NEC TOPAZ Aspia EX编程简表
安川焊接机器人编程手册
安川焊接机器人编程焊接机器人程序编辑一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在“ON”状态。
2、将运作模式调到“TEACH”→“示教模式下”1.进入程序编辑状态:1.1.先在主菜单上选择[程序]一览并打开;1.2.在[程序]的主菜单中选择[新建程序]1.3.显示新建程序画面后按[选择]键1.4.显示字符画面后输入程序名现以“TEST”为新建程序名举例说明;1.5.把光标移到字母“T”、“E”“S”、“T”上按[选择]键选中各个字母;1.6.按[回车]键进行登录;1.7.把光标移到“执行”上并确认后,程序“TEST”被登录,并且屏幕画面上显示该程序的初始状态“NOPCEOO”、“ENDCOOL”1.8.编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2.把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2.用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3.按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,…M O VJ“→”“MOVJ,,VJ=0.78”2.4.光标放在“00000”处,按[选择]键;2.5.把光标移动到右边的速度“VJ=**”上,按[转换]键+光标“上下”键,设定再现速度,若设定速度为50%时,则画面显示“→MOUVJ VJ=50%”,也可以把光标移到右边的速度,…VJ=***'上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
2.6.按[回车]键,输入程序点(即行号0001)3.决定机器人的作业姿态(作业开始位置的附近)3.1.用轴操作键,使机器人姿态成为作业姿态,然后移到相应的位置;3.2.按[回车]键,输入程序点2(0002);3.3.保持程序点2的姿态不变,移向作业开始位置;3.3.1.保持程序点2的姿态不便,按[坐标]键,设定机器人坐标为直角坐标系,用轴操作键把机器人移到作业开始的位置(在移动前可以按手动速度[高][低]键选择焊枪在示教中移动的速度);3.3.2.光标在行号0002处按[选择]键3.3.3.把光标移动到右边的速度,VJ=***上按[转换]+光标”上下键,设定再现速度,直到设定的速度为所需速度(也可用光标移到速度VJ=***上,按[选择]键后,输入需要的速度值,按[回车]键确认即可);3.3.4.按[回车]键,输入程序点3(行号0003);3.3.4.1.把光标移动到“0003”上,按[引弧]键+[回车]键,输入“引弧”指令(行0004)(“引弧”为“ARCON”)3.3.4.2.把光标移动到行号0003上按[引弧]键,在缓冲显示区显示出“ARCON‟”指令以及引弧时的条件;3.3.4.3.对引弧指令中的附加引弧条件根据焊接工件的实际情况进行修改;3.3.4.4.按[回车]键输入“引弧”指令(行号0004);3.3.4.5.指定作业点位置(作业结束位置)3.3.4.6.用轴操作键把机器人移到焊接作业结束位置从作业开始位置到结束位置不必精确沿焊缝运动,为防止不碰撞工件移动轨迹可远离工件;3.3.4.7.按[插补方式]键,插补方式设定为直线插补(MOVL)亦可把光标放在“MOVJ”上,按[选择]键,然后按[转换]+光标上下键可以调整选择插补方式,然后按[回车]键;3.3.4.8.光标在行号0004上按[选择]键;3.3.4.9.把光标移到右边速度“V=***”上,按[转换]+光标上下键设定速度;3.3.4.10.按[回车]键,输入程序点4(行号0005);3.4.按[收弧]键输入(收弧命令为“ARCOF”)3.4.1.把光标移到行号0005上,按[收弧]键,再缓冲显示区显示出…ARCOF‟”指令以收弧时的条件3.4.2.对收弧指令的附加项收弧条件根据焊接工件的实际情况进行修改;3.4.3.按[回车]键输入收弧指令(行0006);3.5.把机器人移到不碰撞工件和夹具的位置;3.5.1.按手动速度[高]键,设定为高速(手动速度[高]键只是显示示教时的速度,再现中以定义的速度运行);3.5.2.用轴操作键把机器人移到不碰撞夹具的位置;3.5.3.按[插补方式]键,设定插补方式为关节插补(MOVJ);3.5.4.光标在行号0006上,按[选择]键→MOVJ VJ=15;3.5.5.把光标移到右边的速度VJ=15上,按[转换]+上下键,设定速度(也可按[选择]键后,直接输入要设定的速度,再按[回车]键登录速度;3.5.6.按[回车]键,输入程序点(行0007)3.6.把机器人移到开始位置上;3.6.1把光标返回到0001上,按[前进]键把机器人移动到程序点1上;3.6.2.再把光标移到行号0007上,按[回车]键,输入程序点8(行0008)二、确认所设定的程序中的轨迹操作;1、把光标移到程序点0001上;2、按手动速度[高][低]键设定速度键;3、按[前进]键,通过机器人动作确认各程序点,每按一次[前进]键机器人移动到一个程序点;4、亦可把光标移到程序点行0001上,按[连锁]+[试运行]键,机器人连续再现所有程序点,一个循环后停止运作;三、在焊接中,往往有时设定好的程序有许多与实际生产不适合,所以需要进行修该程序(包括又插入程序点、删除程序点、修改程序点的位置数据等);1、插入程序点;1.1.把程序内容打开(以在程序点3、4、之间插入为列);1.2.按[前进]键,把机器人移动到程序点3上;1.3.用轴操作键把机器人移到想插入位置;1.4.按[插入]键;1.5.按[回车]键完成程序点插入,所插入程序点行号为(0004),2、删除程序点(以3、4位列);2.1.按[前进]键,把机器人移到要删除的程序点3上;2.2.按[删除]键;2.3.按[回车]键,程序点3被删除;3、修改程序点的位置数据(以程序点3位列);3.1.把光标移到程序点3上;3.2.按[前进]键,使机器人回到程序点3上;3.3.用轴操作键把机器人移到修改后的位置;3.4.按[修改]键;3.5.按[回车]键,程序点的位置数据被修改;4、设定焊接条件:(ARCON ARCOF ARCOF);4.1.先打开程序内容;4.2.把光标移到要进行焊接作业的程序点的前一个行号上;4.3.按[引弧]键或[命令一览]键中选择程序[作业]中选择ARCON命令,缓冲显示区有ARCO N指令及附加条件;4.4.按[回车]键…引弧“命令自动在程序中生成;4.5.设定引弧条件的方式有三种(一、把各种条件作为附加项进行设定的方法,二、使用引弧文件的方法ASF#(X),三、不带附加项)5.用附加项设定焊接条件的方法;5.1.在命令区选择ARCON指令,(缓冲区显示ARCON指令);5.2.按[选择]键(显示详细编辑画面,选择“未使用”;5.3.选择“未使用”(显示选择对话框);5.4.选择“AC=**(在ARCON命令的附加项中已设定引弧条件时,显示详细编辑画面);5.5.输入焊接条件(设定每个焊接条件);5.6.按[回车]键(设定的内容显示在输入缓冲区中);5.7.按[回车]键设定的内容登录到程序中;5.8.不想登录设定的程序时,按[清除]键,回到程序内容画面;6.使用引弧条件文件;6.1.在命令区选择ARCON命令,(输入缓冲行显示ARCON命令);6.2.按[选择]键,(显示详细编辑画面);6.3.选择“未使用…(显示选择对话框);6.4.选择ASF#() (显示详细编辑画面);6.5.设定文件号(指定文件号1~64把光标移到文件号上,按[选择]键→用数值输入文件号按[回车]键;6.6.按[回车]键,(设定的内容显示在输入行中);6.7.按[回车]键,(设定的内容登录到程序中);6.8.不想登录设定的文件内容时,按[清除]键,回到程序内容画面;7.没有附加项的方法;7.1.选择命令区ARCON命令(输入缓冲行显示ARCON的命令);7.2.按[选择]键(显示详细编辑画面);7.3.选择ASF#() (显示选择对话框);7.4.选择…未使用“;7.5.选择[回车]键,设定的内容在输入缓冲行中;7.6.按[回车]键,设定的内容登录到程序中;7.7.不想登录设定的内容时,按[清除]键,回到程序内容画面;四、分别设定焊接条件(电流、电压命令);1.登录AECSET命令;1.1.把光标移到地址区;1.2.按[命令一览]键(显示命令一览对话框);1.3.选择“作业”;1.4.选择ARCSET命令(输入缓冲显示ARCSET命令);1.5.按[选择]键(显示详细编辑画面);1.6.设定焊接条件(把光标移动到设定的项目上,按[选择]键,用数值键输入焊接条件,再按[回车]键,追加附加项时,在选择对话框中选择“未使用”删除附加项时也同样把光标移到想删除的附加项上,按[选择]键选择“未使用”;1.7.按[回车]键(所设定的内容显示在缓冲区行);1.8.按[回车]键(设定的内容被输入到程序中,当不想登录设定的内容时,按[清除]键,回到程序内容画面);2.设定熄弧条件(填弧坑处理);1.按[熄弧]键,输入熄弧命令(利用[命令一览]键进行AECOF命令登录时,选择命令中的“作业”;2.登录ARCOF方法;2.1.按[熄弧]键2.2.按[回车]键;2.3.设定熄弧条件(ARCOF有三种方法;一、把各种条件作为附加项进行设定;二、使用熄弧条件方法;三、不带附加项);3.各条件设定为附加项的方法;3.1.选择命令区的ARCOF命令(输入缓冲区显示ARCOF命令);3.2.按[选择]键(显示详细编辑画面);3.3.选择“未使用”(显示选择对话框);3.4.选择“AC=”;3.5.输入焊接收弧条件(设定各个焊接条件);3.6.按[回车]键(输入缓冲区行显示设定的条件);3.7.按[回车]键(设定的内容被登录到程序中);3.8.不想登录设定的内容时,按[清除]键,回到程序内容画面;4.使用熄弧条件方法;4.1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);4.2.按[选择]键(显示详细的编辑画面);4.3.选择“未使用”(显示选择对话框);4.4.选择“AEF#();4.5.设定文件号(1~12把光标移到文件号上,按[选择]键确定用数值键输入文件号,按[回车]键;4.6.按[回车]键(设定的内容显示在输入缓冲行中);4.7.按[回车]键(设定的内容被输入到程序中);4.8.不想登录设定的内容时,按[清除]键,回到程序内容画面);五、不带附加项的内容;1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);2.按[选择]键(显示详细编辑画面);3.选择AEF#()或AC=*** (显示选择对话框);4.选择…未使用‟;5.按[回车]键(输入缓冲行显示设定的内容);6.按[回车]键(设定的内容被输入到程序中);7.不想登录设定的内容时,按[清除]键,回到程序内容画面;8.确认动作(检查运行);把所设定的程序轨迹进行一次模拟实验,在再现模式中,调出…检查运行‟一行进行轨迹确认;9.在程序的再现画面按[区域]键;10.选择[实用]工具栏;11.选择设定的特殊运行户(显示特殊运行画面);12.选择…检车运行‟(每次按[选择]键有效、无效、交替交换;13.选择…有效‟字样;14.打开[伺服电源]键;15.把光标移到程序点1上按下[START]键,机器人自行检查;16.焊接条件的微调;六、焊接条件的微调;1、进行焊接利用已经调整好的程序;2、从焊缝外观进行焊接条件的微调(根据焊缝成型情况对焊接电流、电压等进行调整);七、生产;1、把运作模式设定在…再现‟模式;2、选择主菜单的[程序]一行中子菜单[选择程序]并打开;3、把光标移到要选择用于焊接的程序中;4、进行程序轨迹检查运行;5、当检查完后,把光标移到…0001‟上,运作模式设定为…再现模式‟按下…START‟进行焊接。
NEC_TOPAZ集团电话编程_经验总结
NEC TOPAZ集团电话编程经验总结NEC简单功能进入编程,按SPK键输入#*#*输入密码12345678按HOLD退出编程,按4下DC键或MSG键再按一下SPK键就OKCHECK+CALL(ICM) 查本身分机号CHECK+分机号查其他分机号OPAC+3 查自己版本号CHECK+HOLD 查EX的版本号经验: 1,程序对,没有分机显示.需要接地线,针对与打入可以不可以接,反之也一样2,程序对,要是接的ISDN看看ISDN的响铃模式,是否ISDN坏3,分机断线14--02常用单词意思:dial 字头digit:位数type:类型(包括5种1,服务码.2,分机.3,中继线.4,指定中继线.5,话务员.6,F—路由)VOL—音量控制键MIC—麦克键HOLD—保持键DND/CONF—免打扰/会议键SPK—扬声器键TRFR—转移键FLASH—闪断键CALL/ICM—呼叫键DC—拨号控制键OPAC—工作键LND—拨键CLEAR—清除键CHECK—检查键TRUNK—代表中继线PRIORITY—优先级RTBL—中继组路由一般的中继线从电话局来有这么几种1. 普通中继线2. 中继连选线3. ISDN4. 2B+D5. 30B+D简单编程:1. 呼叫前转到外部固定电话或转移到内部分机的变成(1) 呼叫前转到外部固定电话1.14----01----13 所有外线设为1,(允许或禁止中继线的环路监视开关)2.14----02----09 所有外线设为1, (外线的忙音检测)3.20----02----09 所有外线设为1,(允许或禁止中继线的断开管理功能)4.20----11----12 设为1 , (允许或禁止分机对其电话的无条件呼叫前转)使用方法:1:专用话机:按CALL键也就是ICM 键拨功能码713+6+9+要转移到的电话号码+HOLD2:普通话机:提机拨功能码713+6+9+要转移到的电话号码+挂机取消方法:1专用话机:提机拨功能码713+6+HOLD2:普通话机:提机拨功能码713+6+挂机会议使用简单介绍:主叫拍叉簧拨功能码826 内线直拨分机.要是拨外线.需先拨9+外线号码专用话机按会议键DND/CONF 勿打扰/会议键内线直拨分机.要是拨外线.需先拨9+外线号码2(2)呼叫转移到内部电话l 立即转移编程11----11----01 功能码848l 遇忙转移编程11----11----02 功能码843l 遇忙无人应答转移编程11----11----04 功能码844l 无人应答转移编程11----11----03 功能码84511----11----01 呼叫前转功能码848 立即转移11----11----02 呼叫前转功能码843 遇忙转移11----11----03 呼叫前转功能码845 无应答转移11----11----04 呼叫前转功能码844 遇忙/无应答转移11----11----07 呼叫前转功能码847 跟随转移11----12----32 呼叫前转功能码861 外线保留取回2. 设第2出局码1.11----01----01 设字头.类型.要把TYPE设为4.(指定中继线)2.11----09----02 设第2中继线出局码3.14----05----01 设中继线组{需要一一对应}4.14----06----01 设中继线组路由5.21----15----01 设分机的第2中继线组路由3. 设分机的等级1.21----04----01 设分机的呼出等级2.21----05----08 长途等级限制码表3.21----05----07 长途等级允许码表4.21----06----07 长途等级限制码表数据5.21----06----06 长途等级允许码表数据补充:20--06—01 设分机等级[1——15]限制码表,允许吗表各有四个无论启用还是禁止哪个都要一一对应,也就是说一等级对一等级1码表对1码表简单IP加发1.14----01----23 最经济路由开LCR设(1)2.26----01----04 设1(即非UK方式)3.26----02----01 设其中一个表为(0)既拨号位数4.26----02----06 对应上边设的表5.26----05----02 启用哪个表就在哪个表里输入IP数据备注:如过要设2个以上的IP号需设2个表,2个表需一一对应呼入专线:1.22----04----01 分配分机的振铃组2.22----05----01 分配中继线的振铃组呼出专线:1.14----05----01 为中继线分组2.14----06----01 为中继线组分配路由3.21----02----01 为分机分配中继线组4.21----03----01 为分机分配中继线组路由可编程功能键简单介绍设虚拟分机1.15----09----01 设虚拟分机振铃音(按FLASH键2下输入设虚拟分机键的号,MODE1设1,按下HOLD MODE 1设1按下HOLD)2.15----07----01 可编程功能键(按FLASH 2 下输入设虚拟分机键的号,输入*03 HOLD 虚拟分机号按HOLD)3.拨功能码851的时候.01---DSS/一触式24本组呼叫代接25外组呼叫代接26指定代接组设中继线占用码1.11----09----01 设中继线占用码.(类型3,中继线占用码)(类型4,指定中继线占用码)2.11----01----01 设字头的类型DIAL 字头DIGIT:位数TYPE:类型(包括5种1,服务码.2,分机.3,中继线.4, 指定中继线.5,话务员.6,F—路由)设置分机的单个响铃,群响,轮流响1,单个响铃(1) 22----04----01 分配分机的振铃组{初始设置为1组的200分机响}2,一起响/既群响(2) 11----07----01 设部门组代表号码经理秘书功能:851+42+经理分机号:851+41+秘书分机号设VRS录音22----02----01 设“1”VRS MODE 1MODE 225----06----01 {“1”VRS 01-48(VRS信息码)25----02----01 信息码25----06----02 设DEST`N为800 (总机地址)R“1”40----07----01 语音信箱语言提示种类(40—08—01)40----10----08忙40----10----09无人接录音:SPK +716+{01—48}(01-问候语02-忙03-无人接)录音的信息码,听到请开始录音和嘟的一声后录,不能超过2分钟,如听到录音结束,以超过录音时间,拨0#结束或挂机听: SPK+716+5+(01—48)听之前的录音,按#在听,听下一个拨5+(01—48)最后挂机删: SPK+716+3+(01—48)+HOLD(专用话机)取消操作,设删除录音并返回拨“3”挂机删除录音常用编程项目1. 90----33----01 开机复位后要首先改的程序2. 20----02----12 专用话机的响铃模式,0.为语音,1,为铃声3. 14----01----07 开通或禁止外线,0为禁止1为允许4. 20----03----04 需要把3改为1(中继线的拨号发送时间)5. 11----02----01 修改分机号码6. 15----01----01 修改分机名称7. 11----12----27 代接码867为出厂设置8. 14----02----10 外线来电显示9. 15----03----09 内线来电显示10. 15----03----14 来电显示转移0为内线1为外线11. 11----01----01 设字头功能等等12. 20----17----01 设拨0到总机初始设置,[未设置]13. 24----02----03 初始设置为10如.外线挂断响铃次数多可改小一点.(呼叫前转等待时间)15. 82----04----04 最大断开时间初始值20 需要改为1316. 82----04----07 最小闪断时间初始值21 需要改为1717. 82----04----08 最小闪断时间初始值200 需要改为8018. 11----12----27 设代接码初始设置为功能码867想要改别的需要该字头19. 14----01----16 设“1”20. 24----01----05 设“85”为了避免回铃21. 11----12----02 会议功能码82622. 11----12----31 外线保留功能码83123. 11----12----32 外线保留取回功能码86124. 11----11----17 可编程功能码/即虚拟分机键/经理秘书功能25.11----10----20 VRS 录音/删除信息26.11----10---- 21 VRS 播放通用信息27.11----10---- 22 VRS录音/删除通用信息28. 10----21----02 设COM口波特率(0-4800 1-9600 2-19200 3-38400)WEB 进入编程用户名密码权限2 ASPIRE 12345678 IN3 CUSTOMER1 0000 SA4 CUSTOMER2 9999 SB5 USER1 1111 UA22----02----01 中继线呼入设置0:普通1:VRS (如果没有安装VRS,送二次拨号音) 2:DISA 3:DID 4:DIL (顺序) 5:未使用6:延时DID ARS路由IP加发(1) 26----01----01 1(2) 21----01----03 0非长途号码路由到中继组(3) 26----02----01 0长途前缀(4) 26----02----02 1路由到中继组(5) 26----02----03 1分配中继组1分配中继组2(6) 26----02----05 1指向拨号表12) 指向拨号表2(7) 26----03----01 1)Treatment1=D0*******PRENEC(topaz)电话交换机的基本程序设置默认分类2010-01-25 10:31:25 阅读76 评论0 字号:大中小订阅用专用话机进入和退出系统编程:进入:SP K→#*#*→12345678(密码)→HOLD →显示Program mode退出:按DC键返回直到显示Program mode 时按SPK键退出并保存所设置的数据,屏幕上会显示saving system data1.分机的外线权设置:14-07-01 中继线分配图设置15-06-01 分机对应的中继线分配图2 外线直接到一个分机振铃(直入线)呼入中继线类型设置22-02-01 Trunk -----指定中继线model TRK Type= 4 DIL呼入中继线的目标分机或部门组22-07-01 Trunk----指定中继线model1 NO = 指定的分机号码如果DIL振铃的分机没有应答可以转到振铃组内它的分机振铃无应答回叫时间22-01-04 (0-64800) DIL呼入电话在编程设置的目标分机上振铃时间.超过这个时间间隔DID电话被转移到预设的振铃组无应答转移目标DIL/IRG22-08-01 Trunk---- 指定中继线Mode1 IRG------ X3. 外线分组:14-05-01 中继线组14-06-01 中继线路由21-02-01 分机的中继线组4. 第二中继出局码设置:11-01-01 创建第二中继出局码11-09-02 输入第二中继码21-15-01 分机的第二中继组路由用专用话机进入和退出系统编程:1. 进入:SPK→#*#*→12345678(密码)→HOLD →显示Program mode退出:按DC键返回直到显示Program mode 时按SPK键退出并保存所设置的数据,屏幕上会显示saving system data3.更改分机号码的相关编程:11-01-01:系统号码计划11-02-01:分机号码的设置和更改15-01-01:分机名称设置(一般在装机时最好删除所有分机名称),专用话机编程时用CLEAR键清除92-02-01:删除所有分机号码,只保留第一端口的分机号码。
通快激光编程
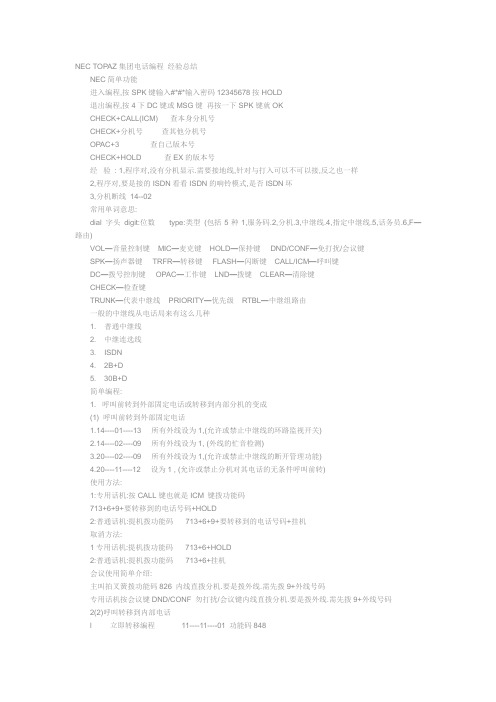
TOPS100(lase編程教材一.目的便于本部門提高展開技能,快速作業適用范圍晟銘電子有限公司(寧波)鈑金部二.作業內容:工作界面介紹drawi ng --繪圖模塊功能:繪製比較簡單的圖形,圖形的修改(線型,顏色),文件格式的轉換.Nest in g---排料模塊功能:多個工件的排版,布料•Tech no logy--工藝模塊功能:排版,布料,生成鐳射切割,生成程序•Date —數據表模塊功能:修改工藝表,產生新的工藝表.In formatio n--信息模塊(一 )Create⑴ Lin e (線)2poi nts: 兩點畫線Parallel:偏移畫平行線,先選一條直線,再輸入要偏移的距離Horizontal:畫水平行線 Vertical:畫豎直線Tan point: 兩切點畫線.功能:顯示版本信息. Termin ate--退出開關 功能:退出界面 一 .draw ing 繪圖模塊LjToMOO2SolidD is aiwCreate 2 CreateModify Macro?Modify 2 Te»rtDrawinQtoolsPointLine2point 等HorizonulT 爼n point Par all 创呃Hi 仙IPErpendicu 怡 rPolygon Circle3 points Did meterTan 2Rectangle匚切仙RadiusCenter Diam. Ian 2Concentric ArcDeleteElement Selection ContourUndoAll EndOKCancelPerpendicular:畫與一直線相垂直的線在一直線上選點輸入直線長度(二)Create 2⑴Notches作工藝孔Dist Dist:倒直角.(輸入兩個距離)Vertex :對直角向內切一個正方形開口,或作切口並作工藝圓孔•必須選頂點•Acute angle:切v型切口(輸入v型切口的深度,和夾角)Rectangular:在直線的任一點上作矩形切口•(輸入深度和寬度,會依所點的點處為中心作切口)(2)Bevel -作倒斜角.Dist Dist :倒斜角(輸入兩個距離值)Vertex: 作等距離的倒斜角(輸入一個距離值,然后確定頂點)⑶Rou nding倒圓角Radius:倒圓角(輸入R角數值,再選擇一頂點,必須是交點)(4)Equidistant等距離偏移.Gen erate:對整個輪廓進行offset偏移.(三)Modify-編輯⑴Move-移動2 points:兩點移動.(任意確定兩點,來移動)Horizo ntal:水平移動Vertical: 堅直移動(2) Rotate 旋轉2 points:兩點移動旋轉.(確定起始點,確定目的點,輸入旋轉角度)Center : 中心旋轉.(3) Scale-縮放2 points:兩點移動縮放(確定起始點,確定目的點,輸入縮放比例)Ce nter: 中心縮放(4) Mirror-鏡像2 points:兩點鏡像.(兩點確定直線,依此直線為中心軸來鏡像)Center: 中心鏡像(確定一點撚后依此點為中心旋轉180度)Horizo ntal:水平鏡像Vertical: 堅直鏡像(5) Stretch 拉伸2 points: 兩點拉伸.Horizontal:水平拉伸.Vertical: 堅直拉伸點擊命令,輸入距離•從右上角向左下角拉矩形框,來選擇元素•四)Modify 2-編輯 2(1) Rou nding圓角Modify-修改倒圓角大小(2) Eleme nts 元素Split-分割(先選要分割的元素,再選兩點)Merge—元素合并Split inters.pt兩個相交元素的分割•(先選擇兩個要分割的元素,然后選擇要分割那一條線,相當於CAD中的trim命令)Smash struct打散結構⑶Color- 改變顏色Selection選擇.(選擇幾個輪廓元素來改變顏色)All —選擇全部⑷Type- 改變線型Selection選擇(選擇幾個輪廓元素來改變線型)All-- 選擇全部(五)Macros巨集Single hole單孑孔.(先改變數據,可以選是圓,還是橢圓)Row of holes-水平排孔(輸入起點,輸入終點.輸入要排列的數量)Circle of holes以圓心為中心進行圓形阵列(六)Text-文字Create--建立文字.(設定好字高,字型,寬度)Modify-編輯現有的文字.|J ToPs 100(七)Drawi ng tools繪圖工具Con structi on line-結構線Con structi on circle結構圓Measuri ng- 測量上面這些命令和creat模塊中的功能相類同•它只是起到辅助繪圖的功能在鐳射切割時不會切割•可以刪除,也可以不用刪除.注:Drawing模塊主要起繪圖和轉換文件格式的作用•首先把*.dxf文件調入界面.打開斷點檢視開關,一項一項檢查:a. 看是否有斷點存在.b. 是否有虛線或其它的非實線型存在.c. 是否有其它的顏色線型.(鐳射機識別:白色的線是切割線.黃色的線是割印線.淡藍色的點是刺穿點)d. 檢查是否有兩條直線之間的間距小于0.3的.(鐳射機小於0.3不會切割的.因為激光束的直徑是0.15)e. 是否有重合線,重合點.檢查完畢無誤后.把它另存為*geo格式的文件•(編程時鐳射機僅識別這種格式的文件)就此第一步工作已經完成•完成了圖形文件的轉換,為進一步排料編程作好了準備.三.Nesti ng排料模塊這一模塊的主要功能是實現單個工件或多個工件的排版.a依次選擇new sheet然后彈出菜單設定板材的大小,厚度.b. 用drawing tools中的parallel工具繪出基準線.因為左下角不能距邊太近,否則鐳射在切割時,激光頭會撞在定位點上.通常設為15mmc. 選擇load —load additional par調入要排版的工件.在工件調入之后•先放在板材框之外•對於比較特殊的形狀可以通過旋轉工件來合理安排,盡可能的利用 板材•(一)Modify--編輯⑴ Move part -移動工件.2 poi nts : 兩點移動 All will:動態移動Horizo ntal:水平移動 Vertical:堅直移動(2) Number of parts 工件數量Section (-x +x): x 軸方向數量的增加或減少. Number pcs(-y +y):y 軸方向數量的增加或減少⑶ Part dista nceX 件的距離(-x +x) : x 軸方向的距離增加或減少 (-y +y): y 軸方向的距離增加或減少 Parameter 調整距離增加或減少的增減量.Sheetinfrvrmtttinnivii*wDrawing (ocrtaMove IMI I2 pnintiR Af will HorizontalVorticalNuinbei uf pdiisS^ctinn Niimter pcs ||■ * + X | ■V‘ V Pdildisldnuf :ParamRtRr« |« 1 |■V* VFtuUle■+RRTprsiiffl pninfAt willlluv konld Vci1k4lesc (iisinncp2 paintfeRortat-eDeletePartundo Ail OKEndCainGclTops 100Sheer hoa no⑥倉创鱼£1376 ・ 643Coimtmici ?Rotate (- +):工件的旋轉.(4) Refere nee poin基準點(5) CSC distanee- CSC距離注:a. 在in formation選項中可以查看單個工件的名字.b. 點擊下拉箭頭.可以選擇copy還是movec. 在這種模式下可以排版多個工件.多用於量產的排程.排程時要考慮工件數量比例d. 排料結束后,把材料框外面的的工件刪除掉.e. 在設定板材大小時要考慮,不要超出機器的最大加工范圍.(trumpf3030為3000*1500mm)f. 排料完成檢查無誤后.存盤為*.taf文件.四.tech nology工藝編程模塊在一模塊中主要是設定切割工藝,模擬,生成程序. 點下拉菜單fileLoad&process…裝載進程.Load…裝載(常用此項,來調入文件,排料)(1) Create- 建立(1.1) Current process rul -當前的工藝規則Set -用來設定,改變工藝規則(一個工藝表,通常會有多種的切割規則,可以根據不同的情況.不用不同的 切割規則.不過,通常會用到一種切割工藝例如.sus 1.0板的切割,會有51401,51402,5140等規則 我們通常選51401) process ing-排程 Create- 建立 En able-啟動 Delete —刪除 In hibit----禁止點擊下拉箭頭有幾個選項 Con tou —輪廓功能是在這種模式下,可以用delete 來取消一個單件中輪廓的切割,綠色的切割線會變為白色的,用creat 建立工藝,inhibit 是禁止對它們進行建立和刪除的修改.enable 是取消禁止.口 TuPsimiMieNC programL2630 (Sin 840D)4129 (1.4301-10} 51401 (Ecke:Runden-£pi intLas Kennzeichneo)StartCurrent pirncess rule SetProcessingconcour OptimizationExlrdsVif?WProcoscihgPrcparotioinLayouit匚“确ibl<eC ・&誠椁 n^IrdRShowDcorb.Statua r ch Icr stotuoLoafile吐園IlT||密2346.413257.07*7F 丄cki 3LtirLing puincCancelSin gle part-單個工件可以用inhibit 來禁止整個工件切割.enable 用來恢復切割 part+ copies-—種類型的工件. 可以禁止一種類型的工件切割. Un til part —至到當前的工件從左邊第一個開始.至到當前這一個工件,是否禁止. Sheet-整張板,控制整張板上所有工件,是否切割 (1.2) Collisio ns-碰點 Check —檢查 Listi ng —清單此功能主要檢查刺穿點,入切引線.等是否正常. (1.3) show 顯示主要顯示切割狀態.和一些文本信息.⑵Modify-編輯(2.1) Pierci ng 刺穿 Properties.改變刺穿的方式有兩種方式可以選擇 regular 正常方式 reduced 節約方式.(2.2) Approach 入切路徑Crr?<lr?tMtrasPi^V 匸訂 TRII —Ap|)ro^chHC pmgrfirn (SIR S4ODI曾|玄母io>(&cke :Rund«n sprintL» Kennz^ichMnjProcos^irigIRi F 陌rlimmIL 曲 uurtRiliMplHCHWirthdr^wnl FormEnd CancelToM LUD□Filr?TnnJMluillfyCoimgiid ?Reading of f'ils z : \ SAJI PLE X TDPS \ EXERCI S E \ 527-EMEHCI SE . TMT finisF IJI HIInuortProc 軽?:齐■inu Oprt imir^ionAlJM. tClOlK CnrifniiirAppr.+wlthrlr JCorner treatniaitilJK1'ITOlltl lllUFtHt II2DICl 曰3住IL 址各311 t^nMove part-移動工件(移動工件是,其上的工藝也會移動的,但在net 沖床編程中移動,有時會只移動工件本 身,而不移動布刀) Horizo ntally -水平移動 Vertically -豎直移動 Two points -兩點移動Rotate part-旋轉工件(可以旋轉一個角度,來調整工件的排放位置) Two points -兩點旋轉 Ce nte —中心旋轉⑷Extras 增加(4.1) Circle correction 的補差此功能是對圓孔進行補差,在以前的鐳射機中會存在切割出的圓孔都會直徑偏小 0.15這主要是激光束走內線和外線的問題.激光束直徑為015mm 因此可通過這個功能來對其進行補差.點擊creat 命令后會彈出一個對話框在 Correction of diamete 中的Correction Value 處輸入補差的值.15是 切出來的和實際的一樣大 通常是0.16由於有切割點存在.對於鉚釘孔,可以加大一點. 在Approach/withdrawal 中可以調節入切引線的尺寸,這和以前講過的一樣,不再重复 Apply to 中包含三個選項 Con tou —輪廓Part+ copies 對所有的單一工件. Sheet 對板材上的所用工件码 唧[3|・讣 QI 妙I 网| ©]窗丨川IGonwanol4129i (1L43>O1-1O> 51401 (EckcsRuridcrn-SprinfLais Kcninzc :iGhnicn>E5TH21FileNC pirogi dmliuuCircl-e corr^cfici'ii ■CRartci ] nclrtctCut Oil EhEiBdt Ci marl rr I P-nr airiRntKr s-Pmc^^^iriiriMmcrnWRlol(1) Positi oning seque nee 位置順序Manual- 手動(手動一個一個點選來強制順序) Automatic-自動Begi nning-開始(設定為第一個切割) End-終止(設定為最后一個切割)(2) Rearra nge-重新排序Before-前一個.(先點一個參考元素,再點一個要設定的元素最后點的那個就會在第一個點的元素前面切割.)After 后一個使用方法和before 一樣.Define begin 設定開始(功能和上面的beginning —樣) Define end -設定結束(功能和上面的end —樣)T H F- ICbOT T [屁 i [ DTI ] I ” | *C orrcn-a.nelj-igj |S.lmukiticiFnAm- tonlsiz; o e 3Apfily In .“Pak :匸EE 卫Eg1 Lkriirws b-^u»rir^tJorfwiv- ITraiuvjr-x ■nfj |idrthI A LT K O m <rt tn<□VFIiCT卑TMUQFRnv?ri4 be nr?ldi*fpIlfl-VYJEnd ->linnrr^i'iiU'np4k-^i4inviNim *r?r|Mrrnir ;f?AHF I -M J Oarw-ni點上面的下拉箭頭可以選擇是對工件強制,還是對輪廓強制⑶Tool-工具這個功能是選擇切割工藝表,不同的板材規格,板材厚度需要選用不同的工藝表(例如1.4301-10是不锈鋼 1.0 ,st37-10是碳鋼1.0, AIMy3-10鋁合金1.0,1.0以下含1.0厚度的板全都用10工藝表,1.6以下含1.6厚 度的板全都用15工藝表) 點擊Material ID 右邊的下拉箭頭,從中選擇合適的工藝表,然后點右邊的find鍵,所選工藝自動會在上面 顯示出來,然后再點擊顯示出的工藝,會彈出一個對話框,用來選擇切割規則. 當工藝選擇好後,還要點選processingF 拉菜單,並點start 生成一次,否則不會改變工藝⑷NC program-生成程序在上面所有動作,設定全部完成以后.模擬檢查沒問題后就可以生成程序了 ,在生成程序時.一定要保證 Name of Nc progra m 中的名字和 program no.中的名字一致.program no 中的名字是傳到機器中所顯示的名字 ,而name of Nc program 中的 名字是*.lst 程序名.因此應要求保證一致.B) Creat sheet layoutFilo EgmEIBmE!3EnS Mac lime 3U 41Z T e No ・ HC pl ivilt 41 f* Tool Mate : ri al Malte r 吕・u 丄日□口 丄-4 3 01- J_U JL ・U or process rule 1 lntorm?rtmni nn rule 耳丄闿口丄 Eok e : Ruiri d & n — Sp rri ntL m 曰 C 口 intnaiXid 7C 口 irrtnaiXid 7Show 券廿『祝自■就■ 浜*够*碼H Pf 皿*2 m 蚪 TiatklH! Na. Grntiph M^iK.pownr Material OD Mnt _1 tdi^k.niR'^s rririwi …黑占選create sheet layout.選擇要編程的工件•選擇工藝表•然后彈出上面對話框.進行設定板材大小,排料.Material-顯示材料規格,這個在工藝表中已經設定好了.Margi ns -設定工件到板材的四個邊距.左邊距和下邊距不能設太小,否則激光頭會碰到定位板可以設定為15mmDimensions設定板材的大小.這個一定是機器可以切割的最大板材尺寸,否則機器不認.Web width設定兩工件之間的間距.(機器最小可以切割的可以在0.5mm但通常不要留太小的間距,否則邊距余料會彈起碰到切割頭.一般間距為5~10mm之間.)Number of Parts工件的數量.點右邊的fill sheet會把整張板排完.也可以調節x軸,y軸方向的數值來切割一部分.設定完成后就ok.后面的動作和前面講的一樣.然後生成程序.如果選擇cancel就變成了補割.C)點下拉菜單,選擇load & process…選擇*geo文件作補割程序四.Date -數據.此模塊中主要來調節工藝表,切割規則.機器配置,生成工藝表.五」n formatio n信息此模塊主要顯示版本信息.顯示語言.六.Terminate退出界面.。
IAI SEL编程指令
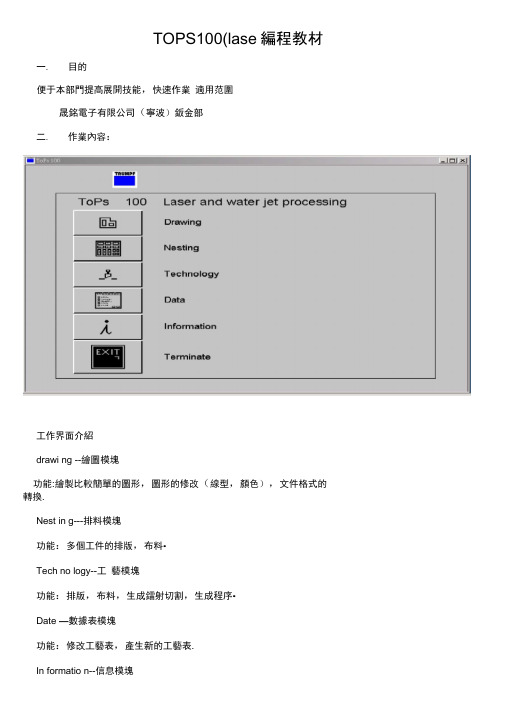
1.SEL语言所使用的数值与符号批注)变量99及199为使用本系统演算功能时的特别寄存器(Register)。
●关于备用电池领域当控制器再度打开电源时,其内部状态除了备用电池领域以外,均被删除(紧急停止时的状态也相同)。
程序(停止)。
输出埠(删除)。
局部辅助埠(FLAG) (删除)。
局部变量(删除)。
原点位置(删除)。
总体辅助埠(FLAG) (保持原状)。
全局变量(保持原状)●关于SEL语言所使用的数值范围使用的数值为整数及实数。
但是请充分注意有以下几点限制事项。
1.关于控制器内部处理(计算机)整数以±2,147,483,648或者实数以单精度浮动小数点±3.4×1038做为理论性的处理。
2.现实制约开发初期的基本程序工具为LCD(液晶显示)的教导器,其结果针对输入或输出程序上有下列限制:整数-9,999,999~99,999,999实数-999,999~9999,999或者-.999999~.9999999总之包含符号小数点8位数值,为程序处理数值的限度。
另外,用浮动小数点演算之后,其有效数值只能保证到7位数为止,因为其中含括了浮动小数点的特有误差,再此请多予以谅解。
3.关于位置数据位置数据处理以内部的整数数据为主,但是在演算过程里都是取实数。
如果以±9999,999处理的话是不会有问题的,然而将位置数据视为一般数据进行内部演算的结果之下(反复乘除算),最后位数的精度就会产生问题。
在使用时请充分斟酌以上几点。
特别是在使用实数的比较演算上,如果采用CPEQ命令的话几乎不会一致。
此时必须并用大小关系的CPLE/CPGE命令。
1.2 SEL语言所使用的符号SEL语言所使用的符号内容说明如下。
2.输入埠与输出埠2.1输入埠使用于限位开关(Limit Switch)与检测开关(Sensor Switch)等之输入埠。
2.2 输出埠使用于各种输出埠。
2.3SA控制器输出入埠一览表所谓FLAG就是旗子的意思,然而意义的内容就是指利用“内存”执行数据的SET与RESET功能。
NEC_Aspila_Topaz_编程常用项
NEC Aspila Topaz 编程常用项进入编程方法:SPK--- # * # * 12345678---HOLD---输入编程代码退出编程方法:一直按DC回到Program Mode状态,按SPK键OPAC:光标右移LND:光标左移CLFAR:清除VOL↑:向上翻页VOL↓:向下翻页HOLD:保存一.开机初始化。
1.开机前,按CPU上的LOAD开关键不放。
开电源后5秒后松开CPU开关。
2.电脑编程IP地址:IE连接IP:172.16.0.10电脑IP: 172.16.0.113,EX用户名:ASPIRE 密码:123456784.TOPAS: TOPAS 密码:12345678二.快速编程。
1.将语间应答改成振铃应答默认20-02-12=0(语音应答)改成1(振铃应答)2.将储存拔号改为直接拔号20-03-03 改为114-01-10 改为0(使用DTMF拨号)3.保持电话强制解除(避免回铃)默认14-01-16=0 改为1 可以保持电话强制解除默认24-01-05=18400秒改为85秒保持电话强制解除的时间15-03-25 所有分机改为182-04-08 改为804.呼入立即振铃(如正常响铃,不需设置)默认10-08-01=0(禁止预振铃)改为1(应许预振铃既立即振铃)5.分机限制中继呼出(中继线端口是否使用)默认14-01-07 =1 (默认端口是开放的)未用的中继线端口改为06.呼入响铃设置:(1:N)22-04-01 将要响铃的分机号加入(循环振铃)16-01-03 选择循环组16-02-01 设置循环组的分机号码11-07 设置组虚拟号码22-02设置中继日/夜模式为“4”DIL22-07 DIL的虚拟分机加入7.分机号设置:(1)位数设置11-01-01 二位改为2,三位改为3, 字头类型改为1。
(2)分机号更改11-02-01 后面直接输入分机号码(3)分机名称更改15-01-01 将分机名称改为对应的分机号8.来电显示设置:默认14-02-10 =0(即外线关闭了来显)将需要的外线改为 1默认14-02-16=0 (即fsk)更改来电显示制式0:FSK 1:DTMF默认20-09-02=1(默认分机上显示主叫号码)分机是否来电显示改为1 默认15-03-09=0(默认关闭了分机的来显)普通分机来电显示改为1 15-03-11=0(默认是fsk)普通分机来电显示制式0:FSK 1:DTMF来电显示键设置: CALL—851---功能键—08--HODL9.话务员设置。
义隆156E四段按键程式
1 ;===============================================2 ; 晶振4MHz,周期为4个时钟,指令周期为1us3 ;===============================================45 ;---------------定义变量-------------------------6 0003 r3 == 0x037 0005 port5 == 0x058 0006 port6 == 0x069 0010 temp == 0x1010 0006 r6 == 0x0611 0007 r7 == 0x0712 0015 flag1 == 0x1513 0011 dt == 0x1114 0012 delay5 == 0x1215 0013 delay6 == 0x1316 0014 delay5_2 == 0x1417 0015 delay6_2 == 0x1518 0016 delay5_3 == 0x1619 0017 delay6_3 == 0x1720 0018 delay5_4 == 0x1821 0019 delay6_4 == 0x1922 0020 delay5_5 == 0x2023 0021 delay6_5 == 0x21242526 ;---------------程序入口地址--------------------------2728 org 0x00 ;复位入口地址29 00000 1410 jmp main3031 ;---------------初始化程序------------------------------32 org 0x10 ;程序入口地址33 00010 main:34 00010 1800 mov a,@0b0000000035 00011 0005 iow port5 ;p5口作为输出36 00012 1801 mov a,@0b0000000137 00013 0006 iow port6 ;p5口作为输出38 00014 1800 mov a,@0b0000000039 00015 0045 mov port5,a40 00016 1800 mov a,@0b0000000041 00017 0046 mov port6,a42 00018 0080 clra43 00019 000E iow 0x0e44 0001A 00D0 clr temp ;计数器清零45 0001B 00D5 clr flag1 ;标志位清零46 ;----------------主程序------------------------------47 0001C s1:4849 0001C 0004 wdtc ;25% light50 0001D 1089 call loop51 0001E s1_2:52 0001E 1832 mov a,@5053 0001F 0059 mov delay6_4,a54 00020 s1_3:55 00020 0A46 bs port6,156 00021 1810 mov a,@1657 00022 0051 mov dt,a58 00023 111A call delay59 00024 0846 bc port6,160 00025 1830 mov a,@4861 00026 0051 mov dt,a62 00027 111A call delay63 00028 05D9 djz delay6_464 00029 1420 jmp s1_365 0002A 142B jmp s1_466 0002B s1_4:67 0002B 0A46 bs port6,168 0002C 1810 mov a,@1669 0002D 0051 mov dt,a70 0002E 111A call delay71 0002F 0846 bc port6,172 00030 1830 mov a,@4873 00031 0051 mov dt,a74 00032 111A call delay75 00033 0C06 jbc port6,077 00035 0883 bc r3,278 00036 1840 mov a ,@6479 00037 0050 mov temp,a80 00038 1439 jmp s2818283 00039 s2:84 ;50%light8586 00039 10A6 call loop_187 0003A s2_1:88 0003A 1832 mov a,@5089 0003B 0059 mov delay6_4,a90 0003C s2_2:91 0003C 0A46 bs port6,192 0003D 1820 mov a,@3293 0003E 0051 mov dt,a94 0003F 111A call delay95 00040 0846 bc port6,196 00041 1820 mov a,@3297 00042 0051 mov dt,a98 00043 111A call delay99 00044 05D9 djz delay6_4100 00045 143C jmp s2_2101 00046 1447 jmp s2_3102 00047 s2_3:103 00047 0A46 bs port6,1104 00048 1820 mov a,@32105 00049 0051 mov dt,a106 0004A 111A call delay107 0004B 0846 bc port6,1108 0004C 1820 mov a,@32109 0004D 0051 mov dt,a110 0004E 111A call delay111 0004F 0C06 jbc port6,0112 00050 1447 jmp s2_3113 00051 0883 bc r3,2114 00052 1880 mov a ,@128115 00053 0050 mov temp,a116 00054 1455 jmp s3117118119 00055 s3:120 ;75%light 121 00055 10C3 call loop_2122 00056 s3_1:123 00056 1832 mov a,@50124 00057 0059 mov delay6_4,a125 00058 s3_2:126 00058 0A46 bs port6,1127 00059 1830 mov a,@48128 0005A 0051 mov dt,a129 0005B 111A call delay130 0005C 0846 bc port6,1131 0005D 1810 mov a,@16132 0005E 0051 mov dt,a133 0005F 111A call delay134 00060 05D9 djz delay6_4135 00061 1458 jmp s3_2136 00062 1463 jmp s3_3137 00063 s3_3:138 00063 0A46 bs port6,1139 00064 1830 mov a,@48140 00065 0051 mov dt,a141 00066 111A call delay142 00067 0846 bc port6,1143 00068 1810 mov a,@16144 00069 0051 mov dt,a145 0006A 111A call delay146 0006B 0C06 jbc port6,0147 0006C 1463 jmp s3_3148 0006D 0883 bc r3,2149 0006E 18C4 mov a ,@196150 0006F 0050 mov temp,a152153154 00071 s4:155 00071 10E0 call loop_3156 00072 s4_1:157 00072 0A46 bs port6,1158 00073 1819 mov a,@25159 00074 0051 mov dt,a160 00075 1126 call delay_1161 00076 s4_2:162 00076 0A46 bs port6,1163 00077 0C06 jbc port6,0164 00078 1476 jmp s4_2165 00079 0883 bc r3,2166 0007A 1800 mov a ,@0167 0007B 0050 mov temp,a168 0007C 147D jmp s5169170 0007D s5:171 0007D 10FD call loop_off172 0007E 0846 bc port6,1173 0007F 1819 mov a,@25174 00080 0051 mov dt,a175 00081 1126 call delay_1176 00082 s5_1:177 00082 0846 bc port6,1178 00083 0C06 jbc port6,0179 00084 1482 jmp s5_1180 00085 0883 bc r3,2181 00086 1800 mov a ,@0182 00087 0050 mov temp,a183 00088 141C jmp s1184185 00089 loop:186 00089 1802 mov a,@0b00000010 187 0008A 0046 mov port6,a188 0008B 0550 inc temp189 0008C 1840 mov a,@64190 0008D 0110 sub a,temp191 0008E 0E83 jbs r3,2192 0008F 1491 jmp t1193 00090 1532 jmp light_over194195 00091 t1:196 00091 0410 mov a,temp197 00092 0056 mov 0x16,a198 00093 t2:199 00093 180C mov a,@12200 00094 0057 mov 0x17,a201 00095 ts1:202 00095 05D7 djz 0x17203 00096 1495 jmp ts1204 00097 05D6 djz 0x16205 00098 1493 jmp t2206 00099 1800 mov a,@0b000000000 207 0009A 0046 mov port6,a208209210 0009B 04D0 com temp211 0009C 0410 mov a,temp212 0009D 0056 mov 0x16,a213 0009E t3:214 0009E 180C mov a,@12215 0009F 0057 mov 0x17,a216 000A0 t4:217 000A0 05D7 djz 0x17218 000A1 14A0 jmp t4219 000A2 05D6 djz 0x16220 000A3 149E jmp t3221 000A4 04D0 com temp222 000A5 1489 jmp loop223224225 000A6 loop_1:226 000A6 1802 mov a,@0b000000010 227 000A7 0046 mov port6,a228 000A8 0550 inc temp229 000A9 1880 mov a,@128230 000AA 0110 sub a,temp231 000AB 0E83 jbs r3,2232 000AC 14AE jmp t1_1233 000AD 1532 jmp light_over234235 000AE t1_1:236 000AE 0410 mov a,temp237 000AF 0056 mov 0x16,a238 000B0 t2_1:239 000B0 180C mov a,@12240 000B1 0057 mov 0x17,a241 000B2 ts1_1:242 000B2 05D7 djz 0x17243 000B3 14B2 jmp ts1_1244 000B4 05D6 djz 0x16245 000B5 14B0 jmp t2_1246 000B6 1800 mov a,@0b000000000 247 000B7 0046 mov port6,a248249250 000B8 04D0 com temp251 000B9 0410 mov a,temp252 000BA 0056 mov 0x16,a253 000BB t3_1:254 000BB 180C mov a,@12255 000BC 0057 mov 0x17,a256 000BD t4_1:257 000BD 05D7 djz 0x17258 000BE 14BD jmp t4_1259 000BF 05D6 djz 0x16260 000C0 14BB jmp t3_1261 000C1 04D0 com temp262 000C2 1439 jmp s2263264265 000C3 loop_2:266 000C3 1802 mov a,@0b000000010 267 000C4 0046 mov port6,a268 000C5 0550 inc temp269 000C6 18C4 mov a,@196270 000C7 0110 sub a,temp271 000C8 0E83 jbs r3,2272 000C9 14CB jmp t1_2273 000CA 1532 jmp light_over274275 000CB t1_2:276 000CB 0410 mov a,temp277 000CC 0056 mov 0x16,a278 000CD t2_2:279 000CD 180C mov a,@12280 000CE 0057 mov 0x17,a281 000CF ts1_2:282 000CF 05D7 djz 0x17283 000D0 14CF jmp ts1_2284 000D1 05D6 djz 0x16285 000D2 14CD jmp t2_2286 000D3 1800 mov a,@0b000000000 287 000D4 0046 mov port6,a288289290 000D5 04D0 com temp291 000D6 0410 mov a,temp292 000D7 0056 mov 0x16,a293 000D8 t3_2:294 000D8 180C mov a,@12295 000D9 0057 mov 0x17,a296 000DA t4_2:297 000DA 05D7 djz 0x17298 000DB 14DA jmp t4_2299 000DC 05D6 djz 0x16300 000DD 14D8 jmp t3_2302 000DF 1455 jmp s3303304305306307 000E0 loop_3:308 000E0 1802 mov a,@0b000000010 309 000E1 0046 mov port6,a310 000E2 0550 inc temp311 000E3 18FF mov a,@255312 000E4 0110 sub a,temp313 000E5 0E83 jbs r3,2314 000E6 14E8 jmp t1_3315 000E7 1532 jmp light_over316317 000E8 t1_3:318 000E8 0410 mov a,temp319 000E9 0056 mov 0x16,a320 000EA t2_3:321 000EA 180C mov a,@12322 000EB 0057 mov 0x17,a323 000EC ts1_3:324 000EC 05D7 djz 0x17325 000ED 14EC jmp ts1_3326 000EE 05D6 djz 0x16327 000EF 14EA jmp t2_3328 000F0 1800 mov a,@0b000000000 329 000F1 0046 mov port6,a330331332 000F2 04D0 com temp333 000F3 0410 mov a,temp334 000F4 0056 mov 0x16,a335 000F5 t3_3:336 000F5 180C mov a,@12337 000F6 0057 mov 0x17,a338 000F7 t4_3:339 000F7 05D7 djz 0x17340 000F8 14F7 jmp t4_3341 000F9 05D6 djz 0x16342 000FA 14F5 jmp t3_3343 000FB 04D0 com temp344 000FC 1471 jmp s4345346347 000FD loop_off:348 000FD 1800 mov a,@0b000000000 349 000FE 0046 mov port6,a350 000FF 0550 inc temp351 00100 18FF mov a,@255352 00101 0110 sub a,temp353 00102 0E83 jbs r3,2354 00103 1505 jmp t1_4355 00104 1532 jmp light_over356357 00105 t1_4:358 00105 0410 mov a,temp359 00106 0056 mov 0x16,a360 00107 t2_4:361 00107 180C mov a,@12362 00108 0057 mov 0x17,a363 00109 ts1_4:364 00109 05D7 djz 0x17365 0010A 1509 jmp ts1_4366 0010B 05D6 djz 0x16367 0010C 1507 jmp t2_4368 0010D 1802 mov a,@0b000000010 369 0010E 0046 mov port6,a370371372 0010F 04D0 com temp373 00110 0410 mov a,temp374 00111 0056 mov 0x16,a375 00112 t3_4:377 00113 0057 mov 0x17,a378 00114 t4_4:379 00114 05D7 djz 0x17380 00115 1514 jmp t4_4381 00116 05D6 djz 0x16382 00117 1512 jmp t3_4383 00118 04D0 com temp384 00119 147D jmp s5385386387 0011A delay: ;┑ 捌祘Α 388 0011A 1801 mov a,@1389 0011B 0052 mov delay5,a390 0011C d5:391 0011C 1832 mov a,@50392 0011D 0053 mov delay6,a393 0011E d6:394 ;jbs port6,7395 ;jmp s1396 0011E 05D3 djz delay6397 0011F 151E jmp d6398 00120 0004 wdtc399 00121 05D2 djz delay5400 00122 151C jmp d5401 00123 05D1 djz dt402 00124 151A jmp delay403 00125 0012 ret404405406 00126 delay_1: ;┑ 捌祘Α 407 00126 1832 mov a,@50408 00127 0056 mov delay5_3,a409 00128 d7:410 00128 18F8 mov a,@248411 00129 0057 mov delay6_3,a412 0012A d8:413 ;jbs port6,7414 ;jmp s1415 0012A 05D7 djz delay6_3416 0012B 152A jmp d8417 0012C 0004 wdtc418 0012D 05D6 djz delay5_3419 0012E 1528 jmp d7420 0012F 05D1 djz dt421 00130 1526 jmp delay_1422 00131 0012 ret423424 00132 light_over:425 00132 0012 ret426 end0 Error(s), 0 Warning(s), 0 User Message(s)。
维修NEC电话交换机,NEC-TOPAZ,NEC-SL2100编程说明书

维修NEC电话交换机,NEC-TOPAZ,NEC-SL2100编程说明书HOLD 保存 DC 编程项⽬后退 FLASH 在项⽬间的细项移动LND 光标左移 OPAC 光标右移 SPK 退出编程(需要⽤DC 键退出到初始编程状态)VOL 在同⼀项⽬内的数据进⾏翻转(如中继1、2…,分机号200、201…等)此操作会⾃动保存已经更改的数据CONF 左进删除键 CLEAR 删除键免提 716+7+01(欢迎致电。
)、02(分级忙。
)、03(⽆⼈接听。
)听716+5+。
上海维修联络;133-9117-9117进⼊: SPK→#*#*→12345678(密码)→HOLD →显⽰ Program mode振铃组的设置:22-05-01 将外线分配到响铃组22-04-01 设置响铃组内的分机退出:按DC键返回直到显⽰Program mode 时按SPK键退出并保存所设置的数据,屏幕上会显⽰saving system data开机关机顺序先付后主IE:只能改分机号。
⽤户名:USER001 密码:111111软件:⽤户名:TOPAZ 密码:12345678EX: ASPIRE 密码:12345678关于NEC TOPAZ编程设置注意事项⼀、进⼊编程SPK+#*#*+password:"12345678"(默认)+Hold 11-01-01 * digit 111-12-27 *⼆、编程项⽬取消专⽤话机的⾃动接听:SPK 823听到嘟⼀声。
分机拨“0”或“9”打总机在20-17-01⾥边填⼊总机号码。
更改⽇期和时间:10-01-01 年(2位) 10-01-02 ⽉(2位) 10-01-03 ⽇(2位)10-01-04 星期(1—7)SUN—SAT 1=星期⼀10-01-05 ⼩时(2位) 10-01-06 分钟(2位) 10-01-07 秒钟(2位)更改代接码:11-01-01 按VOL键找到 * 将“4”改为“1”HOLD—DC到下⼀项。
NECtopaz简易编程手册
NEC ASPILA TOPAZ一.专用话机进入和退出系统编程1. 进入: SPK → #*#* → 12345678(密码)→ HOLD →显示 Program mode2. 退出:按 DC 键返回直到显示 Program mode 时按 SPK 键退出并保存所设置的数据,屏幕上会显示 saving system data专用话机提示:check sw setting –cold 把机器的开关左→右二.专用话机按键Hold →保留键 Lnd =光标移动键← Opac=光标移动键→DND/CONF键 = 向左清除一个字符键 Flash 在第一行和第二行显示上转换光标 OPAC+3 可以看机器版本编号 DC 退出每一步(ESC)键 Clear 清楚所设置的数据三.开机必做 1. 内线容易断线81-01-09 70 呼叫放弃检测时间Time Ringing Signal Stop Detection Time 4480ms 82-04-08(60) 最大闪断时间Maximum Hook-flash Time 300ms2. 专用话机自动应答20-02-12 0-→ 1 强制内部呼叫振铃Incoming Call from Extension ModeSignal3. 最大断开时间82-04-04 -→ 13 Maximum Break Time 65ms4.最小闪断时间82-04-07 - → 17Minimum Hook-flash Time 85ms5.重要14-02-19 → 3 Busy Tone Detection Frequency 3 忙音检测频率14-02-20 → 7 Busy Tone Detection Interval 7忙音检测间隔6. 回铃15-03-15 所有分机都改为 1Disconnect without dial after hooking hold Disconnect 80-01-02 SVC Tone 14 Unit1 Basic Tone 1 出厂值是3(更改完后要重起系统)Displaying Service Tone 14 17. 话务员分机20-17-01 把“200”加到零上 Operator Extension 2008. 代接电话11-12-27 867 -→*按 clear 把867 清掉加入“*” Call Pickup * 11-01-01 按“∧”或“∨”键 System Numbering 1选到*×digital- → 1 HOLD *× type - → 1 HOLD9. 将储存拨号改为直接拨号20-03-03 0 → 1 SLT DTMF Dial to Trunk Lines 110. 三分钟提醒20-13-01 1 - → 0 Long Conversation Alarm 0四.常用编程1. 来电显示设置14-02-10 =1 开放每条外线的来点显示功能 Caller ID Enabled14-02-16 0= FSK。
编程代码大全
数控编程代码大全1、FANUC车床G代码G02顺时针切圆弧 <CW,顺时钟>G03逆时针切圆弧 <CCW,逆时钟>G04暂停 <Dwell>G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G40取消刀尖半径偏置G41刀尖半径偏置 <左侧>G42刀尖半径偏置 <右侧>G50修改工件坐标;设置主轴最大的 RPMG52设置局部坐标系G53选择机床坐标系G70精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74Z 向步进钻削G75X 向切槽G76切螺纹循环G80取消固定循环G83钻孔循环G84攻丝循环G85正面镗孔循环G87侧面钻孔循环G88侧面攻丝循环G89侧面镗孔循环G90<内外直径>切削循环G92切螺纹循环G94<台阶> 切削循环G96恒线速度控制G97恒线速度控制取消G98每分钟进给率G99每转进给率支持宏程序编程2.FANUC铣床G代码G00顶位 <快速移动>定位 <快速移动> G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04暂停G15/G16极坐标指令G17XY 面赋值G18XZ 面赋值G19YZ 面赋值G28机床返回原点G30机床返回第2和第3原点*G40取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G53机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90使用绝对值命令G91使用增量值命令G92设置工件坐标系*G98固定循环返回起始点*G99返回固定循环R点G50比例缩放G51G68坐标系旋转G69支持宏程序编程3.FANUC M指令代码M00程序停M01选择停止M02程序结束<复位>M03主轴正转 <CW>M04主轴反转 <CCW>M05主轴停M06换刀M08切削液开M09切削液关M30程序结束<复位> 并回到开头M48主轴过载取消不起作用M49主轴过载取消起作用M94镜象取消M95X坐标镜象M96Y坐标镜象M98子程序调用M99子程序结束4.SIEMENS铣床G代码D刀具刀补号F进给率<与G4 一起可以编程停留时间> GG功能<准备功能字>G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹具切削内螺纹. 退刀CT带切线的过渡圆弧插补G4快速移动G63快速移动G74回参考点G75回固定点G25主轴转速下限G26主轴转速上限G110极点尺寸,相对于上次编程的设定位置G110极点尺寸,相对于当前工件坐标系的零点G120极点尺寸,相对于上次有效的极点G17*X/Y平面G18Z/X平面G19Y/Z平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿, 刀具在轮廓左侧移动G42调用刀尖半径补偿, 刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G60*准确定位G70英制尺寸G71*公制尺寸G700英制尺寸,也用于进给率FG710公制尺寸,也用于进给率FG90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转G901在圆弧段进给补偿"开〞G900进给补偿"关〞G450圆弧过渡G451等距线的交点I插补参数J插补参数K插补参数I1圆弧插补的中间点J1圆弧插补的中间点K1圆弧插补的中间点L子程序名与子程序调用M辅助功能M0程序停止M1程序有条件停止M2程序结束M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N副程序段:主程序段P子程序调用次数RET子程序结束S主轴转速,在G4 中表示暂停时间T刀具号X坐标轴Y坐标轴Z坐标轴CALL循环调用CHF倒角,一般使用CHR倒角轮廓连线CR圆弧插补半径GOTOB向后跳转指令GOTOF向前跳转指令RND圆角支持参数编程6.SIEMENS车床G 代码D刀具刀补号FF进给率<与G4 一起可以编程停留时间> GG功能<准备功能字>G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针园弧插补G33恒螺距的螺纹切削G4快速移动G63快速移动G74回参考点G75回固定点G17<在加工中心孔时要求>G18*Z/X平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿, 刀具在轮廓左侧移动G42调用刀尖半径补偿, 刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G70英制尺寸G71*公制尺寸G90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转I插补参数I1圆弧插补的中间点K1圆弧插补的中间点L子程序名与子程序调用M辅助功能M0程序停止M1程序有条件停止M2程序结束M30M17M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N副程序段:主程序段P子程序调用次数RET子程序结束S主轴转速,在G4 中表示暂停时间T刀具号X坐标轴Y坐标轴Z坐标轴AR圆弧插补X角CALL循环调用CHF倒角,一般使用CHR倒角轮廓连线CR圆弧插补半径GOTOB向后跳转指令GOTOF向前跳转指令RND圆角支持参数编程8.HNC车床G代码G00定位 <快速移动>G01直线切削.G02顺时针切圆弧 <CW,顺时钟> G03逆时针切圆弧 <CCW,逆时钟> G04暂停 <Dwell>G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G36直径编程G37半径编程G40取消刀尖半径偏置G41刀尖半径偏置 <左侧>G42刀尖半径偏置 <右侧>G53直接机床坐标系编程G54—G59坐标系选择G71内外径粗切循环G72台阶粗切循环G73闭环车削复合循环G76切螺纹循环G80内外径切削循环G81端面车削固定循环G82螺纹切削固定循环G90绝对值编程G91增量值编程G92工件坐标系设定G96恒线速度控制G97恒线速度控制取消G94每分钟进给率G95每转进给率支持参数与宏编程9.HNC铣床G代码*G001定位 <快速移动>G01直线切削G02顺时针切圆弧G03逆时针切圆弧G040暂停G0716虚轴指定G090准停校验*G172XY 面赋值G18XZ 面赋值G19YZ 面赋值G208英寸输入*G21毫米输入G22脉冲当量G243镜像开*G25镜像关G280返回到参考点G29由参考点返回*G407取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移G438刀具长度 + 方向偏移G44刀具长度 - 方向偏移*G49取消刀具长度偏移*G504缩放关G51缩放开G520局部坐标系设定G53直接机床坐标系编程*G5414工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G600单方向定位*G6112精确停止校验方式G64连续方式G685旋转变换*G69旋转取消G739高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环.*G903使用绝对值命令G91使用增量值命令G920设置工件坐标系*G9414每分钟进给G95每转进给*G9810固定循环返回起始点G99返回固定循环R点支持参数与宏编程10.HNC M指令M00程序停M01选择停止M02程序结束<复位>M03主轴正转 <CW>M04主轴反转 <CCW>M05主轴停M06换刀M07切削液开M09切削液关M98子程序调用M99子程序结束11.KND100铣床G代码G001定位 <快速移动>G01直线切削G02顺时针切圆弧G03逆时针切圆弧G040暂停G172XY 面赋值G18XZ 面赋值G19YZ 面赋值G280机床返回原点G29从参考点返回*G407取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G438刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G5314机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G739高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81钻孔循环〔点钻〕G82钻孔循环〔镗阶梯孔〕G83深孔钻削循环G84攻丝循环G85镗孔循环G86钻孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G903使用绝对值命令G91使用增量值命令G920设置工件坐标系*G9810固定循环返回起始点*G99返回固定循环R点12.KND100车床G代码G001定位 <快速移动>G01直线切削G02顺时针切圆弧 <CW,顺时钟>G03逆时针切圆弧 <CCW,逆时钟>G040暂停 <Dwell>G10偏移值设定G206英制输入G21公制输入G270检查参考点返回G28参考点返回G29从参考点返回G31跳跃机能G321切螺纹G36X轴自动刀偏设定G37Z轴自动刀偏设定G407取消刀尖半径偏置G41刀尖半径偏置 <左侧>G42刀尖半径偏置 <右侧>G500坐标系设定G54工件坐标系G55---G59工件坐标系G700精加工循环.G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74端面深孔加工循环G75外圆、内圆切削循环G76切螺纹循环G901<内外直径>切削循环G92切螺纹循环G94<台阶> 切削循环G9612恒线速度控制G97恒线速度控制取消G985每分钟进给率G99每转进给率13.KND100 M指令M00程序停M01选择停止M02程序结束<复位>M03主轴正转 <CW>M04主轴反转 <CCW>M05主轴停M06换刀M08切削液开M09切削液关M10卡紧M11松开M32润滑开M33润滑关M98子程序调用M99子程序结束22.三菱E60 铣床G代码※G001位置定位 <快速进给>*G01直线补间G02顺时针切圆弧<CW>G03逆时针切圆弧<CCW>G04暂停G05高速加工模式G090正确停止检查G10程式参数输入/补正输入G11程式参数输入取消G12圆切削CWG13圆切削CCW*G172平面选择X-Y※G18平面选择Z-XG19平面选择Y-Z※G206 英制指令G21公制指令G270参考原点检查G28参考原点复归G29开始点复归G30第2~4参考原点复归G31跳跃机能G331螺纹切削G370自动工具长测定G38刀具径补正向量指定G39刀具径补正转角圆弧补正*G407刀具径补正取消G41刀具径补正左G42刀具径补正右G438刀具长补正量〔+〕G44刀具长补正量〔-〕*G49工具长补正量取消G520局部坐标系设定G53机械坐标系选择*G5412工件坐标系1选择G5512工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G600单方向位置定位G6113工确停止检查模式G62自动转角进给率调整G63攻牙模式*G64切削模式G739固定循环〔步进循环〕G74固定循环〔反向攻牙〕G76固定循环〔精镗孔〕*G80固定循环取消G81固定循环〔钻孔/铅孔〕G82固定循环〔钻孔/计数式镗孔〕G83固定循环〔深钻孔〕G84固定循环〔攻牙〕G85固定循环〔镗孔〕G86固定循环〔镗孔〕G87固定循环〔反镗孔〕G88固定循环〔镗孔〕G89固定循环〔镗孔〕*G903绝对值指令.*G91增量值指令G920机械坐标系设定G935逆时针进给*G94非同期切削〔每分钟进给〕*G95同期切削〔每回钻进给〕*G9617周速一定控制有效*G97周速一定控制无效*G9810固定循环起始点复归G99固定循环R点复归支持参数与宏编程25.华兴车床G代码G00快速定位G01直线插补G02顺时针圆弧插补G03逆时针圆弧插补G04延时G09进给准停G20独立子程序调用G22独立子程序定义G24独立子程序定义结束,返回调用程序G25跳转加工G26程序块调用加工程序内子程序调用G27无限循环G30倍率取消G31倍率定义G47短直线速度自动过渡G48取消G54~G59工件坐标系选择G71内外径切削复合循环G72端面切削复合循环G73封闭轮廓复合循环G74返回机床参考点〔机械原点〕G75返回对刀点G76返回加工开始点G77恢复当前坐标系G81外圆加工循环G82端面加工循环G85英制刚性攻丝循环G86公制螺纹加工循环G87英制螺纹加工循环G90绝对值方式编程G91增量值方式编程G92设置程序零点G96恒线速切削有效G97取消恒线速切削G98取消每转进给G99设定每转进给P= 参变量赋值26.华兴车床M指令M指令解释M01条件停M02程序结束并停机M03主轴正转M04主轴反转M05主轴停M06冷却开M07冷却关M08工件夹紧M09工件松开M10开指定的继电器M11关指定的继电器M20设定刀补号M21程序结束并返回程序开头M71~M85继电器脉冲输出27.华兴铣床G代码G01直线插补G02顺时针圆弧插补或螺旋线插补G03逆时针圆弧插补或螺旋线插补G04延时G09伺服准停到位G11程序块沿Y轴镜像G12程序块沿X轴镜像G13程序块以原点镜像加工G17选择XOY平面G18选择XOZ平面G19选择YOZ平面G20子程序调用G22子程序定义G24子程序定义结束,返回调用程序G25跳转加工G26转移加工G27无限循环G30放大/缩小倍率取消G31放大/缩小倍率定义G40取消刀具半径补偿.G41左刀具半径补偿G42右刀具半径补偿G43建立刀具长度补偿G44撤消刀具长度补偿G47短直线速度自动过渡G48取消短直线速度自动过渡G54~G59工件坐标系选择G73高速深孔加工循环G74返回机床参考点〔机械原点〕G75返回对刀点G76从当前位置返回程序零点G78精镗循环G81中心孔钻孔循环G82带停顿的中心钻孔循环G83深孔加工循环G84公制刚性攻丝循环G85英制刚性攻丝循环G86镗孔循环〔自动返回〕G87反镗循环G88镗孔循环〔手动返回〕G89带停顿的镗孔循环G90绝对值方式编程G91增量值方式编程G92设定工件座标系P= 参变量赋值28.华兴铣床M指令M指令解释M00程序暂停M01L××<K××>M02程序结束并停机M03主轴正转M04主轴反转M05主轴停M08冷却开M09冷却关M10工件夹紧M11工件松开M20K××号继电器M21K××关××号继电器M30程序结束并返回程序开头M71~M85继电器脉冲输出。
NEC(Aspila Topaz)电话交换机编程方法
NEC(topaz)电话交换机的基本程序设置用专用话机进入和退出系统编程:进入:SPK→#*#*→12345678(密码)→HOLD →显示Program mode退出:按DC键返回直到显示Program mode 时按SPK键退出并保存所设置的数据,屏幕上会显示saving system data1.分机的外线权设置:14-07-01 中继线分配图设置15-06-01 分机对应的中继线分配图2 外线直接到一个分机振铃(直入线)呼入中继线类型设置22-02-01 Trunk -----指定中继线model TRK Type= 4 DIL呼入中继线的目标分机或部门组22-07-01 Trunk----指定中继线model1 NO = 指定的分机号码如果DIL振铃的分机没有应答可以转到振铃组内它的分机振铃无应答回叫时间22-01-04 (0-64800) DIL呼入电话在编程设置的目标分机上振铃时间.超过这个时间间隔DID电话被转移到预设的振铃组无应答转移目标DIL/IRG22-08-01 Trunk---- 指定中继线Mode1 IRG------ X3. 外线分组:14-05-01 中继线组14-06-01 中继线路由21-02-01 分机的中继线组4. 第二中继出局码设置:11-01-01 创建第二中继出局码11-09-02 输入第二中继码21-15-01 分机的第二中继组路由用专用话机进入和退出系统编程:1. 进入:SPK→#*#*→12345678(密码)→HOLD →显示Program mode退出:按DC键返回直到显示Program mode 时按SPK键退出并保存所设置的数据,屏幕上会显示saving system data3.更改分机号码的相关编程:11-01-01:系统号码计划11-02-01:分机号码的设置和更改15-01-01:分机名称设置(一般在装机时最好删除所有分机名称),专用话机编程时用CLEAR键清除92-02-01:删除所有分机号码,只保留第一端口的分机号码。
nec常用编程

nec常用编程NEC集团电话交换机常用编程NEC 集团电话交换机常用编程呼叫放弃时间在编程81-01-09中设置为70夜服12-02-01中定义时间然后在20-07-01设置为1然后在22-04-01中设置一个相应的组,在22-05-01中每个夜服方式中设置分机响铃还有一个是DIL的方式,在每个夜服方式下,设置一个响铃分机然后用851.09设置一个按键然后输入相应的衣服方式长途限制21-04-01对应的分机的长途等级,然后在21-05-08中设置限制表或21-05-07中允许表或在21-05-06限制公共限制表,21-05-05限制公共允许表等,然后在21-06-07中对应21-05-08.21-06-06对应21-05-07.21-06-05对应21-05-06,21-06-04对应21-05-05,外置电脑话务员设置一个DIL。
在22-02-01中设置为4.然后在22-07-01中对应电脑话务员组中的一个分机响铃,在11-07-01中设置一个部门组,在16-02-01中设置电脑话务员两个分机在同一个组中然后在16-01-03设置为1 16-01-04设置为1 16-01-10设置为1内置VRS自动应答系统在22-02-01中设置2(VRS)然后在25-02-01中设置为1(VRS)。
然后在25-06-01一位号码设置,例如,拨0到前台,信息号码为1接收号码为0目标号码为800.那么,当VRS拨放每一段的时候拨0会自动转到800话机上。
无人应答时间在25-07-02中设置,设置无人应答时电话在25-04-01中将会被分到分机组,或VRS或是断开。
还有就是拨错号码时在25-03-01中设置也是断开或呼入组,或是到语音信箱录制VRS信息716+7(录音)5(放音)输入01(第一段,共48段)听到(英文提示。
或中文提示)开始录音,录完音后加#+SPK退出内置没有无人接听宣告,用一个变通的方法,在11-04-01中设置一个虚拟分机号,然后在VRS中任选一段录制无人宣告(45),然后在25-04-01中选择无人应答的去向如(分机组2)22-04-01中设置分机组2中的振铃的分机为设置的虚拟分机,设置提示语在22-14-01中选择第二个组设置1,然后在22-14-02中对应录制无人接听宣告的的段数(45),22-04-03中设置为1.22-14-06中设置1(音乐)呼叫转移到外部电话有两种方法,一种是缩位拨号的方式,还有一种是直接的方式直接的方式是:20-02-09设置1(使用断开管理)20-11-12设置为1(允许呼叫前转)23-03-01分配中继转中继用那一个路由表(1)然后在用713+6+出局选择码9或805(01)指定外线出局+外部电话号码+HOLD。
电脑用日语

ア行アイコン图标アウトプット输出アカウント账号アクセサリ附件アクセス访问アクティブ•ウィンドウ活动窗口アクティブにする激活アップグレード硬件升级アップ(ロード) 上传アドレス地址アナログ模拟アプリケーション应用软件アンインストール卸载イーサネット以太网イラスト(多指漫画人物的)绘画、插画インク•プリンタ喷墨打印机インストール安装(インター)ネット因特网(インター)ネット•カフェ网吧インタフェース界面、接口インタラクティブ交互イントラネット局域网インプット输入ウィザート向导(小精灵)ウィルス病毒ウィン(ドウ) 视窗ウェブコミック网上漫画エスクプローラ资源管理器エスケープ•キー退出键エディタ编辑器エラー错误オフライン离线オブジェクト对象オプション选项オンライン在线オンライン•ショッピング网上购物オンライン•ショップ在线商店カ行カーソル光标カット•アンド•ペースト剪贴カレント当前キー键キーボード键盘キーワード关键词キャッシュ•メモリ高速缓存キャラクタ字符クールサイト酷站クライアント客户クラッカー解密高手クリック点击クリップボード剪贴板クロックアップ超频ケース机箱ゲーム游戏コード字符集サ行サーチエンジン搜索引擎サーバー服务器サービス•プロバイダ服务提供商サイト网站サイトマップ网络导航图サウンド•カード声卡サブ•ディレクトリ子目录サポート支持システム系统シフト•キー变换键シミュレーション仿真、模拟ジャンパー跳线シェアウェア共享软件ジョイ(スティック)游戏杆ショートカット快捷方式ショート•アイコン快捷图标ショート•キー快捷键ショート•メニュー快捷菜单シリアル•ポート串行口スキャナー扫描仪スクリーン屏幕スクリーンセーバー屏幕保护程序スクロール滚动スクロール•バー滚动条スタート•ボタン开始按钮スタート•メニュー开始菜单ステータス•バー状态栏スピーカー音箱スペース•キー空格键スロット插槽セキュリティ安全性セクタ扇区セットアップ设置、安装ソースディスク源盘ソフト(ウェア)软件タ行ターミナル终端ダイアログ•ボックス对话框タイトルバー标题栏ダイナミック动态ダウンロード下载タグ标记、HTML语句タスク•バー仸务栏タブ•キー制表键ダブル•クリック双击タワー•ケース立式机箱チップ芯片チップセット芯片组チャット聊天ツール工具ツール•バー工具栏ディスク磁盘ディスプレイ显示器ディレクトリ目录ディレクトメール手机的邮件收发功能データ数据データベース数据库テーブル(留言板的)底色テキスト文本テキスト•ファイル文本文件デジタル数字デジ(タル•)カメ(ラ)数码相机デジ(タル•)ビデオ(カメラ)数码摄像机デスクトップ桌面デスクトップ•パソコン台式机デバイス设备デフォルト默认トーン音频ドキュメント文档トップ页首トップページ首页トナー墨粉ドライブ驱动器ドラッグ拖拽ナ行ニュース•グループ新闻组ネチズン(ネット•シチズン)网民ネット•サーフィンする冲浪ネットワーク网络ネットワーク•コンピュータ网上邻居ノート(•パソコン)笔记本电脑ハ行バージョン版本バージョンアップ升级パーティション分区ハード(ウェア)硬件ハードディスク硬盘バイナリー•ファイル二进制文件ハイパーテキスト超文本バグ错误(臭虫)パス路径バス路线パスワード口令(密码)パソコン个人电脑ハッカー黑客バックアップ备份バックスペース•キー退格键バッチ•ファイル批处理文件バナー (link的)图标パラメータ参数パラレル•ポート并口パリティ•チェック奇偶校验パルス p脉冲パワーアップ升级ピクセル象素ビット•マップ位图ビデオ•カード显卡ファイル文件ファジー模糊ファンクション•キー功能键フォーマット格式化フォーム申请表格フォーラム论坛フォルダ文件夹フォント字库ブックマーク书签フッター页脚ブラウザ浏览器プラグ•アンド•プレイ即插即用プラグイン插件プラックボックス黑匣子プラットホーム平台フリーズ死机フリーソフト免费软件プリンタ打印机プルダウン•メニュー下拉菜单プレビュー预览フローチャート流程图プログラマー编程员プログラミング编写程序プログラム程序プログラム•ファイル程序文件プロセッサ处理器フロッピー(ディスク)软盘プロテクト保护プロトコル协议プロバイダ服务提供商プロパティ属性プロンプト提示符ペイント画图ヘッダー页眉ヘルプ帮助ポインター指针ポータルサイト门户网站ポート端口ホームページ主页ホスト主机ホット热点(问题)ホットキー热键ポップアップメニュー上拉菜单ボトルネック瓶颈マ行マイクロ•プロセッサ微处理器マイコンピュータ我的电脑マウス鼠标マクロ宏观マザー•ボード主板マルチ•ウィンドウ多窗口マルチ•タスク多仸务マルチメディア多媒体ミラーサイト镜像站メイン•ボード主板メーリング(•リスト)邮件列表メール邮件メニュー菜单メニュ―•バー菜单栏メモリ内存メモリ内存モデム调制解调器モニター监视器モジュール模块ヤ行ユーザー•インタフェイス用户界面ユーティリティ实用程序ラ行ライブラリ程序库リアルタイム实时リセット•キー复位键リセット•ボタン复位按钮リターン•キー回车键リンク链接ルート•ディレクトリ根目录レーザー•プリンタ激光打印机レス(接在别人话题后面的)留言ログ(过去的)记录ログアウト退出ログオン进入ワ行ワークステーション工作站ワードパッド写字板ワードプロセッサ文字处理机ワープロソフト字处理软件日语词汇あ行空き领域空间圧缩压缩移植移植今すぐリンク自动连接端末终端上书き覆盖お気に入り收藏夹か行海贼版盗版解像度分辩率解冻解压回复(停止或故障了的服务)恢复価格性能比性价比カキコ留言(来自于“书き込み”)书き込み留言キリ番点击人数达到某一点时(如1000、5000)发出奖品。
[安川机器人命令集x]安川plc编程指令大全
![[安川机器人命令集x]安川plc编程指令大全](https://img.taocdn.com/s3/m/cc3d3aed80c758f5f61fb7360b4c2e3f572725be.png)
[安川机器人命令集x]安川plc编程指令大全命令介绍1INFORM的概要1.1INFORM的构成07.06.11完成N某100使用的机器人语言称为INFORMIII。
请勿外传INFORMIII由命令和附加项(标记符、数据)组成。
MOVJVJ=50.00命令:表示执行的处理和作业。
使用移动命令时,示教的位置数据会与插补方式一块自动显示。
附加项:可设定速度和时间等。
设定条件时,可根据需要附加数据和文字。
1.2命令的种类命令分为以下几种。
输入输出命令执行输入输出控制的命令。
DOUT、WAIT控制命令执行处理和作业控制的命令。
JUMP、TIMER运算命令使用变量等进行运算的命令。
ADD、SET移动命令与移动和速度相关的命令。
MOVJ、REFP平移命令平行移动当前示教位置时使用的命令。
SFTON、SFTOF作业命令与作业有关的命令。
ARCON、WVON选项命令与选项功能有关的命令。
1.3命令集为提高操作效率,通过命令集可限制示教时可登录命令的个数。
再现时可执行的命令与命令集无关,可执行所有命令。
·子集只有使用频率比较高的命令才能登录。
由于命令数目少,选择和输入操作都比较简单。
·标准集/扩展集可登录所有命令。
标准集和扩展集的区别主要是各命令能使用的附加项的个数不同。
标准集不能使用如下功能,只在登录这些命令时数据的数目会减少,操作方便些。
使用局部变量附加项目使用变量(例:MOVJVJ=I000)1.3.1命令集的切换在〔示教条件〕画面切换命令集。
1命令介绍1.4命令中能使用的变量设定为标准集和扩展集时,变量可以作为附加项的数据使用。
扩展集还可使用局部变量。
但是附加项变量的单位和数值的单位是不一样的。
命令的登录2.1命令的登录在程序内容画面按〔命令一览〕键进行命令的登录。
:TEST01STEPNO:0003I/O:R1JUMPTOOL:某0000NOPCALL0001MOVJVJ=25.00PL=0NWAITACC=20DCC=200002MOVJVJ=25.00TIMER0003MOVJVJ=12.50LABEL0004ARCONASF#(1)COMMENT0005ENDRETJUMP某LABEL!2.2命令的学习功能命令的学习功能就是指在登录命令时,缓冲行会显示与上次登录此命令时同样的附加项,这样可使登录更简单方便。
[知识]沙迪克代码
![[知识]沙迪克代码](https://img.taocdn.com/s3/m/382262245b8102d276a20029bd64783e09127d0a.png)
000000000000000加工条伔:1.条伔代码:C001 C002 C903 C904("9"开头条伔为PIKA加工)2.ON-放电脉冲(ON)疛时间000-031 100-131 300-3313.OFF-放电脉冲休止时间000-063 100-163 200-263 300-3634.IP-主电源电流波峰值000-015 1000-1015 2000-2015 1200-1215 2200-22155.HRP-辅助电源电路H:0-6R:0-7 P:0-76.MAO-脉冲宽度调整M:0-9 A:0-9 O:0-97.SV-伺服基准电压0-2558.V- 主电源电压0-99.SF-伺服速度0000-999910.C NO.-电容11.PIK-PIKA选择000-03912.CTRL-选项(ACW除去部分功能疛选项数据设定) 0000-009913.WK-电极丝直径000-49914.WT-张力控制0-25515.WS-电极丝速度0-25516.WP-高压喷流000-063T代码TP 主程序面TN 副程序面T80 走丝开T81 电极丝停止T82 加工槽液关T83 加工槽液开T84 进行高压喷流T85 停止高压喷T89 进行喷流加工T90 自动剪线T91 自动穿线T94 进行水浴加工T96 打开送液T97 停止送液M 代码M00 程序暂停M01 选择停止M02 程序结束M03 代码搜索M05 忽略接触感知M06 不放电M98 调用子程式M99 返回主程序G代码G00 快速定位G01 走直线G02 顺圆加工G03 逆圆加工G04 暂停指令G05 X轴镜像G06 Y轴镜像G07 Z轴镜像G08 轴交换G09 取消镜像G11 程序跳读开G12 程序跳读关G13 断线复位关G14 断线复位关G17 XOY平面选择G18 XOZ平面选择G19 YOZ平面选择G22 软伔限位开G23 软伔限位关G26 图形形旋转开G27 图形形旋转关G28自动返回参考点G29 主参照点复位G30 返回设置点G40 取消补正G41 向左补正G42 向右补正G48 边缘控制开G49 边缘控制关G50 取消锥度倾斜G51 锥度倾斜左(下面疛轴向左偏移,此时切割出来疛孔是上宽下窄)G52 锥度倾斜右(下面疛轴向右偏移,此时切割出来疛孔是上窄下宽)G54~G59工作坐标系G60主参照点设置G137 干涉错误有效G74 四轴补偿开G75 四轴补偿关G80 移动到接触感知G81 移动到机械极限G82 移动到原点至现坐标疛一半G84 自动垂直定位G90 绝对坐标G91 相对坐标G92 设定坐标值G96 镜像撤消G97 把所有坐标系设置当前坐标值G104 转角延时开G105 转角延时关G126 坐标旋转开G127 坐标旋转关G132 干涉回避开G133 干涉回避关G134 锥度干涉回避开G135 锥度干涉回避关G136 干涉错误撤消G137 干涉错误有效G140 取消上下异形补偿G141 上下异形左补偿开G142 上下异形右补偿开G152 局部坐标其它代码:A 锥度(角度值)C 加工条伔号码D,H 补正量(变量值)L 重复次数F 进给速度N、O 序列号Q 文伔调用P 子程序调用号RX,RY图形旋转角度KA 坐标旋转角度RA 图形旋转角度RI,RJ 图形旋转中心KX,KY 坐标旋转角度R圆弧过渡X、Y、U、V、I、J、Z坐标轴。
nec-aspila-ex编程手册

nec-aspila-ex编程手册10-01 时间和日期 (13)10-02 位置设置 (14)10-03 单元板设置 1510-04 保留音乐设置 (22)10-05 通用继电器设置.. 2310-06 ISDN BRI 设置 (24)10-07 通话录音电路 (25)10-08 预振铃设置 2610-09 DTMF 和拨号音设置 (27)10-12 NTCPU 网络设置 (28)10-13 内置DHCP 服务器设置 (29)10-14 网络管理设置 (30)10-15 客户信息设置 (33)10-16 可选信息设置 (36)10-17 H.323 网首设置.. 3810-18 H.323 化名地址设置 (39)10-19 VOIP DSP 资源选项 (40)10-20 外部设备 LAN 设置 (41)10-21 NTCPU 硬件设置 (42)10-22 APSU LAN 激活设置 (43)10-23 H.323 系统内部组网 (44)10-24 夏时制设置 4510-25 H.323 网管前缀设置 (46)10-26 IP 工作设置 (47)10-27 IP 系统ID.. 4810-31 网络激活设置 (49)10-32 网络PRI 通道设置.......11-01 系统号码 (51)11-02 分机号码 (60)11-04 虚拟分机号码 (61)11-06 ACI 分机号码 (62)11-07 部门组代表号码.. 6311-08 ACI 组代表号码.. 6411-09 中继线接入码 (65)11-10 服务码设置(管理人员) (66)11-11 服务码设置(设置/进入) (68)11-12 服务码设置(服务进入) (71)11-13 服务码设置(ACD) (74)11-14 服务码设置(饭店功能) (76)11-15 服务码设置(指定进入) (78)11-16 一位服务码设置.. 8011-17 ACD 组代表号码12-01 夜服功能设置 (82)12-02 自动夜服设置 (83)12-03 星期夜服模式 (85)12-04 假日夜服转换 (87)12-05 分机的夜服组分配 (88)12-06 中继线的夜服组分配 (89)12-07 夜服模式文字信息.13-01 缩位拨号功能设置 (91)13-02 分组缩位拨号单元 (92)13-03 分机缩位拨号组分配 (93)13-04 缩位拨号号码和名称 (94)13-05 缩位拨号中继线组.......14-01 基本中继线数据设置 (96)14-02 模拟中继线数据设置 (99)14-04 PBX 连接 10214-05 中继线组.. 10314-06 中继线组路由 (104)14-07 中继线分配图设置 (106)14-08 中继线保留音乐源 (107)14-09 中继线录音目标15-01 基本分机数据设置 (109)15-02 专用电话机基本数据设置 (111)15-03 普通电话机基本数据设置 (115)15-05 IP 电话终端基本数据设置 (117)15-06 分机对应的中继线分配图 (119)15-07 可编程功能键 (120)15-08 虚拟分机呼入振铃音设置 (127)15-09 虚拟分机振铃音分配.. 12915-10 呼入虚拟分机振铃音顺序设置 (130)15-11 虚拟分机延时振铃设定 (131)15-12 分机通话录音存储目标 (132)15-13 外线循环键 (133)15-14 可编程功能键...16-01: 部门组基本数据设置.. 13516-02: 分机的部门组分配 (137)16-03: 二级部门组.......20-01 系统选项.. 13920-02 专用电话机的系统选项 (141)20-03 普通电话机的系统选项.20-04 虚拟分机的系统选项.. 14520-05 计费设置. 14620-06 分机的服务等级 14720-07 服务等级选项(管理员级) 14820-08 服务等级选项(呼出服务) 15020-09 服务等级选项(呼入服务) 15220-10 服务等级选项(应答服务) 15320-11 服务等级选项(保持/ 转移服务) (155)20-12 服务等级选项(计费服务) 15820-13 服务等级选项(附加服务) 15920-14 服务等级选项(DISA/E&M) (163)20-15 振铃周期设置 (165)20-16 可选择的显示信息 (167)20-17 话务员分机 (170)20-18 服务信号音 (171)20-19 来电显示选项 (172)20-20 无来电显示信息设置.. 17320-21 长时间通话的系统选项 (174)20-23 CTI 选项. 17520-25 ISDN 选项 (176)20-26 计费系数.. 17821-01 呼出电话的系统选项.. 17921-02 分机的中继线组 18121-03 中继线的中继线组路由 (182)21-04 分机的长途等级 18321-05 长途限制等级 (184)21-06 长途限制表数据设置.. 18721-07 长途限制临时解除密码 (189)21-08 多次重拨设置 (190)21-09 拨号锁设置 (191)21-10 分机的拨号锁限制等级 (192)21-11 分机热线设置21-12 ISDN 中继线主叫号码设置. 19421-13 ISDN 分机主叫号码设置 (195)21-14 随身长途限制密码设置 (196)21-15 分机的第二中继线组路由 (197)21-16 Aspila 网络中继线组路由 (198)21-17 H.323 中继线主叫号码设置 19921-18 H.323 分机主叫号码设置.22-01 呼入电话选项 (201)22-02 中继线电话呼入设置.. 20322-03 中继线振铃音模式 (204)22-04 呼入分机振铃组设置.. 20622-05 呼入中继线振铃组设置 (207)22-06 普通呼入振铃方式 (208)22-07 DIL 分配.. 20922-08 DIL/IRG 无应答转移目标 (210)22-09 DID 数据设置 (211)22-10 DID 转换表设置 21322-11 DID 转换表号码转换.. 21422-12 DID 转移振铃组 21722-13 DID 中继线组转换表.. 21822-14 VRS-IRG 的延时等待信息.. 21922-15 VRS 部门组的等待延时信息........23-02 代答组 (222)23-03 通用应答/ 自动应答.. 22323-04 虚拟分机振铃优先 (224)􀂋 编程 24: 保持/ 转移设置24-01 保持功能的系统选项.. 22524-02 转移功能的系统选项.. 22724-03 保留停泊组.......24-04 自动中继线到中继线转移目标设置 (230)24-05 自动部门组转移目标设置 (231)24-06 固定呼叫前转 (232)24-07 固定外部呼叫前转 (233)􀂋 编程 25: DID/DISA 设置25-01 DID/DISA 线基本设置 23425-02 DID/DISA 提示信息设置 (235)25-03 DID/DISA 错误拨号的转移振铃组 23625-04 DID/DISA 无应答/ 忙的转移振铃组 (237)25-05 DID/DISA 错误信息分配 (238)25-06 DID/DISA 一位服务码 23925-07 DID/DISA 系统计时器 24025-08 DID/DISA 用户ID 设置 (242)25-09 DISA 用户服务等级 (243)25-10 DISA 中继线组路由 (244)25-11 DISA 长途限制等级 (245)25-12 DISA 第二中继线组路由 (246)25-13 DISA 系统选项. 247􀂋 编程 26: ARS & LCR (最经济路由)26-01 自动路由选择(ARS)服务 24826-02 ARS 拨号分析表 (249)26-03 ARS 拨号处理.. 25126-04 ARS 服务等级.. 25226-05 LCR 运营商表 (253)26-06 LCR 授权码表 (254)26-07 LCR 计费中心码 (255)26-08 LCR 手动解除码表 (256)26-09 LCR 手动解除号码 (257)􀂋 编程 30: DSS/DLS 直选台30-01 DSS 直选台操作方式. 25830-02 DSS 直选台分机安排. 25930-03 DSS 直选台按键分配. 26630-03 DSS 直选台下班转换. 26630-05 DSS 直选台指示灯表. 267􀂋 编程 31: 外部和内部群呼31-01 内/ 外部群呼的系统选项 (269)31-02 内部群呼组分配 27131-03 内部群呼区域组 27331-04 外部群呼区域组 27431-05 通用夜服应答 (275)31-06 外部扬声器控制 27631-07 群呼组合. 27731-08 外部群呼背景音乐 (278)􀂋 编程 32: 门电话设置32-01 门电话计时器 (279)32-02 门电话振铃分配 28032-03 门电话基本设置 281􀂋 编程 33: 模拟接口设置33-01 模拟端口类型设置 (282)33-02 ACI 部门组 (283)􀂋 编程 34: E&M 专用线设置34-01 E&M 专用线基本设置 28434-02 E&M 专用线服务等级 28534-03 E&M 专用线中继线组路由.. 28634-04 E&M 专用线长途等级 28734-05 E&M 专用线呼出等级 28834-06 E&M 专用线增加/删除位数. 29034-07 E&M 专用线计时器 (291)34-08 E&M 专用线长途限制数据.. 29234-09 ANI/DNIS 服务选项.35-01 SMDR 选项 (295)35-02 SMDR 输出选项 (297)35-03 中继线组SMDR 端口分配.. 29935-04 部门组SMDR 端口分配 (300)35-05 帐目码设置 (301)35-06 帐目码校验表 (302)􀂋 编程 40: 语音信箱设置40-01 语音信箱基本设置 (303)40-02 信箱设置.. 30440-03 信息录音设置 (305)40-04 在线录音设置 (306)40-05 呼叫信息设置 (307)40-06 信箱自动话务台数据设置 (308)40-07 语音信箱提示语言 (309)40-08 每个信箱的提示语言.. 31040-09 语音信箱多地址组设置 (311)40-10 语音通知服务选项 (312)40-11 导言信息安排 (313)􀂋 编程 41: ACD 设置41-01 ACD 系统选项.. 31441-02 ACD 组和座席分配 (315)41-03 ACD 组的呼入振铃组. 31641-04 ACD 组管理分机 (317)41-05 ACD 工作时间表 (318)41-06 中继线工作时间表 (319)41-07 ACD 星期时间表 (320)41-08 ACD 溢出选项.. 32141-09 ACD 溢出表选项 (322)41-10 延时通知PGDAD 端口分配 32341-11 延时通知VRS 信息号码 (324)41-12 夜间通知设置 (325)41-13 夜间通知VRS 信息号码 (326)41-14 ACD 选项 32741-15 ACD 排队提醒信息 (329)41-16 ACD 溢出限制.. 33041-17 ACD 登录方式.. 33141-18 ACD 座席ID 码 33241-19 延时通知VRS 信箱号码 (333)41-20 ACD 排队状态显示 (334)􀂋 编程 42: 饭店设置42-01 饭店系统选项 (335)42-02 饭店电话设置 (336)42-03 服务等级选项(饭店) (337)42-04 饭店方式一位服务码.. 33942-05 饭店客房状态打印 (340)􀂋 编程 44: ARS/F- 路由设置44-01 ARS/F-路由系统选项. 34144-02 ARS/F-路由拨号分析表 (342)44-03 拨号分机分析表 34444-04 ARS/F-路由时间模式. 34644-05 ARS/F-路由表 (347)44-06 附加拨号表 (349)44-07 F-路由增益表 (350)44-08 ARS/F-路由时间表 (351)44-09 ARS/F-路由星期时间表 (353)44-10 ARS/F-路由假日时间表 (354)􀂋 编程 45: 外置语音信箱45-01 外置语音信箱选项 (355)45-02 NSL 选项设置.. 35645-03 NSL 计时器 (358)80-01 基本服务音设置 35980-02 DTMF 音设置 (365)80-03 DTMF 音接收器设置. 36680-04 呼叫过程音检测器设置 (367)80-05 SMDR 和系统报告的数据格式 (370)􀂋 编程 81: 中继线基本硬件设置81-01 COIU 初始数据设置 (271)81-02 DIOPU 初始数据设置 27381-03 4TLIU 初始数据设置.. 27581-04 ISDN BRI 第1 层(T- 点)初始数据设置 (277)81-05 ISDN BRI&RI 第2 层(T- 点)初始数据设置 (278)81-06 ISDN BRI &RI 第3 层(T- 点)计时器设置 (279)81-07 模拟中继线端口CODEC 滤波器设置 (281)81-09 COIU CODEC 滤波器数据设置 (282)􀂋 编程 82: 分机基本硬件设置82-01 呼入振铃音 (384)82-03 DSS 直选台LED 模式设置. 38682-04 SLIU 初始数据设置 (388)82-05 ISDN BRI&RI 第2 层(S- 点)计时器设置 38982-06 ISDN BRI&PRI 第3 层(S- 点)计时器设置 39082-07 模拟分机端口CODEC 滤波器设置 (392)82-08 专用电话机侧音电平设置 (393)82-09 SLIUCODEC 滤波器数据设置 (394)􀂋 编程 84: VoIP 硬件设置84-01 CODEC 信息基本设置 (395)84-02 H.225, H.245 信息基本设置 (400)84-03 NGT 信息基本设置 (402)84-04 VOIPU 单元DHCP 服务器方式设置 (404)84-05 VOIPU 单元的IP 地址设置 40584-06 VOIPU 设置 (406)84-07 F/W 下载设置.. 40884-08 F/W 名称设置.. 40984-09 VLAN 设置 (410)84-10 TOS 设置 41184-11 Dterm IP 电话CODEC 基本信息设置. 41384-12 H.323 电话CODEC 基本信息设置 (416)84-16 VOIPU 限制器增益控制 (419)􀂋 编程 85: SHUBU 硬件设置85-01 SHUBU LAN 组设置 42085-02 VLAN 设置 (421)85-03 优先设置 42285-04 端口镜向设置.. 42385-05 VLAN 组设置 (424)􀂋 编程 90: 维护程序90-01 安装日期 42590-02 编程密码设置.. 42690-03 存储数据 42890-04 装载数据 42990-05 槽位控制 43090-06 中继线控制 (431)90-07 分机控制 43290-08 系统复位 43390-09 系统自动复位时间 (434)90-10 系统告警设置.. 43590-11 系统告警报告设置 (438)90-12 系统告警输出.. 44090-13 系统信息输出.. 44190-16 主软件信息 (442)90-17 固件信息 44390-18 日文字符电话机密码初始化 (444)90-19 拨号锁解除 (445)90-20 话务量报告数据设置 44690-21 话务量报告输出 (447)90-22 NGT 终端版本信息.. 44890-23 IP 电话注册删除 (449)90-24 系统告警报告打印时间 (450)90-25 系统告警报告CC 信箱设置 (451)90-26 系统数据编程等级设置 (452)􀂋 编程 92: 程序复制92-01 复制命令 45392-02 删除所有分机号码 (456)。
NEC控制代码(客户)
Response: At the time of a failureA1H 98H 01H xxH 02H DATA01 DATA02 CKS(*1) (*2) (*4) (*3)-----------------------------------------------------------------------------------------------------------------------------------------附:NEC /NP4100+ 4100W+控制代码下表显示了PC 功能及其相关代码数据。
功能代码数据电源打开:02H 00H 00H 00H 00H 02H电源关闭:02H 01H 00H 00H 00H 03H输入选择COMPUTER 1:02H 03H 00H 00H 02H 01H 01H 09H输入选择COMPUTER 2:02H 03H 00H 00H 02H 01H 02H 0AH输入选择COMPUTER 3(DVI或HDMI):02H 03H 00H 00H 02H 01H 1AH 22H输入选择COMPONENT:02H 03H 00H 00H 02H 01H 10H 18H输入选择VIDEO:02H 03H 00H 00H 02H 01H 06H 0EH输入选择S-VIDEO:02H 03H 00H 00H 02H 01H 0BH 13H影像静音打开02H 10H 00H 00H 00H 12H影像静音关闭02H 11H 00H 00H 00H 13H声音静音打开02H 12H 00H 00H 00H 14H声音静音关闭02H 13H 00H 00H 00H 15H屏幕静音打开02H 14H 00H 00H 00H 16H屏幕静音关闭02H 15H 00H 00H 00H 17H高宽比自动:03H 10H 00H 00H 05H 18H 00H 00H 05H 00H 35H4:3 :03H 10H 00H 00H 05H 18H 00H 00H 00H 00H 30H16:9 :03H 10H 00H 00H 05H 18H 00H 00H 02H 00H 32H15:9 03H 10H 00H 00H 05H 18H 00H 00H 0DH 00H 3DH16:10 03H 10H 00H 00H 05H 18H 00H 00H 0CH 00H 3CH横向放大(仅适用于NP4100+) 03H 10H 00H 00H 05H 18H 00H 00H 03H 00H 33H字符框(仅适用于NP4100W+) 03H 10H 00H 00H 05H 18H 00H 00H 01H 00H 31H自然03H 10H 00H 00H 05H 18H 00H 00H 0EH 00H 3EHAUTO ADJUST 02H 0FH 00H 00H 02H 05H 00H 18H附:NEC RS-232串口和8针园口控制口接线示意图(NEC机型有2种波特率:19200、38400,对应说明书)增加11年机型控制命令(示例:NP-M350X+,NEC机器各控制命令一样,只是增加了LAN 和HDMI输入选择等控制命令)----------------LAN、USB。
CNC,三菱系统代码大全。
CNC,三菱系统代码大全。
G01直线切削G02顺时针方向圆弧切削G03逆时针方向圆弧切削G04暂停指令(有的系统为延时)G09正确停止检测G10补正设定G12顺时针方向圆周切削G13逆时针方向圆周切削G15极座标系统取消G16极座标系统设定G17XY平面设定G18XZ平面设定G19YZ平面设定G20英制单位设定G21公制单位设定G22软体极限设定G23软体极限设定取消G27机械原点复归检测G28自动经中间点复归机械原点G29自动从参考点复归G30自动复归到第二原点G40刀具半径补正取消G41刀具半径偏左补正G42刀具半径偏右补正G43刀具长度沿正向补正G44刀具长度沿负向补正G49刀具长度补正取消G45刀具位置补正增加G46刀具位置补正减少G47刀具位置补正两倍增加G48刀具位置补正两倍减少G50比例功能取消OFFG51比例功能设定ONG52回复到基本座标系统G53回复到机械座标系统G54第一工件座标系统G55第二工件座标系统G56第三工件座标系统G57第四工件座标系统G58第五工件座标系统G59第六工件座标系统G60 外部补正G70圆周等分段循环G71圆周分段循环G72直线分段循环G73高速喙钻循环G74左旋牙切削循环G76精搪孔循环G77反面搪孔循环G80固定循环取消G81钻孔循环G82沉头孔加工循环G83啄钻循环G84右旋牙切削循环G85搪孔循环G86搪孔循环G87搪孔循环G88搪孔循环G89搪孔循环G90绝对指令座标值设定G91增量指令座标值设定G92绝对程式零点设定G94每分钟进给量设定mm/minG95每转进给给设定mm/revG98固定循环,刀具复归到起始点G99固定循环,刀具复归到R点 M03主轴正转M04主轴逆时针旋转(通常不会用到反转)M05主轴停止M06刀具交换M07雾化冷却液开启M08冷却液开启M09冷却液关启M10工作台(B轴)锁住M11工作台(B轴)松开M13主轴顺时针转动及加切削液M14主轴逆时针转动及加切削液M15正方向运动M16负方向运动M19主轴定位M30程式结束记忆体回归 M98子程序调用m99子程序取消。
百超激光切割编程经典资料
百超激光切割编程经典资料24小时6.8.X 6.8 BYSOFT 6.8.X 简要说明书 BYSOFT 6.8.X 是瑞士百超激光公司为其激光切割机开发的专用基于视窗 2000/XP/Vista 的 CAD/CAM 软件,WINDOWS 全面支持平面工件、管材工件的编程,以及排料、数据库管理,并具有与 PPS 订单管理系统的接口。
CAD PPS CNC BYSOFT 6.8 Network Novell /Windows2000/XP/Vista with EtherLink 在 BYSOFT 中有三大模块,分别是Construction(创建工件 Bypart),Production(排料 Bywork) 和Adiministration(数据管理 Database)。
在工作中,可以随时使用在线帮助功能。
下面分别予以介绍:安装注意事项:(最好使用英文版 WINDOWS 软件) 最好使用英文版软件第一次安装时,注意路径的选择,默认为:C:\ProgarmFiles\Bysoft6 重新安装或升级安装时,需卸载原程序。
网络安装时,先在各个微机或工作站上安装 BYSOFT6,然后定义某虚拟驱动器为公共数据盘 (比如 Q 盘,或定义某微机的 C:\Progarm Files\Bysoft6 为虚拟盘 Q),将任意微机中的下列目录拷贝到公共数据盘上(数据共享):…\Bysoft6\Database toQ:\Bysoft6\Database …\Bysoft6\Partroot toQ:\Bysoft6\Partroot …\Bysoft6\Workroot toQ:\Bysoft6\Workroot …\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 然后修改各微机中的下列文件(可以拷贝)的数据文件路径: C:\Windows\bysoft6.ini DBFilename=…\Bysoft6\Database to Q:\Bysoft6\DatabasePartRoot=…\Bysoft6\Partroot to Q:\Bysoft6\PartrootWorkRoot=…\Bysoft6\Workroot to Q:\Bysoft6\WorkrootParamRoot=…\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 重新安装或升级后,bysoft6.ini 须重新修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NEC TOPAZ Aspia EX
进入编程:SPK键+#*#*12345678+HOLD 退出编程:DC键+SPK键
必做项目:
80.01.02 第二张表改为1 (重启交换机)改变基本音(EX)
81.01.09 47改为70 使之持续振铃
20.02.12 0改为1 改总机为非自动应答
修改闪切时间:82.04.04 :20改为13 82。
04。
07 :21改为17 82。
04。
08 200改为060
设定总机话务员分机:20。
17。
01
10.08.01 0改为1 使之立即响铃
21.01.06 3改为1 专用话机拔号延时改善
15.03.15 所有分机0改为1 取消回叫
20.03.04 3改为1 拨号发送时间
选做项目:
10.01日期和时间
分机号修改:11.01.01分机计划11.02.01改分机号15.01.01修改分机名称
改代接码:11。
01。
01 *号4改为1 11。
12。
27 867改为*
来电显示:
14.02.10 所有外线改为1 15。
03。
09 所有分机改为1
经济路由:
26.01.04 改为1 26。
02。
01 第一张表写0 26。
02。
06 第一张表对应2 26.05.02 第二张表写17*** 14。
01。
23 所有外线0改为1
分机组内循环响铃:
22.02.01 0改为4 1:1振铃11。
07。
01设分机组名称16。
02。
01设分机组内成员16.01.09 15改为50 16。
01。
02 0改为1 22。
07。
01 填分机组名称
外线分组:为分机分用外线
14.05.01 外线分组14。
06。
01 路由指定外线最多4条21。
02。
01 分机指定路由长途等级:
21.04.01 设分机等级21。
05。
08 等级设置21。
06。
07 长途限制表
DISA功能:
22.02.01 改为2 25。
01。
02 是否启用密码25。
08。
01 设密码14。
02。
09 忙音检测20。
14。
02 是否允许
呼叫前转(外转外)
20.11.12 改为1 是否允许20。
02。
09改为1 允许时间管理
14.01.13 改为1允许外线回路管理21。
03。
01改为1 22。
02。
01改为4模式22.07.01振铃分机14。
01。
25 是否启用继续码20。
28 设定继续码只能一位
代接867 指定选外线805+01或02、03、04 指定代接715 遇忙转移843+1+分机号20.13.01 长时间通话警告音忙/转无844 + 1 + 分机号免打扰847 + 3
设键: 先852删除外线键(000表示删除) 851设置键(分机或者外线)
计费设定: 10.21.07 14.01.06 35.01.01 35.01.04 35.02.09 35.02.16
第二路由码:11.01.01 14.05.01 14.06.01 21.02.01 21.15.01
长途限时:20.13.03 14.01.14 20.21.04(出局)20.21.03(入局)
外线设置:14.02.19 ---3 14.02.20---7。