编 号 的各钢 管 的去 向和来 源 , 即 能 够根据 各个 钢 管 的个体 编号 获知 其在 相应 生产 环 节
试验 、 管端 扩径 、 水 压试 验 、 超声 探 伤 、 平头倒棱 、 手 工 探伤 、 管 端拍 片 、 测 长称重 喷 标 9 个 客户 端 。服 务器用
的转换过 程 , 并 明确 与其 相关 联 的加工 设备 、 作 业人 员 等 生产工 艺 和生 产要 素 的信息 口 ] 。其具 体用 来在 螺 旋
作 者 简 介 ;曹 益 忠 ( 1 9 8 2 - ) ,男 , 山西 介 休 人 , 工程 师 , 硕 士 。
2 0 1 3年 第 4期
曹益 忠 : 螺 旋焊 管精 整 生 产 线 物 料 跟 踪 系统 简介
・ 1 5 l ・
到 wi n C C的 HM1 人机 界面 中 , 用 于实 时显示 钢管 的
第 4期 ( 总第 1 7 9 期)
2 0 1 3年 8月
机 械 工 程 与 自 动 化
M ECHANI CAL ENGI NEERI NG 8 乙 AUT0M ATI ON
N0.4
Au g.
文章编号 : 1 6 7 2 — 6 4 1 3 ( 2 0 1 3 ) 0 4 — 0 1 5 0 — 0 2
营 质 量 。 螺 旋 焊 管 精 整 生产 线 物 料 跟 踪 系 统 是 焊 管 企 业 实 现 生 产信 息 化 的基 础 ,介 绍 了螺 旋 焊 管 精 整 生 产 线 物 料 跟 踪 系统 的 组 成 、 功 能及 实 现 过 程 。 关 键 词 :信 息 化 ; 螺 旋 焊 管 ; 物 料 跟 踪
焊 管精整生产线 的生产 过程 中 , 记 录客 户所 需要 的各种
来 显示整 条生 产线 的钢管 数 据 信 息 , 各 客 户 端 通 过 射
频标 签读 入钢 管 的 I D编 号 , 之后进 行本 客 户端 的工 艺
与焊 管相 关 的 数 据信 息 , 包括钢管编号 、 钢 管 规 格 等。
中 图分 类 号 :T P 2 7 3: TG 4 5 7 . 6 文 献 标 识 码 :A
0 引 言
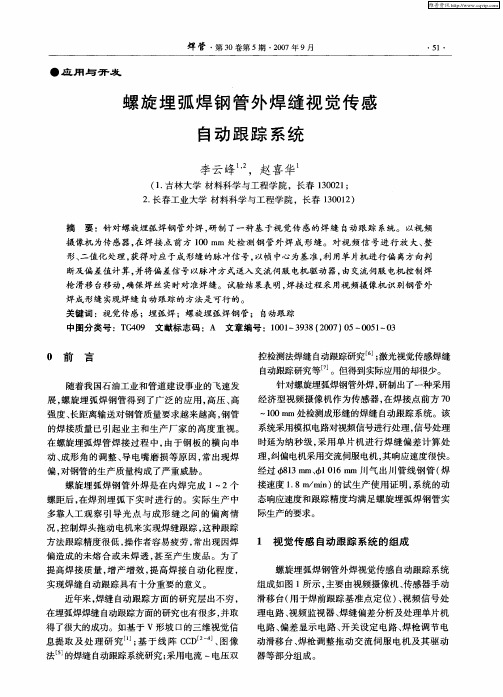
据 信息 。图 l为焊 管精 整生 产线 物料 跟踪 系统 组成 示
意图 , 通过交 换机 和 以太 网实 现 系 统 的 各 管理 站 之 间
的通讯 。
研磨工位 x 光显像试 验 管端扩 径 水压试验 超 声探伤
倒棱 、 手 工探 伤 、 管 端拍 片 、 测 长 称 重 和喷 标 的 相关 作 业, 期 间通 过 安装 在各 工 位 之前 的射 频标 签 阅 读 器识 别钢 管 , 并 将 对应工 位 的相关工 艺参 数在客 户端 记录 ; 对某 个工 位检 测不 合格 需要补 焊或 作废处 理 的钢 管信
收 稿 日期 ;2 0 1 3 — 0 1 — 1 8 ;修 回 日期 :2 0 1 3 - 0 2 — 1 8
问 。此外 各 客户端 具 有 修 改信 息 和查 找 信 息 功 能 , 这 些操作 均可 在线进 行 ; 方 便用 户管 理相 关数 据 , 系统
服务器 具有 将所 记 录的相关 历 史 数据 生 成 E x c e l 文件 的功 能 ; 同时该 系统 能够 将 在 线 的钢 管 数 据信 息传 递
物 料跟踪 系统支持 数据信 息 的在线 录入 、 删除、 修改 、 搜
操作, 由操作人 员 将本 客 户 端 的 相关 试 验 结 果 或 相 关
工艺参数 进行 确认 、 保存 , 并 将最 终试 验数 据 和最终 结 论 传人 系统 的服务 器 中 , 便 于 系 统 内其 他 站 的数 据 访
螺 旋 焊 管精 整 生产 线物 料 跟 踪 系统 简介
曹益 忠
( 太 原 重工 股 份 有 限公 司 , 山西 太 原 0 3 0 0 2 4 )
摘 要 : 随 着 企 业 信 息 化 程 度 的提 高 , 焊 管 生 产 企 业 需 要 配 置 E R P等 信 息 化 系 统 来 提 高 企 业 的 管理 水 平 及 运
索 等功能 , 使用 户在生 产过程 中更 容 易实 时掌握 生产过
程的情况 , 便 于及 时 发现 和解 决 生 产 中 的 问题 , 系统 通 过R F I D射频标 签技术 来在线识 别钢管 的 I D编号 。 该 物 料 跟 踪 系 统 采 用 光 纤 以 太 网 实 现 服 务 器 ( S QL 2 0 0 5数据 库 ) 与各客户端之 间的通讯, 从 而 可 以使 各客 户端 与服 务 器之 间实 时快 速地 交换 需 要的 数
平台倒棱 手 工探 伤
管端 拍片 测长称 重 喷标 图 l 焊 管 精 整 生 产 线 物 料 跟 踪 系统 组 成 示 意 图
物 料跟 踪系 统 由服务 器 和 9个 客户端 通 过 以太 网 连接 而 成 , 由主 控制 室 的 P C机 作 为 物 料 跟 踪 系统 的
服务器 , 网络 内其 余 为客 户 端 , 即研 磨 工位 、 x 光显 像