焊接工艺评定试验记录
焊接工艺评定报告-全套(完整资料).doc
δb
(MPa)
断口
位置
评定
结果
试样
编号
试验
类型
弯心直径
D(mm)
弯曲
角度
评定
结果
D= а
D= а
D= а
D= а
冲击试验
报告编号
宏观金相
报告编号
试样编号
缺口位置
试验温度(℃)
冲击功Akv(J)
评定结果:
硬度试验
报告编号
评定结果:
其它检验:
检验
日期
年 月 日
审核
日期
年 月 日
项目负责人
李海垣
依据标准
《建筑钢结构焊接技术规程》(JGJ 81)
试样焊接单位
北京市设备安装工程集团有限公司
施焊日期
2012年11月26日
焊工
郑伟
资格代号
32030203035826
级别
二级
母材钢号
Q235B
规格
HN500×200×11×16
供货状态
供应
生产厂家
莱芜钢铁股份有限公司
化 学 成 分 和 力 学 性 能
生产厂
批号
焊剂或气体
牌号
规格(mm)
生产厂
烘干温度(℃)
时间(min)
施 焊 工 艺 参 数 记 录
道次
焊接方法
焊条(焊丝)
直径(mm)
保护气体流量
(1/mim )
电流
(A)
电压
(V)
焊接速度
(cm/min)
热输出
( kJ/cm)
备注
施焊环境
室内/室外
环境温度(℃)
焊接工艺评定报告(3)

焊接工艺评定报告评定单位:无锡林亿机械制造有限公司评定日期:2015-03-28焊接工艺评定存档目录焊接工艺评定报告共 4 页 第1页焊接接头 (简图 ):(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度) 坡口形式: 衬垫:无 简图:背面保护气 /单位名称 :无锡林亿机械制造有限公司 焊接工艺评定报告编号 : HPB-2015-01 焊接方法 : SMAW预焊接工艺规程编号 : HGC-15-01 机械化程度 (手工、机动、自动) : 手工V 型231母材 : 材料标准 GB/T 9711-2011 材料代号L245N焊后热处理:保温温度 保温时间 类、组别号: Fe-1、 Fe-1-1 与类、组别号保护气体 :Fe-1、 Fe-1-1 相焊厚度 T=6.3mm直径Φ219气体保护气体 / 尾部保护气 / 混合比流量( L/min )其它 填充金属 : 焊材类别 焊材标准 焊条牌号焊条规格 GB/ T8110-2008 、 GB5117-1995伯乐Φ3.2、Φ4.0电特性 :电流种类:极性: 直流正接( SMAW )、直流反接( SWAW ) 钨极尺寸直流 Φ2.4焊缝金属厚度: 其它 焊接电流 (A )160~200(SMAW )、 100~130(SWAW )电弧电压 (V ) 15~ 18( SMAW )、 20~ 24( SWAW ) 焊接电弧种类 其他: 短路弧如果与图样不符,以图样为准) 熔敷金属厚度 2mm 熔敷金属厚度 2mm 熔敷金属厚度 2mm3 纤维素焊条直径:/ 6.4金相检验(角焊缝):根部(焊透、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)无损检测:RT 合格UTMT PT 其它化学成分测定表面至熔合线的距离(mm)焊接工艺评定任务书共1页检验项目、评定指标及试样数量检验项目 检验标准 评定指标 检验项目检验标准 评定指标 试样数量外观检查NB47014-2011 无裂纹 拉伸 试验常温高温NB/T47016-2011合格2无损检测射线JB/T4730-2005无裂纹超声弯曲 试验面弯 背弯 侧弯合格2 2 2渗透磁粉冲击 试验 焊缝 热影 响区焊缝化 学成分接头硬度 检验铁素体测定金 相微观宏观编制 杨佳成 任务书编号 HPR-2015-01审核 堵学兴 评定 要求 符合铁附件加工要求批准 堵智明要求完成时间 2015-4-28评定标准 NB47014-2011验收机关 母材直径、厚度( mm )尺寸( mm ) L245N Φ 219*6.3 长 550(1 组 ) L245NΦ 219*6.3长 650(1 组 )保护气体 施焊技术 层间温度 焊后热处理 后热处理 清根方法焊接 方法焊材牌号焊材 规格 电流种类 及极性 电流 A 电压 V焊接速度cm/min 热输 入 钨极 直径 喷嘴 直径SMAW E6010 φ3.2 直流正接 160~ 200 15~18 6~8 φ2.4 φ6-13SMAW E6010 φ4.0 直流反接 100~ 130 20~24 9~12 SMAWE6010φ4.0直流反接100~ 130 20~249~12接头形式简图: (坡口形式: V 形坡口) 简图:氩气 焊接位置 5G预热室温氩电联焊预焊接工艺规程共3页第1页编制:杨佳成审核:堵学兴日期:2015.3.18批准:堵智明预焊接工艺规程共 3页 第 1页单位名称: 无锡林亿机械制造有限公司 预焊接工艺规程编号: HGC-15-01 日期: 2015.3.18 所依据焊接工艺评定报告编号: / 焊接方法: SMAW 机械化程度: 手工 焊接接头:管材对接焊缝 坡口形式: V 形坡口 衬垫(材料及规格) : 无衬垫 其他: /母材:类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号Fe-1-1 相焊及标准号 GB/T8163 钢号 20# 与标准号 GB/T8163 钢号 20# 相焊 对接焊缝焊件母材厚度范围1.5~ 12mm角焊缝焊件母材厚度范围 / 管子直径、壁厚范围 Ф≥ 25mm 、 不限 角焊缝 不限焊缝金属厚度范围: 对接焊缝 0~12 mm其他: /焊材类别 纤维素焊条纤维素焊条焊材标准 GB/ T8110 GB/ T8110填充金属尺寸 Ф3.2Ф4.0焊材型号规格型号: E6010 规格: Ф3.2型号: E6010 规格: Ф4.0简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及 顺序)(如果与图样不符,以图样为准)熔敷金属厚度 2mm熔敷金属厚度 2mm 熔敷金属厚度 2mm对接焊缝焊件焊缝金属厚度范围:~角焊缝焊件母材厚度范围:焊后热处理:焊接速度范围( cm/min ) 5~12(按所焊位置和厚度,分别列出电流和电压范围,计入下表焊接位置:对接焊缝的位置: 5G加热温度: / ℃ 升温速度: ℃ /min焊接方向:向上 向下 √保温时间:/ h 冷却方式:角焊缝位置:预热:气体:最低的预热温度: 气体种类混合比流量( L/mim )最高的层间温度: 保持预热时间: 加热方式:电特性 电流种类直流 保护气体: 尾部保护气: 背面保护气:极性 SMAW 直流 正接焊接电流范围( A )100 ~ 200 电弧电压( V )15 ~ 24钨极类型及直径 喷嘴直径( mm )焊接电弧种类(喷射弧、短路弧等)焊丝送进速度( cm/mim )管对接焊接接头简图:焊接工艺卡共1页焊接工艺程序焊接工艺卡编号HGK-12-011、焊机、焊材、母材确认2、坡口及组对间隙确认并进行焊前清理3、焊接方法确认, SMAW 点固焊4、 SMAW 打底焊5、二次清理焊缝6、 SWAW 手工电弧焊盖面焊 2 层7、清理飞溅焊渣 图号 接头名称接头编号焊接工艺评定报告编号L245N Φ 219*6.3 试件组 1HJFe-1-1-01HPB-2012-01焊接层数: 坡口型式: 钝 边: 正) 3 层V 形 2±1 坡口角度: 600±5 组对间隙: 2±1;8、外观检查、自检合格 9、打焊工钢印号 10、无损检测11、返修,无损检测,合格焊工持证项目SMAW-FeI-5FG SMAW-FeI-5FG序号母材牌号 母材规格 焊接方法或 焊接工艺L245管Φ 219厚度( mm ) 6.3 本厂 自检监检单位第三方或用户焊接位置5G 层/道 焊接方法填充金属焊接电流电弧电压 (V )焊接速度( cm/min )线能量(kj/cm) 施焊技术 氩电联焊钢焊丝 钢焊条极性电流( A )预热温度(℃)牌号规格牌号规格道间温度(℃)1SMAWTG50Φ2.5直正160~200 15~18 6~8 16.8~18.95 焊后热处理2SMAWJ422 Φ3.2 直反 100~130 20~24 9~12 10.7~12.5 后热3SMAWJ422Φ3.2直反100~13020~249~1210.7~12.5钨极直径喷嘴直径脉冲频率脉宽比( %)气体成分验32 5焊缝金属 厚度( mm )SMAW SMAW共1页。
NBT47014焊接工艺评定
对接焊缝焊件母材厚度范围 角焊缝焊件母件厚度范围
6mm -----
管子直径、壁厚范围:对接焊缝 φ159×6
其他
--------
填充金属
焊材类别:
焊丝
焊条
焊材标准:
GB/T14957-94
GB/T5117-2012
填充金属尺寸:
φ2.5
φ3.2
焊材型号:
ER49-1
E4315
焊材牌号(金属材料代号):
检测标准 ---
片号 --
等级 --
检测者:蒋强 2016 年 2 月 24 日
审核人:段卫华 2016 年 2 月 24 日
□MT □PT □UT
检测编号: -----
结果 --
检测标准 --
检测部位 --
结果 --
检测标准 --
检测部位 --
结果 --
备 注:-----------------------
--
烘干 --
350℃×1h --
材质证明 16006 QC2 --
其他 ----
焊接位置 施焊技术 预热温度 层间温度 焊后热处
理 后热处理 清根方法 保护气体 脉冲频率
脉宽 比,%
层/ 焊接 道 方法 1/1 GTAW 2/1 SMAW -- --
6G 手工
-<315℃
接头形式简图:
焊接坡口
--
保温温度(℃) ----
保温时间(h) ----
保护气体:
气体种类
混合比 流量(L/min)
保护气 Ar
--
5-8
尾部保护气 --
---
---
背面保护气 --
---
2019年焊接工艺评定记录01-05(改).doc
试样 No.
缺口位置
试样尺寸
韧性试验(QW-170)
试验温度
冲击动 ft-Ib
侧向膨胀
剪切面,%
1-3in.
落锤试验 (Y/N)
角焊缝试验(QW-180)
结果是否满意:是
否
熔透母材: 是
否
宏观检查结果
其他试验
试验类型
/
熔敷金属成分
/
其他
宏观断面侵蚀试验合格见(WG/104001)表面目视检验合格
焊工姓名
宋永峰
上班记时卡编号
钢印号
试验执行人 见报告
实验室试验编号
WJ1004002,WG1004002
兹证明本报告所述均属正确,并且试验是根据 ASME 规范第 IX 卷的要求进行试件的准备、焊接和试验的。
结果证明:该工艺规范适用
制造厂 延安石源工贸有限责任公司
签字人
日期
2010.4.15
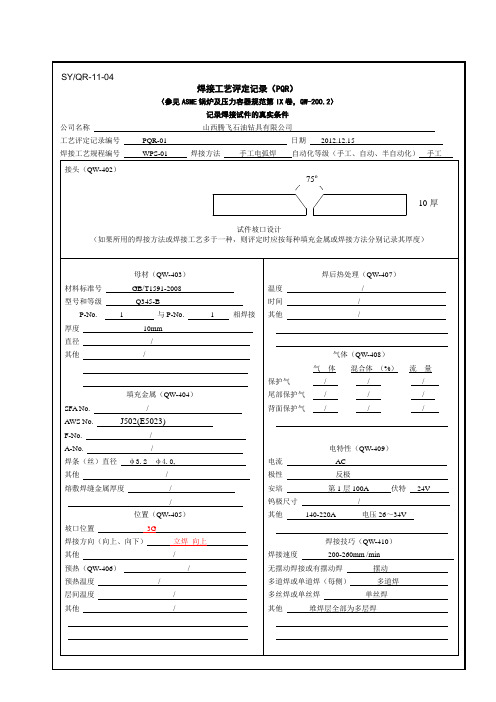
SY/QR-11-04
类型和编号 面弯 W10001-3 面弯 W10001-4 背弯 W10001-5 背弯 W10001-6
导向弯曲试验(QW-160) 结论
在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象
F-No.
/
A-No.
J607
焊条(丝)直径 φ 3.2 φ 4.0,
其他
/
熔敷焊缝金属厚度
/
/
位置(QW-405)
坡口位置
3G
焊接方向(向上、向下)
立焊 向上
其他 预热(QW-406) 预热温度 层间温度 其他
焊接工艺评定记录(pqr)
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
焊接工艺评定记录PQR

尺寸
正面
背面
焊脚高
板状焊后角变形°
咬边:深度长度
管状通球直径及成果
表面不容许缺陷(有/无)
宽度
高度
宽度
高度
无损检测
射线探伤(原则号、则号、成果)渗透探伤(原则号、成果)
其他
接头拉力试验:原则号汇报编号:
试样编号
试样
宽度(mm)
试样
厚度
(mm)
横截
面积
(mm2)
评估成果:(合格/不合格)
编制
审核
批准
监检
日期
日期
日期
日期
试样编号
试样尺寸
V型缺口位置
试验温度(℃)
冲击吸取功(J)
备注
角焊缝试验:
根部(焊透/未焊透)焊缝(熔合/未熔合)
焊缝、热影响区(有/无裂纹)检查成果(合格/不合格):
检查截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差
其他检查:
检查措施(原则、成果):
其他:
附加阐明:
焊工姓名焊工钢印焊接日期
合格证编号有效期
结论:
本评估按 规定焊接试件、检查试样、测定性能,确认试验记录对旳。
锤击
其他
预热:
预热温度
层间温度
其他
XX Form8-5/Rev. 0
工艺评估记录编号PQR No.:第2页共3页
电特性
钨极类型及规格
熔化极气体保护焊熔滴过渡形式(粗滴过渡、短路过渡、喷射过渡等)
其他:
焊道/焊层
焊接措施
填充金属
焊接电流
电弧电压
(V)
焊接速度
(m/s)
19-焊接工艺评定报告

单位名称:
焊接工艺评定报告编号:焊接工艺知道书编号:
焊接方法:机械化程度:(手工、半自动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
钢号:
类、组别号:与类、组别号:相焊
厚度:
直径:
其他:
焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体
混合比
流量(L/min)
保护气体
尾部保护气
背面保护气
填充金属:
焊材标准:
焊材牌号:
焊材规格:
焊缝金属厚度:
其他:
电特性:
电流特性:
极性:
钨极尺寸:
焊接电流(A):
电弧电压(V):
其他:
焊接位置:
对接焊缝位置:方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):
无损检验
RT:UT:
MT:PT:
其他
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
No
分析表面或取样开始表面至熔合线的距离(mm):
附加说明:
结论:本评定按JB4708-2000规定焊接试件、检验试样,测定性能,确定试验记录正确
评定结果:(合格、不合格)
焊工
姓名
焊工
代号
施焊
日期
编
制
日期
摆动或不摆动:
摆动参数:
多道焊或单道焊(每面):
多丝焊或单丝焊:
其他:
焊接工艺评定记录01-05(改)
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
ASME-焊接工艺评定记录 (PQR)

Groove Design of Test Coupon
母材BASE METALS
材料标准号Material Spec.EN10025
型号和等级Type or GradeST52-3 +ST52-3
P—NO.1与to P—NO.1相焊接
试件厚度Thickness of Test Coupon12mm
层间温度Inter pass Temp.220-280℃
其它Other
焊后热处理POST-WELD HEAT TREATMENT
温度TemperatureNone时间TimeNone
其它Other
气体GAS
百分组成Percent Composition
气体Gas(es)混合剂(Mixture)流量Flow rate
试件直径Diameter of Test CouponNA
其它Other
填充金属FILLER METALS
SFA NO.SpecialAWS NO.Special:ANSI/AWS A5.18:ER70S-6上海中钢焊材有限公司
F—NO.NAA—NO.NA
焊条(丝)直径Size of Filler Metalφ1.2mm
厚
Thickness
面积
Area
极限载荷
Ultimate Total Load
抗拉强度MPa
Ultimate Unit Stress
破坏性质及位置
Type of Failure & Location
PQR-07-L1
25
12
300
Ductile fracture, HAZ
PQR-07-L2
25
焊接工艺评定报告

焊接工艺评定报告焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-01试件材料Q235-B焊接方法埋弧自动焊评定日期2006年9月18日山东阳光天润化工设备有限公司焊接工艺评定报告单位名称:山东阳光天润化工设备有限公司焊接工艺评定报告编号:PQRB06-01 焊接工艺指导书编号:WPS06-01焊接方法:SAW 机械化程度:(手工、半自动、自动)自动接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)+母材:材料标准:GB/T3274钢号:Q235-B类、组别号:Ⅰ-1类、组别号:Ⅰ-1 相焊厚度:12直径:其他:焊后热处理:热处理温度(℃):保温时间(h):保护气体:气体混合比流量(保护气体尾部保护气背部保护气填充金属:焊材标准:GB/T5293—1999 焊材牌号:H08A焊材规格:φ4mm焊缝金属厚度:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A):560-580 580-620伸试验试验护告编号:LH01-0609试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-01L1 25 12 300 135.6 452 焊缝区HB-01L2 25 12 300 135.1 450 焊缝区弯曲试验试验报告编号:LH01-0609试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果HB-01W1 面弯12 φ48 180°合格HB-01W2 面弯12 φ48 180°合格HB-01W3 背弯12 φ48 180°合格HB-01W4 背弯12 φ48 180°合格焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-02试件材料16MnR焊接方法埋弧自动焊评定日期2006年9月20日山东阳光天润化工设备有限公司焊接工艺评定报告多道焊或单道焊(每面): 单道多丝焊或单丝焊: 单丝其他: 预热:预热温度(℃): 层间温度(℃): 其他: 伸 试 验 试验护告编号: LH02-0609 试样编号 试样宽度(㎜)试样厚度(㎜)横截面积(㎜) 断裂载荷(KN) 抗拉强度(MPa ) 断裂部HB-02L1 25 12 300 185.7 619 焊缝区HB-02L225 12 300 183.1 610 焊缝区弯曲试验 试验报告编号: LH02-0609 试样编号 试样类型 试样厚度 (㎜)弯心直径(㎜) 弯曲角度(°) 试验结果HB-02W1 面弯 12 φ48 180° 合格焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-03试件材料Q235-B焊接方法焊条电弧焊评定日期2006年9月18日山东阳光天润化工设备有限公司焊接工艺评定报告160-180180-200电弧电压(V):18-20 24-2624-26 26-28其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):摆动或不摆动摆动参数:多道焊或单道焊(每面):多丝焊或单丝焊:其他:预热:预热温度(℃):层间温度(℃):其他:伸试验试验护告编号:LH02-0610试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-03L1 25 12 300 135 450 焊缝区焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-04试件材料Q235-B焊接方法焊条电弧焊+氩弧焊+埋弧自动焊评定日期2006年9月18日山东阳光天润化工设备有限公司焊接工艺评定报告QDR15-08-±母材:材料标准:GB/T3274钢号:Q235-B类、组别号:Ⅰ-1类、组别号:Ⅰ-1 相焊厚度:10mm直径:其他:焊后热处理:热处理温度(℃):保温时间(h):保护气体:气体混合比流量(保护气体Ar尾部保护气背部保护气填充金属:焊材标准:GB/T5117 GB/T5293焊材牌号:J427 H08A焊材规格:φ2mm φ3.2mm φ4mm 焊缝金属厚度:其他:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A):100-120 160-180160-180550-570电弧电压(V):18-20 24-26伸试验试验护告编号:LH03-0610试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-04L1 25 10 250 110.5 442热影响HB-04L2 25 10 250 113 452 焊缝区弯曲试验试验报告编号:LH03-0610试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果HB-04W1 面弯10 φ40 180°合格HB-04W2 面弯10 φ40 180°合格HB-04W3 背弯10 φ40 180°合格HB-04W4 背弯10 φ40 180°合格焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-05试件材料Q235-B焊接方法焊条电弧焊+埋弧自动焊评定日期2006年9月19日山东阳光天润化工设备有限公司焊接工艺评定报告电弧电压(V):24-26 26-2834-36其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):44-46摆动或不摆动摆动参数:多道焊或单道焊(每面):多丝焊或单丝焊:单丝(SMA 其他:预热:预热温度(℃):层间温度(℃):其他:伸试验试验护告编号:LH03-0609试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-05L1 25 12 300 131.7 439 焊缝区HB-05L2 25 12 300 130.5 435 焊缝区焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-06 试件材料16MnR焊接方法焊条电弧焊+埋弧自动焊评定日期2006年9月20日山东阳光天润化工设备有限公司焊接工艺评定报告直径:其他:尾部保护气背部保护气填充金属:焊材标准:GB/T5117 GB/T5293 焊材牌号:J507 H10MnR 焊材规格:φ4mm φ4mm 焊缝金属厚度:其他:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A)160-180 180-200580-600电弧电压(V):24-26 26-2834-36其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):46-47 (SMA 摆动或不摆动摆动(SMAW)摆动参数:多道焊或单道焊(每面):多道预热:焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-07试件材料16MnR焊接方法钨极氩弧焊+焊条电弧焊+埋弧自动焊评定日期2006年9月24日山东阳光天润化工设备有限公司焊接工艺评定报告接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)+±0.5°±°母材:材料标准: GB/T6654 钢号: 16MnR类、组别号: Ⅱ-1类、组别号:Ⅱ-1 相焊 厚度: 10mm 直径: 其他:焊后热处理:热处理温度(℃): 保温时间(h ): 保护气体:气体 混合比 流量(保护气体 尾部保护气 背部保护气 填充金属:焊材标准GB/T14957 GB/T5117 GB/T5293 焊材牌号: H10MnSi J507 H10Mn2 焊材规格: φ2mm φ4mm φ4mm 焊缝金属厚度: 其他:电特性: 电流种类: 直流 极性: 正接(GTAW ) 反接 钨极尺寸: 焊接电流(A )100-120160-180530-550伸试验试验护告编号:LH05-0610试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-07L1 25 10 259 152 608 焊缝区HB-07L2 25 10 259 154.8 619 焊缝区弯曲试验试验报告编号:LH05-0610试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果HB-07W1 面弯10 φ40 180 合格HB-07W2 面弯10 φ40 180 合格HB-07W3 背弯10 φ40 180 合格HB-07W4 背弯10 φ40 180 合格焊接工艺评定报告焊接工艺评定名称板—板对接焊焊接工艺评定编号PQRB06-08试件材料16MnR焊接方法焊条电弧焊+埋弧自动焊评定日期2006年9月21日山东阳光天润化工设备有限公司焊接工艺评定报告电弧电压(V):20-22 24-2634-36其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):46-46摆动或不摆动摆动参数:多道焊或单道焊(每面):多道多丝焊或单丝焊:单丝(SMA 其他:预热:预热温度(℃):层间温度(℃):其他:伸试验试验护告编号:LH06-0609试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-08L1 25 12 300 182.7 609 焊缝区HB-08L2 25 12 300 183 610 焊缝区焊接工艺评定报告焊接工艺评定名称管—板对接焊焊接工艺评定编号PQRB06-09 试件材料Q235-B 20焊接方法焊条电弧焊评定日期2006年9月22日山东阳光天润化工设备有限公司焊接工艺评定报告直径:φ57mm 其他:尾部保护气背部保护气填充金属:焊材标准:GB/T5117焊材牌号:J427焊材规格:φ3.2mm φ4mm 焊缝金属厚度:其他:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A)90-110 160-180 180-200电弧电压(V):20-22 24-26 26-28其他:焊接位置:对接焊接位置:水平方向:(向上、向下)角焊接位置:方向:(向上、向下)技术措施:焊接速度(cm/min):摆动或不摆动摆动参数:多道焊或单道焊(每面):多道多丝焊或单丝焊:其他:预热:预热温度(℃):层间温度(℃):其他:焊接工艺评定报告焊接工艺评定名称管—板对接焊焊接工艺评定编号PQRB06-10试件材料16MnR 20焊接方法焊条电弧焊评定日期2006年9月22日山东阳光天润化工设备有限公司焊接工艺评定报告QDR15-08±母材:材料标准:GB/T6654 GB/T8163钢号:16MnR 20类、组别号:Ⅱ-1类、组别号:Ⅱ-1 相焊厚度:22mm直径:φ57mm其他:焊后热处理:热处理温度(℃):保温时间(h):保护气体:气体混合比流量(保护气体尾部保护气背部保护气填充金属:焊材标准:GB/T5117焊材牌号:J427焊材规格:φ3.2mm φ3.2mm 焊缝金属厚度:其他:电特性:电流种类:直流极性:反接钨极尺寸:焊接电流(A)90-110 160-180 180-200电弧电压(V):20-22 24-26 26-28弯曲试验试验报告编号:试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果冲击实验试验报告编号:试验编号试样尺寸缺口类型缺口位置试验温度(℃)冲击吸收功(J)备检验截面ⅠⅡⅢⅣⅤ焊脚差(㎜)无损探伤RT: UT:MT: 按JB/T4730-2005 探伤合格PT:其他:耐蚀堆焊金属化学成分(重量%)C Si Mn P S Cr Ni Mo V Ti分析表面或取样开始表面至熔合线的距离(㎜)附加说明:焊接工艺评定报告焊接工艺评定名称管—管对接焊焊接工艺评定编号PQRB06-11试件材料20 φ57×3.5焊接方法焊条电弧焊评定日期2006年9月22日山东阳光天润化工设备有限公司焊接工艺评定报告伸试验试验护告编号:LH01-0610试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜)断裂载荷(KN)抗拉强度(MPa)断裂部HB-11L110 3.5 35 14.8 425 母材区HB-11L2 10 3.5 35 14.8 431 母材区弯曲试验试验报告编号:LH01-0610试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果HB-11W1面弯 3.5 φ14 180 合格HB-11W2面弯 3.5 φ14 180 合格HB-11W3背弯 3.5 φ14 180 合格HB-11W4背弯 3.5 φ14 180 合格焊接工艺评定报告焊接工艺评定名称管—板对接焊焊接工艺评定编号PQRB06-12试件材料Q235-B 20焊接方法焊条电弧焊评定日期2006年9月22日山东阳光天润化工设备有限公司焊接工艺评定报告。
焊接工艺评定报告

xxxxxxxxxx钢结构工程焊接工艺评定报告报告编号:编制:审核:审批:xxxxxxxx公司xxxx年xx月xx日焊接工艺评定报告目录焊接工艺评定报告焊接工艺评定指导书第2页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接平焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 平焊ER50-6 ΦCO2 15 125 21 8 /2 平焊ER50-6 ΦCO2 15 125 21 8 /3 平焊ER50-6 ΦCO2 15 125 21 8 /4 平焊ER50-6 ΦCO2 15 125 21 8 /5 平焊ER50-6 ΦCO2 15 125 21 8 /6 平焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第3页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055焊接方法平焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 平焊Φ15 125 21 8 /2 平焊Φ15 125 21 8 /3 平焊Φ15 125 21 8 /4 平焊Φ15 125 21 8 /5 平焊Φ15 125 21 8 /6 平焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名杨和良资格代号苏D 级别/ 施焊日期记录审核焊接工艺评定指导书第4页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接横焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 横焊ER50-6 ΦCO2 15 125 21 8 /2 横焊ER50-6 ΦCO2 15 125 21 8 /3 横焊ER50-6 ΦCO2 15 125 21 8 /4 横焊ER50-6 ΦCO2 15 125 21 8 /5 横焊ER50-6 ΦCO2 15 125 21 8 /6 横焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第5页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056焊接方法横焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 横焊Φ15 125 21 8 /2 横焊Φ15 125 21 8 /3 横焊Φ15 125 21 8 /4 横焊Φ15 125 21 8 /5 横焊Φ15 125 21 8 /6 横焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名 杨和良 资格代号苏D 级别 / 施焊日期记录审核焊接工艺评定指导书第6页 共8页工程名称 常州科技金融中心(钢结构) 指导书编号 ZDS2015057 母材钢号 Q345B板厚或管径X 壁厚25/25轧制或热处理状态 热轧 生产厂 江西萍钢实业股份有限公司 焊接材料 生产厂 牌号 型号 类型 烘干制度 (℃×h )备注 焊条 // / / / / 焊丝 常州华通焊业股份有限公司 ER50-6 Φ / / / 焊剂或气体 常州合众工业气体有限公司 CO2 /气体//焊接方法 二氧化碳气体保护焊焊接位置 对接立焊 焊接设备型号NBC-500电源及极性 直流反接预热温度(℃) / 层间温度(℃) /后热温度(℃) 及时间(min )/焊后热处理/接头及坡口尺寸图焊 接 顺 序 图焊接工艺参数道次 焊接方法 焊条或焊丝 焊剂或保护气 保护气体流量(L/min )电流(A ) 电压(V ) 焊接速度(cm/min )热输入(kJ/cm ) 备注 牌号 Φ(mm ) 1 立焊 ER50-6 Φ CO2 15 125 21 8 / 2 立焊 ER50-6 Φ CO2 15 125 21 8 / 3 立焊 ER50-6 Φ CO2 15 125 21 8 / 4 立焊 ER50-6 Φ CO2 15 125 21 8 / 5 立焊 ER50-6 Φ CO2 15 125 21 8 / 6 立焊ER50-6Φ CO2 15 125 21 8 / … 立焊 ER50-6ΦCO215 125218/技术措施焊前清理 磨光机打磨道间清理磨光机打磨背面清根 /其他:编制审核焊接工艺评定记录表工程名称常州科技金融中心(钢结构)指导书编号ZDS2015057焊接方法立焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 立焊Φ15 125 21 8 /2 立焊Φ15 125 21 8 /3 立焊Φ15 125 21 8 /4 立焊Φ15 125 21 8 /5 立焊Φ15 125 21 8 /6 立焊Φ15 125 21 8 / …立焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/焊接工艺评定检验结果。
焊接工艺评定报告

第2页 共4页
焊接位置: 对接焊缝的位置:管状水平固定焊(5G) 立焊的焊接方向:(向上、向下) 向上 角焊缝位置: 立焊的焊接方向:(向上、向下) /
预热: 加热方式: 电加热 最小预热温度(℃): 200℃ 最大层间温度(℃): 250℃ 预热范围: 焊缝及两侧 2cm
后热处理: 后热温度范围(℃): 保温时间范围(℃):
焊后热处理: 保温温度范围(℃): 保温时间范围(℃):
300-350℃ 2-3h
740-750℃ 2-3h
保护气体:
气体
保护气:
Ar
尾部保护气:
背面保护气:
其它:
混合比
>99.95% / / /
流量 ( L/min ) 7—12
电特性: 电流种类: 直流 焊接极性: 根焊正接,其他层反接 焊接电流范围: 65—100A 电弧电压范围: 10—24V 钨极类型及直径: 铈钨极 WC20 Φ2.5 熔滴过渡形式:不要求 送进速度范围: / 其它: /
图1
图2
接头及坡口形式:V 型对接 衬垫:不要求
焊接 焊接 层次 方法
填充金属
电流
型号
规格 安培(A) 极性
(mm)
电压 (V)
送丝速度 焊接速度 线能量 (in/min) (cm/min) (kj/cm)
根焊 GTAW ER90s-B9 Φ2.4 90—100 DCEN 10—20 N/A
5—7
10.29
/
检验截面
/
/
焊脚差(mm)
/
/
硬度检验:
试样编号
取样 位置
测试位置 测量点
HD
/
13PQR—011—7
工艺评定记录(PQR)

浙江嘉善鑫海精密铸件有限公司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD焊接工艺评定记录PROCEDURE QUALIFICATION RECORDS (PQR)TENSILE TEST(QW-150)〈拉伸试验〉嘉善鑫海精密铸件有限公司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD焊接工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR)GUIDED BEND TEST (QW-160) 〈引导弯曲试验〉TOUGHNESS TESTS(QW-170)〈韧性试验〉FILLET WELD TEST (QW-180) 〈角焊缝试验〉Result-Satisfactory: ■ Yes □No Penetration Into Parent Metal: ■ Yes □No 结果:合格□不合格熔透母材:■合格□不合格Macro-Results (宏观试验): N/AOTHER TEST (其它试验)Type of Test(试验类型): PT(1008PT112) RT(1008RT0807) Deposit Analysis(金相及成分分析):C:0.22, Si:0.38, Mn:0.85, P:0.021, S:0.014, Cr:0.075, Ni:0.071, Mo:0.032, Cu:0.030, V:0.001 (L183) Other(其它): N/AWelder’s Name(焊工姓名):季忠敏 Clock No.(证件号): 33252219721222473 Test Conducted by(试验执行人):季忠敏 Stamp No.(钢印号): L184 Laboratory Test No.(试验编号):CS-01/CS-05-1 CS-01/CS-05-2 CS-01/CS-05-3 CS-01/CS-05-4 CS-01/CS-05-5 CS-01/CS-05-6We certify that the statements in this record are correct and that the test welds were prepared,welded and tested in accordance with the requirements of Section Ⅸ of the ASME Code.我们确保此焊接工艺的准备、焊接和试验均按照ASME规范第Ⅸ卷进行。
焊接工艺评定报告

PQR 编号:QZ-HC1612-25
焊接工艺评定报告
编制:
审核:
批准:
焊接工艺评定报告
表HC-GYPD NO:01
单位名称衢州市河川翻板闸门有限公司
焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225
焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:GB3274-88钢号:Q235B 焊后热处理:
热处理温度(℃):/
保温时间(h):/根据推荐先前提供的资料,按照
图1结构画图,钝边0.5~1mm,
坡口角度30~40°,间隙2~
3mm。
表HC-GYPD NO:02
表HC-GYPD NO:03
表HC-GYPD NO:04
表HC-GYPD NO:05
表HC-GYPD NO:06
表HC-GYPD NO:07
表HC-GYPD NO:08。
焊接工艺记录范文的焊接工艺评定报告

焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告单位名称:焊接工艺评定报告编号:容评焊接工艺指导书编号:焊接方法:机械化程度:接头简图:〔坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度〕TGTAW =┨,TSMAW =┨TSAW =┨母材:材料标准:钢号:类别名:与类别名:相焊厚度:δ=直径:φ×其他:焊后热处理:热处理温度〔℃〕:℃保温时间〔h〕: h保护气体:保护气体成分: Ar 混合比: 99.99% 气体流量〔L/min〕: L/min正面:反面: / 尾部: /填充金属:焊材标准:焊材牌号:焊材规格:φφ焊缝金属厚度:其他:电特性:电流种类:直流极性:焊接电流〔A〕:电弧电压〔V〕:钨极尺寸:铈钨极φ2.5其他: /焊接位置:对接焊缝位置:水平方向:向上、向下角焊缝位置: / 方向:向上、向下技术措施:焊接速度: cm/min摇摆或不摇摆:不摇摆摇摆参数: /每面单〔多〕道焊:单双面单多道焊单〔多〕丝焊:单丝焊其他: /预热:预热温度〔℃〕:≥ ℃层间温度〔℃〕:≤ ℃其他: /金相检验〔角焊缝〕:根部〔焊透、未焊透〕:焊缝〔熔合、未熔合〕:焊缝、热影响区〔有裂纹、无裂纹〕:检验截面Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ Ⅶ Ⅷ焊脚差〔mm〕无损检测:无损检测标准:检测种类:检测比例:合格级别:其他:耐蚀堆焊金属化学成分〔重量%〕:C Si Mn P S Cr Ni Mo V Ti Nb分析外表或取样开头外表至熔合线的距离〔mm〕:附加说明:结论:本评定按JB4708-2023 规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:合格焊工钢印日期第三方检验编制审核批准监检日期日期日期日期试验标准:JB4708-2023 拉伸试验试验报告编号:样号取样位置试样试验温度〔℃〕抗拉强度σb〔MPa〕伸长率δ〔%〕断裂载荷〔KN〕断裂特点和部位备注宽度厚度1焊缝 25 常温2焊缝 25 常温试验标准:JB4708-2023 弯曲试验试验报告编号:弯曲角样号试样型试试样厚度〔mm〕弯轴直径D= α〔mm〕〔°〕弯曲结果备注1 4α 180 合格2 4α 180 合格3 4α 180 合格4 4α 180 合格试验标准:JB4708-2023 冲击试验试验报告编号:样号试验温度〔℃〕试样缺口冲击吸取功AKV〔J〕侧膨胀值〔mm〕备注尺寸方向型式位置方向位置1 0℃ 10×10试样纵轴垂直于焊缝轴线 V 焊缝缺口轴线垂直于母材外表焊缝中心线2 0℃10×10 V3 0℃10×10 V4 0℃ 10×10 V 热影响区焊缝与母材熔合线5 0℃10×10 V6 0℃10×10 V工艺评定记录就依据你实际使用的母材,焊材,实际使用的参数等进展填写,还有疑问的话,可以把你自己填写的发上来,针对具体的给你建议焊工工艺评定,依据工件的材质、焊接材料和接头形式,参照标准查看已有的焊接工艺评定是否被掩盖,没有就要做。
焊接工艺评定表格模板
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
版本:A版
焊接工艺评定
编号:XXXXXXX
编制:
审核:
批准:
XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘头型式简图:
焊接设备
焊缝正面余高差
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
焊接工艺评定记录
焊接工艺评定记录项目名称:焊接工艺评定记录项目编号:PQR001评定日期:2024年1月1日焊接材料:基材:A36碳钢板填充材料:ER70S-6焊丝保护气体:纯二氧化碳焊接电流和电压参数:电流范围:80A-100A电压范围:20V-25V焊接速度:8-10cm/min焊接位置:横焊焊缝类型:对接焊缝焊接前准备工作:1.对基材进行清洁,去除表面油脂和污物。
2.对填充材料进行预热处理,使其达到适宜焊接温度。
3.调整焊接机器设定参数至预定范围内。
1.按照设定参数进行焊接,实施焊接过程。
2.对焊接完毕的试样进行质量检测。
3.检测结果符合要求的试样,进行焊缝强度测试。
4.强度测试结果:焊缝拉伸强度为400MPa,符合设计要求。
5.对焊缝进行断裂分析,发现焊缝的断裂模式为焊区断裂。
结论:本次焊接工艺评定结果符合要求,焊接质量良好。
根据试验结果,得出以下结论:1.基材A36碳钢板和填充材料ER70S-6焊丝的配合焊接效果良好。
2.纯二氧化碳作为保护气体可以提供足够的保护效果。
3.设定的焊接电流和电压参数以及焊接速度符合质量要求。
4.本焊接工艺适用于焊接横焊对接焊缝。
建议:在实际应用中,建议根据不同的焊接要求和材料特性进行相应的参数调整;同时,也建议在进行大批量生产前进行进一步的评定和测试,以确保焊接工艺的稳定性和可靠性。
总结:本次焊接工艺评定记录(PQR)详细记录了焊接材料、焊接参数、焊接工艺评定过程和结果,为以后相似工作提供了参考。
通过严格的评定程序和质量检测,得出本次焊接工艺符合要求的结论,并提出建议。
根据评定结果,可以进行相应的焊接工艺推广和应用。
焊接工艺评定无损检测及试样试验报告资料02
焊接工艺评定中十冶集团有限公司二00六年二月十五日焊接工艺评定中十冶集团有限公司- 1 -目 录焊接工艺评定报告2焊接工艺评定中十冶集团有限公司- 3 -续表:续表:4焊接工艺评定中十冶集团有限公司- 5 -焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书6焊接工艺评定中十冶集团有限公司- 7 -焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日8焊接工艺评定中十冶集团有限公司- 9 -材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告10焊接工艺评定中十冶集团有限公司- 11 -续表:续表:12焊接工艺评定中十冶集团有限公司 - 13-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书14焊接工艺评定中十冶集团有限公司 - 15-焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日16焊接工艺评定中十冶集团有限公司 - 17-材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告18焊接工艺评定 中十冶集团有限公司 - 19-续表:焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
20焊接工艺评定中十冶集团有限公司 - 21-焊接工艺评定指导书宏观金相试验报告审核:(签字)检查:(签字)22焊接工艺评定中十冶集团有限公司- 23 -焊接工艺评定报告续表:24焊接工艺评定中十冶集团有限公司 - 25-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书26焊接工艺评定中十冶集团有限公司 - 27-宏观金相试验报告审核:(签字) 检查:(签字)焊接工艺评定报告28焊接工艺评定中十冶集团有限公司- 29 -续表:续表:30焊接工艺评定中十冶集团有限公司 - 31-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。