我的精密平口钳制作 .PPT
绘制平口钳

绘制平口钳
一、绘制螺钉
1、新建文件,命名为qian01,选择模板为mmns_part_solid
2、根据尺寸绘制如图所示模型,并保存文件
1、新建文件,命名为qian02,选择模板为mmns_part_solid
2、根据尺寸和投影图绘制零件2,如下图:
3、添加特征修饰并保存文件
1、新建文件,命名为qian03,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
1、新建文件,命名为qian04,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
1、新建文件,命名为qian05,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
六、绘制零件6
1、新建文件,命名为qian06,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
1、新建文件,命名为qian07,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
3、添加螺纹
轨迹和截面分别如图,螺距为4
4、保存图形
八、绘制零件8
1、新建文件,命名为qian08,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
3、插入螺旋扫描,螺距为4,路径和截面如图:
九、绘制零件9
1、新建文件,命名为qian09,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
十、绘制零件10
1、新建文件,命名为qian10,选择模板为mmns_part_solid
2、根据视图和尺寸绘制零件图,如图
十一、装配:。
平口钳实验报告模板

Hefei University模块实训COURSE P ROJE C T题目:工业产品表达2——平口钳零件视图表达及测绘草图系别:机械工程系专业:机械设计制造及自动化学制:四年姓名:张哲学号: 1306013011 导师:徐滟2014年3月26日目录第 1 章平口钳零件视图表达及测绘草图 (2)1.1.实训题目 (2)1.2.实训目的 (3)1.3.实训要求 (3)第 2 章零件草图的测绘过程 (3)第 3 章零件草图(附图) (3)第 4 章成绩评定 (3)实训小结 (4)第 1 章平口钳草图测绘及零件视图表达1.1.实训题目:为了更好地提高学生的动手、测绘、绘图能力,进一步巩固和完善所学机械制图知识,为学生后续课程的学习打下坚实的基础。
结合工业产品表达II模块的教学基本内容,设置了本实训环节。
根据平口钳的实物模型手工测绘并绘制钳座、活动钳口、方形螺母、护口板等零件草图,要求零件视图表达正确、尺寸测绘完整、准确。
图一平口钳1.2.实训目的本实训是机制专业学生所学模块中非常重要的实践环节,其任务是使学生了解和掌握有关机械零部件的结构和工作原理,增强机械零部件形体的空间概念,提高动手和绘图能力,要求学生通过实训,掌握机械零部件的基本拆卸方法,常用量具的使用方法和常见零件的测量方法,能用所学机械制图的基本知识绘制零件草图,在零件草图的基础上,能正确、完整、清晰地进行视图表达及尺寸标注。
1.3.实训要求1、借平口钳实物模型,借游标卡尺。
2、爱护模型,掌握有关机械零部件的结构和工作原理,掌握机械零部件的基本拆卸方法。
3、掌握游标卡尺的使用方法和常见零件的测量方法。
4、正确绘制平口钳部件中各零件的工程草图,要求视图表达正确。
5、在正确表达视图的基础上,完整、准确地记录零件尺寸。
6、在上机绘制零件工作图之前及时返还平口钳实物。
第 2 章草图测绘过程1、学习平口钳的工作原理、熟悉其结构特点;2、学习游标卡尺的使用方法和常见零件的测量方法。
第03单元 制作平口钳工程图

跟我做
STEP 2
之一
制作标准图纸
图3-7
“新增”对话框
图3-8 “新格式”对话框
跟我做
STEP 2
之一
制作标准图纸
图3-9 生成A4图纸的幅面
跟我做
之一
制作标准图纸
STEP 3 现在就可以开始制作图纸的图框了。选择“格式”菜单 中的“工具”选项,如图3-10所示,系统出现“工具” 菜单,如图3-11所示,选择“偏距”|“链图元”选项, 系统提示“选择图元”。
本单元项目任务
图3-5 明细栏
本单元项目任务
现根据GB/T 10609.2—1989、GB/T 17825.2—1999和JB/T 5054.3—2000,说明明细栏填写中应注意的若干问题。 (1) 明细栏中由下向上填写的序号应与图形中的零件序号顺 序对应。在复杂的部件装配图中,部件所属的分部件与直属部 件的零件可混合编写序号。序号也可分类编写,例如有的企业 规定,在明细栏中需按分部件、专用件、标准件和辅料(如机 油和粘结剂等)的顺序由下向上分类填写,此时图形中的序号 可分层编排。 (2) 明细栏中的“代号”就是标题栏中的“图样代号”。在 装配图中,标题栏内的图样代号是填写反映产品代号和部件号 之间的隶属关系,而明细栏中的代号还应反映该部件所属的分 部件、零件,因此,其代号中需多反映一层隶属关系。对于 CAD图,“代号”栏目中除填写“图样代号”外,尚需加填 “存储代号”。
(7) “图样代号”又可简称为“图号”或“代号”。机械图样 代号一般采用隶属编号。隶属编号是按产品代号、部件号和零 件号之间的隶属关系进行编号的。编号的基本原则和要求应符 合以下两项标准的规定: GB/T 17825.3—1999 《CAD文件管理编号原则》 JB/T 5054.4—2000 《产品图样及设计文件编号原则》 (8) 为便于图样管理,由计算机辅助设计形成的CAD图必须在标 题栏中的“图样代号”下方填写“存储代号”。CAD图所存放介 质(磁盘、磁带和光盘等)的存储代号的编号方法应符合 GB/T 17825.10—1999《CAD文件管理存储与维护》的规定。 明细栏是装配图中的一项内容或附属于装配图的续页。明细表 则相当于全套产品图样中所有装配图的明细栏的汇总,是不属 于图样的另一类设计文件。 GB/T 17825.2中给出的明细栏的格式和尺寸如图3-5所示。
平口钳的结构与工艺设计
毕业设计专业:机械设计制造与自动化班级学号:1203411001学生姓名:指导教师:二〇一四年十一月前言在二十一世纪最重要的是科技,随着科技的发展,机械行业也在快速的发展,在发展的同时机械类行业也得到了改朝换代;平口钳是工业里的装夹与定位的工具,比如模具加工行业、机械制造行业、武器制造行业等都可以见到它的身影;在行业里它适用于各个岗位,比如作业装夹,钳工的后期处理、质检工的检测、维修工的修理等;在作业装夹时,平口钳可以调整角度、可以调整装夹时的松紧程度,并且平口钳可以在各种机器上运用,其中包括普通车床、铣床;数控车床、铣床、磨床、锯床等,在工作中它可以调整角度,可以作用于不规则的零件制造,在大批量的生产中它可以快速的提高生产效率,并且在运用上也极其方便,可以称之为工人的左右手,为了使工人的工作更加的效率,也为了可以节省更多的成本;所以要对平口钳的设计做出更科学的、更合理的规划,节约成本,体现效率等。
Translation:In the 21st century the most important thing is that science and technology, with the development of science and technology, the development of machinery industry is rapidly, at the same time in the development of machinery industry also got a succession;Parallel-jaw vice is a tool for clamping and positioning in the industry, such as mold processing industry, machinery manufacturing industry, weapons manufacturing industry and so on can see the figure of it;It is suitable for all positions in industry, such as clamping, fitter of post processing, quality inspection workers of detection and repair of repair, etc.;When the clamping of the operation, flat pliers can adjust the Angle, can adjust the tightness of the clamping, and flat pliers can be used in all kinds of machines, including ordinary lathe, milling machine;Numerical control lathe, milling machine, grinding machine, sawing machine, etc., it can adjust the Angle, in the work can be applied to irregular parts manufacturing, in mass production it can quickly improve the efficiency of production, and also very convenient in use, can be called the worker's right-hand man, in order to make the workers work more efficiency, also can in order to save more costs;So to the design of flat pliers to make a more scientific and more reasonable planning, cost savings, reflect efficiency and so on.目录前言 (2)平口钳的设计目的 (6)平口钳的设计规划 (6)平口钳的设计大纲 (6)平口钳的设计要求 (7)第一章平口钳活动钳身设计及加工工艺规程编制 (7)一、平口钳活动钳身的设计 (7)1.活动钳身的整体设计 (7)2.活动钳口的设计图样 (7)二、活动钳身的加工工艺规程编制 (8)1.活动钳身的毛坯设计 (8)2.活动钳身的工艺性分析 (9)3.材料的选择 (9)4.基准的选择 (9)5.工艺过程如图 (10)6.活动钳身的加工过程 (10)7.加工余量及工序尺寸的确定 (11)8.设备的选用和参数的选择 (11)第二章平口钳丝杠的设计及加工工艺规程编制 (12)一、平口钳丝杠的设计 (12)1.丝杠的整体设计 (12)2.丝杠的图样设计 (12)二、平口钳丝杠的加工工艺规程编制 (12)1.平口钳丝杠毛坯图的设计图 (13)2.平口钳丝杠的工艺分析 (13)3.材料选择 (13)4.技术要求 (13)5.主要加工表面 (14)6.丝杆的强度校核 (14)7.加工工艺的总路线 (14)8.加工余量及工序尺寸的确定 (15)9.切削用量的选择 (15)10. 加工设备和工艺装备 (16)第三章固定钳身的设计与工艺规程编制 (17)一、固定钳身的设计 (17)1.平口钳固定钳身的整体设计 (17)2.平口钳固定钳身的设计图样 (17)二.固定钳身的设计与工艺规程编制 (18)1.平口钳固定钳身毛坯设计图 (18)2.固定钳身的分析 (18)3.固定钳身毛坯类型 (19)4.固定钳身毛坯的技术要求 (19)5.主要加工表面 (19)7.拟定机械加工工艺路线 (20)8.加工余量及工序尺寸的确定 (20)9.设备的选用和参数的选择 (21)第四章活动钳口的设计与工艺规程编制 (21)一、活动钳口的设计 (21)1.活动钳口的整体设计 (21)2.活动钳口的图样设计 (22)二、活动钳口的工艺规程编制 (23)1.活动钳口的毛坯设计图 (23)2.活动钳口的工艺分析 (23)3基准的选择 (24)4.确定毛坯类型 (24)5.拟定机械加工工艺路线 (24)6.工艺路线分析 (24)7.加工余量及工序尺寸的确定 (24)8.设备的选用 (25)9.切削参数的选择 (25)10.刀具的选择 (25)第五章平口板的设计与工艺规程编制 (26)一、平口钳平口板的设计 (26)1.平口钳平口板的整体设计 (26)2.平口钳平口板的图样设计 (26)二、平口板的工艺规程编制 (27)1.平口钳毛坯图的设计 (27)2.平口板的分析 (27)3.材料的选择 (27)4.主要加工表面 (27)5.毛坯类型 (27)6.毛坯的技术要求 (27)7.加工工艺路线的总体设计 (28)8.平口板的加工工艺 (28)9.设备的选用 (28)10.切削参数的选择 (28)11.刀具的选择 (28)第六章圆螺钉的设计与工艺规程编制 (29)一、圆螺钉的设计 (29)1.圆螺钉的整体设计 (29)2.圆螺钉的设计图样 (29)二、圆螺钉的工艺规程编制 (30)1.圆螺钉的分析 (30)2.圆螺钉连接螺栓的强度计算 (30)第七章螺母的图样与选择 (31)一、螺母的设计 (31)1.螺母的设计 (31)2.螺母的计算 (32)第八章平口钳的装配 (33)1.平口钳的装配前言 (33)2.装配工艺概述 (34)3.装配工艺规程的原则 (34)4.平口钳的装配步骤 (34)5.平口钳装配图解图 (35)总结 (37)参考文献 (38)平口钳的设计目的在现代机械制造中尤其是数控加工中,平口钳是必不可少的。
平口钳校正——ppt
普铣实训——平口钳校正
看一看 萧山某机械加事业部布置 的加工任务
由两名员工生产加工的零件
尝试分析由两名员工生产的零件有什么不同
常用平口钳的种类:
回转式平口钳
回转式平口钳主要由固定 钳口、活动钳口、底座等组 成 回转式平口钳可以扳转 任意角度,其适应性很强。
非回转式平口钳
百分表移动方向
根据钳口倾斜方向调整钳口正确位置
分析找正方向
ቤተ መጻሕፍቲ ባይዱ
平口钳的安装和找正:
一般情况下,平口钳安装在工作台上的位置, 应处在工作台长度方向中间偏右、宽度方向的中 间,以方便操作。
安全文明操作注意事项
工作页展示
非回转式与回转式的平 口钳结构基本相同,只是底 座没有转盘,钳体不能回转, 但刚性好。
用百分表校正平口钳:
工量具准备
用百分表校正平口钳
如何判断钳口倾斜方向:
百分表测量杆缩短时指针为顺时 针旋转。 百分表测量杆伸长时指针为逆时 针旋转。
如何判断钳口倾斜方向:
百分表测量杆缩短时 指针为顺时针旋转。 百分表测量杆伸长时 指针为逆时针旋转。
我的精密平口钳制作 .PPT

⒈备料:Ø20×200 45#棒料; ⒉车削:粗车Ø11.8为Ø12mm×8mm,车退刀槽 4.5mm×2mm,车端面,保证总长188mm,钻中 心孔,车外圆达到Ø15.9×180mm并倒角; ⒊车螺纹:车梯形螺纹达到Tr16×2成形; ⒋修整:有切槽刀修整梯形螺纹; ⒌检查。
加工工艺 ⒈备料:45钢 长方体料 200×80×81MM ⒉铣:1)粗铣:选一个比较平的基准,铣削对面,铣平做基准。掉头下面铣平,再铣侧面,与基准面垂直。 尺寸铣至193×70×76MM 2)精铣:分别铣削四个面,达尺寸192.4×69.2×75.4MM ⒊磨削:磨削四个面达到平行度垂直度要求及表面粗糙度要求。尺寸达192×69×75MM ⒋铣削:铣糟:左右端面各外里进30MM,铣削深为34MM的槽,再铣160×10MM的槽。铣15×35MM槽子, 再铣30×22.5MM的槽。 ⒌钳工:1)划线:划M8×20,直径20的中心线. 2)钻孔:用直径6.5的钻头钻M8的底孔,深25 MM。先 用直径10钻头钻孔再用直径20的钻头扩孔。 3)攻丝:用M8的丝锥攻M8的螺纹深度20MM。 ⒍检测:倒角,测量。
1.备料:45 块料 85x55x50 2.粗铣:铣75.2x46.2x39.2 保证相邻两边垂直,上下平面平行。 3.精铣:每个面留30丝余量,。 4.磨削:保证相邻两边垂直,上下平面平行。 5.铣削:铣出台阶。 6.检验
1.备料:45 45x35x13 2.铣削:铣削各个面到 尺寸,保证相邻两边垂 直,上下平面平行。 3.磨削:保证相邻两边 垂直,上下平面平行。 4.钻孔:用ø9的钻头钻 孔再扩ø14的孔 5.检验
平口钳三视图设计图

平口钳三视图设计图
由于我无法直接上传图片,以下是一份平口钳三视图设计图的文字描述:
一、正视图:
钳身部分:呈长方形,高度约为110mm,宽度约为40mm,上部略微收紧,呈弯曲的拐角状,便于抓握和使用。
下部向左侧微微倾斜,形成斜线状。
顶部铆接有两个半圆形的钢珠,用于保持钳口的闭合。
钳臂部分:钳臂长度约为90mm,尾部偏右,向左侧呈45度角弯曲,方便使用时的操作。
钳臂与钳身呈一体化设计,没有明显的接口。
二、侧视图:
钳身部分:整体向右偏倚45度,呈斜切状,顶部半圆形的钢珠略显突出。
下部的斜线很明显,钳身的底部也呈弧形,使得平口钳更加结实。
钳臂部分:左侧呈45度角弯曲,右侧与钳身连接处呈圆形,钳身和钳臂之间呈圆滑的过渡。
三、俯视图:
钳身部分:呈矩形,底部弧形,左侧斜线明显,右侧圆弧处有一凸起。
钳臂部分:两侧上翘,向钳身方向扩张,底端弯曲,与钳身接口处呈圆形。
以上是平口钳三视图设计图的文字描述,希望能对您有所帮助。
平口钳的设计

活动钳口的尺寸,几何以及表面结构精
度的设计
直径28内孔相对于螺母要方便拆卸与安装,而且两者之间有相对的 转动,故采用间隙配合ΦH8/f8,所以,活动钳口的内径标注为Φ28f8。 表面粗糙度的设计:加工方式:去除材料,铣削加工方法。活动钳口内 径与螺母有相对运动,所以设计的目的是减少配合面之间的摩擦,从而 避免摩擦时产生的高温,故采用平面粗糙度为Ra6.3的粗糙度。活动钳 口底面,台阶上表面,中内径表面的表面粗糙度要求不高,所以采用 Ra12.5的粗糙度要求。其他面没特殊要求,故采用较大的平面粗糙度, 以降低加工成本,提高利润,就采用了Ra25的表面粗糙度值。几何精度 设计:根据该零件的功能和几何特征,经济方面的考虑,他就不需要标
谢谢观赏
平口钳的设计
班级:120906
组长:吕超旋(3212003365) 组员:谭颖娜(3212003366)
黄学棋(3112003327) 何康晓(3112003323)
平口钳又名机用虎钳, 是一种通用夹具,常用于 安装小型工件,它是铣床、 钻床的随机附件,将其固 定在机床工作台上,用来 夹持工件进行切削加工。
平口钳是用来夹持工 件用的部件,它是由固定 钳身,活动钳口,钳口板, 丝杆和螺母组成。丝杆固 定在固定钳身上,转动丝 杆可带动螺母做直线移动, 螺母与活动钳口用螺钉连 成整体。因此当丝杆转动 时,活动钳口就会沿固定 钳身移动。这样使钳口闭 合或开放,以便夹持或松 开工件。
我们的平口钳装配图
一、平口钳的构造注几何公差了。 Nhomakorabea尺寸精度的设计:
直径18的孔相对于螺杆要稳固,且要有动力传动,故采用过盈配合 Φ18H8,因此,直径18轴标注为Φ18H8,其他的尺寸没有特殊要求,可以按 照一般规则标注。表面粗糙度的设计:根据零件的形状,应该采用去除材料 的加工方式,也就是铣削加工方法,除了下表面和与活动钳口相对滑动的表 面外,其余的都不是重要的工作面,因此只需选择Ra12.5的表面粗糙度就足 够了。由于下表面和与活动钳口相对滑动的表面都需要具有较高的光滑度, 以减少配合面之间的摩擦,从而延长使用寿命,故宜采用较小的平面粗糙度 Ra6.3。其他的表面均无特殊要求,可以采用较大的平面粗糙度,以降低加 工成本,故采用Ra25的表面粗糙度值。几何精度的设计:根据该零件的功能 和几何特征以及考虑到经济,它并不需要标注几何公差。
平口钳2

丝杠
丝杠的结构分析
丝杠的作用主要是通过螺 纹移动活动钳口从而达到将物 体固定。
在传动活动钳口的过程中, 丝杆承受比较大的横向应力, 为了强化丝杆,决定采用自由 自由 锻造的金属塑性成型工艺。 锻造
绘制段件图
余块
余块
加工余量
加工余量
加工余量
确定变形工序
拔长并压肩 压肩
拔长并压肩 切掉料头
掉头压肩
钳口板的三维造型和二维图
工序
• 材料:45号钢 • 先冲压出一块厚7mm,长100mm,宽27mm的薄板,然 后再加工两个沉头孔。
机械加工余量铸造圆角起模斜度为了在造型和制芯的时候便于起模防止损坏砂型和型芯在模由于活动钳口铸件其中心的圆孔是用于固定活动钳口在床身上需要用型芯形成铸件的浇注系统活动钳口铸造工艺图活动钳口铸造图丝杠丝杠的作用主要是通过螺纹移动活动钳口从而达到将物体固定
平口钳工艺设计
AP0908201 陈家龙 AP0908213 梁海顺
活动钳口
铸造成形方案的选择
平口钳的铸造主要运用砂 型铸造。
由平口钳的装配示意图可得 知,活动钳口的重要受力面为底 底 面。
分型面
1、大平面应朝下 2、铸件全部安排在下箱,防止错位
下 上
机械加工余量、 机械加工余量、铸孔和铸造圆角
1、活动钳口的钳口板出的 螺纹孔的直径只有6mm,作 为不铸出孔。 2、为了防止铸件在交角处 产生粘砂、缩孔、裂纹等缺 陷,相交两壁要做成圆角。
不
机械加工余量
铸造圆角
出 的 孔
铸
起模斜度
为了在造型和制芯 的时候便于起模,防止 损坏砂型和型芯,在模 样、芯盒的起模方向留 有一定的斜度。
型芯及芯头
快移平口钳设计
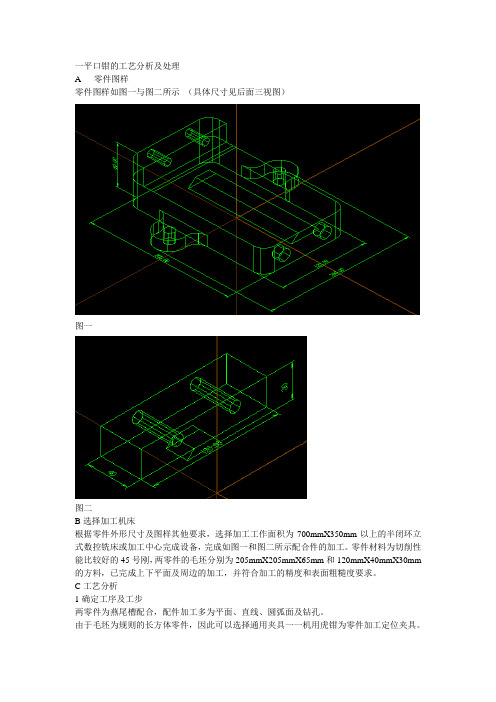
一平口钳的工艺分析及处理A 零件图样零件图样如图一与图二所示(具体尺寸见后面三视图)图一图二B选择加工机床根据零件外形尺寸及图样其他要求,选择加工工作面积为700mmX350mm以上的半闭环立式数控铣床或加工中心完成设备,完成如图一和图二所示配合件的加工。
零件材料为切削性能比较好的45号刚,两零件的毛坯分别为205mmX205mmX65mm和120mmX40mmX30mm 的方料,已完成上下平面及周边的加工,并符合加工的精度和表面粗糙度要求。
C工艺分析1确定工序及工步两零件为燕尾槽配合,配件加工多为平面、直线、圆弧面及钻孔。
由于毛坯为规则的长方体零件,因此可以选择通用夹具一一机用虎钳为零件加工定位夹具。
根据该配合件的形状特点、毛坯状况,件1件2均需切除较大的余量,在切削过程中由于刀具刚性等因数,轮廓尺寸变化较大,所以需要按照粗、精加工工序分别进行。
先加工件1正面的外形轮廓以及装配平面,接着对燕尾槽进行加工,最后对反面进行平面铣削。
加工件2时,先对正面进行加工(平面加工),再将工件反转安装,对反面进行加工(倾斜面),加工完成后在钻床进行钻孔。
选择Φ16与Φ8的高速立铣刀分别作为工件的粗、精加工刀具,用专用刀具加工燕尾槽。
考虑零件尺寸精度的要求,粗加工之后要仔细检测尺寸。
如精加工后尺寸还不符合,则继续对XY面的预留量进行改变,直到轮廓尺寸符合图样要求再拆装。
2加工工步顺序及路线(装夹工件时用垫铁垫住零件,零件加工部分必须必须高于平口钳钳口平面)。
①用Φ16的高速钢立铣刀对件1进行粗加工,进给率为20000mm/min,Z轴进给率为15000mm/min,提刀速度25000mm/min,主轴转速为2500n/min,加工表面为0,加工深度为-45,每次下刀深度为1mm,XY方向预留量0.2mm,分层粗铣次数为4次,间距为12,路线图如三图三图四②用Φ16的高速钢立铣刀加工如图四的外形,进给率为2000,Z轴进给率为1500,提刀速度为2500,主轴转速为2500,加工表面为-45,深度-60,XY方向预留量0.2,分层粗铣次数4次,间距12,每次下刀深度为1。
课程设计之平钳口夹具设计1

输 入 副 标 题
九、夹具体的设计
O 根据零件WDS-100试验机平钳口,设计出一副专用 的对其做线切割加工的夹具。由于所需加工的工件平 钳口外型比较简单,有平面、斜面和圆柱面组成,且 在加工过程中采用的是小切割,故受力作用很小,几 乎不受切削力,因而只需要对其做定位设计。
紧固螺钉
十、夹具精度分析
五、毛坯尺寸
零件尺寸 /mm 68 200 28.5
单边加工余量 /mm 1.5 1.5 1.5
毛坯尺寸/mm
74 208 33
平 钳 口 零 件 扩展活动 图 EXTENSION ACTIVITIES
六、各工序机床选择及刀具
(1)工序10、20、30、40、110 铣平面:ZA5032立式升
O 在夹具的使用过程中,加工误差的来源有工件的安装误 差、夹具的对定误差和加工过程中各种因素造成的误差。 一般的夹具设计中,工件和夹具定位元件均可视为刚体, 刚度比较大,由此带来的夹紧误差可以忽略不计。由于加 工件面积比较大,采用支承板支承很难保证工件的平面度, 因此我们采用支承钉支承工件,在夹具低平面打上支承钉, 在经过平面铣达到同一高度,以保证与工件接触的支承钉 的上面在同一高度。
六、各工序机床选择
(4)工序70 XA5032立式升降台铣床 专用铣齿刀 (5) 工序90 线切割专用机床 (6)工序100、160 钻孔:Z3025型 摇臂钻床 钻头: d=6 L=138 l1=57 1号锥柄麻花钻 (7)工序130、140 : M7232型立轴平面磨床 (8)工序150、170 打字上色
七、确定切削用量
(3)确定切削速度v和工作台每分钟进给量vf 铣削速度可以通过计算得出。查表5-30知,高速 钢铣刀速度为20~40m/min,则所需铣床主轴转速 范围是:n=1000v/πd=84.88~169.77r/min
平口钳三视图设计图

平口钳目录1, 3-1 PKQ-1 固定钳身2, 3-2 PKQ-2 钳口板3, 3-3 PKQ-3 固定螺钉4, 3-4 PKQ-4 活动钳口5, 3-5 PKQ-5 螺母GB/T 6170 M12 6, 3-6 PKQ-6 平垫圈 GB/T 97.1 127, 3-7 PKQ-7 螺杆8, 3-8 PKQ-8 方块螺母9, 3-9 PKQ-9 螺钉GB68 M5×20 10, 3-10 PKQ 平口钳装配11, 3-11 GB-A3gct A3格式工程图图框文件12, 3-12 GB-A3zpt A3格式装配图图框文件13, 3-13 PKQ-1gct 固定钳身工程图14, 3-14 PKQ-2gct 钳口板,螺钉工程图15, 3-15 PKQ-4gct 活动钳口工程图16, 3-17 PKQ-7gct 螺杆工程图18, 3-18 PKQ-8gct 方块螺母工程图19, 3-19 PKQ-zpt 平口钳装配图3-1固定钳身1,新建文件:PKQ-1, ⊙毫米【OK】起始/建模2, x-z平面草绘截面①,完成草图,拉伸60+603,腔体/矩形,选底面放置,选长度方向为水平参考(148,60,11,0,0,0)【确定】定位:端部至尾18,中线至边604,x-y平面草绘截面②,完成草图,拉伸35,求差截面①截面②5,凸垫/矩形,选钳头顶面为放置面,选宽度方向为水平参考(100,34,4,0,0)【确定】定位:侧边与钳头平齐,中线距边606,凸垫/矩形,选5步顶面为放置面,选宽度方向为水平参考(100,25,27,0,0)【确定】定位:侧边与钳头平齐,中线距边607,孔Ф4.1×15,选6步凸垫侧面为放置面,定位:距边12,距顶13.5,孔壁建修饰螺纹8,凸垫/矩形,选钳身侧面为放置面,选长度方向为水平参考(40,20,40,,0,0)【确定】定位:底面与底平,中线至尾90,4个棱倒R20,顶沿倒R3,建Ф13×20孔,点到点定位9,以x-z平面镜像7,8,步特征,钳头上沿倒C310,尾部创建Ф18×18孔,定位:距底18,距边60,头部创建Ф25×34孔,定位:距底18,距边6011,曲线移2层,基准移3层,不显示坐标,保存文件3-2 钳口板1,新建文件:PKQ-2, ⊙毫米【OK】起始/建模截面①截面②2,长方体100×27×10 【确定】3,孔/埋头孔埋头Ф13,角度90,孔Ф6×10,距头12,距边13.5 4,创建+10x-y平面,草绘截面①,1条直线,完成草图5,在截面①线端建平面草绘截面②,等边三角形,完成草图6,沿导引线扫掠出实体,创建7, X-z平面草绘截面③:从小三角形下角往下画1条直线,完成草图8,变换,绕直线旋转,选6步实体90o旋转复制9,分别变换复制扫掠体,XC间距为510,求差,先选长方体,再框选其余实体11,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-3 固定螺钉1,新建文件:PKQ-3, ⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф35×12,↑ZC,圆台Ф9.5×4,点到点定位,圆台Ф12×12,点到点定位3,端沿倒C1,创建修饰螺纹4,插入/基准/点/点点构造器(12,0,0)【确定】(-12,0,0)【确定】5,在两个点处创建Ф5×6简单孔6,点移2层,基准移3层,不显示坐标,配色,保存文件3-4 活动钳口1,新建文件:PKQ-3, ⊙毫米【OK】起始/建模2,x-y平面草绘截面①,完成草图,往上拉伸363,x-y平面草绘截面②,完成草图,往上拉伸,起始17,结束36,求差截面①截面②4,水平转角处倒R10,竖直转角处倒R55,顶部创建沉头孔,沉头Ф36×12,孔Ф28×36,点倒点定位6,腔体/矩形选侧面放置,选长边为水平参考,腔体参数:100×27×9,定位:与顶平齐,与边平齐7,孔Ф4.1×15,距边12,距顶13.5,创建修饰螺纹,顶沿倒R1,孔底倒C28,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-5 螺母 GB/T 6170 M121,新建文件:PKQ-5, ⊙毫米【OK】起始/建模2,插入/曲线/多边形侧面数6,【确定】内接半径R9【确定】(0,0,0)【确定】,圆/中心-半径(0,0,0)↙R5.05↙中键,拉伸6+63,圆/中心-半径(0,0,6)↙R9↙(0,0,-6)↙R9↙中键4,拉伸选圆,值12,拔模角-70,求交,同理拉伸另一边5,中间孔创建修饰螺纹,端口倒C16,曲线移2层,基准移3层,不显示坐标,保存文件3-6 平垫圈 GB/T 97.1 121,新建文件:PKQ-6, ⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф24×2.5,↑ZC,孔Ф13×2.5,点到点定位3,配色,保存文件3-7 螺杆1,新建文件:PKQ-7, ⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,360o旋转3,x-z平面草绘截面②,完成草图,拉伸15+15,求差4,插入/关联复制/实例/环形阵列选拉伸特征【确定】数字4,角度90【确定】基准轴,选XC箭头【确定】截面①5,格式/WCS/旋转⊙+YC 90o【确定】使ZC向右6,插入/曲线/螺旋转数23.5,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面③,完成草图,截面①截面②8,已扫掠矢量方向↑ZC,恒定的,求差9,端沿倒C1,创建详细螺纹,从左端开始,长度2810,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-8 方块螺母1,新建文件:PKQ-8, ⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,往+XC方向拉伸503,圆台Ф28×24,选顶面放置,距离边17.5,距离端25,中心创建Ф10.1×22孔和修饰螺纹截面①截面②4,两大孔端口倒C25,格式/WCS/旋转⊙+YC 90o【确定】使ZC向右6,插入/曲线/螺旋转数8,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面②,完成草图,已扫掠矢量方向↑ZC,恒定的,求差,顶沿倒C0.58,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-9 螺钉GB68 M5×201,新建文件:PKQ-9, ⊙毫米【OK】起始/建模截面①截面②2,x-z平面草绘截面①,完成草图,旋转,端沿倒C0.5,创建修饰螺纹3,x-z平面草绘截面②,完成草图,拉伸10+10,求差4,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-10 平口钳装配1,新建文件:PKQ, ⊙毫米【OK】起始/装配2,添加现有的组件/选择部件文件选PKQ-1固定钳身【OK】绝对【确定】(0,0,0)【确定】3,选择部件文件选PKQ-7螺杆【OK】配对【确定】配对,选螺杆大圆平面,选钳头平面,对齐,选螺杆外圆柱面,选钳头孔【确定】【确定】4,选择部件文件选PKQ-8方块螺母【OK】配对【确定】对齐,选螺母圆柱面,选螺杆圆柱面,距离,选螺母端面,选钳尾侧面,输入距离30,平行,选螺母侧面,选钳体侧面,重选另侧【确定】【确定】,如方向相反就就重选螺母另一端,或调相反箭头5,添加活动钳口PKQ-4,底面与钳身配对,轴对齐,钳口平行,方向相反就调箭头6,添加螺钉PKQ-37,添加钳口板PKQ-2,8,添加螺钉PKQ-9,圆锥面配对9,添加垫圈PKQ-610,添加螺母PKQ-511,配色,保存文件3-11,A3格式工程图图框文件1,新建文件:GB-A3gct ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,绘制图框:插入/曲线/矩形(10,10,0)【确定】(410,287,0)【确定】5,绘制标题栏:插入/表格注释,默认为5×5行,行高=7,点击确定6,编辑表格:将光标放在某线出现双向箭头时,拖动改变行宽或列宽,按出现数字准确拖动7,将光标放在顶线选中列,点选插入列图标或双击右键/插入/右边的列8,如拖动选取的则为单元格,点选合并单元格图标或双击右键/合并单元格9, 双击单元格输入文字,中键确认,选中有文字的单元格右击/样式,选字体Chinesef,大小,颜色【确定】10, 点选左上角选中整个表格拖到合适位置,文件/关闭/保存并关闭3-12 A3格式装配图图框文件1,新建文件:GB-A3zpt ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,建立图框和标题栏,明细表,填入文字5,去除栅格,调背景为白色,保存文件3-13 固定钳身工程图1,新建文件:PKQ-1gct, ⊙毫米【OK】起始/制图A3 ⊙毫米第1角投影【确定】2,首选项/注释设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小4.5【确定】3,文件/导入/部件【确定】选已保存的A3图框文件(0,0,0)【确定】4,插入俯视图,1:2,从俯视图创建全剖主视图,1:2可见线:黑,隐藏线:浅灰点线5,双击剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,显示:GB标准【确定】6,再次插入俯视图,90o旋转,插入中心线,从俯视图创建半剖左视图,将俯视图拖出界外,半剖拖至合适位置7,在俯视图创建1个局部剖视图:1)选视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在左视图选螺纹孔中点,箭头向上,中键,选样条,中键,标注尺寸8,插入轴测图,比例0.4,可见线:黑,光顺边:浅灰细线9,标注螺纹尺寸:注释编辑器输入2-M深12,指引线工具,指引线类型:单色,在螺纹处点击,中键,选文字右击/样式,文字大小5,字体chinesef,颜色:黑【确定】10,粗糙度尺寸标注:1)插入/符号/定制符号,选粗糙度符号,比例1.2,角度0,中键,点击放置,角度180,中键,点击放置,角度270,中键,点击放置【×】2)2)注释编辑器,输入数字6.3,点击放置,输入数字3.2,点击放置,输入数字2.5,点击放置,中键3)选3.2右击/样式文字角度90,颜色:黑【确定】11,选尺寸右击/样式编辑尺寸样式,选尺寸右击/编辑附加文本,添加数字前后文本12,输入注释,保存文件3-14 钳口板和螺钉工程图1,新建文件:PKQ-2gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,首选项/注释设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离2,径向A=0.1,文字大小5,单位角度格式45o【确定】3,文件/导入/部件【确定】,选GB-A3.prt【OK】(0,0,0)【确定】4,插入/视图/从部件添加视图,选择部件文件:PKQ-2【OK】选前视图,1:1点击放置前视图和俯视图,中键5,在主视图创建1个局部剖视图1)选主视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在俯视图选孔中点,箭头向下,中键,选艺术样条,中键【Х】6,用实用符号创建中心线,标注一般尺寸和圆柱形尺寸7,注释编辑器输入:网纹3,指引线工具,选点,中键,点击放置,中键,右击/样式,设置文字字符大小5,字体:chinssef,颜色:黑,【确定】8,选Ф6尺寸右击编辑附加文本,在前输入:2-9,选所有尺寸右击/编辑显示颜色:黑10,首选项/制图/视图/取消显示视图边界√11,插入/符号/定制符号,比例2,角度180,中键,点击放置【×】,用注释编辑器输入6.312,用同样方法制作其余光洁度符号13,用同样方法创建螺钉工程图,比例1.5,剖切符号 A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准【确定】14,首选项/可视化设置背景颜色保存文件3-15 活动钳口工程图1,新建文件:PKQ-4gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,3,创建全剖主视图,俯视图创建局部剖视图,轴测图,可见线:黑,俯视图无光顺边,轴测图光顺边浅灰色4,剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,选Ф28尺寸右击/样式,在尺寸卡片选公差形式,小数位数3,输入上公差0.033,下公差0,在文字卡片公差设公差字符大小3,颜色:黑【应用】【确定】6,定制粗糙度符号比例1.5,角度90,7,制作注释,去除视图边界,调背景白色,保存文件3-16 螺杆工程图1,新建文件:PKQ-7gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,径向A=0,文字大小53,创建前视图,左视图,局部放大图比例2:1,可见线:黑4,将左视图移到下边,注释编辑器输入C,指引线工具,点选箭头位置,中键5,分别点选Ф15,Ф18尺寸右击/样式,编辑公差6,粗糙度符号比例1.5,其余粗糙度符号比例2,字符大小86,去除视图边界,调背景白色,保存文件3-17 方块螺母工程图1,新建文件:PKQ-8gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,汉字8,放大图2:13,选左视图为主视图4,剖切符号 A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准5,标注尺寸,去除视图边界,调背景白色,保存文件3-18 平口钳装配图1,新建文件:PKQ-zpt, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,剖面线距离3,文字大小53,选主视图右击/样式在剖面卡片勾选装配剖面线4,剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,首选项/注释/直线/箭头,将箭头改为?—,C 0.1 符号,ID,颜色改为黑色【确定】6,选择制图注释工具条的ID符号工具,选指定指引线符号,选点,中键,输入文本,点击放置符号7,选ID符号右击/样式,字符大小6,颜色:黑8,去除视图边界,调背景白色,保存文件。
简单零件钳加工完整版课件

10~9
自我评价 8~6
占总评10%
5~1
10~9
小组评价 8~6
占总评30%
5~1
教师评价 10~9 8~6
占总评60%
5~1
任务拓展 制作U 形板
一、零件图样
某企业需要制作60 件如图1-23 所示U 形板,毛坯为65 mm×55 mm×8 mm 板料,材 料为45 钢。生产技术部将该项生产任务安排给钳工组,U 形板表面要求光洁、美观,无毛 刺。
学习任务三 对开夹板的制作
01
PART ONE
接受工作任务
学习过程
一、阅读生产任务单 二、机械制图基本知识 三、零件图制图知识 四、表面结构要求与检测 五、装配图知识
六、绘制对开夹板装配图
02
PART TWO
确定加工步骤和方法
学习过程
一、分小组编制对开夹板加工工艺 二、划线 三、锯削 四、锉削 五、麻花钻的刃磨 六、孔加工 七、螺纹加工 八、千分尺 九、装配
占总评10%
5~1
10~9
小组评价 8~6
占总评30%
5~1
教师评价 10~9 8~6
占总评60%
5~1
任务拓展
制作刀口形直角尺 一、零件图样
某企业需要制作30 件如图2-19 所示刀口形直角尺,毛坯为105 mm×75 mm×6 mm 的 板料,材料为45 钢。生产技术部将该项生产任务安排给钳工组,角度样板表面要求光洁、美 观,无毛刺。
五、錾削 六、锉削 七、检测
04
PART FORE
制作开瓶器并检验
学习过程
一、加工准备 二、加工过程 三、检测
四、清理现场、归置物品
05
平口钳的组成

平口钳的组成平口钳的组成概述平口钳是一种常见的手工工具,用于夹持和固定各种物品。
它由多个部件组成,每个部件都有特定的功能。
本文将详细介绍平口钳的组成结构。
一、主体部分1.手柄手柄是平口钳最显眼的部分,通常由两个塑料或橡胶制成的握把组成。
握把上有凸起和凹陷的纹路设计,可以增加手柄与手掌之间的摩擦力,使握持更加牢固舒适。
2.铰链铰链连接了平口钳的两个半身,使其能够自由开合。
铰链通常由螺钉和垫圈组成,可以根据需要进行调整。
3.弹簧弹簧是一个重要的结构部件,它连接了两个半身,并提供了闭合力。
弹簧还可以使平口钳自动开启并减少使用者疲劳程度。
二、夹紧部分1.下颚(固定颚)下颚是平口钳上不动的一端,通常较宽且带有锯齿状齿条或凸起,用于夹紧物品以防止滑动。
下颚的内侧是一条V形槽,可以夹住圆形物品。
2.上颚(移动颚)上颚是平口钳上活动的一端,可以通过铰链和弹簧与下颚连接。
上颚通常较窄,有锯齿状齿条或凸起,用于夹紧物品。
上颚的内侧也是一条V形槽,可以夹住圆形物品。
三、其他部分1.螺钉螺钉连接了平口钳的多个部件,并提供了调整和维护平口钳的功能。
2.垫圈垫圈通常位于螺钉和铰链之间,用于减少摩擦和振动。
3.锁定装置锁定装置可以使平口钳保持闭合状态,并减少使用者的手部压力。
4.调节螺丝调节螺丝可以根据需要调整平口钳的张合度和闭合力大小。
结论以上就是平口钳的组成结构,从主体部分到夹紧部分再到其他部分都有各自特定的功能。
了解这些结构对于正确使用和维护平口钳非常重要。
平口钳的组成

平口钳的组成一、平口钳的定义平口钳,又称扁嘴钳、排钳,是一种常见的手工工具,用于紧固、夹取物件。
它由多个部件组成,每个部件都发挥着重要的作用。
下面将详细介绍平口钳的组成部分。
二、平口钳的组成部分1. 主体主体是平口钳的主要部分,通常由钢铁材料制成。
主体包括两个手柄和两支钳口。
2. 手柄手柄是平口钳的一部分,用于操作和控制钳口的开合。
通常情况下,手柄上都有防滑设计,以方便用户更好地握持平口钳。
3. 钳口平口钳的钳口位于主体两端,用于夹取物件。
钳口的开合程度可以通过手柄的操作进行调节。
4. 手柄弹簧手柄弹簧是平口钳的一个重要部分,用于保持手柄的张开状态。
当用户操作时,手柄弹簧会施加力量,使得手柄不再闭合,方便用户进行连续的操作。
5. 卡箍卡箍是平口钳的一个辅助部件,用于固定手柄。
通过卡箍,用户可以将手柄固定在需要的位置,以满足不同工作需求。
6. 联轴器联轴器用于连接两个手柄,使得它们能够同时控制钳口的开合。
联轴器通常位于手柄底部,通过螺栓将两个手柄牢固地连接在一起。
7. 螺栓和螺母螺栓和螺母用于连接主体的各个部件。
它们由金属材料制成,可以提供足够的强度和稳定性,以确保平口钳的正常使用。
三、平口钳的工作原理平口钳的工作原理比较简单,当用户用力闭合手柄时,钳口会夹紧物件。
钳口的设计使得它们能够紧密贴合,提供足够的夹紧力。
当用户松开手柄时,手柄弹簧的作用下,钳口会自动张开,释放夹紧的物件。
四、平口钳的使用注意事项使用平口钳时需要注意以下几点:1.选择合适的平口钳。
根据实际需求选择合适长度和型号的平口钳,以确保能够满足工作要求。
2.使用正确的姿势。
握住手柄时应保持适当的力度,避免过度用力或使用不正确的握持方式,以免造成手部疲劳或受伤。
3.注意钳口的位置。
在使用平口钳时,应确保钳口与被夹取物件的表面充分接触,以提供更好的夹紧力。
4.避免超负荷使用。
平口钳有一定的使用限制,不能超过其设计负荷范围,否则可能导致平口钳损坏或失效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工工艺 ⒈备料:Ø50mm的45#棒 料; ⒉车削:车削毛丕达 Ø38mm×36mm, Ø24mm×15mm,用Ø16 钻头钻Ø16孔,深15mm; ⒊倒角、切断; ⒋检查。
加工工艺 ⒈备料:Ø 30铜棒; ⒉车削:车削毛坯达到 Ø 24mm×33mm, Ø 20×30mm,用Ø 14的钻 头Tr16×2的底孔; ⒊倒角、切断; ⒋检查。
加工工艺 ⒈备料:45钢 长方体料 200×80×81MM ⒉铣:1)粗铣:选一个比较平的基准,铣削对面,铣平做基准。掉头下面铣平,再铣侧面,与基准面垂直。 尺寸铣至193×70×76MM 2)精铣:分别铣削四个面,达尺寸192.4×69.2×75.4MM ⒊磨削:磨削四个面达到平行度垂直度要求及表面粗糙度要求。尺寸达192×69×75MM ⒋铣削:铣糟:左右端面各外里进30MM,铣削深为34MM的槽,再铣160×10MM的槽。铣15×35MM槽子, 再铣30×22.5MM的槽。 ⒌钳工:1)划线:划M8×20,直径20的中心线. 2)钻孔:用直径6.5的钻头钻M8的底孔,深25 MM。先 用直径10钻头钻孔再用直径20的钻头扩孔。 3)攻丝:用M8的丝锥攻M8的螺纹深度20MM。 ⒍检测:倒角,测量。
1.丝杠的加工 2.手柄的加工 3.铜套的加工 4.钳神的加工 5.活动钳口的加工 6.托块的加工 7.磨削、装配 8.总结
⒈备料:Ø20×200 45#棒料; ⒉车削:粗车Ø11.8为Ø12mm×8mm,车退刀槽 4.5mm×2mm,车端面,保证总长188mm,钻中 心孔,车外圆达到Ø15.9×180mm并倒角; ⒊车螺纹:车梯形螺纹达到Tr16×2成形; ⒋修整:有切槽刀修整梯形螺纹; ⒌检查。
1.磨削:注意达到平 面见过,尺寸按图 纸要求磨削 2.装配:按图纸要求 装配
总结
经过长达十几周的学习,我们对精密平口钳的制 作告于段落。在这十几周的学习中,崔老师给我们教 会了如何在普车上车丝杆、内螺纹等,王老师给我们 时刻敲着安全警钟,从而使我们能在较短的时间内完 成此次实习。 在多次的加工中不管我们遇到怎样地问题,在崔 老师的帮助下我们都能完成。比如说我们这组丝杆与 铜套的配合。前面都很好就是和面三两厘米上不去, 在经过老师的帮助后达到理想状态。 +
1.备料:45 块料 85x55x50 2.粗铣:铣75.2x46.2x39.2 保证相邻两边垂直,上下平面平行。 3.精铣:每个面留30丝余量,。 4.磨削:保证相邻两边垂直,上下平面平行。 5.铣削:铣出台阶。 6.检验
1.备料:45 45x35x13 2.铣削:铣削各个面到 尺寸,保证相邻两边垂 直,上下平面平行。 3.磨削:保证相邻两边 ø14的孔 5.检验