PLC自动控制包装机毕业论文 徐勇(1)
PLC自动控制灌装机毕业设计(论文)

鞍山科技大学毕业设计(论文)题目PLC自动控制灌装机系(院)自动化系专业电气工程与自动化班级学生姓名学号指导教师职称二〇〇〇年六月十日PLC控制的自动灌装机系统的设计摘要近年来,社会的发展和进步对各行各业提出了越来越高的要求。
机械化加工企业为了提高生产效率和市场竞争力,采用了机械化流水线作业的生产方式,对不同的产品分别组成了自动流水线。
产品不断地更新换代,也同时要求相应的控制系统随之改,提高产品生产的效率。
在这种情况下,硬连接方式的继电接触式控制系统就不能满足经常更新的要求了。
这是因为,一是成本高,二是周期长。
在早期还出现过矩阵式顺序控制器和晶体管逻辑控制系统,由于这些装置体积大,功能少,本身存在很多不足,虽然在能够提高控制系统的通用性和灵活性,但均未得到广泛应该。
PLC可编程序控制器具有结构简单、编程方便、可靠性高等优点,已广泛用于工业过程和位置的自动控制中。
据统计,可编程控制器是工业自动化装置中应用最多的一种设备。
专家认为,可编程控制器将成为今后工业控制的主要手段和重要的基础设备之一。
由于PLC具有对使用环境适应性强的特性,同时其内部定时器资源十分丰富,液体物体的灌装机发展很快,早已有人工手动灌装发展实现机械自动化灌装,且自动化水平日益提高。
随着科学技术和生产的发展,现在越来越多的将PLC 应用于灌装机系统中。
本设计综合可编程控制器和变频器控制的诸多优点,通过可编程控制器输出来控制变频器的多段速调速,让电动机转速跟随检测的反馈信号而变化,实现对灌装啤酒传送带速度的自动控制,使其与灌装机的速度相匹配,提高工业生产的效率。
本次设计将可编程控制器和变频器控制进行了充分的结合运用,将可编程控制器的开关量输出端直接与变频器的开关输入端相连,体现了由新的控制器带来新的控制理念的思想。
关键词:继电接触式控制系统;可编程控制器(PLC);灌装机;自动控制;变频器控制Filling Machine Bssed on the PLC System Design of theAutomatic Filling MachineAbstractIn recent years, social development and progress take higher and higher requirements for the various trades.Mechanical processing enterprises takes the introduction of mechanized production line operations and the products of different compositions of the auto assembly line inorder to improve production efficiency and market competitiveness.Products are continuously upgrading which also required along the corresponding control system change to improve production efficiency. In this case, the hard-wired way of relay contact control system can not meet the requirements of a regular update. This is because, first, high costs, and second, a long cycle. Also appeared sequence of matrix transistor logic controllers and control systems in the early, as these devices are bulky, feature little in itself has many deficiencies, although the control system can improve the versatility and flexibility but were not widely should be.The programmable preface in PLC controller is a kind of new industry meth odsofcontiol the device,it regard microprocessor as the foundation, synthesiz ing the calculator technique, automatic control technique to develop with the communication technique .It has the construction simple, the plait distance is convenient, high etc. in dependable advantage, already extensive used for th e industry process with the automatic control of the position inside. According to the covariance, the programmable controller is a kind of equip ments that industry automate to equip the inside the application atthemost.Th e expert thinks, the programmable controller will become the main means th at aftertime industry control with the one of the important foundation equipmentses, the PLC will become major of pillar that industry produce.Because t he PLC has to the strong characteristic in adaptability in environment in usag e, its inner part settles at the same time the machine resources is abundant ve ry much.Liquid filling machine objects developed rapidly,the development has long been realized by manual filling machine automatic filling,and the increasing level of automation.With the development of science and technology and production,now PLC will be used more and more and more filling machine system.This design composite integrated programmable controller and inverter control of the many advantages of the programmable controller to control the inverter output multi-speed governor, so that motor speed feedback signal to follow the detection of change, to realize the speed of filling beer belt automatic control, and filler to match the speed and improve the efficiency of industrial production. This design will be programmable controller and inverter control of the combination of full use of the programmable controller switch output terminal directly connected to the inverter switch input, reflected by the new controller brings new control concepts of thinking.Key words: Relay contact control system;Programmable logic controller;Filling machine;Automatic control;Inverter control目录第一章绪论 (1)1.1研究背景及课题来源 (1)1.2研究现状 (1)1.3解决办法 (2)第二章 PLC介绍 (3)2.1 PLC的发展 (3)2.2 PLC的应用领域 (3)2.3 PLC的特点 (3)2.4 PLC控制灌装机系统的优点 (4)第三章设计方案 (5)3.1自动灌装机系统方案设计 (5)第四章罐装传送带调速系统分析 (9)4.1 罐装传送带调速系统工艺流程 (9)4.2 输入信息分析 (10)4.3 输出信息分析 (11)第五章罐装传送带调速控制系统硬件设计 (12)5.1罐装传送带系统总图设计 (12)5.2电器元件的选型 (13)第六章罐装传送带调速控制系统硬件设计 (14)6.1编程平台介绍 (14)6.2具体设计程序及注释 (15)6.3灌装传送带调速监控系统软件 (19)结论 (22)参考文献 (23)谢辞 (24)第一章绪论1.1 研究背景及课题来源近几年,由于PET/HDPE塑料瓶被越来越多地应用到液态食品包装领域,扩大了其在液态食品包装领域中的应用范围。
基于PLC的包装机控制系统设计
继电器控制逻辑是依靠触点的机械动作来实现的。工作频率很低。一次动作一般为数十毫秒。对于复杂的控制,使用的继电器越多,反应就越慢。而PLC是以微型计算机为基础的控制装置,其运行速度为每个指令步数十微秒(对于高速PLC则是5微秒以下)。并且内部有严格的同步,所以不会出现抖动的问题。
对于限时控制,继电器是利用时间继电器的延时动作来实现的。由于时间继电器是利用空气阻力,半导体延时电路来实现延时的,所以其定时精度低,调整不方便。且环境温度变化等因素都会对定时精度有直接的影响。而PLC则是由晶体振荡器所产生的脉冲经多次分频后得到的时基脉冲进行计数来定时的,定时范围一般为0.1秒,也有0.01秒的,精度一般高于10毫秒,只要根据需要由编程器送入时间常数即可实现定时时间的设定或更改。由于PLC的定时是对时基脉冲进行计数来实现的,所以如果是对外脉冲进行计数,就成为计数器。现代的PLC一般都具有定时器和计数器功能。
1.2 PLC
在现代工业设备及自动化项目中,我们会遇到大量的开关量、脉冲量及模拟量等控制装置。如电机的启动与停止,电磁阀的开闭,工件的位置、速度、加速度的测定,产品的计数以及温度、压力、流量等物理量的设定和控制等等。传统的工业自动控制主要是由继电器或分离的电子线路来实现的。这种控制方式虽然造价便宜,但却存在许多致命的弱点:只适用于简单的逻辑控制,仅适用某种控制项目,缺乏通用性,一旦要实现改动或者优化,只能通过硬件的重新组合来实现。目前,工业界比较有代表性的控制方式主要有以下几个类别:继电器控制系统,单片机控制系统,微型计算机系统,集散型控制系统。
基于PLC的糖果包装机的控制系统设计本科毕业论文

高等教育自学考试本科毕业论文基于PLC的糖果包装机的控制系统设计高等教育自学考试本科毕业论文基于PLC的糖果包装机的控制系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
基于PLC的智能全自动包装机的创新设计
基于PLC 的智能全自动包装机的创新设计于佳1,孙荣国2,宋金楷1(1.沈阳工程学院,沈阳110136;2.辽宁联合航空发展有限公司,沈阳110166)摘要:利用PLC 技术、变频器技术等开发一种智能全自动包装机。
介绍该设备的整体结构及控制系统设计方案。
该设备具有较高的可靠性、可操作性和可维护性,能够提高包装质量、精度及效率,降低次品率,满足生产要求,适宜推广使用。
关键词:智能包装机;全自动;PLC;结构;控制系统中图分类号:TP273文献标识码:A文章编号:1674-1161(2019)03-0032-02在我国,包装机械行业是一个新兴行业,虽然发展较快,但仍有很多不足,如传统包装机存在费事、费力、效率低等问题。
随着机电一体化、自动控制等技术的不断进步,对包装机的生产效率、稳定性及可靠性提出了更高要求。
因此,如何实现包装机的智能化、自动化及多功能化已成为国内外包装机研究的重点。
沈阳航科公司与沈阳工程学院合作开发出一种基于PLC 的电子元器件智能全自动包装机。
根据市场对电子元器件包装的需要,利用PLC 技术、变频器技术等设计智能包装机整体结构及运动控制系统,该控制系统可以满足包装机的运动控制要求,提高包装质量、精度及效率,降低次品率。
该设备具有较高的可靠性、可操作性和可维护性,能够满足客户的实际要求,适宜推广使用。
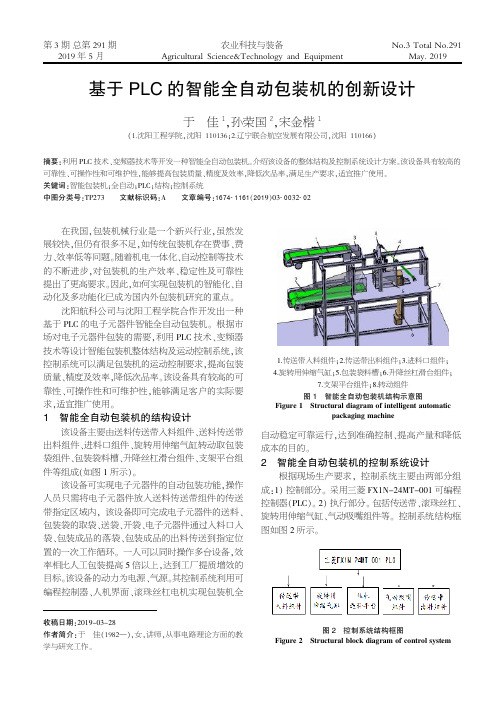
1智能全自动包装机的结构设计该设备主要由送料传送带入料组件、送料传送带出料组件、进料口组件、旋转用伸缩气缸转动取包装袋组件、包装袋料槽、升降丝杠滑台组件、支架平台组件等组成(如图1所示)。
该设备可实现电子元器件的自动包装功能,操作人员只需将电子元器件放入送料传送带组件的传送带指定区域内,该设备即可完成电子元器件的送料、包装袋的取袋、送袋、开袋、电子元器件通过入料口入袋、包装成品的落袋、包装成品的出料传送到指定位置的一次工作循环。
一人可以同时操作多台设备,效率相比人工包装提高5倍以上,达到工厂提质增效的目标。
基于plc药品包装机毕业设计

基于plc药品包装机毕业设计药品包装机是一种用于药品包装的自动化设备。
它可以实现药品的自动装盒、封盒、贴标签等功能,大大提高了药品包装的效率和质量。
在药品生产企业中,药品包装机已经成为必备的设备之一。
基于PLC(可编程逻辑控制器)的药品包装机是目前市场上应用较广泛的一种包装机。
PLC是一种用于工业自动化控制的电子设备,它具有可编程性、可扩展性和可靠性强的特点,能够实现对药品包装机的精确控制。
在设计基于PLC的药品包装机时,首先需要明确包装机的功能需求。
根据药品的特性和包装要求,确定需要实现的功能模块,例如药品输送模块、药品装盒模块、封盒模块、贴标签模块等。
每个功能模块都需要与PLC进行连接,通过PLC对各个模块进行控制和调度。
药品输送模块是整个包装机的核心部分,它负责将药品从生产线传送到包装机上。
在设计药品输送模块时,需要考虑输送速度、输送精度和输送稳定性等因素,确保药品能够准确、稳定地进入下一个功能模块。
药品装盒模块是将药品从输送带上取下并放入盒子中的部分。
在设计药品装盒模块时,需要考虑装盒速度、装盒精度和装盒稳定性等因素,确保药品能够准确、稳定地放入盒子中。
封盒模块是将已经装好药品的盒子进行封口的部分。
在设计封盒模块时,需要考虑封盒速度、封盒质量和封盒稳定性等因素,确保封口牢固、美观。
贴标签模块是将已经封好盒子贴上标签的部分。
在设计贴标签模块时,需要考虑贴标签速度、贴标签精度和贴标签稳定性等因素,确保标签能够准确、稳定地粘贴在盒子上。
除了以上功能模块外,还需要考虑安全性和可靠性。
在设计药品包装机时,需要设置各种传感器和保护装置,确保操作人员的安全,并且减少故障发生的可能性。
在编写PLC程序时,需要根据各个功能模块的工作流程进行编程。
通过PLC程序对各个功能模块进行控制和调度,实现整个包装机的自动化运行。
在测试阶段,需要对整个包装机进行功能测试和性能测试。
通过对各个功能模块进行测试,检查其运行是否正常,并进行必要的调整和优化。
PLC结业论文(包装生产线PLC控制)
『可编程控制器反应原理』结业课程设计包装生产线的PLC控制姓名:***班级:161401学号:******序号:20当今社会,随着人们物质生活的的不断提高,加之物联网的信息化,人们对日常生活所需要的物质水平也不断提高。
物联及包装行业对生产线的要求也趋于自动化与便捷化。
产品生产后的包装环节的低成本化,自动化需求逐渐增大。
因此,包装过程中的自动化无人化是企业考虑收益的重要指标。
而可编程控制器的运用将大大减少人工包装的成本,同时功能性强,性能价格比高,硬件配套齐全,用户使用方便,适应性强,可靠性高,抗干扰能力强的特点,同时能够实现减少系统的设计、安装、调试工作量,使后期维修工作量减到最小,维修方便。
因此通过分析了现代企业分检控制与管理问题的现状,结合中小企业的实际情况阐述了包装系统的工作原理,给出了一种简单实用的包装生产线自动控制系统的硬件电路设计方案。
关键词:自动化;无人化;低成本化;包装生产线In today's society, with the continuous improvement of people's material life, coupled with the Internet of things, people's daily needs of the material level is also rising. The demand for the production line of the packaging industry and the packaging industry tends to be automated and convenient. After the production of the packaging process of low cost, the increasing demand for automation. Therefore, the automation of packaging process is an important indicator of the enterprise to consider earnings. The application of the programmable controller will greatly reduce the cost of manual packing, and strong functionality, high cost performance, complete hardware, convenient user, strong adaptability, high reliability, strong anti-jamming capability, and can realize the reduction of system design, installation and commissioning work, so that the maintenance workload is reduced to a minimum convenient maintenance. Therefore, through the analysis of the current situation of modern enterprise seizure control and management problems, combined with the actual situation of small and medium-sized enterprises describes the working principle of the packaging system, the hardware circuit design provides a simple and practical packaging production line automatic control system.Keywords:Automation; Unmanned; Low cost; Packaging production line目录第一章可编程序控制器基础 (1)1.1 可编程控制器的基本概念 (1)1.2 可编程序控制器的特点 (1)1.2.1 应用简单 (1)1.2.2 可靠性高 (1)1.2.3 抗电磁干扰性能好,环境适应性强 (2)1.2.4 功能完善 (2)1.3 可编程序控制器的基本结构 (2)第二章程序设计 (3)1.1 设计要求 (3)1.2 设计方案 (3)1.3 设计方法 (5)1.3.1 I/O分配表 (5)1.3.2 工作时序图 (5)1.3.3 顺序功能图 (6)1.3.4 PLC I/O接线图 (7)1.3.5 原件清单 (8)第三章程序验证 (9)第四章所有程序 (12)第五章结论 (14)第六章心得体会 (15)第一章可编程序控制器基础1.1 可编程控制器的基本概念可编程控制器(以下简称PLC)是计算机技术与继电器逻辑控制概念相结合的一种新型控制器。
基于PLC的全自动包装机系统设计设计
基于PLC的全自动包装机系统设计设计全自动包装机系统是一种能够自动完成包装过程的设备,它能够将产品包装成符合要求的包装形式,并且能够在高速、高效的情况下进行工作。
PLC(可编程逻辑控制器)是一种常用于自动化控制系统的控制设备,它能够根据预设的程序准确地控制和监控设备的运行。
本文将基于PLC的全自动包装机系统进行设计,具体包括系统的硬件设计和软件设计两个方面。
硬件设计:1.传感器选择:包装机系统通常需要使用不同类型的传感器来检测物料的位置、重量、形状等信息。
根据具体的包装要求,选择合适的传感器,如光电传感器、压力传感器和温度传感器等。
2.执行器选择:包装机系统需要使用不同类型的执行器来完成各种工作,如电动机控制输送带运行,气缸控制夹紧装置等。
根据具体的工作要求,选择合适的执行器,并考虑到其控制方式与PLC的兼容性。
3.通信接口设计:考虑到实时监控和数据采集的需要,包装机系统需要与上位机或其他设备进行通信。
选择合适的通信接口,如以太网接口或串口接口等,确保系统能够实现与其他设备的数据交换。
4.安全设计:在设计过程中,必须考虑到系统的安全性,采取相应的安全措施,如急停按钮、安全门、光幕等,以保障人员和设备的安全。
软件设计:1.确定控制逻辑:在软件设计过程中,首先需要根据包装过程的要求,确定控制逻辑。
根据工作流程,将整个包装过程分解为不同的步骤,考虑到步骤之间的先后关系和依赖关系,逐步建立控制逻辑。
2.编写程序:根据确定的控制逻辑,使用PLC编程软件,编写程序来实现对各个执行器的控制和监控功能。
程序需要包括逻辑控制语句、运算和判断语句等,以确保系统能够按照要求进行工作。
3.监控界面设计:为了方便操作和监控系统的运行状态,可以设计一个监控界面。
通过该界面,操作人员可以实时监控运行状态、设备参数和报警信息等,并进行必要的调整和干预。
4.故障排除和调试:在软件设计完成后,需要对系统进行测试、排除故障和调试。
确保系统能够正常运行,并对程序的性能进行优化和改进。
基于PLC全自动药品包装机系统设计

河北化工医药职业技术学院毕业论文(设计)论文题目:基于PLC的药品包装机控制设计******学号:26专业班级:机电1402班指导老师:***2016年12月13日摘要现代社会对物品的包装要求越来越高,药品也不例外,为使包装出的药品整齐美观并且具有良好的包装质量,要求包装机具有精确的动作、定位精度及较高的生产率和一定的柔性,因此对包装机的控制要求是越来越高。
传统的继电器已经不能满足现代药品生产的要求了,所以高效、经济且有一定柔性的新型包装机械是市场迫切需要的。
本文着重介绍了一种基于PLC的全自动袋成型药品包装机,对控制系统中硬件设计和软件设计做了详细的介绍。
该药品包装机选用的是-48MR型编程器,使用STL指令编程能够实现手动、单步、单周期、回原点、FX2N连续各种不同的工作方式的切换。
论文主要内容:1.介绍研制全自动药品包装机的意义,国内外的研究现状以及以前的药品包装存在的问题,本次设计的目的;2.结合袋成型自动包装机的机械结构,分析其工作过程为自动控制做准备;3.设计PLC控制系统的硬件,画外部接线图分配输入输出点,根据输入输出点数选择PLC型号;4.设计PLC控制系统的软件,编写梯形图程序,并且进行仿真调试。
经过三周的努力终于完成了以上的工作,该药品包装机可以实现简单的控制要求,但控制精度还有待于提高。
关键词:药品包装机;袋成型;PLC;FX-48MR2N目录第1章概述 (1)1.1 课题研究背景 (1)1.2 课题研究意义 (2)1.3 国内外研究现状 (3)1.3.1国外袋成型包装机发展现状 (3)1.3.2国内袋成型包装机的发展现状 (4)1.3.3自动包装机存在的问题 (5)1.4 本次设计的任务和设计内容 (6)1.4.1设计内容和要求 (6)1.4.2设计工作任务和工作量的要求 (6)第2章系统总体设计 (7)2.1袋成型自动药品包装机的机械结构以及工作原理 (7)2.2工艺分析 (8)2.2.1 内装物的工艺特性分析 (8)2.2.2 包装材料的要求 (8)2.2.3 系统工作循环过程 (9)2.2.4 包装机原理框图 (9)第3章 PLC控制系统的硬件设计 (10)3.1 硬件配置 (10)3.2 操作面板的设计 (10)3.3 输入输出点分配 (11)3.4 PLC选型 (12)3.5 A/D模块的选择 (12)3.6 PLC外部接线及电机的驱动电路 (13)第4章 PLC控制系统的软件设计 (16)4.1 步进指令编程的介绍 (16)4.2 控制系统的主程序 (16)4.3 初始化程序 (17)4.4 手动程序 (19)4.5 自动回原点程序 (20)4.6 自动程序 (21)第5章结束语 (25)5.1方案综合评价和结论 (25)5.2体会和展望 (25)参考文献 (26)第1章概述1.1 课题研究背景随着经济持续健康的发展,我国已成为世界十大医药生产国和原料出口国之一,但目前我国医药包装的整体水平还落后于发达国家。
基于PLC的自动包装机控制系统设计说明
基于PLC的自动包装机控制系统设计说明1. 简介本文档旨在提供基于可编程逻辑控制器(PLC)的自动包装机控制系统设计说明。
自动包装机控制系统是通过PLC对包装机进行控制和监控的自动化系统。
2. 系统设计2.1 系统架构自动包装机控制系统采用分布式控制架构,包括PLC控制器、传感器、执行器和人机界面等主要组成部分。
2.2 控制策略控制策略采用闭环控制,通过传感器获取包装机运行状态和产品信息,并根据预设的参数及逻辑进行控制操作。
2.3 PLC程序设计PLC程序设计是系统设计的核心,程序通过编程实现对包装机的控制逻辑,包括启动停止控制、速度调节、位置控制等功能。
3. 功能需求3.1 包装操作系统需要实现自动包装机各项包装操作,如装卸产品、包装袋封口、标签打印等功能。
3.2 故障检测与处理系统需要能够检测包装机故障,例如传感器故障、执行器故障等,并及时采取措施进行处理或报警提示。
3.3 数据记录与报表系统需要记录包装机运行数据,并生成相应的报表,方便生产管理和质量控制。
4. 界面设计系统的人机界面需要直观易用,对操作人员提供友好的操作界面和实时监控信息。
5. 性能要求自动包装机控制系统需要具备良好的稳定性、可靠性和可扩展性,以满足生产线的高效运行需求。
6. 安全要求系统设计应考虑安全因素,包括防止意外伤害、保护设备和产品安全等方面的要求。
7. 操作与维护要求系统操作和维护要求简单明确,操作人员需经过培训,能够熟悉系统操作和排除常见故障。
8. 总结本文档概述了基于PLC的自动包装机控制系统设计说明,包括系统架构、控制策略、功能需求、界面设计、性能要求、安全要求以及操作与维护要求。
通过合理的设计和实施,该系统能够实现自动包装机的高效运行和监控。
基于PLC的全自动包装机系统设计毕业设计论文

The system can conduct online-monitoringtowards the operating parameters, loop control,PID tuning, operating conditions of equipments and system fault of the ethanol distillation system. It can effectively reduce labor intensity, save productive cost, and improve the anti-jammingcapability, the level of the automation control and the reliability of the system.
Combined with the process of alcohol distillation section and based on the function analysis towards PLC, in the case thattaking fullaccount of the cost, maintainingreliability and many other factors,this design accomplishes many important functions such asanalog input range conversion, analog volume output range conversion,the edit ofdigitalmanual program andmain program, and so on, thus itimprovesthe system’sreal-time, anti-interference and maneuverability,meetsthe actual needsinindustrial process, achievesflexible control scheme, operatessimply andachievescontrol of the whole process of alcohol distillation.
颗粒包装机的PLC控制设计

毕业设计设计(论文)题目:颗粒包装机的PLC控制设计姓名:专业:机电一体化工程指导教师:2009年9 月12 日摘要由于传统继电器控制的颗粒料包装机工作时存在电路复杂、可靠性差、故障诊断与排除困难等缺点,提出了用PLC对包装机控制系统进行设计。
可编程控制器(PLC)作为控制系统的核心装置,功能强大、性能稳定可靠。
在现代工业自动化生产中得到了广泛的应用。
本课题开发的高速全自动颗粒包装机控制系统为背景,理论与实践相结合,详细阐述了集PLC技术,光电感应技术,通信技术于一体的先进控制技术在该包装机控制系统中的应用。
通过对小型全自动颗粒料包装机工艺过程的分析,克服了传统小型包装机传动方案的缺陷,提出了PLC控制的柔性化包装机的构想。
设计工作的任务包括包装机构和运动分析,控制部分的硬件选择,电气原理图的绘制和三菱PLC程序编写,以及各个电气元器件的选择与安装,最终给出了PLC 控制包装机系统的硬件组成和软件设计,其中包括PLC选型、I/O地址分配、I/O 端子接线、程序设计和控制原理。
经过我们的努力,颗粒料包装机控制系统的设计已经完成。
并且经过了严格的测试,在实验室的模拟运行中,取得了良好的控制效果。
通过程序优化,及并行化处理,较好地实现了厂方提出的控制要求。
关键词:颗粒料包装机,PLC,GX DeveloperABSTRACTBecause of traditional relay control of Packing Machine for Granular Material, here are lots of disadvantages which include device complexity, inferior reliability, malfunction analysis and trouble obviation. As the kernel device control system, PLC is widely used in modern industrial production and do well in this field.This thesis takes the control system of the high-speed full-automatic packing machine that was developed along with our teacher as a background. We apply the advanced control technique in the packing machine control system such as the technique of PLC, light electricity technique and so on. By the describing of the basic operation of small automatic packager, and overcome the defects of now used packager in transmission system. And also the author introduces a new type of packager with PLC. The main designer include in the analyzing of the packaging machine’s struc ture and the movement, protracting the electric schematic diagram, writing the PLC programming and the choosing and fixing the electric’s parts of an apparatus. The paper gives the design of hardware and software about the electrical control of Packing Machine for Granular Material, which include selecting a model of PLC, distributing address of I/O, wiring diagram of I/O, designing of programmable trapezium and theory of control.Through our effort, the machine of Packing Machine for Granular Material got the exaltation of the quality whether the function or the efficiency, realized well the control request that the company put forward. This control system is well running in the lab.Keywords: Packing machine for granular material, PLC, GX Developer目录第一章前言 (1)1. 可编程控制技术的现状 (1)2.PLC 的发展趋势 (1)3. PLC与其它工业控制系统的比较 (3)3.1 PLC与继电器控制系统的比较 (3)3.2 PLC与单片机控制系统的比较 (3)4. PLC在包装机械上应用的可能性和前景 (4)5. 颗粒包装机产生的背景与意义 (5)6. 设计的主体内容 (5)第二章颗粒料包装机控制系统的设计 (6)1. 颗粒料包装机生产概述 (6)2. 颗粒料包装机速度影响和提高 (7)3.系统的运行方式 (7)4. 可编程控制方案的设计 (8)5. 控制系统硬件的设计 (8)5.1总体结构关系 (8)5.2 PLC主要器件的选择 (8)第三章包装机设计的计算与电气器件的选择 (11)1. 各机构的结构设计 (11)1.1 给料装置结构设计 (11)1.2 纸供送机构设计 (12)1.3 下料装置机构设计 (13)1.4 压纸切纸机构设计 (14)1.5 封口机构设计 (15)2. 主要电气元器件的选择 (17)2.1 真空发生装置选型 (17)2.2 传感器的选型 (17)2.3 电磁阀选型 (18)2.4 空气压缩机选型 (18)第四章系统的编程和设计 (20)1. PLC的概述 (20)1.1 PLC的一般结构与基本原理 (20)2. PLC的软件设计 (21)2.1 GX Developer开发工具的特点 (21)2.2 PLC程序的总体结构 (22)3. 包装机的PLC程序设计 (23)3.1 PLC程序总体设计 (23)3.2 PLC程序的优化设计 (25)结论 (30)致谢 (32)参考文献 (33)第一章前言1. 可编程控制技术的现状可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
基于PLC自动化仓储控制系统设计毕业设计论文

基于PLC自动化仓储控制系统设计毕业
设计论文
研究背景
传统的仓储管理方式已经不能满足快速发展的工业生产需求,自动化仓储控制系统应运而生。
基于该需求,本论文将研究PLC 自动化仓储控制系统设计。
研究目的
1. 分析自动化仓储控制系统的优势和应用场景。
2. 掌握PLC自动化仓储控制系统的基本原理和工作流程。
3. 设计基于PLC的自动化仓储控制系统,实现仓储自动化管理和控制。
研究内容
1. 自动化仓储控制系统的概述
2. PLC控制器的选型与参数设定
3. 系统硬件电路设计
4. 系统软件程序设计
5. 测试与实验
研究意义
1. 提高仓储管理效率,减少人员成本。
2. 提高仓库存储利用率,实现仓储自动化管理。
3. 推动工业自动化发展。
研究方法
1. 文献综述法
2. 实验研究法
论文结构
1. 绪论
2. 自动化仓储控制系统的技术研究与应用
3. 基于PLC的自动化仓储控制系统设计
4. 系统实现与测试
5. 系统性能分析与评价
6. 结论与展望
预期成果
成功设计基于PLC的自动化仓储控制系统,并进行实验研究和性能评价。
研究难点
1. PLC控制器的选型与参数设置
2. 系统软件程序的设计和实现
3. 系统性能的测试和评价
研究进展
目前已完成系统框架设计和控制器选型,正进入系统硬件电路设计和软件程序设计阶段。
结语
本论文将研究PLC自动化仓储控制系统设计,旨在提高仓储管理效率,实现仓储自动化管理和控制。
希望通过该研究为工业自动化领域做出一定的贡献。
基于PLC的自动食品包装机控制系统的设计
基于PLC的自动食品包装机控制系统的设计介绍本文档描述了一个基于PLC(可编程逻辑控制器)的自动食品包装机控制系统的设计。
该系统旨在实现高效、可靠和精确的食品包装过程,并提供一种集成的解决方案。
系统架构PLC选择在设计过程中,我们选择了一款功能强大且可靠的PLC。
该PLC具有高性能处理器、多个输入输出接口、通信模块以及易于编程和维护的特点。
传感器和执行器该系统需要使用多个传感器和执行器来监测和控制食品包装过程。
例如,我们可以使用光电传感器检测食品进入包装机的位置,使用温度传感器检测封口温度,以及使用电机执行器控制输送带和封口装置的运动。
系统功能自动包装控制该系统能够读取和解析来自操作员的指令,并根据指令自动化地控制食品包装过程。
例如,通过设置合适的输送带速度、封口时间和温度,系统能够确保食品封口质量达到预期标准。
异常检测和报警系统能够监测故障和异常情况,并及时报警。
例如,如果温度过高或者传感器检测到错误的食品类型,则系统可以立即停止运行并发出警报,以保证包装过程的安全和质量。
数据记录和报告系统还能够记录关键数据,如包装数量、速度和故障信息,以备后续分析和报告。
这些数据可以帮助企业了解包装过程的效率和质量,从而进行优化和改进。
系统优势高效性通过自动化控制和优化设定参数,该系统能够提高食品包装的速度和效率,减少人工操作的需求,从而提升整体生产效率。
可靠性采用PLC作为核心控制器,该系统具有良好的稳定性和可靠性。
PLC的自动化功能和故障检测机制可以减少人为差错和故障的发生,提高生产过程的可靠性。
灵活性PLC提供了灵活的编程和配置选项,使得系统能够适应不同类型和规格的食品包装需求。
同时,系统还具备一定的可扩展性,以适应未来生产工艺的变化和扩展。
总结本文档介绍了基于PLC的自动食品包装机控制系统的设计。
该系统通过自动化控制、异常检测、数据记录等功能,实现了高效、可靠和灵活的食品包装过程。
通过采用PLC作为核心控制器,该系统能够提高生产效率、减少人工差错,并为食品包装企业提供了集成的解决方案。
基于PLC的高速全自动包装机本科毕业论文
基于PLC的高速全自动包装机毕业论文姓名: XX系部: XXXXXXXX专业: XXXXXXX班级: XXXXX指导老师: XXXX日期: 201 /12/17—201 /06/16目录第一章绪论................................................................... 3矚慫润厲钐瘗睞枥庑赖。
1.1可编程控制技术的发展趋势.................. 4聞創沟燴鐺險爱氇谴净。
1.2卷纸包装机产生的背景及意义 ............. 6残骛楼諍锩瀨濟溆塹籟。
1.3 PLC在包装机械上应用的可能性和前景6酽锕极額閉镇桧猪訣锥。
1.4项目研究的主要内容............................... 7彈贸摄尔霁毙攬砖卤庑。
第二章PLC构成的包装机控制系统的总体设计.. 8謀荞抟箧飆鐸怼类蒋薔。
2.1卷纸包装机生产工艺概述...................... 8厦礴恳蹒骈時盡继價骚。
2.2可编程控制系统控制方案的设计 ....... 10茕桢广鳓鯡选块网羈泪。
2.3系统的运行方式 ..................................... 11鹅娅尽損鹌惨歷茏鴛賴。
2.4总体结构关系.......................................... 12籟丛妈羥为贍偾蛏练淨。
2.5本章小结 .................................................. 16預頌圣鉉儐歲龈讶骅籴。
第三章电控系统电路及各功能模块的设计 ........ 17渗釤呛俨匀谔鱉调硯錦。
3.1供电线路 .................................................. 18铙誅卧泻噦圣骋贶頂廡。
3.2主要控制功能模块的设计 .................... 19擁締凤袜备訊顎轮烂蔷。
PLC控制自动包装机毕业设计报告

(封面)XXXXXXX学院PLC控制自动包装机毕业设计报告题目:院(系):专业班级:学生姓名:指导老师:时间:年月日第1章绪论为满足现代化商品包装多样化的要求,目前国内外开始不断发展适应多品种,小批量的通用包装机械和设备,从而使得包装机械的形式日趋增多,立式包装机是将具有热塑特性的塑料复合膜经加热软化制成包装容器,在一台设备上自动完成制袋成型,计数充填,封口剪切等全过程的自动包装设备。
它常用于食品药品的大众包装中。
1.1包装机的历史包装机的最大特点是动作复杂、频繁,且有较多的执行元件。
上个世纪在这种场合是使用继电器控制逻辑,这样必然需要大量的中间继电器。
到本世纪这些中间继电器在用PLC控制的情况下,就可以对其内部的辅助继电器进行编程后来取代。
从物理介质方面来讲,前者是要用具体的电气元件来组合,而后者只是PLC的内部寄存器,在PLC编程容量许可的范围内,可以不花费额外的费用来实现复杂的控制逻辑。
一般的PLC都有上百点内部辅助继电器甚至更多,且还有多种专用的内部电器,足可以应付一般的控制要求,唯一需要做的工作就是对PLC进行编程。
1.2 我国立式包装机械现状我国包装机械发展较晚,目前正处于起步应用阶段,虽然从九十年代后,我国的制袋充填机有了较快发展,通过参考国内外产品进行消化吸收,自主开发研制,技术上有了很大的提高,但与国外相比,国内大多数产品技术含量低,产品差异程度低,成熟产品技术易模仿和抄袭,造成低水平重复,阻碍了对包装机的技术创新和发展。
在产品技术方面,国内包装机的主要特点如下:1.速度低,品种少。
2.精度低3.可靠性低4.自动化和智能化水平低1.3 我国食品包装机械存在的发展趋势1.自动化程度越来越高提高自动化程度是包装机械发展最重要的趋势。
品种和产量均居世界之首的美国十分重视包装机械与计算机紧密结合,实现机电一体化控制,将自动化操作程序、数据收集系统、自动检验系统更多应用于包装机械之中。
日本的包装机械控制系统也十分先进和完善,有效地促进了无人操作和自动化程度的提高。
优秀毕业论文设计PLC控制自动售货机的设计
编号:他祈家険毕业论文(设计)题目PLC控制自动售货机的设计指导教师冉玉木 _____________________学生姓名邢生歧学号_________________ 200801702074 ________专业__________________ 08自动化 ____________________教学单位德州学院机电工程系 _____________二O一二年四月xx日德州学院毕业论文(设计)开题报告书xxxx 年xx 月xx 日四、计划进度安排[主要说明:起止时间及分阶段的进度要求。
]1.毕业设计(论文)准备阶段:2011.10.8----2011.10.24 :确定毕业论文课题2011.10.24----2011.10.31 :撰写课题说明书2. 毕业设计(论文)的研究及设计(论文)撰写阶段2011.11.3----2011.12.20 确定设计(论文)题目及撰写开题报告2011.12.21----2012.3.30 毕业学生查询相关资料,完成初稿2012.4.1----2012.4.15 提交中期检查表2012.4.16----2012.4.30 综合老师和自己意见最终定稿2012.5.4----2012.5.10 将设计(论文)交于评阅教师进行评阅,进行毕业答辩3.毕业设计(论文)答辩阶段:2012.5.15----2012.5.28 毕业设计(论文)答辩五、主要参考文献[1]程周,可编程序控制器原理与应用[M],北京:高等教育出版社,2003年[2]王永华,现代电气控制及PLC应用技术.[M],北京:北京航空航天大学出版社,2000年[3]周美兰,周封忘岳宇,PLC电气控制与组态设计[M],北京:科学出版社,2003年[4]吴建强,姜三勇,可编程控制器原理及应用[M],哈尔滨工业大学出版社,2000年⑸ 吴中俊,黄永红,可编程序控制器原理及应用[M],北京:机械工业出版社,2003年⑹ 张万忠,刘明芹,电器与PLC控制技术[M],北京:化学工业出版社,2003年[7]王兆义,可编程序控制器教程[M],北京:机械工业出版社,2001年[8]廖常初,S7-200 PLC基础教程[M],北京:机械工业出版社,2001年[9]裴进灵.,新型自动售货机的研制[J ],科技情报开发与经济,2002年指导教师意见及建议:签名:年月日教学单位领导小组审批意见:组长签名:德州学院毕业论文(设计)中期检查表院(系):机电工程系专业:自动化XXXX年XX月XX01绪论 ....................................................................................................................................................................... 7...1.1自动售货机的理论背景与实际意义 ............................................................................................................... 7.1.2自动售货机设计的主要内容 ............................................................................................................................ 8.1.3自动售货机设计的基本思路........................................................................................................................... 8.2 PLC的概述 ........................................................................................................................................................... 9..2.1PLC 的定义..................................................................................................................................................... 9..2.2PLC 的简介..................................................................................................................................................... 9..2.3PLC的工作原理................................................................................................................................................ 9.2.4PLC的循环扫描工作 (4)2.5PLC的硬件组成............................................................................................................................................... 5..2.6PLC的编程语言............................................................................................................................................... 6..2.7PLC 的特点..................................................................................................................................................... 6.. 3自动售货机的设计 ................................................................................................................................................ &3.1 西门子 S7-200 PLC特点 ................................................................................................................................ 8.3.2自动售货机设计软元件..................................................................................................................................... 8.3.3自动售货机的基本功能..................................................................................................................................... 9.3.4自动售货机I/O点的分配............................................................................................................................ 1.0 3.5顺序功能图(SFC .......................................................................................................................................... 1.1 3.6 梯形图(LAD .. (13)3.7自动售货机的相关说明 (20)3.8自动售货机的外部接线图 (20)3.9自动售货机仿真 (21)参考文献 (22)致谢.......................................................................................................................................................................... 25.PLC控制自动售货机的设计邢生歧(德州学院机电系,山东德州253023 )摘要:本论文设计的是基于西门子S7-200系列PLC构成的自动售货机监控系统,本文, 对自动售货机的方案进行了论证,介绍了PLC的基本组成、特点以及工作原理,对基于西门子S7-200系列PLC构成的自动售货机系统整体设计过程进行较为细致的论述。
基于PLC的全自动粮食包装机电气控制系统的
根据现代农业包装产业技术发展的要求,以粮食包装机为主的PLC全自动粮食自动包装机电气控制系统不仅能够满足生产需要的准确率,还能增加全自动粮食包装的生产力,以后企业在进行选择的时候可以多使用这种技术来进行工作。
参考文献
[1]张友贵.磨盘式量杯充填装置的设计与研究[J].包装与食品机械,2017,35(3):25-29.
一、在全自动包装机械上应用PLC和使用其他系统相比的优点
包装机械最大的特点就是需要很多的设备,运用PLC之后就能在一定程度上减少一些设备的使用。PLC和其他控制系统相比有以下几个优点:首先使用PLC系统在进行控制修改的时候不需要进行硬件修改,只需要修改软件里面的逻辑就可以正常使用,操作过程非常的简单方便,可靠性极高。同时从某种角度来说,还能更好的实现智能化和可靠性。其次就是PLC控制能够保证整个系统的成本,这个特点比其他系统在使用上有更大的优势。所以在一些控制系统上使用PLC不仅能能够让系统设计得到简化,还能给智能化实现更多的帮助,最后还能大大减少整个系统出现的故障率。
[2]申童.自动颗粒包装机传动及控制系统设计[D].唐山:华北理工大学,2017.
作者简介
马洪兴(1970.1-)男,汉族,江苏无锡人,大学本科,高级讲师,研究方向:电气自动化.
2、包装计量设备的选择
现在市场里面常用的包装计量设备有3种类型,其中能够控制给料生产计量设备的就是螺旋秤。螺旋秤的主要工作原理就是在包装计量设备使用的时候通过控制铰刀转动的速度和圈数排出物料的体积,在用称重传感器对已经包装的物料质量进行检测,然后把检测数据送进PLC控制器,最后控制系统会把收到的信号和预设值进行对比,看是否达到标准。
3、包装计量装置的整体结构
如图所示是定量配重装置结构示意图
【毕业论文】基于PLC高速全自动包装机的控制系统应用论文【有CAD图】
毕业设计(论文) 题目:基于PLC高速全自动包装机的控制系统应用摘要可编程控制器(PLC )作为控制系统的核心装置,功能强大、性能稳定可靠。
在现代工业自动化生产中得到了广泛的应用.取得了理想的控制效果.本论文以东莞佳鸣机械制造有限公司开发的高速全自动卷纸包装机控制系统为背景,理论与实践相结合,详细阐述了集PLC技术,变频器技术,光电感应技术,通信技术于一体的先进控制技术在该包装机控制系统中的应用。
论文主要内容如下:1。
概述了可编程控制器PLC的现状及其在包装机械上应用的可能性和前景.2.通过对卷纸包装机生产工艺流程的了解,统计其输入输出I/O点,然后进行PLC选型,硬件组态的设计。
3.详细分析了包装纸放卷过程中的受力(尤其是张力)情况,并建立了数学模型,利用自适应控制原理实现了送料过程中的张力控制。
4。
在卷纸包装机中,卷纸和包装纸要求能同时到达工位1,这就产生了送料过程中的同步控制问题,在同步控制中,我们在卷纸供送系统的驱动轴上安装一个半圆形金属片,在侧面装上接近开关探头,通过判断每次光电传感器检测到色标时接近开关的输出状态,就能知道包装纸供送系统是滞后还是超前于卷纸供送系统,从而使伺服电机正、反转或不动,实现了送料过程中的同步控制.5.卷纸的包装是一个典型的顺序控制,因此我们利用一个移位寄存器,使工艺盘的每一个V形槽对应一个二进制位,通过移位寄存器的移动,实现了包装过程的程序控制.6.利用Siemens公司的编程软件Step7、软件WinCC及其通信功能设计了包装过程以完成数据的采集并控制输出设备安全、高速、高效地运行,实现了该包装过程的监视功能。
经过我们的努力,卷纸包装机控制系统的设计己经完成。
并且经过了严格的测试,在实验室的模拟运行中,取得了良好的控制效果.使该机无论从功能上还是效率上都获得了质的提高,基本达到了九十年代末期国际先进水平,较好地实现了厂方提出的控制要求.关键词:包装机;PLC;张力控制;自适应控制;同步控制;WinCC;Step7。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏城市职业学院毕业设计(论文)(2011 届)设计(论文)题目用PLC控制的全自动饮料包装机办学点(系)昆山办学点专业机电一体化班级11数控(五)学号1122030130学生姓名徐勇起讫日期2015年12月20日-2016年4月30日地点江苏城市职业学院昆山办学点指导教师何修富职称讲师2015年12月15日江苏城市职业学院教务处制用PLC控制的全自动饮料包装机摘要在当今的工业生产中,程序控制无所不在,PLC是主要控制设备,其应用范围及其广泛。
熟练PLC应用设计,不仅是对热自专业学生专业知识与技能的综合训练,而且也极大锻炼了学生对工业现场中程序控制设备及系统的独立维护及设计能力,为学生将来从事热控专业工作奠定非常实际的雄厚的基础。
Fully automatic beverage packaging machine controlledby PLCAbstractn today's industrial production, process control is omnipresent, PLC is the main control equipment, its application scope and wide. Skilled in PLC application design, not only the heat from the students' professional knowledge and skills training but also great exercise students of industrial process control system equipment and independent maintenance and design ability for students future career in the field of thermal control specialty lay very actual solid foundation目录第一章绪论 (1)1.1研究背景及课题来源 (1)1.2研究现状 (1)1.3解决办法 (2)第二章 PLC介绍 (3)2.1 PLC的发展 (3)2.2 PLC的应用领域 (3)2.3 PLC的特点 (3)2.4 PLC控制包装机系统的优点 (4)第三章设计方案 (5)3.1自动包装机系统方案设计 (5)第四章包装传送带调速系统分析 (9)4.1 包装传送带调速系统工艺流程 (9)4.2 输入信息分析 (10)4.3 输出信息分析 (11)第五章包装传送带调速控制系统硬件设计 (12)5.1包装传送带系统总图设计 (12)5.2电器元件的选型 (13)第六章包装传送带调速控制系统硬件设计 (14)6.1编程平台介绍 (14)6.2具体设计程序及注释 (15)6.3包装传送带调速监控系统软件 (19)结论 (22)参考文献 (23)谢辞 (24)第一章绪论1.1 研究背景及课题来源近几年,由于PET/HDPE塑料瓶被越来越多地应用到液态食品包装领域,扩大了其在液态食品包装领域中的应用范围。
据不完全统计,全球每年用于饮料瓶的塑料容器消费量为1000多万吨,并且其产销量正在以每年10%~19%的速度增长。
茶饮料、果汁饮料以及功能性饮料经过几年的苦心经营,已经成为饮料市场上稳定、成熟的产品,现在高速中温热包装技术为众多饮料企业提供了最佳的解决方案,既满足了产品的增长率和安全性,又降低了饮料企业的包材成本和运行成本。
随着高速中温热包装机技术的日臻成熟,将为更多的国内大、中型饮料生产企业提供先进、稳定、可靠的饮料包装机设备,带来更为直接的成本效益。
包装机主要是包装机中的一小类产品,随着我国酒业的快速发展,啤酒、葡萄酒、黄酒、白酒等酒类产量持续增长,我国饮料酒(不含果露酒、发酵酒精)总产量已达2878万千升,同比增长8.2%。
有关专家指出,我国饮料行业是高成长性的行业,成熟饮品增长稳定,新的热点和增长点不断涌现,新兴饮品的增长更快。
同时,中国包装机械已发展成世界液态食品行业中有重大影响和极大市场占有率行业。
因此,液体包装机市场发展潜力巨大。
1.2 研究现状要把包装机产品国产化,要走相当一段的路程,国内现状是“互仿”--互相仿造,在国内仿造,也叫做“内仿”。
水平大概一致,今天你有的,明天别人就仿去了。
一个包装机行业也就那么几家有自己的机械设计能力来开发新产品。
其他的制造商就跟进过来。
所以在互联网上我们查找包装机会看到很多产品,但大多雷同。
相比较而言,在国外我们考察一些包装机械厂家,他们的产品不论是在外观还是的设计原理上都有比较大的区别。
这就是很多国内一些想创新的厂家努力去学习国外产品的原因,操作方法是到国外参加展会,拍些设备图片或直接购买一个设备样品,拿来仿造就可以了。
这就是“外仿”,仿造国外的。
不管是“内仿”还是“外仿”都是在仿造。
自己没有太多的创新和设计。
产品就会一直在跟进,跟着别人前进。
要想超越和创新就必须有自己的机械设计能力,机械设计和研发是包装机最终能国产化的根本前提。
1.3 解决方法我国液体包装机要满足包装行业快速发展的需求,并积极参与国际竞争,就必须打破“小而散”的行业态势,在“高精尖”的方向上不断前进。
业内人士认为,未来液体包装机将配合产业自动化趋势,在技术发展上朝着机械功能多元化,结构设计标准化、模组化,控制智能化,结构高精度化等几个方向发展液体。
因此包装机的发展为食品、药品的现代化加工和大批量生产提供了必要的保证。
本设计就是针对以上而设计的一种以PLC可编程控制系统为主导的包装机系统。
包装生产线有两条传送带,空桶传送带和包装传送带。
生产线分为四个工位,这四个工位完成桶的清洗、吹干、包装、和剔出没有正常完成各个工位操作的桶。
生产线启动后,空桶传送带送过来的空桶依次完成上述功能。
并进一步通过可编程控制器输出来控制变频器的多段速调速,让电动机转速跟随检测的反馈信号而变化,实现对包装啤酒传送带速度的自动控制,使其与包装机的速度相匹配,提高工业生产的效率。
本次设计将可编程控制器和变频器控制进行了充分的结合运用,将可编程控制器的开关量输出端直接与变频器的开关输入端相连,体现了由新的控制器带来新的控制理念的思想。
第二章 PLC介绍2.1 PLC的发展PLC在60年代末到70年代中期出现,这时的PLC多少有点继电器控制装置的替代物的含义,其主要功能只是执行原先由继电器完成的顺序控制,定时等。
从70年代中期到80年代中后期,微处理器的出现使PLC发生了巨大变化。
美国,日本,德国等一些厂家开始采用微处理器作为PLC的中央处理单元(CPU)。
这样,使PLC 的功能大大增强。
在软件方面,除了保持其原有的逻辑运算、计时、计数等功能以外,还增加了算术运算、数据处理和传送、通讯、自诊断等功能。
在硬件方面,除了保持其原有的开关模块以外,还增加了模拟量模块、远程I/O模块、各种特殊功能模块。
并扩大了存储器的容量,使各种逻辑线圈的数量增加,还提供了一定数量的数据寄存器,使PLC的应用范围得以扩大。
从80年代后期至今,由于超大规模集成电路技术的迅速发展,微处理器的市场价格大幅度下跌,使得各种类型的PLC所采用的微处理器的档次普遍提高。
而且,为了进一步提高PLC的处理速度,各制造厂商还纷纷研制开发了专用逻辑处理芯片。
这样使得PLC软、硬件功能发生了巨大变化,使PLC的功能更强大。
2.2 PLC的应用领域目前,PLC已经广泛地应用于所有的工业部门,随着PLC性能价格比的不断提高,过去许多使用专用计算机控制设备的场合也可以使用PLC。
PLC的应用领域不断的扩大,主要有以下几个方面:(1)开关量的逻辑控制;(2)运动控制;(3)闭环过程控制;(4)数据处理;(5)通信联网。
并不是所用的PLC都具有上述全部功能,有些小型PLC只具有上述部分的功能,但是价格较低。
2.3 PLC的特点(1)编程方法简单,易学;(2)硬件配套齐全,用户使用方便;(3)系统的设计、安装、调试工作量少;(4)可靠性高抗、干扰能力强;(5)通用性、适应面广、使用方便;(6)故障率低、维修方便;(7)体积小、能耗低;(8)具有逻辑运算,计时、计数、顺控等功能。
2.4 PLC控制自动包装机系统的优点将PLC用于对自动包装机系统的控制,主要是其具有对使用环境适应性强、无故障运行时间长的特性,同时其内部定时器、计时器资源十分丰富,可对目前普遍使用的自动包装机系统进行精确控制,包装传送带控制系统的系统设计目的是利用PLC和变频器控制电动机转动带动皮带传动,然后将要包装的瓶传送给包装机,达到瓶流速度和包装速度的协调,从而提高工作效率。
基于PLC的这些好处,所以选择PLC为逻辑控制元件。
第三章设计方案3.1 自动包装机系统方案设计本设计有分两个步骤,第一个步骤如下,控制要求:包装生产线有两条传送带,空桶传送带和包装传送带。
生产线分为四个工位,这四个工位完成桶的清洗、吹干、包装和剔出没有正常完成各个工位操作的桶。
生产线启动后,空桶传送带送过来的空桶依次完成上述功能。
各个工位的间隔距离相等(大于一个桶的直径),以保证包装传送带电机运行一次,桶可以在各个工位准确到位。
输入:生产线启动、停止信号分别为S1、S2;包装传送带空桶到位光电开关,1~4工位的桶到位光电开关依次为B0、B1、B2、B3、B4为1时桶到位,否则为0;2工位的吹干检测传感器B21吹干时为1,否则为0;3工位的包装完成压力传感器B31包装完成时为1,否则为0;1~4工位推杆阀门(1~3工位用于将不合格的桶推出传送带后推杆收回)开到位信号V11_OPENED、V21_OPENED、V31_OPENED、V41_OPENED为1时开到位,否则为0;1~4工位推杆阀门关到位信号V11_CLOSED、V21_CLOSED、V31_CLOSED、V41_CLOSED为1时关到位,否则为0;1~3工位清洗、吹干、包装阀门,开到位信号V12_OPENED、V22_OPENED、V32_OPENED、V42_OPENED为1时开到位,否则为0;1~3工位清洗、吹干、包装阀门,关到位信号V11_CLOSED、V21_CLOSED、V31_CLOSED、V41_CLOSED为1时关到位,否则为0。
输出:M1、M2分别为空桶传送带和包装传送带电机的启动、停止输出,为1时启动,为0时停止;1~4工位推杆阀门V11、V21、V31、V41为1时打开,否则关闭;包装阀门V12、V22、V32为1时打开,否则关闭。
设计方法:本步骤中的包装传送带的控制流程是这样的:首先按动启动按钮后,包装传送带空桶位置的光电开关,当没有桶时其输入值为0,假如包装传送带电机没有运行,则启动空桶传送带电机,知道包装传送带空桶位置有桶为止,然后停止空桶传送带电机。