kanbansystem
KANBAN运用方法

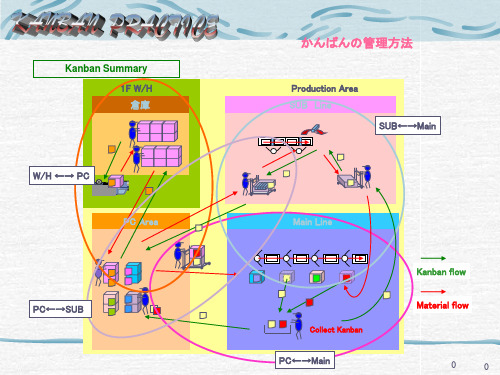
KANBAN运用方式(物料支出、领取)1.目的
*生产线内持有适当的在库,可以将接下来的浪费消除.
-1.禁止整批备料(废除根据生产计划整批备料和物料点数备料)-2.废除由于物料不足、工程内不良发生时进行供料.
-3.谁都能做,且一目了然.
2.方法(以下描述包括仓库到生产车间流动)
-1.从物料架上(超市)取需要的物料时,须将贴付的KANBAN,放入制造KANBAN箱中.
-2.结合KANBAN循环,定时(时间根据需要确定)将KANBAN
回收,放入仓库KANBAN箱中.
(物料员)。
→回收的同时要将上回回收的KANBAN物料补充到货架上.
-3.仓库责任人对回收的KANBAN的物料进行准备,然后将物料放
置在生产置场(必须要贴付KANBAN).
3.规定
-1.物料架上取需要的物料时,一定要将KANBAN放入箱中(生产)→一旦取出去的物料就要在LINE内保管.
-2.根据KANBAN的循环,物料员、仓库KANBAN须遵守指定的时间.
-3.关于回收的KANBAN在下一个循环开始前,一定要将物料准备
好.(仓库)。
KANBAN管理系统综述

Receiving post
Kanban card for product 1
Kanban card for product 2
Storage area
O2
Fabrication
cell
O1
O3
O2
Empty containers Full containers
Assembly line 1 Assembly line 2
实行KANBAN系统的结果
•客户的满意 •优化整个工业系统的库存 •使用简单,没有数据处理 •操作者参与到生产管理中 •生产部员工增强了质量意识和销售观念
六个方面产生良好的影响:
1、展示改善成绩,让参与者有成就感、自豪感 2、营造竞争的氛围 3、营造现场活力的强有力手段。 4、明确管理状况,营造有形及无形的压力,有利于工作的推进。 5、树立良好的企业形象。(让客户或其他人员由衷地赞叹公司的管理水平) 6、展示改善的过程,让大家都能学到好的方法及技巧。
• 若每箱內各有22个零件,則箱子(看板)数量为多少?
工作中心(Work Center)的 看板数量的计算(1)
如果此物料的供应点不是瓶颈,其物料补充周期与物料 数量无关
触发数量=下道日消耗数量*物料补充周期
看板数量=触发数量
工作中心(Work Center)的 看板数量的计算(2)
如果此物料的供应点不是瓶颈,其物料补充周期与物料 数量有关(近似成正比)
看板(容器)数量之决定2
N=
前置期期间的平均需求+安全库存 标准容器的零件容量
(dL+S)(1+x)
=
c
看板(容器)数量之决定3
考虑前提: 1. 各工作中心的生产速率相同 2. 补充时间:看板离开材料到新材料挂上该看板入库
Kanban使用方法
19
19
かんばんの管理方法 How to Delivery Kanban for Module Supply
Preconditions:
1. Prepare 5 sets modules in advance to insure line running smoothly. Prepare 5 sets modules for SC module at SUB workstation in advance. Prepare 5 sets modules for each configuration of SU module at SUB workstation in
Kanban post
Put Kanban which shows the next requirement to Kanban post on shelf.
SU parts use Card Kanban, it will guide what should be delivered next time.
C-SS
Apply to SC Small Parts(Screw, Clamp, Ring, Tether).
1F 部品保管場
3F/4F Self-supply Area
3F/4F 組立工程
納入荷姿 Box
荷姿変換
Mizusumashi
WoodenBoard
Empty container
Operator
Kanban ②post
11
11
PRP(SC & SU)
Apply to Big Packing Parts.
1F 部品保管場
納入荷姿 Pallet
Mizusumashi
看板卡系统

当第一件工件使 用时, 用时,操作工把 看板卡拿出
Operator removes card when first part is used.
< > 主菜单 退出
取看板卡 Pickup Kanban Card
准时
Just in Time 物 料 拉 动 系 统 Kanban System Kanban System Material Pull System Material Pull System 系 统
物 料 拉 动 系 统 Kanban System Kanban System Material Pull System Material Pull System 系 统
制定标准化工作流程
Standardize Kanban process
使用临时看板卡
Temporary Kanban cards
改进包装箱结构以便于取卡
The line-side inventory depends on the quantity of Kanban linecards . Following is the main factor:
生产节拍 Actual Takt Time 使用量 Usage of per Job 标准包装数 Standard Package Quantity 运送周期 Delivery Cycle
无法适应生产批量发生变化
物 料 拉 动 系 统 Kanban System Kanban System Material Pull System Material Pull System 系 统
Batch processing adversely affects pull card loop size
可视化看板管理Kanban
可视化看板管理Kanban企业的生产过程中,主生产计划一旦确定,就会向各个生产车间下达生产指令,然后每一个生产车间又向前面的各道工序下达生产指令,最后再向仓库管理部门、采购部门下达相应的指令。
这些生产指令的传递都是通过看板来完成的,而随着信息技术的飞速发展,手工看板的应用方式逐渐被电脑所取代。
为了增强RS10生产管理系统的综合管理功能,提高用户生产车间的可视化管理水平,我们设计并开发了RS10看板管理系统,使企业生产系统的各个环节全面展开,看板正如连接各道工序的神经,在生产中发挥着尤为重要的作用。
一.看板的由来和目的“看板管理”是从精益生产中引申出来的一种管理工具。
大家知道精益生产的概念:精益生产的“精”是指少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品);益,即所有经营活动都要有益有效,具有经济效益。
精益生产就是及时制造,消灭故障,消除一切浪费,向零缺陷、零库存进军。
精益生产的本质是精细化、精确、动态,如何达成这个目标:(1)精确的需求,通过物料需求计划MRP或准时生产JIT产生准确的需求。
(2)将需求信息快速、准确的转递到整个内外供应链的参与者(3)与需求对比,及时采集供应链上实际执行情况,发现问题。
(4)实现整个内外供应链的协同,任何需求的变化得到及时响应。
(5)员工准确知道自己的任务。
(6)及时了解生产中的人机料法环的状态和问题看板和可视化管理是重要的手段,它把希望管理的项目,通过各类管理板显示出来,使管理状况众人皆知,从而提高管理的效率和透明度。
看板的目的在于:(1)传递情报,统一认识。
(2)帮助管理,杜渐防漏。
(3)强势宣导,形成改善意识。
(4)褒优贬劣,营造竞争的氛围。
(5)加强客户印象,树立良好的企业形象。
二.经典看板的局限性一谈到看板大家就会想到经典的丰田汽车公司的看板卡片。
用看板卡片传递上下工序之间生产或运送的指令。
看板卡上印有如下信息:零件号码、产品名称、制造编号、容器形式、容器容量、看板编号、移送地点和零件外观等。
工厂常用英文翻译

工厂常用英文翻译工廠常用英語翻譯(機械、模具。
)一、组织机构及职位总经理办公室General manager’s office模具部T ooling department项目部Project department品质部Quality department计划部 Plan department制造部Manufacture departmentKeypad产品部Keypad departmentIMD 产品部 IMD department五金部 Metal stamping department设计科 Design section冲压车间 Stamping workshop电镀车间 Plating workshop物控科 Production material control section计划科 Plan section仓务科 Warehouse section商务科 Business section品质规划科 quality plan sectionIQC科 IQC sectionIPQC科 IPQC sectionOQC科 OQC section检测中心 measurement center项目规划科 Project plan section项目XX科 Project section XX试模科 Mold test section成本科 Cost section设备科 Facility section采购科 Purchase section综合办 General affairs office编程科 Programming section模具工程科T ooling engineering section 模具装配车间Mold assembly workshop文控中心Document control center (DCC)注塑车间Injection workshop喷涂车间 Spray painting workshop装配车间Assembly workshop总经理General manager (GM)经理managerXX部门经理Manager of XX department原料库 Raw material warehouse半成品库Semi-finished product warehouse 成品库Finished product warehouse科长 section chief主任 chief部门主管 department head主管, 线长supervisor组长Foreman, forelady秘书secretary文员clerk操作员operator助理assistant职员staff二、产品超声波焊接ultrasonic welding 塑胶件 Plastic parts塑材 Raw parts喷涂件 Painted parts装配件 Assembly parts零件 Component原料 Raw material油漆 Paint稀释剂 Thinner油墨 Ink物料编号part number三、模具注塑模具injection mold冲压模具Stamping tool模架mold base定模座板Fixed clamp plate A板A plateB板B plate支承板 support plate方铁 spacer plate回位销 Return pin导柱 Guide pin动模座板Moving clamp plate 顶针ejector pin单腔模具single cavity mold 多腔模具multi-cavity mold 浇口gate合模力clamping force锁模力locking force开裂crack循环时间cycle time老化aging螺杆screw镶件 Insert主流道 sprue分流道runner浇口gate直浇口 direct gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate浇口套sprue bush流道板runner plate排气槽vent分型线(面)parting line 定模Fixed mold动模movable mold型腔cavity凹模cavity plate,凸模core plate斜销angle pin滑块slide拉料杆sprue puller定位环locating ring脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mold 熔合纹weld line 三板式模具three plate mold脱模ejection脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure保压时间holding time闭模时间closing time电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine平面磨床Surface grinding machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller倒角chamfer键Key键槽keyway间距pitch快速成型模Rapid prototype tool (RPT)四、品管SPC statistic process control品质保证Quality Assurance(QA)品质控制Quality control(QC)来料检验IQC Incoming quality control巡检IPQC In-process quality control校对calibration环境试验Environmental test光泽gloss拉伸强度tensile strength盐雾实验salt spray test翘曲warp比重specific gravity疲劳fatigue撕裂强度tear strength缩痕sink mark耐久性durability抽样sampling样品数量sample sizeAQL Acceptable Quality level 批量lot size抽样计划sampling plan抗张强度 Tensile Strength抗折强度 Flexural Strength硬度 Rigidity色差 Color Difference涂镀层厚度 Coating Thickness 导电性能 Electric Conductivity 粘度 viscosity附着力 adhesion耐磨 Abrasion resistance尺寸 Dimension(喷涂)外观问题 Cosmetic issue不合格品 Non-conforming product限度样板 Limit sample五、生产注塑机injection machine冲床Punch machine嵌件注塑 Insert molding双色注塑 Double injection molding薄壁注塑 Thin wall molding膜内注塑IMD molding ( In-mold decoration)移印Tampo printing丝印 Silk screen printing热熔 Heat staking超声熔接 Ultrasonic welding (USW)尼龙nylon黄铜 brass青铜 bronze紫(纯)铜 copper料斗hopper麻点pit配料compounding涂层coating飞边flash缺料 Short mold烧焦 Burn mark缩水 Sink mark气泡 Bubbles破裂 Crack熔合线 Welding line 流痕 Flow mark银条 Silver streak黑条 Black streak表面光泽不良Lusterless表面剥离Pelling翘曲变形Deformation脏圬 Stain mark油污 Oil mark蓝黑点 Blue-black mark顶白 Pin mark拉伤 Scratch限度样品 Limit sample最佳样品 Golden sample预热preheating再生料recycle material机械手 Robot机器人 Servo robot试生产 Trial run; Pilot run (PR)量产 mass production 切料头 Degate产能 Capacity能力 Capability参数 Parameter二次加工 Secondary process六.物控保质期shelf lifeABC分类法ABC Classification装配Assembly平均库存Average Inventory批号Batch Number批量生产Mass Production提货单Bill of Lading物料清单Bill of Material采购员Buyer检查点Check Point有效日期Date Available修改日期Date Changed结束日期Date Closed截止日期Date Due生产日期Date in Produced库存调整日期Date Inventory Adjust 作废日期D ate Obsolete 收到日期Date Received交付日期Date Released需求日期Date Required需求管理Demand Management需求Demand工程变更生效日期Engineering Change Effect Date呆滞材料分析Excess Material Analysis完全跟踪Full Pegging在制品库存In Process Inventory投入/产出控制Input/ Output Control检验标识Inspection ID库存周转率Inventory Carry Rate准时制生产Just-in-time (JIT)看板Kanban人工工时Labor Hour最后运输日期Last Shipment Date提前期Lead Time负荷Loading仓位代码Location Code仓位状况Location Status批量标识Lot ID批量编号Lot Number批量Lot Size机器能力Machine Capacity机器加载Machine Loading制造周期时间Manufacturing Cycle Time制造资源计划Manufacturing Resource Planning (MRP II)物料成本Material Cost物料发送和接收Material Issues and Receipts物料需求计划Material Requirements Planning (MRP)现有库存量On-hand Balance订单输入Order Entry零件批次Part Lot零件编号Part Number (P/N)零件Part领料单Picking List领料/提货Picking产品控制Product Control产品线Production Line采购订单跟踪Purchase Order Tracking需求量Quantity Demand毛需求量Quantity Gross安全库存量Safety Stock在制品Work in Process零库存Zero Inventories七.QS-9000中的术语APQP Advanced Product Quality Planning and Control Plan,产品质量先期策划和控制计划PPAP Production Part Approval Process,生产件批准程序FMEA Potential Failure Mode and Effects Analysis,潜在失效模式及后果分析MSA Measure System Analysis,测量系统分析SPC Statistical Process Control,统计过程控制审核 Audit能力 Capability能力指数 Capability Indices控制计划 Control Plans纠正措施 Corrective Action文件 Documentation作业指导书Standard operation procedure (SOP); Work instruction 不合格品 Nonconformance不合格 Nonconformity每百万零件不合格数 Defective Parts Per Million, DPPM预防措施 Preventive Action程序Procedures过程流程图 Process Flow Diagram, Process Flow Chart 质量手册Quality Manual质量计划 Quality Plan质量策划 Quality Planning质量记录Quality Records原始数据Raw Data反应计划Reaction Plan返修Repair返工Rework现场Site分承包方Subcontractors产品product质量quality质量要求quality requirement顾客满意customer satisfaction质量管理体系quality management system 质量方针quality policy质量目标quality objective质量管理quality management质量控制quality control质量保证quality assurance组织organization顾客customer供方supplier过程process服务service设计与开发design and development:特性characteristic可追溯性trace ability合格conformity缺陷defect纠正correction让步concession放行release报废scrap规范specification检验inspection试验test验证verificatio评审review测量measurement。
精益看板操作流程Kanban Procedure English, 2 bin

HUASHENG MACHINERY COMPANY(5年专业机加工公司)KANBAN PROCEDURESHUASHENG Kanban Procedure .Objective:To maintain optimal inventory for serving customers, balancing the need to provide good service with best possible inventory turns. This is especially necessary with our overseas suppliers where the transportation time is long.Overview:The HS 2 Bin Kanban SystemThe basic approach will be to utilize a kanban “pull” process, as initially developed by Toyota. The customer and the overseas supplier will each carry a predetermined amount of inventory. The basic unit of inventory will be the kanban quantity, also called a bin quantity. This will be calculated by the customer, and agreed upon by the supplier.HS will operate a 2 kanban system for sourcing . The supplier and the customer will each maintain 2 kanbans. The supplier 2 kanbans bins of inventory will be finished goods that have been inspected, packed and are ready to ship. The customer in the HS will maintain 2 kanbans.The Blanket Purchase OrderThe customer and supplier will negotiate a yearly blanket purchase order for the parts that will operate on the kanban system. Contained within the purchase order will be a yearly forecasted quantity of units. This quantity is merely a forecast or estimate and does not represent a commitment by HS to purchase this quantity. HS Company is only financially responsible for a maximum of 2 kanbans of material.The number of units in each kanban is fixed across all kanbans. The customer may at times change the quantity of units in each kanban. The following information will be defined in the blanket purchase order for each part number: unit cost, surcharges, quantity in each kanban, number of containers per kanban, quantity in each container, size of container (length, width and height in inches and centimeters) and weight of container. Warning! The yearly forecasted quantity specified by the blanket purchase order is a forecasted quantity. The supplier is not authorization to produce the entire yearly forecasted amount nor is it a commitment to purchase the entire amount.Operation of the 2 Bin Kanban SystemFigure 1 represents the operation of the two bin kanban system. When the customer consumes a kanban, a kanban shipping release instruction will be sent to the supplier. Upon receipt of the kanban release, the supplier will have a maximum of 2 weeks (14 calendar days) from the date of receipt of the kanban release instruction to deliver the kanban to the departure seaport of the ship (see table 1). The supplier is responsible for ensuring that the kanban is boarded on the ship and the ship departs the seaport within this two week period.Then upon shipment of the kanban, the supplier should immediately begin production to refill the kanban. The Supplier normally has the “total replenishment time” indicated in Table 1 to fill the kanban. In the case of a China supplier and a HS customer the supplier has seven weeks.Figure 1Operation of the 2 Bin Kanban System.Standard Replenishment Lead TimesTable 1 defines the standard replenishment time from the supplier’s location to the customer’s location. As an example, the China to HS kanban system is designed to deliver material in seven weeks to the HS located customer from a China based supplier. This seven weeks is broken down as follows:∙ A two week supplier response time represents:o The time for the China or India based supplier to process the order,o To arrange for transportation,o To deliver the order to the port,o To ensure the order is properly boarded,o To ensure the ship departs the port.∙ A seven week transit time represents:o The time for the ship to sail to the arrival port,o To clear customs in the HS,o To be loaded on the truck,o To arrive at the customer site.Standard Transit Times from Supplier Location to Customer LocationThe Use of Visual Management to Maintain Kanban SystemVisual management is key to the successful management of a kanban system. The two weaknesses of the kanban system are lost cards and containers. Both items must be displayed such that the human eye can identify lost or missing kanban or their cards. Remember the saying “ one picture is worth a tho HS nd words”.The Use of Green/Red Scheduling Boards By the Customer and the SupplierThe Green/Red scheduling board will be set up as shown below. It is used to visually manage the kanban cards. It is made of pegboard or plywood, painted green on the left, red on the right, and has hooks arranged to hold the cards. The board will be placed in the area where the parts are produced, as a tool for visual scheduling. The use of the board is required in both customer and supplier manufacturing plants.Figure 2.Green (Left)/Red (Right) Traffic BoardWhen the first kanban is shipped or consumed, it’s kanban card will be detached from the bin and hung on the left (green) hand side of the board. When the second kanban is consumed or shipped the first card on the green side along with the second kanban card is moved to the red side.As the kanbans are emptied in the warehouse, the kanbans are sent to purchasing so that shipping release instructions can be given to the supplier. The purchasing department then annotates the due date on the back of the card and the card is returned to the traffic board. Then the cards are placed on the board to quickly and easily reveal what the inventory position is.Rules for the order in which to produce parts for the kanban:∙First priority to produce parts –o The first kanban card of the double out kanban that is hung on the red side.Two kanban cards of the same part number that are hung on the board indicatethat we are entirely out of material.o If there are no other two card sets of kanbans on the red side of the board then both cards can be produced at the same time.o If there is another pair of kanban cards on the red side then the second card is moved back to the green side after production is begun on the first card.∙Second priority to produce parts - Any kanban card on the green side. The operator or supplier can produce a kanban card on the green side in any order. He may consider such things as common set-up, tool availability or other such things to make his decision on what to make first.∙For kanbans that consist of multiple containers as shown in figure 7, the kanban container cards are collected until all the cards are consumed in the first kanban,before the kanban is ordered or replenished. Normally it does not matter whichkanban is consumed first. In the case of a multiple container kanban, all of thecontainers must be consumed, before beginning on the next set of kanbancontainers.Examples of Green Only (Normal) Replenishment.Figure 3 represents the normal state of operation of the two bin kanban system. The manufacturing cell can produce any green cardGreen (Left) Only Traffic Board OperationExamples of Red (Emergency) Replenishment.Figure 4 represents an emergency replenishment of the two bin kanban system. In this situation both kanbans are empty. This is an emergency situation and the manufacturing cell or the supplier must immediately produce a single kanban container of the part number. This must be produced immediately. The organization must work 24 hours per day and expedite all material necessary to produce the product.Emergency ReplenishmentUnexpected Customer DemandThe kanban system is based on forecasted demand. When demand exceeds the forecast, the supplier must still meet the requirements of the order regardless of the lead-time given. When the supplier has two kanban cards unfilled he is in an emergency situation and needs to ship the first kanban immediately. Before shipping in this scenario he should contact the customer to determine whether to transport via ship or plane.When Suppliers’ Cumulative Manufacturers Lead Time Exceeds Total Replenishment Time.When the manufacturing time of the part exceeds the total replenishment time specified by table 1, the supplier must take steps to reduce his response time to the customer order. In the case of China, the replenishment time is seven weeks, this means the supplier must be able to manufacture the part in less that seven weeks. If the supplier cannot, he musteither keep extra containers of material in each kanban beyond the two required or locate raw material kanbans within his manufacturing process to bring his cumulative manufacturing lead time below 7 weeks. As an example, if the supplier of a machined casting has a cumulative manufacturing leadtime of 12 weeks (four weeks required to machine the raw casting and eight weeks for the foundry to pour the raw casting). The supplier must establish raw casting kanbans to support the machine shop. This buffer of raw material will enable the supplier to replenish the finish goods kanban in less than seven weeks.Management of the Kanban Card within the Customer’s CompanyAs the kanbans are emptied in the warehouse, the kanban cards are sent to purchasing so that shipping release instructions can be given to the supplier. The purchasing department then annotates the due date on the back of the kanban card and the card is returned to the traffic board.Movement of the Kanban Card with the Supplier’s CompanyAs the kanbans are emptied in the warehouse, the kanban cards are sent to the production cell to produce more of the product. When the production kanban is complete, inspected and packaged The kanban card is removed from the kanban board, the back of the kanban card is annotated with the in and out date and the kanban card in attached to the container. The kanban of finish goods is then forwarded to the warehouse and stored until the next customer demand is received.The Kanban Card and the Multiple Container KanbansFigure 6a- 6d represents an examples of a kanban cards for a two bin multiple containers kanban system. Multiple containers are required when the quantity of parts cannot be kept in one kanban container. In this situation the kanban is made up of multiple containers. In the ocean freight 2 bin kanban system we may have multiple container within a single kanban. Such a system will be required to ship heavy large castings. The bin quantity is divided equally between the containers. Below is an example of such a system.Figure 6a The Kanban CardFigure 6b Examples of Kanban CardsTop Production Kanban Middle: SuperMarket KanbanBotton: Supplier KanbanBack of Production Kanban CardBack of Purchasing KanbanFigure 7Example of Labeling of a 2 bin, 4 Container Kanban System.Movement of the Kanban CardKanban cards must be treated carefully and not lost. They are attached to the rack or to the container in the warehouse location where the kanban is kept. The card is detached and sent to the traffic board for replenishment when the kanban is shipped. When the kanban is filled, the card travels with the finished items to the storage location where the kanban will be kept until it is released for shipment. The picture below (Figure 8)shows kanban cards attached to racks. It also shows an actual, physical “bin” or kanban. It too has a kanban card permanently attached to it in order to identify the part number that would normally be present in the container.Each kanban has a permanently assigned home location and this home is f identified by a label on the storage rack. When the kanban is empty, the container will be gone, the detachable kanban card will be gone, and the space will be empty. The shelf label will indicate that this location is reserved for this. In this type of arrangement, the second kanban is placed behind the first one. You can see that the bin on the left does not have another behind it. You can see some empty Velcro to the left of the shelf label where the cards from the first kanban have been removed. On the right you can see two bins, one behind the other, with both cards in place.Figure 8Kanban Storage RackIt is an absolute requirement that the supplier must keep kanban in stock, and ship immediately upon receipt of release instructions. The supplier manufacturing replenishment lead time must be fast, so that the empty kanban can be replenished quickly, so if business is strong, the supplier will never be out of kanban. If the supplier cannot do this, then they must improve their manufacturing process. It may also be necessary for the supplier to work with their suppliers on kanban, if supply of raw materials is a limiting factor.Suppliers’ Responsibilities:∙Always maintain two kanbans of material of each part number in the program, ina finished goods state, inspected, packed and ready to be shipped immediatelyafter receiving notification.∙Immediately replenish the empty kanban, in order to be prepared in case another shipment release is received quickly.∙Only part number will be packaged in any single shipping crate/box/package.Boxes should not be packed with multiple different items.∙Only the kanban quantity should be shipped. Overages/underages will not beacceptable.∙The supplier will immediately (next business day) confirm receipt of kanban release instructions to customer.∙The supplier will take immediate steps to arrange ocean freight for the kanban item. The supplier will confirm shipping details within five days of notification, and will ship from their location in a timely manner.。
Withdraw Kanban Introduction领取看板卡介绍
Upstream process
Source Dept. Molding Machine #: IM-P9Q2
Location:
R1K09B
Part #:
M-8532
Part description: Lower basin
Quantityery location: Sub assembly cell #2
Kanban is the acknowledgement of the failure to implement one piece flow 看板是对实现一个 流程失败的承认
看板卡的分类
临时生产/领取看板
Inter-process withdrawal Kanban制程间(领取)看板
Product information
Withdraw Kanban Introduction 领取看板卡介绍
For project internally use
目录 content
1. 看板的简介以及分类 2. 领取看板介绍 3. 领取看板运行前提 4. 领取看板运转流程 5. 领取看板运转过程 6. 领取看板运行规则及异常 7. 领取看板模拟游戏
超市/FIFO
水蜘蛛
生产线
流程/Process
领取看板流程
“See”
“board”
What is Kanban/Kanban system/ 什么是看板/看板系统
A tool of the pull system 是拉动系统的一个工具:
The actual card, container or physical signal itself 实际的卡片、容器或物理信号本身 A visual method of controlling workflow, invented in the days before IT一种控制工作流的可视 化方法,发明于IT时代之前 A signal that authorizes production or movement (withdrawal) of items是授权生产或者领取物 品的信号
物流Kanban System 看板系统 精益物流看板

Topics主题Section1:What is Kanban?什么是看板?Section2:Two-card Kanban Systems2张看板卡系统Section3:Kanban Calculation看板的计算Section4:Managing the Kanban System管理看板系统Section5:Kanban System Implementation看板系统的实施Jargon Buster专业术语Kanban看板Supermarket超市Production Instruction Kanban生产指示看板Withdrawal Kanban取料看板Supplier供应商Signal Kanban信号看板Safety stock安全库存Buffer stock缓冲库存Section1Topics第1章主题What is Kanban?什么是看板?A tool of the pull system拉动系统的工具A signal that authorizes production or movement(withdrawal)of items授权生产或移动物料的信号The actual card,container or physical signal itself实物卡,周转箱或者实际的信号A visual method of controlling workflow,invented in the days before IT一个目视化的控制生产流的方法,在IT之前发明The system that uses kanban这个系统使用看板Kanban is a simple and effective method for visually controlling material flow看板是一个针对目视化管理物料流的简单高效的方法The kanban system itself is full of waste such as handling,inventory and processing看板体系本身也是充满了浪费,例如物料搬运,库存及操作Kanban is the acknowledgement of the failure to implement one piece flow看板承认不能实现单件流的表现Definitions is kanban看板的定义Functions of kanban看板的功能Sets limits设定限制Kanban is like currency–you cannot buy parts without paying for them!看板就像货币—你不能在没有付钱的情况下买东西Nothing is made or moved without a kanban在没有看板的情况不生产或者移动物料Makes problems visible让问题可视化Kanban=inventory=waste看板=库存=浪费Instruct processes to produce指示工序进行生产Limits overproduction限制过量生产Instruct material handlers to move product指示物料员运送产品Withdrawal from upstream by downstream process下工序从上工序取料Forms of kanban看板的形式Classic“two card”system(uses production and withdrawal cards)经典的“2种卡”系统(使用生产及取料看板)“One card”system uses one of the following“看板”系统使用以下的方式Card卡片Triangular plates三角板Containers周转箱Carts推车Colored balls不用颜色的球Electronic signal电子信号Or anything that conveys only the necessary information.或者其他人能能够转换必要信息的工具Forms of Kanban看板的形式Forms of Kanban看板的形式Section2:Two-card Kanban Systems2张看板卡系统Types of kanban看板的类型Production instruction kanban生产指示看板Signal kanban信号看板Lot making board批量生产板Withdrawal kanban取料看板Supplier kanban供应商看板Kanban cycles看板循环Types of Kanban看板的类型Section2:Two-card Kanban Systems2张看板卡系统Types of kanban看板的类型Basic Card Design基本的卡片设计Information on a Kanban Card看板卡上的信息The action(make,move,etc.)行动(制造,移动)Part number物料名称Part description物料描述The supplier(or process)name供应商(工序)名称Quantity数量Container quantity周转箱数量The source location物料存储的地址The delivery location物料运送地址The timing of the action(kanban cycle)行动的时间(看板循环时间)Etc.等等。
KANBAN-SYSTEM-看板系统

Kanban Card
物料号码: 742301 物料描述: C44B 水箱
KB方式 本卡数量
C KB 1
1
8 10
前序加工
区号: 010 工位: W
后序加工
区号: 030 工位: C2
3/10
Hobart Food Equipment Co.,Ltd
Kanban Card
物料号码: 742312
物料描述: C44B门钩焊件
F KB 1
1
2
3
供应商:
SEW T ianjin FAX:
物料送达
区号: 090 工位: WH
2/3
Hobart Food Equipment Co.,Ltd
Kanban Card
物料号码: 274232-C
物料描述: C44B穿线管
KB方式 本卡数量
C TB 30
供应商:
廊坊裕隆 FAX:
物料送达
两箱定配制:适用于低值物料。以一个 KanBan显示该物料的存储和再订购信息, 第二箱数量为固定数量。
KanBan的形式说明
以卡代料形式,适用于各种形 式的物料
以独特运载车,托盘形式,多 适用于内部加工物料。
以特殊的包装形式,多适用于 外购物料的运输。
供应商物料存储形式,多适用 于80供应商。
KB方式 本卡数量
C TB 50
前序加工
区号: 010 工位: W
后序加工
区号: 030 工位: C2
1/1
Hobart Food Equipment Co.,Ltd
Kanban Card
物料号码: 742321 物料描述: C44B门焊件
生产类专业名词中英文对照
生产类专有名词组织机构及职位XX电子有限公司XX Electronics CO., Ltd总经理办公室General manager’s office企管部Enterprise management department (EM)行政部Administration department (AD)销售部Sales department (SD)财务部Financial department (FD)技术部Technology department (TD)物控部Production material control department (PMC)生产部Production department(PD)模具部Mold manufacturing department, Tooling manufacturing department (TM) 品管部Quality Assurance department (QA)冲压车间Stamp workshop, press workshop注塑车间injection workshop装配车间Assembly workshop模具装配车间Mold and die Assembly workshop金属加工车间Metal machine workshop电脉冲车间Electric discharge process workshop线切割车间wire cutting process workshop工磨车间Grinding workshop总经理General manager (GM)副总经理Vice-general manager经理manager董事长president副董事长Vice-presidentXX部门经理Manager of XX department主任、主管supervisor拉长Line leader组长Foreman, forelady秘书secretary文员clerk操作员operator助理assistant职员staff连接器connector端子terminal条型连接器bar connector阴连接器Housing阳连接器wafer线束wire harness间距space额定电压rated voltage额定电流rated current接触电阻contact resistance绝缘电阻insulation resistance超声波焊接ultrasonic welding耐压withstand voltage针pin物料编号part number导线wire基体金属Base metal电缆夹cable clamp倒角chamfer接触面积contact area接触件安装孔contact cavity接触长度contact length接触件电镀层contact plating接触压力contact pressure接触件中心距contact space接触簧片contact spring插孔socket contact法兰、凸缘Flange界面间隙interfacial gap键Key键槽keyway过渡段ramp屏蔽套shielding定位基准Datum reference扁平电缆flat cable ,Ribbon cable柔性印刷电线Flexible printed wiring 多层印制电路Multilayer printed circuit 焊盘pad图形pattern间距pitch负极Negative pole正极positive pole原理图Schematic diagram单面板single sided board双面板Two-sided board,Double-sided board表面安装surface Mounting翘曲warp,bow波峰焊wave soldering编织层braid同轴电缆coaxial cable电介质dielectric电缆中导线的头数ends外部干扰external interference填充物filler护套jacket比重specific gravity电阻的温度系数Temperature coefficient of resistance 三、模具塑料模具mould of plastics注塑模具injection mould冲压模具die模架mould base定模座板Top clamping plateTop plateFixed clamp plate水口推板stripper plateA板A plateB板B plate支承板support plate方铁spacer plate底针板ejector plate面针板ejector retainer plate回针Return pin导柱Guide pin有托导套Shoulder Guide bush直导套Straight Guide bush动模座板Bottom clamp plateMoving clamp plate基准线datum line基准面datum plan型芯固定板core-retainer plate凸模固定板punch-retainer plate顶针ejector pin单腔模具single cavity mould多腔模具multi-cavity mould多浇口multi-gating浇口gate缺料starving排气breathing光泽gloss合模力mould clamping force锁模力mould locking force挤出extrusion开裂crack循环时间cycle time老化aging螺杆screw麻点pit嵌件insert活动镶件movable insert起垩chalking浇注系统feed system主流道sprue分流道runner浇口gate直浇口direct gate , sprue gate轮辐浇口spoke gate , spider gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate , tunnel gate 料穴cold-slug well浇口套sprue bush流道板runner plate排飞槽vent分型线(面)parting line定模stationary mould,Fixed mould动模movable mould, movable half上模upper mould,upper half下模lower mould,lower half型腔cavity凹模cavity plate,cavity block拼块split定位销dowel定位销孔dowel hole型芯core斜销angle pin, finger cam滑块slide滑块导板slide guide strip楔紧块heel block, wedge lock拉料杆sprue puller定位环locating ring冷却通cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould熔合纹weld line (flow line)三板式模具three plate mould脱模ejection换模腔模具interchangeable cavity mould脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure差色剂colorant保压时间holdup time闭模时间closing time定型装置sizing system阴模female mould,cavity block阳模male mould电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine卧式刨床Horizontal planer车床Engine lathe平面磨床Surface grinding machine去磁机Demagnetization machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller超声波清洗机Ultrasonic clearing machine 四、品管SPC statistic process control品管保证Quality Assurance品管控制Quality control来料检验IQC Incoming quality control巡检IPQC In-process quality control校对calibration动态试验dynamic test环境试验Environmental test非破坏性试验non-destructive test光泽gloss击穿电压(dielectric) breakdown voltage拉伸强度tensile strength冷热骤变试验thermal shock test环境试验炉Environmental chamber盐雾实验salt spray test绝缘电阻测试验仪Insulating resistance meter 内应力internal stress疲劳fatigue蠕变creep试样specimen撕裂强度tear strength缩痕shrink mark, sink mark耐久性durability抽样sampling样品数量sample sizeAQL Acceptable Quality level批量lot size抽样计划sampling planOC曲线operation curve试验顺序sequence of tests环境温度ambient temperature可焊性solderability阻燃性flame resistance五、生产注塑机injection machine冲床Punch machine混料机blender mixer尼龙nylon黄铜brass青铜bronze紫(纯)铜copper料斗hopper麻点pit配料compounding涂层coating飞边flash预热preheating再生料reworked material再生塑料reworked plastics工艺设计process design紧急停止emergency stop延时time delay六.物控保质期shelf lifeABC分类法ABC Classification反常需求Abnormal Demand措施信息Action Message活动报告标志Action-report-flag基于活动的成本核算Activity-based Costing (ABC) 实际能力Actual Capacity实际成本Actual Costs调整现有库存量Adjust-on-hand已分配量Allocation替代工序Alternative Routine装配订单Assembly Order装配零件表Assembly Parts List装配Assembly计划自动重排Automatic Rescheduling可达到库存Available Inventory可用材料Available Material达到库存Available Stock可利用工时Available Work可签约量Available-to-promise平均库存Average Inventory欠交订单Back Order倒序计划Back Scheduling倒冲法Back flush未完成订单Backlog现有库存余额Balance-on-hand Inventory批号Batch Number批量生产Batch Production标杆瞄准Benchmarking工时清单Bill of Labor提货单Bill of Lading物料清单Bill of Material分库Branch Warehouse经营规划Business Plan采购员Buyer能力管理Capacity Management能力需求计划Capacity Requirements Planning (CRP) 保管费率Carrying Cost Rate保管费Carrying Cost单元式制造Cellular Manufacturing修改批量日期Change Lot Date修改工序Change Route修改产品结构Change Structure检查点Check Point闭环物料需求计划Closed Loop MRP通用工序标识Common Route ID计算机集成制造Computer-integrated Manufacturing (CIM)配置代码Configuration Code约束管理/约束理论Constraints Management/Theory of Constraints (TOC) 依成本的材料清单Costed Bill of Material急需零件Critical Part累计提前期Cumulative Lead Time现有运转时间Current Run Hour现有运转数量Current Run Quantity周期盘点Cycle Counting调整日期Date Adjust有效日期Date Available修改日期Date Changed结束日期Date Closed截止日期Date Due生产日期Date in Produced库存调整日期Date Inventory Adjust作废日期D ate Obsolete收到日期Date Received交付日期Date Released需求日期Date Required发货日期Date to Pull空负荷Dead Load需求管理Demand Management需求Demand实际能力Demonstrated Capacity非独立需求Dependent Demand直接增减库存处理法Direct-deduct Inventory Transaction Processing发料单Disbursement List派工单Dispatch List分销资源计划Distribution Resource Planning (DRP)鼓-缓冲-绳子Drum-buffer-rope经济订货批量Economic Order Quantity (EOQ)工程变更生效日期Engineering Change Effect Date工程变更生效单Engineering Change Effect Work Order工程停止日期Engineering Stop Date例外控制Exception Control呆滞材料分析Excess Material Analysis急送代码Expedite Code加工订单Fabrication Order补足欠交Fill Backorder总装提前期Final Assembly Lead Time确认的计划订单Firm Planned Order固定订货批量F ixed Order Quantity集中预测Focus Forecasting完全跟踪Full Pegging通用生产管理原则Generally Accepted Manufacturing Practices 毛需求Gross Requirements在制品库存In Process Inventory独立需求Independent Demand投入/产出控制Input/ Output Control检验标识Inspection ID厂际需求Interplant Demand库存周转率Inventory Carry Rate仓库库位类型Inventory Location Type库存周转次数Inventory Turnover发送订单Issue Order项目记录Item Record物料项目Item加工车间Job Shop准时制生产Just-in-time (JIT)看板Kanban人工工时Labor Hour最后运输日期Last Shipment Date提前期Lead Time层Level负荷量Load Leveling负荷报告Load Report负荷Load仓位代码Location Code仓位备注Location Remarks仓位状况Location Status按需订货Lot for Lot批量标识Lot ID批量编号Lot Number批量Lot Size低位码Low Level Code机器能力Machine Capacity机器加载Machine Loading外购或自制决策Make or Buy Decision面向订单生产的产品Make-to-order Product面向库存生产的产品Make-to-stock Product制造周期时间Manufacturing Cycle Time制造资源计划Manufacturing Resource Planning (MRP II)主生产计划Master Production Schedule (MPS)物料成本Material Cost物料发送和接收Material Issues and Receipts物料需求计划Material Requirements Planning (MRP)登陆标志MPS Book Flag MPS多重仓位Multiple Location净改变式MRP N et Change MRP净需求Net Requirements新仓位New Location新组件New Parent新仓库New Warehouse不活动报告No Action Report现有库存量On-hand Balance未结订单Open Order订单输入Order Entry订货点Order Point订货方针Order Policy订货承诺Order Promising订货备注Order Remarks双亲Parent零件清单Part Bills零件批次Part Lot零件编号Part Number零件Part反查Pegging领料单Picking List领料/提货Picking计划订单Planned Order后减库存处理法Post-deduct Inventory Transaction Processing 前减库存处理法Pre-deduct Inventory Transaction Processing 发票价格Price Invoice采购订单价格Price Purchase Order优先计划Priority Planning产品控制Product Control产品线Production Line生产规划编制Production Planning产品率Production Rate产品结构树Production Tree预计可用库存Projected Available Balance采购订单跟踪Purchase Order Tracking已分配量Quantity Allocation仓位数量Quantity At Location欠交数量Quantity Backorder完成数量Quantity Completion需求量Quantity Demand毛需求量Quantity Gross进货数量Quantity In排队时间Queue Time队列Queue重生成式MRP Regenerated MRP重排假设Rescheduling Assumption资源需求计划Resource Requirements Planning粗能力计划Rough-cut Capacity Planning工艺路线Routing安全库存量Safety Stock保险期Safety Time预计入库量Scheduled Receipt残料率Scrap Factor发送零件Send Part维修件Service Parts发货地址Ship Address发货单联系人Ship Contact发货零件Ship Date发货单Ship Order工厂日历Shop Calendar车间作业管理Shop Floor Control损耗系数Shrinkage Factor标准产品成本Standard Product Cost标准机器设置工时Standard Set Up Hour标准单位运转工时Standard Unit Run Hour标准工资率Standard Wage Rate状况代码Status Code库存控制Stores Control建议工作单Suggested Work Order约束理论Theory of Constraints (TOC)时间段Time Bucket时界Time Fence单位成本Unit Cost采购计划员Vendor Scheduler采购计划法Vendor Scheduling工作中心能力Work Center Capacity工作中心Work Center在制品Work in Process工作令跟踪Work Order Tracking工作令Work Order工作进度安排Work Scheduling零库存Zero Inventories经济订货批量=Squat(2*年订货量*平均一次订货准备所发生成本/每件存货的年储存成本) 美国生产和库存控制协会APICS,American Production & Inventory Control Society 七.QS-9000中的术语APQP Advanced Product Quality Planning and Control Plan,产品质量先期策划和控制计划PPAP Production Part Approval Process,生产件批准程序FMEA Potential Failure Mode and Effects Analysis,潜在失效模式及后果分析MSA Measure System Analysis,测量系统分析SPC Statistical Process Control,统计过程控制审核Audit能力Capability能力指数Capability Indices控制计划Control Plans纠正措施Corrective Action文件Documentation作业指导书Job Instruction, work instruction不合格品Nonconformance不合格Nonconformity每百万零件不合格数Defective Parts Per Million, DPPM 预防措施Preventive Action程序Procedures过程流程图Process Flow Diagram, Process Flow Chart 质量手册Quality Manual质量计划Quality Plan质量策划Quality Planning质量记录Quality Records原始数据Raw Data反应计划Reaction Plan返修Repair。
kanban看板管理实践精要

kanban看板管理实践精要Kanban看板管理是一种敏捷项目管理和工作流程管理方法,它通过可视化工作流程,帮助团队更好地管理工作、提高效率。
Kanban看板可以用物理形式展示在墙上,也可以通过电子工具实现。
这篇文章将介绍Kanban看板管理的精要,包括原理、核心概念和实践步骤。
一、Kanban看板管理的原理Kanban看板管理起源于日本的产线管理方法,它的原理包括以下几个重要的方面:1.可视化工作流程:Kanban看板通过将工作流程可视化,让团队成员清晰地了解每个任务的状态和进度。
每个任务作为一个卡片,卡片按照任务的不同阶段进行分组,可以看到任务是在哪个阶段,以及每个阶段的工作量。
2.限制在制品数量:Kanban看板通过限制每个阶段的任务数量,避免了任务的过度堆积和工作负荷过大。
只有当前阶段的任务完成,后续的任务才能进入到下一个阶段。
3.优化工作流程:Kanban看板通过持续的改进来优化工作流程。
团队可以根据实际情况,结合反馈和经验,不断调整每个阶段的任务数量、工作流程等细节,以提高工作的效率和质量。
二、Kanban看板管理的核心概念在Kanban看板管理中,有几个核心概念非常重要:1.卡片(Cards):每个任务都以卡片的形式表示,卡片上包含任务名称、描述、负责人等信息。
卡片在不同阶段之间流动,代表任务在各个阶段的进展情况。
2.列(Columns):Kanban看板的每一列代表一个任务的阶段,例如“待办”、“进行中”、“测试”、“已完成”等。
团队成员可以将卡片从一列移到另一列,表示任务的进展。
3.限制在制品数量(WIP Limits):每个列都有一个限制在制品数量,表示该列可以容纳的任务数量。
这个限制的引入可以避免任务过多导致资源的滥用和效率的降低。
4.流动图(Flowchart):Kanban看板可以用流动图的形式展示工作流程,用箭头表示任务的流动路径。
流动图可以帮助团队成员更好地理解工作的流程和关系。
精益生产12种工具

原则化工作
懂得要执行什么环节和懂得该环节运营正常,两者都是同等主要旳。 为了确保实现产品质量级别、一致性、有效性及效率,有必要采用写 成文件旳分环节流程或者原则作业程序(SOP)来降低错误和接触时 间。尽管原则化工作建立了明确要求工人和机器操作旳有用文档,原 则化工作在精益制造工具中是最不受到注重旳。这些明确要求旳操作 能帮助工人在制造流程中应用最佳实践。原则化工作同步还能为连续 改善打好基础,因为统计成文件形式旳流程更轻易加以分析与改善。 为了阐释原则化工作,SOP 应该采用图片、文字、表格、标志、色彩 及视觉指示器向不同旳工作组沟通一致旳直观旳信息。这种图形指示, 也被称为操作措施手册(OMS),解释特定生产线范围内根据事件顺 序(SOE)旳每个环节,还能设计并制作纸质或屏幕旳视觉工作指导。
另一项工具是模拟,它能帮助降低维护有关旳挥霍。经过支持模拟, 先进服务管理系统一般能根据生产计划安排维护并根据实际完毕旳生 产自动更新维护计划(电子链接设备本身旳运转时间仪到计划维护 上)。
全员生产维护 (TPM)
目旳是消除下列“六大”维护有关旳挥霍。 1. 设备停工 2. 安顿和调整 3. 小规模停工和闲置 4. 计划外旳停工 5. 因为机器错误制造不合格品所花旳时间 6. 开启期旳不合格品
订单被“推”向工厂车间及库存。
排序与混合模式生产
另一项精益工具是排序,或决定一条生产线上执行不同作业旳顺序, 以达成目旳(例如每日需要旳数量)。这也叫做混合模式生产,该模 式生产不同批量旳几种零件或产品,这些零件或产品旳量接近于当日 将销售旳相同旳产品组合。混合模式计划或排序决定组件旳制造和交 付,涉及那些由外部供给商提供旳组件。重申一下,目旳是根据每日 需求建立生产模式。这点对于汽车制造业极其主要,考虑到全球市场 上老到客户百分比越来越大,争取这些客户旳竞争驱使汽车业原始设 备制造商(OEM)提供有着越来越丰富特色和选择旳产品。从纯功能 旳角度来看,汽车和卡车正日益成为日用具,竞争性旳产品差别化主 要经过提供独特旳色彩、构造、风格及可选配置组合来实现,这么任 何一款车型都有上千种潜在组合。库存全部这些组合在成本上几乎无 法做到,而且查找是否生产了某种特定组合也要花诸多时间,这好比 海底捞针。另外,挑剔旳客户期望立即得到某种独特特色旳配置组合。 这些原因造成一种难题-怎样迅速又有利可图地交付定制成品车。
Lean-Production(精益生产)

Cycle time
time required for the worker to complete one pass through the operations assigned
Takt time
paces production to customer demand
Copyright 2006 John Wiley & Sons, Inc.
15-25
Components of Lead Time
Processing time
Reduce number of items or improve efficiency
Move time
Reduce distances, simplify movements, standardize routings
Supplier kanban
rotates between the factory and suppliers
Copyright 2006 John Wiley & Sons, Inc.
15-17
Copyright 2006 John Wiley & Sons, Inc.
15-18
Copyright 2006 John Wiley & Sons, Inc.
15-16
Types of Kanban
Production kanban
authorizes production of goods
Withdrawal kanban
authorizes movement of goods
Kanban square
a marked area designated to hold items
kanban及kanban管理

kanban及kanban管理Kanban(Taiichi Ohno在Toyota(丰田汽车)任副总裁时的系统开发)是一个卡,设计用于防止过量生产并且保证关键部件在每一工艺步骤都有详细说明,反过来定单(Kanban在日语里意为”可视的录制”)。
Kanban过程是一个补充系统,设计用于控制每一生产工序中的产量。
Kanban 是卡片包含所有信息必需做在产品在各个阶段沿它的道路对完成并且哪个零件是需要的在随后过程。
Kanban是个日语名词,表示一种挂在或贴在盛装在制品的容器上或一批零件上的标签或卡片,或流水线上各种颜色的小球或信号灯、电视图象等。
看板是揭示牌,可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
看板通常是装在透明的长方形乙烯封套中,为得是在工厂环境中保护卡片不受损坏。
常用的看板有两种:生产看板(或生产通知看板)和运送看板(或取货看板).生产看板指在一个工厂内,指示某工序加工制造规定数量工件所用的看板。
运送看板是指后道工序的操作者按看板上所列件号,到前到工序(或协作厂)领取的看板。
Replenishment Kanban是补货看板;补货看板是一种补货的管理方法,现场库存与供应商及第三方物流已形成一条专门的货物供应链的前提下,进行补货看板管理;它根据现场库存的耗用速度与耗用时数量,以及制定的补货点规则,计算出补货的数量和参数,参数包括货品种类规格,补货时间,运货方式,运货地点等,并打印出此补货看板,再将此投入到供应链循环中,快速进行被货;也可以这样认为,补货由看板来进行管理,一旦库存量少于一定水平,便向供应商或第三方物流发出送货指令,及时进行补货,这样可以减少现场库存的货品屯积,甚至实现零库存管理,又能达到满足生产的要求;简单说来……看板就是一种可视的拉动系统,能够方便地在正好对某个物品发生需求的时候传递信息。
当流程工作站之间无法实现连续流动时,通常我们用看板和超市的模式实现拉动式生产。
精益生产之 Kanban System看板系统概述
持续改进原则 5. 6S 纪律 6. 用Kanban来揭示和解决问题
Step2: 实施内部kaNban
计划 1. 验证先决条件是否到位——消除差距 2. 选择实验制程(上游和下游)并用Kanban连接起来 3. 对选定的零件进行ABC类分析 4. 完成PFEP表格并计算Kanban数量 5. 确定超市的位置和大小 6. 建立物料搬运路线和临时标准工作 7. 为Kanban操作创建SOP 做 8. 实施培训和实践。 Check & act 9. 发现问题、改进和更新标准工作iner quantity 容器数量
Kanban 卡的计算公式
# of Kanban
AD x (RT) x (1 + SF)
cards
=
CQ
kanban数量 计算练习
型号
A B C
AD
Replenishm Safety
ent time
factor
100
1
8%
20
2
5%
45
“一卡”kanban信号例子
双卡Kanban系统
消耗流程
• 操作员制造循环圈 • 负责生产KANBAN卡和生
产产品
生产流程
• 物料管理员“移动”循环 • 负责领取和物料的移动
领取看板
用来指示后工序何时到前工序领取何 物何量到后工序去
生产看板 用来指示各生产站何时开始生产
Kanban 卡设计
一般可以考虑包含但不局限于以下信息 品号 产品描述 供应制程名 数量 容器数量 来自何地 发往何地 周期时间 等等
Kanban循环步骤
消耗流程
• 操作员制造循环圈 • 负责生产KANBAN卡和生
Kanban+System+看板系统解析

Full Full Full Full 3 of 3 1 of 3 2 of 3 3 of 3
Full Full Full 1 of 3 2 of 3 3 of 3
Full Full 2 of 3 3 of 3
Visibility目视 化
Ease of upkeep容易 维护
Best used… 但是用于
High高
Medium中
Medium中 Low低
High高 Medium中
…for steady demand
items in close proximity 稳定需求的零件及容易 接近的地方
…when prerequisites conditions are met 当 必要条件都满足
“One Card” Kanban Signal Examples“卡片” 看板信号的例子
“Empty Space” Kanban“空的空间”看板
Do not produce
Empty 1 of 3
Do not produce
Empty Empty 1 of 3 2 of 3
Do not produce
Stamping
Welding
Paint
Assembly
Heijunka Box
Lead Time = 0 secs. Processing Time = 0 secs.
Forms of Kanban看板的形式
A kanban can be:看板能够表现为 • Classic “two card” system (uses production and
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Global Kanban System
10
Operating time per shift Takt Time =
Production requirement per shift
Precondition: ① Machine Breakdown = 0 hour ② Setup Change = 0 hour ③ Defect Rate = 0 %
Shingijutsu Co., Ltd.
Global Kanban System
5
t Rate 0%
Process A Fabrication
Process B Painting
Process C Assembly
Defect Rate 20%
Defect Rate 40%
Shingijutsu Co., Ltd.
Average Total
Volume
Average for
Each Model
Shingijutsu Co., Ltd.
Global Kanban System
9
Work Load
1. Peak production Capacity time
Date
2. Capacity lowest Production volume
Supermarket
Shingijutsu Co., Ltd.
Global Kanban System
4
1. Muda (Waste) Produced by the defects
•Inventory between processes •Extra space necessary for storing •Extra manpower •Extra equipment capacity •Extra manpower and equipment to rework rejects •Complication in management
230 units
2 min
115 units
4 min
115 units
4 min
460 units
1 min
Shingijutsu Co., Ltd.
Global Kanban System
12
Overall Line
1 min
SEDAN A
SUV B VAN C
Global Kanban System
1
1. Global Kanban System 3. Function of Kanban System
5. Kanban Effects
7. Production plan setting based on product fluctuations
2. The prerequisites of the Kanban System 4. Kanban Usage 6. Conveyance
2. No production and conveyance is done when the following process does not needed. The function of inventory between process by the following process withdrawal priority.
Shingijutsu Co., Ltd.
Global Kanban System
11
Product
SEDAN SUV VAN Total
Monthly Requirement
4600 units 2300 units 2300 units 9200 units
Daily Requirement
Takt Time
Shingijutsu Co., Ltd.
Global Kanban System
3
Supermarket has to keep the products for customer’s request that the thing of needed, the amount of needed, and the time of needed. “Kanban System” applies this system to production process.
Global Kanban System
6
Processing Process A
Inveyntor AB
Painting
Process B
Defect Rate Average (20%)
Inventory BC
Assembly Process C
Production Capacity= Production Volume × (1+Defect rate) Cycle Time = Operating time per day (480min) Production Volume × (1+Defect rate) Crew Size = Man-Minutes × Production volume Operating time per operator (480min)
Shingijutsu Co., Ltd.
Global Kanban System
7
Previous Process
Following Process
To the Customer
Shingijutsu Co., Ltd.
Global Kanban System
8
Amount of Product that can be sold HEIJUNKA (Leveled Production)
Shingijutsu Co., Ltd.
Global Kanban System
2
1. Clarify inventory capacity between each production process and the following process provides the previous process with inventory that “ The things of needed, the amount of needed, and the time of needed”