上海银松机械制造有限公司软件使用介绍软件介绍
SpatialAnalyzer概览

客户
航空航天
造船
核能
交通
大尺寸制造
通用的仪器界面 多台仪器同时连接 三维图像工作环境 有效的改进精度 100% 可溯源 自动化 支持各种CAD 文件直接导入 。。。
强大的精密测量应用 生产 组装 检验 工业产品和工装 集成功能易于使用
◦ ◦ ◦ ◦ 测量仪器 (通用界面) 方便的点设置和 CAD 模型 分析 (核心功能) 报告 (图形化 表达)
从CAD直接导入GD&T 整合 GD&T 编辑器 行业标准(ANSI Y14.5) 注释定义公差和相关性
◦ 基准面 ◦ 特征检查
ASME Y14.5
配置/计划 要测量的点 “轻松引导用户操作” 测量数据与特征检查绑定 自动化/交互式分析和报告
◦ 快速报告和报告栏
检测向导(提前设置要检 测的点) 已测量点
真实的测量结构
◦ 测量数据与仪器相关联 ◦ 用初始测量值(多测站)得到最佳点
从不同测量技术集成测量 通过USMN生成最佳点 报告 – 表现 – 理解测量不确定度
SpatialAnalyzer
TCP/IP Port 1 TCP/IP Port 2 TCP/IP Port 3 TCP/IP Port n
SA 机器人校准与控制模块
组件检查 虚拟装配 组件连接 优化 简单的工作现 场界面
F/A-22(猛禽) 尾桁 – 龙骨 对齐
Legacy Method Metrology Driven
Cost $14M
Cost < $1M
集成全自动数据采集, 分析和报告. 与设计CAD比较 简单易用的操作界面
DirectSOFT6软件用户手册说明书
1-4
DirectSOFT6 User Manual, 2nd Ed. Rev. B
Conventions Used
Байду номын сангаас
Chapter 1: Introduction
When the “notepad” symbol is shown in the left-hand margin, the paragraph to its immediate right will be a special note. The word NOTE: in boldface will mark the beginning of the text.
Supplemental Manuals
Depending on the products you have purchased, there may be other manuals that are necessary to use for your application. User Manuals
When the “exclamation mark” symbol is shown in the left-hand margin, the paragraph to its immediate right will be a warning. This information could prevent injury, loss of property, or even death (in extreme cases). The word WARNING: in boldface will mark the beginning of the text.
See the chart below for the PLCs and the supporting firmware revisions required for the new IBox instructions.
NCStudio操作手册
维宏®数控系统NCSTUDIO V5.4软件使用手册目录升级纪录............................................................................................................................ I I 目录.. (I)1概述 (1)1.1软件特性 (1)2系统安装与连接 (3)2.1N CSTUDIO™的系统基本配置 (3)计算机主机 (3)操作系统 (3)2.2N CSTUDIO™系统的安装 (4)安装Ncstudio™软件 (5)安装Ncstudio™运动控制卡 (8)重新启动计算机 (8)2.3其他安装问题 (8)2.4卸载N CSTUDIO™系统 (9)2.5N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 (11)3.1操作模式与状态 (11)操作模式 (11)操作状态 (12)3.2机床坐标系 (13)机械坐标系 (13)工件坐标系 (13)4NCSTUDIO™操作界面 (15)4.1标题栏 (16)4.2菜单栏 (17)4.3工具栏 (18)4.4数控信息栏 (19)4.5状态栏 (19)4.6数控状态窗口 (19)加工状态和时间信息 (20)当前位置 (20)进给速度 (21)机床控制 (22)4.7自动操作窗口 (23)4.8手动操作窗口 (25)4.9加工轨迹窗口 (28)三维视图模式 (28)上下文菜单 (31)设置个性化参数 (31)4.10系统日志窗口 (32)4.11程序管理窗口 (33)4.12系统参数窗口 (34)加工参数 (35)厂商参数 (38)4.13程序编辑窗口 (41)4.14输入输出状态(I/O状态)窗口 (42)5NCSTUDIO™菜单系统 (44)5.1“文件”菜单 (44)打开并装载 (44)卸载 (45)新建加工程序 (46)打开并编辑 (46)编辑当前加工程序 (46)保存 (46)另存为 (46)关闭 (47)最近装载的加工程序 (47)最近编辑的加工程序 (47)退出 (47)5.2“编辑”菜单 (48)5.3“查看”菜单 (49)工具栏 (50)状态栏 (50)全屏 (50)显示加工程序行号 (51)跟踪加工程序当前行 (51)加工程序信息 (52)5.4“操作”菜单 (52)单步执行 (53)设置当前点为工件原点 (53)设置当前点工件坐标 (54)回工件原点 (54)开始 (55)暂停 (56)停止 (56)进入仿真模式并开始仿真 (56)高级开始 (57)断点继续 (57)执行加工指令 (58)微调 (61)对刀 (62)回机械原点 (62)复位 (63)5.5“机床”菜单 (64)5.6“窗口”菜单 (64)5.7“帮助”菜单 (65)6操作步骤 (66)6.1开机 (66)6.2机械复位(可选) (66)6.3载入加工程序 (66)6.4手动操作 (67)6.5确定工件原点 (67)6.6执行自动加工 (68)6.7直接定位功能 (69)7操作时的注意事项 (70)7.1多任务执行注意事项 (70)7.2回机械原点注意事项 (70)8最终用户软件许可协议 .................................................... 错误!未定义书签。
sinoCAM指导
一 . 做 钢 板 ........................................................................................................................................42
二. 删除钢板 ...................................................................................................................................43
二 . 软 件 的 组 成 .........................................................................................................................................4
一. 参数设置 ...................................................................................................................................16
二. 生成任务 ...................................................................................................................................19
二.关于”排料切割”菜单 .................................................................................................................10
Cryo S 50 自由活塞斯特林制冷机应用模块 操作手册说明书

Cryo S50自由活塞斯特林制冷机使用本产品前请仔细阅读本操作手册,操作不当可能导致事故,请务必保存本手册。
目录1.产品介绍 (1)1.1.说明 (1)1.2.手册内容 (1)2.安全操作注意事项 (2)2.1.警告 (3)2.2.注意事项 (4)3.Cryo S50的特性 (5)3.1.自由活塞斯特林电机 (5)3.2.温度监控功能 (6)3.3.图形化用户界面 (6)4.拆包和安装 (7)4.1.拆包 (7)4.2.安装 (7)5.操作 (10)5.1.操作注意事项 (10)5.2.操作责任 (10)5.3.用户界面操作指南 (11)5.4.错误/警报和故障排除 (16)6.技术参数 (18)6.1.应用模块规格参数 (18)6.2.Cryo S50制冷机尺寸图纸 (19)6.3.Cryo S50制冷机25℃环境下制冷性能 (19)7.保修范围 (20)1.产品介绍1.1.说明华斯特林Cryo S50自由活塞斯特林制冷机,使用安全环保的氦气作为制冷工质,采用国际先进的自由活塞斯特林技术,其温度范围广,±0.1℃的精准控温,尺寸小,携带方便,非常适用于小型低温运输应用的开发。
本操作手册介绍了华斯特林Cryo S50自由活塞斯特林制冷机的接收,安装,设置,使用和存储的各个方面。
制冷机由用户界面(UI)屏幕控制,本操作手册第5节中介绍了UI的使用。
在二级污染和二级过电压环境中被分类为稳定设备。
该产品设计用于在以下环境条件下运行:●室内使用●海拔2000米●温度高达30°C时的最大相对湿度为80%1.2.手册内容●安全须知●产品特征●安装程序●产品使用●故障排除●技术参数●保修范围注意:安全事项关系到整体的各个部分,须严格遵守以免损坏制冷机或伤害用户。
2.安全操作注意事项使用前,请仔细阅读以下安全须知,以防您和您周围的人受伤或财产受损。
与使用Cryo S 50自由活塞斯特林制冷机相关的潜在危险可能会影响放置制冷机的工作场所人员的安全,制冷机本身也可能因操作或使用不当而损坏和/或其保修失效,所有负责制冷机安装、操作、运输或存放的人员都应阅读本手册以了解这些危害,可考虑将本手册存放在制冷机附近以备参考。
GF Piping Systems 2016 塑料焊接设备和工具产品手册说明书

d-d
code weight
(mm)
(kg)
20 ‐ 63 790131005 50,000
卡具片
• 每种尺寸的卡具片都不同。 用于夹持和定位管材部件。
d
code weight Pieces
(mm)
(kg)
20 790131038 0,090
1
25 790131039 0,090
1
32 790131040 0,052
1
790133027 0,400
1
790133028 0,691
1
790133029 0,644
1
790133030 0,500
1
790133031 0,600
1
790133032 0,600
1
790133463 0,560
1
790133033 0,700
1
790133034 0,270
型号:
• 整装的红外焊接设备,可焊接SYGEF Standard、SYGEF Plus、PROGEF
Standard、PROGEF Natural、PROGEF Plus、 ecoFIT,尺寸范围为d 63-225 mm,2个USB 接口,带图标的单色显示器,支持12种语言。
• 主机(1 个) • 加热器总成(1 件) • 切削器总成(1 件) • 可移动卡具平台(1 个) • 卡具片d 63-225 mm (每种尺寸8片) • PE管帽 d 63-225 mm (每种尺寸4个) • 运输锁定件(1 个) • 梅花/开口扳手 13 mm (1 把) • 清洁刷 (1 把) • 连接电缆400 V - 230 V (1 个) • 手柄球(1 个) • 手册(1 本) • 单相 AC (50/60 Hz) 230 V L/N/PE 或 三相 AC (50/60 Hz) 400 V/230 V L1/L2/L3/N/PE • 工作台,高洁净(1 张) • 管材定位器(1 件) • 六角扳手 5 mm (1 把) • 六角扳手 6 mm (1 把)
2024版PROII使用教程

行业案例分享与经验交流
精选行业案例
收集并整理不同行业的PROII应用案例,涵 盖石油、化工、制药等领域。
经验分享与交流
邀请行业专家或资深用户分享使用经验和心 得,促进知识共享。
案例分析与讨论
对典型案例进行深入分析和讨论,提炼经验 教训和最佳实践。
互动环节与答疑
设置互动环节,解答听众在使用过程中遇到 的问题和困惑。
素的大小和位置。
PART 03
数据输入与编辑技巧
REPORTING
数据类型及输入方法
文本数据
直接在对应单元格中输入文本内容。
数值数据
在对应单元格中输入数字,可使用科 学计数法表示大数或小数。
日期和时间数据
选择对应单元格,使用日期和时间选 择器选择日期和时间。
公式数据
在对应单元格中输入公式,以等号开 头,如“=SUM(A1:A10)”。
多用户协同工作实现途径
PROII协同工作平台
利用PROII提供的协同工作平台,实现多用 户在线协作。
版本控制与管理
采用版本控制工具,如Git,对多人协作的 项目进行统一管理。
任务分配与进度跟踪
在协同工作平台中分配任务、设定里程碑, 并实时跟踪项目进度。
沟通与协作技巧
掌握有效的沟通技巧和协作方法,提高团队 协作效率。
包括选择、绘图、文本、标注和 测量等按钮,用于添加和编辑图
形元素。
自定义界面设置方法
调整工具栏01来自用户可以通过拖拽工具栏上的按钮来调整其位置,也可以右键
单击工具栏选择自定义来添加或删除按钮。
设置快捷键
02
在软件设置中,用户可以自定义常用命令的快捷键,提高操作
效率。
调整界面布局
最新数控仿真软件的使用方法
4.注册时如有疑问与本公司联系时,请报上 “系列 号”以便查对。
第二单元 仿真软件的使用
8
2.1 软件的启动与登录 2.2 软件界面简介 2.3 机床类型和系统及型号的选择 2.4 视图变换和机床、零件显示方式 2.5 文件的管理(项目,模型,记录文件)
选定夹放 选基移 D 手 复局 动动动绕 绕绕左右府前 选控切
择义具置 择准动N动 位部 态态态 X Y Z 侧侧视视 项制换
机毛 零 刀工尾 C 脉 放 缩平旋轴 轴轴视视图图 面轨
床坯 件 具具座传冲 大 放移转旋 旋旋图图
板迹
送
转 转转
切显
换示
2.3数控机床与系统的选择
14
机床选择:
1.点击菜单或工具 按钮【选择机床】
①仿真加速倍率:加快自动运行速度。
②声音、铁屑:开/关
③机床显示方式:实体/透明
④机床显示状态:隐藏时仅显示工件和刀 具。
⑤零件显示方式:实体/透明。对于车床上 加工带孔的零件,可进行全剖、半剖。
显示机床罩子:显示或不显示加工中心 或铣床的机床罩子。
2.6 文件管理【项目】
17
项目保存与打开
演示
“项目”是数控仿真系统操作结果的保存形式,包括所选设 备、刀具、输入的程序、刀具参数以及加工零件结果。但不包括 操作过程。
新建项目: 终止当前项目操作,重新建立一个没有刀具,工件和参数的项目。 打开项目:
调入一个已保存的项目为当前操作对象。
在弹出的”打开“对话框中搜索的项目的文件夹,在文件夹中选中 并打开后缀名为“.MAC”的文件
MX-SHEET入门篇

A-1
A-1
修订记录
印刷日期
* 手册号
2005 年 8 月 SH(NA)-080497CHN-A 第一版
修订记录
* 本手册号在封底的左下角。
ॅ䰽 ⊼ᛣ
㸼冫䫭䇃᪡ৃ㛑䗴៤♒䲒ᗻৢᵰˈᓩ䍋⅏ѵ䞡ӸџᬙDŽ
㸼冫䫭䇃᪡ৃ㛑䗴៤ॅ䰽ⱘৢᵰˈᓩ䍋ҎਬЁㄝӸᆇ䕏Ӹ䖬ৃ㛑Փ 䆒ᤳണDŽ
注意根据情况不同,即使“ ! 注意”这一级别的也有可能引发严重后果。 对两级注意事项都须遵照执行,因为它们对于操作人员安全是至关重要的。
请妥善保管本手册,放置于操作人员易于取阅的地方,并应将本手册交给最终用户。
A-4
A-4
附录
附录- 1 到 附录- 7
附录 1 MX Sheet 的一些有用功能.......................................................... 附录- 1 附录 1.1 摘要报警 .................................................................... 附录- 1 附录 1.2 注释显示 .................................................................... 附录- 2 附录 1.3 软元件触发 .................................................................. 附录- 2 附录 1.4 握手 ........................................................................ 附录- 3 附录 1.5 CSV 日志 ..................................................................... 附录- 4 附录 1.6 自动启动通讯设置 ............................................................ 附录- 4 附录 1.7 数据转换功能 ................................................................ 附录- 5 附录 1.8 MX Sheet 设置的保护 .......................................................... 附录- 6 附录 1.9 出错日志设置 ................................................................ 附录- 7
ASAP2020软件使用说明

ASAP2020使用手册一、准备1. 检查气瓶气瓶压力需保持在0.1-0.15MPa,气瓶出口及仪器接口处均需3天检漏一次。
2. 查看杜瓦瓶中液氮的位置冷阱位置杜瓦瓶在开机状态下始终保持有液氮,若样品测试时间较长,需用小号容器慢慢加入液氮进行补充,使用检测液位的专用工具进行检测,液面要接触到测试杆但不能超过杆上小孔的位置。
二、开机1、开外围设备:泵(包括油泵、干泵,直接插上即可)、电脑、气体。
2、开主机电源(分子泵一般不会关闭无需开启)。
3、听到滴的一声响后可打开应用软件。
三、样品测试文件的建立介孔样品1、建立文件夹(File-Open-Sample Information)File name不可过长,注意文件夹保存的路径.若没有弹出上述对话框,则打开的是已有的文件。
2、样品文件参数的设置从左至右依次进行即可(1)一般情况下只需更改样品名称即可操作者样品来源样品质量,注意此处的样品质量为样品脱完气后样品的质量,暂时选择默认值即可,待脱气完成后再进行更改。
通过此键可调用已建立好的方法.(2)主要注意右侧选项等温夹套填充棒样品塞,等温夹套和样品塞为必用,填充棒是在测量比表面积较小的样品时用以减小实体积用的。
(3)升温速率,目标温度,目标温度不宜过高,一般要低于右侧的Hold temp,防止水分蒸发过快,撑坏样品的孔结构,我们一般选用90℃。
此处表示当压力达到7 mmHg时进行快抽,达到500时进行计时,计时40 min后进行加热。
此处温度与时间根据具体样品进行设定,注意不能超过样品所能承受的最高温度,如我们的ZIF-8材料所用条件为120℃,720 min。
(4)插入介孔的测试范围0。
05~0。
995(吸附过程)之间选取点,0。
995~0.05(脱附过程)点数可以由客户需要进行选点。
然后根据需要选择分析选项。
总孔体积选择压力最大0。
995处,BET的选点范围为0。
05—0.3,BJH的选取分为吸附阶段和脱附阶段均全选,t-plot的选点范围为0。
bysoft操作说明(1)
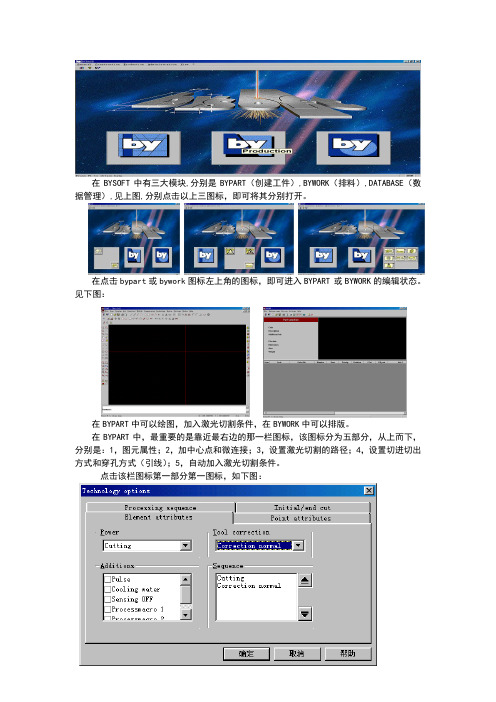
在BYSOFT中有三大模块,分别是BYPART(创建工件),BYWORK(排料),DATABASE(数据管理),见上图,分别点击以上三图标,即可将其分别打开。
在点击bypart或bywork图标左上角的图标,即可进入BYPART 或BYWORK的编辑状态。
见下图:在BYPART中可以绘图,加入激光切割条件,在BYWORK中可以排版。
在BYPART中,最重要的是靠近最右边的那一栏图标,该图标分为五部分,从上而下,分别是:1,图元属性;2,加中心点和微连接;3,设置激光切割的路径;4,设置切进切出方式和穿孔方式(引线);5,自动加入激光切割条件。
点击该栏图标第一部分第一图标,如下图:该 Element attributes (元素属性)对话框包括如下内容:POWER(功率):Cutting:用于正常的激光切割。
Engraving:刻蚀。
(用刻字,标记中心孔,标记定位点等)ADDITIONS(附加条件)(只有在POWER 选择Cutting时才起作用)Pulse :(脉冲切割,一般用于切割一倍于板厚以下的小孔,一般不用于不锈钢切割)Cooling water :(冷却水,一般不用选)Sensing OFF:(传感器关,一般不选)Processmacro 1/ Processmacro 2 :(宏命令1/2 一般用于小件切割/小孔切割)TOOL CORRECTION (刀具补偿)OFF :关,即不用刀具补偿。
Correction inside:向内补偿。
Correction outside:向外补偿。
Correction normal:正常补偿(即外轮廓向外,内轮廓向内,一般选此项。
)Correction inverse:反向补偿(即与正常补偿先反。
)Correction left:向左补偿。
Correction right:向右补偿。
完成以上的设置后,在点击第一部分的第二个图标,然后选取要加激光切割条件的工件。
机械制造借款必备立即下载

机械制造借款必备立即下载在机械制造领域,借款是企业经营中常见的资金周转方式。
为了帮助机械制造企业更好地进行借款申请和管理,本文将介绍一款必备的应用程序——"机械制造借款助手"的下载和使用方法。
一、下载应用程序1. 打开应用商店:首先,在您的手机或平板电脑上打开应用商店,如Apple App Store或Google Play Store。
2. 搜索应用程序:在应用商店的搜索栏中,输入"机械制造借款助手"关键词,并点击搜索按钮。
3. 下载应用程序:在搜索结果中找到"机械制造借款助手"应用程序,并点击下载按钮。
等待应用程序下载和安装完成。
二、注册和登录1. 打开应用程序:下载完成后,点击应用程序图标打开"机械制造借款助手"。
2. 注册账号:首次使用应用程序,您需要注册一个账号。
根据应用程序的提示,输入您的个人信息和联系方式,并选择一个安全的密码。
3. 登录账号:注册完成后,使用您刚刚注册的账号和密码登录应用程序。
三、功能介绍1. 借款申请:在"机械制造借款助手"中,您可以填写借款申请表格。
根据应用程序提供的指引,准确填写贷款金额、借款期限和利率等信息。
申请提交后,等待银行或贷款机构的审批结果。
2. 贷款管理:一旦借款申请获得批准,您可以在"机械制造借款助手"中查看贷款详情,包括贷款金额、利率、还款日期等信息。
您可以设置还款提醒,以避免逾期还款。
3. 还款记录:通过"机械制造借款助手",您可以随时查看您的还款记录。
应用程序会记录每次还款的金额、日期和剩余贷款余额。
4. 贷款计算器:"机械制造借款助手"还提供一个方便的贷款计算器,可以帮助您准确计算还款金额、利率和借款期限对应的还款计划。
四、使用建议1. 保护个人信息:在注册和使用"机械制造借款助手"时,请牢记保护个人信息的重要性。
上银伺服电机调试说明书
Step 1
調機時先選
单机作业方式
Step 1 點選Mode
电子齿轮比及操作方式选择及 设定,可参阅第二十八页
第十五页,课件共有36页
三項參數 完成設定
參數計算與儲存
皆設定完成後記得點選OK 完成後點選Send to RAM
1 2
第十六页,课件共有36页
二步曲相位初始化
STEP1,按 EXECUTE
第二十九页,课件共有36页
接线CN6 腳位功能說明
第三十页,课件共有36页
外部接线說明
市电单相 220V电压 ,对应接 L1,L2以及 地线
L1C与L1并联 L2C与L2并联
CN2接口,用于带刹车电机,接 线规范:
1. 24V正极联入+24V孔,负
极联RTN. 2. 动力线之B+,B-对应B+,B-
模式設定-位置模式
Step 1
Step 2
選擇Position Mode 電子齒輪比
(Electronic Gear
)
Step 2 設定訊號 差動或是單端
Step3 設定脈波格式
第二十六页,课件共有36页
操作模式-速度模式
設定1V為多少mm/s, 以本圖為例
100mm/s=1V 故 10V=1000mm/s
點選圖示
設定目前位 置為零點
三步曲之性能測試-功能介紹
Servo on
Servo off (緊急時可按
鍵盤F12)
單位選擇
運動參數設定 (由控制器送命令時
此值為極限值)
伺服剛性 調整
狀態 監控
第十九页,课件共有36页
性能測試-運動功能介紹
停止運動
上海宇龙数控加工仿真软件操作

上海宇龙仿真操作2009.5一、软件开启。
双击桌面图标,或者右键单击图标打开,或点开始——程序——数控仿真系统。
二、选择机床。
(1)点左上角图标。
(2)点机床选项下拉菜单“选择机床”。
出现图004依次点选“控制系统”“系统型号”“机床类型”“机床标准”最后点“确定”三、定义毛坯(1)点左上角图标(2)点零件下拉菜单“定义毛坯”。
出现图007毛坯名字一般不用改;材料默认低碳钢,可以点右面的下拉箭头选择各种材料;圆柱形状即为上图所示为棒料,横向150为长度,纵向100为直径;U形形状下图008为带孔棒料,上面150为棒料长度,左面100为棒料直径,下面50为内孔深度,右面50为孔径,所有数字左键单击即可修改;所有选项点选完毕后,点“确定”即可完成“定义毛坯”四、放置毛坯(一)点击左上角图标。
(二)点击零件下拉菜单放置零件。
出现图011左键单击刚才所设的“毛坯1”内容变蓝,再单击“安装零件”即可安装,并进入“移动零件”状态。
五、移动零件(一)安装零件后的默认状态。
图012(二)点击零件下拉菜单,移动零件。
会出012图示。
“—”号为缩进,“+”号为伸出,中间旋转符号为“调头”六、选择刀具(一)点击图标(二)点击机床下拉菜单“选择刀具”出现图016刀具选择选项。
首先,1234号刀具选框选中会变黄,其次,选择刀片样式(16类),选中样式后会有刀片规格(角度刀长刀尖角),最后,选择刀柄(内外左右等),再选择刀柄规格(长度)。
总结为一把刀点五下。
所有刀具选择完毕后点“确定”。
以下为推荐选择。
1号刀“定制”“菱形刀片”“35度11刃长刀尖半径0”“右偏93度或90度”2号刀切槽刀3号螺纹刀七、视图选择(一)点击分别为左侧、右侧、前、俯,对应床头、床尾、平视床身、俯视床身。
(二)点击下拉菜单选择。
一般选择俯视,这样刀具和卡盘都可看的清。
八、机床调节(一)急停开关开关调节可点击互换。
(二)放大显示依次为复位、局部放大、放缩、移动。
141种各类工业常用软件

141种各类工业常用软件
工业软件是指专用于或主要用于工业领域,为提高工业企业研发、制造、生产管理水平和工业管理性能的软件,是现代工业装备的“大脑”。
小编收集到各种工业软件,还有对应的说明,对你应该有帮助。
01主流CAX
02泵行业软件
03工艺系统专业
04配管专业
05容器专业和机械专业
06电气专业
07仪表专业
08结构专业
09分析化验专业与环境保护专业
建筑专业和暖通空调专业
11储运专业、总图专业、给排水专业
12估算专业
13项目管理专业
除了这些工业软件外,你还知道哪些好用的软件呢?。
CHA-V2.0 新松AOTAI MIG焊机机器人补充操作手册

10.4
弧焊配置···························································································································· 6
10.4.1 参数的设定............................................................................................................... 7
10.1.3 焊接专用键
可选功能键[OP1]~[OP4],依据机器人的应用背景而定义。 对弧焊系统,功能键[OP1]~[OP4]定义如下:
1
新松弧焊机器人补充操作手册
OP1
CHA-V2.0
一直按下,手动进丝;松开,停止进丝
OP3
10.2 弧焊指令
指令名 ARCON
格式
ASF#<文件号> I=<电流值>, U=<电压值>
0005
ARCOF
0006 0004 MOVJ VJ=10
0007
END
CHA-V2.0
按下光标键, 使光条走到程 序的第 3 行。
2 [应用类]
F5
I/O 类 控制类 1 控制类 2 运动类 应用类
选择应用类指 令
弧焊
3 [弧焊]
F1
4 [WVON]
F3
5 确认
6 插入
确认
ARCON ARCOFF WVON WVOFF
10.4.2 开关设置................................................................................................................... 8
F24-60软件使用说明书

3
燒錄新設定至遙控器 *使用軟體讀取/燒錄發射機或接收機時,請確實關閉電源或取出電池 後再執行讀取動作。
1.將 F24-60 軟體燒錄線接到發射或接收機。 2.按下”燒錄設定” 。 3.完成後按下”確定”鍵即可。
更改按鍵功能設定
1. 首先讀取發射機(接收機) 之設定。
2. 3. 4.
於主畫面上點選欲更改之按鍵組(如橢圓圈處) ,此時按鍵功能設 定表即會顯示。
總繼電器會跳脫(不導通),需重新開機才可繼續操作。在超過遙控距
離或受到干擾超過 0.5 秒時會啟動上述功能。
接收機停用關機
是指接收機於設定時間內均未收到發射機正確信號時,將自動關機。 一般設定時間會長一些(如兩小時)。用以防止忘了按急停鈕。註﹕本模 式用以加強發射器的“停用關機”功能,因某些情況發射器已不在現 場(在儲藏櫃),本接收機依然可以自動關機。
掉落。
10
受急停控制
當按下急停鈕或“關機”導致總繼電器斷路(不導通)時,該按鍵之相對
應繼電器將會不導通。
ID 識別碼遙控配對 有效/無效:當選擇“有效”時,是指可由發射機以無線電遙控方式將發
射機所設定之識別碼傳送到接收機上並覆蓋(更新)接收機之識別碼,以
執行接收/發射識別碼配對之功能。當選擇“無效”時,則發射機及接收
時間一般設定大於該動作之慣性時間(煞車至停止的時間)。
不受急停控制
當按下急停鈕或“關機”導致總繼電器斷路(不導通)時,該預設鍵之相
對應繼電器仍保持原來狀態不變。
注意(一)﹕當接收機電源中斷後,所有繼電器將呈現不導通。
注意(二)﹕控制電磁吸盤時,需外接轉動式繼電器,因此型繼電器的接
點不受停電與否之改變,用以防止吊至半路因斷電造成被吸物從高空
XA5032设备使用说明书
XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海银松机械制造有限公司软件使用介绍Genesis 单词本身意思为:创始;起源;发生,生成Genesis2000 是个线路板方面的计算机辅助制造软件,它是由以色列的Orbotech与Valor 的合资公司----Frontline公司开发的,而且它还在不断开发更多功能,它还允许你可以自己开发设计适合自己规范的功能。
类似Genesis2000的线路板方面的计算机辅助制造软件还有很多,比如CAM350、V2000、GC-CAM、U-CAM、ParCAM等等,但这些软件跟Genesis2000相比:1、功能没Genesis2000强大,最突出的是Genesis2000能自动修正许多错误。
2、没Genesis2000好学,学习难度大。
3、操作起来没Genesis2000简单,Genesis2000更形象直观。
由于Genesis2000的优势太多,被许多大小线路板厂和光绘公司广泛采用,买不起正版的也情愿用盗版的干活。
必须明确的是:我们的培训不是教你设计线路板,而是把人家设计出来的线路板,根据厂里的机器能力,用Genesis2000去处理后,为生产各工序提供某些工具(比如各种菲林、钻带、锣带等),方便生产用,起的是辅助制造作用。
也就是说学的是CAM范围,而不属于CAD范围。
一般来说,线路板厂接到客户订单时,客户会以电脑文件的形式提供他自己的样品资料,我们就是修正客户提供的原始资料文件,使它方便自己厂里的机器生产出符合客户要求的线路板。
举个例子说:钻孔部门的钻孔机是先把钻孔文件读进机器里,再按钻孔文件的内容去钻孔。
假设客户要求某个型号的线路板上某类孔要钻40mil,有时厂里的钻孔机却读不懂客户提供的钻孔文件,因此无法直接用客户的原始文件去生产,即使有时钻孔机能读懂客户提供的原始钻孔文件,直接只钻40mil也是不行的,由于线路板制作过程中钻完孔后还要经过的后面几步会使孔壁再加上铜,最后做出来只会小于40mil。
基于以上原因,我们把孔加大后再把钻孔文件输出为厂里钻机能读懂的文件即可。
这就是计算机辅助制造(CAM)的作用,用来帮助实际生产的。
菲林是爆光工序用的,跟生活中的照相底片类似,爆光那道工序就是把底片上的线路图象印到铜面上,然后把不要的铜用药水蚀刻掉,留下有用的铜形成线路。
而菲林是光绘机绘出来的,那么光绘机是怎么绘的呢?它是根据光绘文件的内容去做,而光绘文件实际是我们用Genesis2000做好的资料输出来的,我们的资料又是在客户提供的原始资料的基础上修改的,只不过修改的时候考虑到了厂里的机器能力。
菲林按工序可分为内层菲林、外层菲林、防焊菲林、文字菲林。
菲林是感光后有图象的胶片,可以理解为你照相后得到的那张底片,只不过上面的图象不是人相,而是线路图象而已,当然它的大小比你的照相底片要大。
光绘文件是光绘机用来绘制菲林用的电脑文件,你用手摸不到的,存在电脑上,可以通过某种方式提供给光绘机用,它里面的代码内容机器能读懂,是告诉机器怎么控制光线照射,从而形成图象。
钻孔文件(又叫钻带)也是一种电脑文件,你摸不到它的,他里面内容是钻孔机要用的钻刀顺序、钻嘴大小、钻孔位置等Genesis2000采用Valor Genesis 2000 CAM系统,可将CAM作业流程依不同之层数及工料规格,做成多项标准之模块,自动化分析,编修数据处理,减少人工错误并增加作业效率。
1. D-code及Gerber自动输入,避免人工输入错误的风险。
2. 原稿Net list与工作片Net list比较,避免CAM设计造成之人为疏失。
3. On line DRC(设计规则检查)设计全程,可避免功能信号被更动,线宽、间距信号,不因编修而变更。
4. 可分析检查PCB Gerber如:(1) PWR GND断、短路(2) 钻孔是否遗漏(3) 焊垫是否遗漏(4) 防焊是否遗漏(5) 焊垫是否超出至防焊面(6) 文字或防焊是否沾到焊垫5. 制程误差,计算机自动补偿。
6. 特性阻抗,多层搭叠,自动计算分析。
7. CAM工作流程程序化,不因工程师不同而有品质上的差异。
资料在转换后传至外围之制程网络设备,如激光绘图机、成型机、钻孔机、计算机网络测试设备和自动比对光学机,皆在计算机数值控制下进行。
8.编写Genesis DFM自动化程式(SCRIPTS)高效、快捷处理资料。
各种CAM文件(比如钻带、锣带、Gerber文件)源代码的解析;Genesis 2000 ERF 文件的源代码了解及其修改;Genesis 2000 Hook 程序的了解和编写;Genesis 2000 各种操作的代码个性化修改,以提高工作效率,使软件适应自己当前工作;Genesii 2000 Script 程序基础知识和一般编写等。
Genesis2000特性介绍1、清晰的管理界面,各个料号的存入方式直观,简单。
2、资料保密性强,每次启动需输入用户名和密码。
3、独立而系统的输入输出。
4、资料结构为二维表格的方式存在,精确的描述压合方式,板字构造及层别的属性定义。
5、Wheel模块及Symbol集中存放,方便任何环境随时调用。
6、人性化的图形编辑窗口和控制面板,有针对性的对成形区域内的部分进行修改。
7、对图形元素的属性极其敏感,有条不紊的按照各种需要进行自动修改和检查。
8、可调试参数任意修改,根据不同需要手动更改其运行的最佳方案。
9、自动而快速的封边程式,省去了整理板边的烦琐。
10、安全而高效的钻孔和锣边程式,根据定义的锣刀尺寸、补偿方向可以简单的自动添加锣程式。
11、根据不同的菲林尺寸,自动排列,节约菲林成本,增加其利用率12、无论正负叠加多少层,均可放在同一逻辑层。
Genesis 强大的编辑和修改功能:资料的读入1、拥有支持多达20几种读入格式,如:Gerber、Gerber274X、Dpf、Dxf、Plt、Excellon…….2、可以自行调整其读入格式,然后预览其图形,针对Gerber文件的D-code进行Wheel 编辑,内置模块可将同种类型的D-code识别出来,减少编译次数,节约时间。
层别属性的定义1、可以按照板子的组合方式排列层次,定义不同的层次属性,并以颜色区分,层次可以任意增加、删除、拷贝和移动。
2、可以独立放置原稿、单PCS工作稿、SET连片和PANEL。
各个集合体系均可浏览和预视,并可以相互按照某种规则产生关联达到虚拟排版。
编辑窗口和工具1、简捷而方便的交互式面板,让人机沟通更直接,将常用的工具和安全指令设在窗口右边,随手可及。
2、面板上的层次分明,坐标随时监控,状态栏可以清晰显示当前的操作状态和图形数据的参数值。
3、主菜单的编辑栏拥有一般编辑(移动、旋转、镜像、拷贝、删除、追加、恢复、)和扩展编辑(延长、比例放大、排线移动而不改变角度或长度、各层之间的图形转移、尺寸及形状随意改变)。
4、图形及元素属性自由转换,任意调节和替换,正负极性相互转换和工作成形去的定义。
5、细化而强大的选择功能可以自身进行单选、连选、区域选择、非规则区域选择、网络选择、反选;更是对比参考层和层之间的选择,交错、关联、覆盖、被覆盖;还能依据极性、属性、形状大小进行过和追加;还有大铜皮的选择等等。
6、不论是测量还是图象的产生,均可抓取图形的端点、交点、边缘、网络、骨架、中心线、中心点及成形边框。
7、图形元素可以一一罗列,个数、大小、形状、极性一览无余,可以有针对性的图形进行高亮和选择更新。
8、区域切分与填充,可以对板内或板外的图形分割,剪切和填实。
9、专业的画线、填充及文字标识,存在方式多种多样。
10、线宽线距可以充分调整,线与线的连接、倒角,方框涨大及缩小,任何图象的复制与粘贴方便快速。
钻孔修改及检查1、Map 图与孔点图可以相互转换,且一气呵成,强大的钻孔管理器,可以对VIA孔、PTH 孔、NPTH孔进行补偿、调节、高亮、刀具合并及每个孔的位置轨迹指示。
2、根据内外层的分布属性,可以检查出孔与孔的电器性能是否导通,还可以报告近孔、重孔、八字孔及每种孔的个数和位置,并判断是否间距离板边太近。
内层修改及检查1、针对内层的正负片进行不同的修改和优化,根据不同的孔径手动设定自己所需的最小隔离RING边及最优RING边。
2、自动删除独立PAD,可塑性的蜘蛛脚,随意调整。
3、可选择修改区域为成形线以内、可视窗口以内和所有区域,程序运行完后回逐条报告其修改的内容和未修改的内容。
4、自动检验隔离PAD、区域线、线宽、线距等等;自动填充微孔、缝隙,针对钻孔自动校正PAD的位置,加泪滴。
外层修改几检查1、对照绿油开窗PAD的属性定义SMD,按照自身要求调节参数,可以做PAD加大、PAD 缩小、绕线、更改形状,对不满足间距的地方进行削切,然后报告所作动作的结果(可根据尺寸分屏显示)2、运行线路自动检查功能,可侦测线路的线宽线距、孔环大小、NPTH孔距铜的距离PAD 到PAD的间距、PAD到线的间距、铜到板边的距离、端点、PAD、线、弧的个数及位置,同网络的间隙等等。
绿油修改及检查1、根据绿油覆盖定义PAD的RING环最优值及防止渗油露铜所需的间距参数、桥位大小,自动运行绿油修改程序,进行自动加大及自动削PAD,其结果会报告出来,以供价值评估。
2、强大的绿油检查功能,可检测出孔的开窗、PAD的开窗及绿油到锡的距离、开窗PAD 到PAD的距离、细小缝隙、塞孔情况等等。
排版与拼列1、强有力的全自动或手动可以根据开料尺寸构成任意的虚拟排版方式,排好后还可以对单个或多个单只自动拷贝、删除、移动、镜像和旋转编辑。
2、对于不同尺寸的菲林,可将各个层次排列起来,一最优的排列方式来体现菲林的利用率。
资料的输出1、手动指定路径,可输出几十种不同的格式如:Gerber、Cam、Drawing、Drill/Rout、Laser、Drill、Plotters…….2、输出同样提供旋转、镜像、按比例拉长或缩短、极性反向功能等等。
综上所述,GENESIS2000的强大功能非一般CAM软件所能比拟的。
Genesis2000 CAM 工序自动化CAM 工序自动化虽然CAM系统在PCB业界中不断增加,但是为什么还有很多厂商不愿意把工序自动化呢?有些相信他们现有的CAM软体已可达到要求、并不需要自动化。
其它的则缺乏重点,无法界定什么工序需要自动化,或者无法产生他们所需要的自动化软体。
无可置疑,一些走在前端的厂商已正在享受工序自动化带来的极大的好处,包括提升产能、增进资料质量和缩短培训时间。
第一个问题要问的是:为什么需要自动化?为什么CAM系统就不能配备所有所需的自动化功能,而我只需要按正确的键钮来达到自动化?要回答这些问题是很容易的。
世上没有一个人是用同一样的方法来做同一件事的。
每一个厂商都用很不同的方法来使用CAM系统。